板料激光弯曲成型报告
激光弯曲成形及应用前景讲解
激光弯曲成形及应用前景一、前言借助于模具来完成的传统金属塑性加工,不能完全适应制造业多品种小批量的生产方式。
板料激光成形是一种新兴的塑性加工方法。
这是一种无模具、无外力的非接触式热态积累成形技术,具有生产周期短,柔性大,精度高等特点。
并且,借助红外测温仪及形状测量仪, 可在数控激光加工机上实现全过程闭环控制, 从而保证工件质量, 改善工作条件。
板材激光弯曲作为一种新型无模具成形技术正日益受到板材成形加工界的密切关注,其基本原理是:利用高能激光束扫描金属板材表面时形成的非均匀温度场导致的热应力来实现塑性变形的工艺方法。
当激光束相对于板料的运动轨迹为直线时,便得到V形弯曲件;当运动轨迹不重复或为非直线时,便得到符合弯曲的异形件。
所以,激光成形常常被称为激光弯曲成形或激光弯曲。
激光成形技术不仅能够完成平板的弯曲、卷曲、浅拉伸等工艺,还可进行曲板的反弯曲、校平或卷板的开卷,以及方管或圆管的弯曲、缩口、胀形等。
尽管对该项技术的研究尚处于起步阶段,关于其变形机理的解释是初步的,对于其成形过程中的各种影响因素也还缺少理论分析和定量描述,但板材激光弯曲成形的独特优点已使人们感受到它所潜在的巨大效益,其工业应用可以遍及航空、航天、微电子、船舶制造和汽车工业等多个领域。
本文综述了激光弯曲成形的研究现状,并对其应用范围和发展前景做了展望。
二、板材激光弯曲成形的研究现状2.1板材激光成形机理根据激光加热时板料厚度方向的温度分布,激光成形有以下四种机理:①温度梯度机理。
当金属板料的一侧受到激光的照射时,在照射区域的厚度方向会产生很大的温度梯度。
由于温度的不同, 在靠近光源的区域金属材料容易受热产生膨胀变形, 使板料弯向反向区域, 但弯曲量会很小, 在背向光源的区域由于没有受到激光的照射温度变化不大, 而受热膨胀区域会受到周围区域的约束而产生压应变。
在冷却时, 热量流向周围的材料, 变形区的材料收缩, 它们会对压缩区的材料产生拉应力, 但是变形区的材料难以恢复原来的形状, 从而使板料弯向靠近光源的方向。
薄板弯曲实验报告20

金属薄板的弯曲实验报告1.实验目的(1)了解金属薄板弯曲变形过程及变形特点。
(2)熟悉衡量金属薄板弯曲性能的指标——最小相对弯曲半径主要影响因素。
(3)掌握测定最小相对弯曲半径的实验方法。
2.实验内容(1)认识弯曲过程,分析板料轧制纤维方向和板料成形性能对相对弯曲半径(R/t)的影响。
(2)了解如何通过调整行程完成指定弯曲角度的弯曲,如何进行定位完成指定边高的弯曲,分析板厚和弯曲角度对相对弯曲半径的影响。
(3)观察弯曲过程和弯曲回弹现象。
(4)掌握万能角度尺、半径规等测量工具的使用,测量模具尺寸参数和板料基本尺寸。
(5)熟悉板料折弯机的操作使用。
3.实验原理弯曲是将板料、型材或管材在弯矩作用下弯成一定曲率和角度的制件的成形方法。
在生产中由于所用的工具及设备不同,因而形成了各种不同的弯曲方法,但各种方法的变形过程及变形特点都存在着一些共同的规律。
弯曲开始时,如图1(a)所示,凸、凹模与金属板料在A、B处相接触,凸模在A点处所施的外力为2F,凹模在B点处产生的反力与此外力构成弯曲力矩M=2Fl0。
随着凸模逐渐进入凹模,支承点B将逐渐向模中心移动,即力臂逐渐变小,由l0变为l1,…,l k,同时弯曲件的弯曲圆角半径逐渐减小,由r0变为r1,…,r k。
当板料弯曲到一定程度时,如图1(c)所示,板料与凸模有三点相互接触,这之后凸模便将板料的直边朝与以前相反的方向压向凹模,形成五点甚至更多点接触。
最后,当凸模在最低位置是,如图1(d)所示,板料的角部和直边均受到凸模的压力,弯曲件的圆角半径和夹角完全与凸模吻合,弯曲过程结束。
(a)(b)(c)(d)图1 弯曲过程示意图和所有的塑性加工一样,弯曲时,在毛坯的变形区里,除产生塑性变形外,也一定存在有弹性变形。
当弯曲工作完成并从模具中取出弯曲件时,外加的载荷消失,原有的弹性变形也随着完全或部分地消失掉,其结果表现为在卸载过程中弯曲毛坯形状与尺寸的变化。
这个现象为弹复,也叫回弹。
激光板料成形技术的研究及应用
文章编号:1001-3997(2007)09-0132-03第9期-132-2007年9月MachineryDesign&Manufacture机械设计与制造激光板料成形技术的研究及应用*陈毅彬周建忠孙月庆黄舒(江苏大学机械工程学院,镇江212013)Theresearchprogressandapplicationoflasertechnologyonsheet-metalformingCHENYi-bin,ZHOUJian-zhong,SUNYue-qing,HUANGShu(SchoolofMechanicalEngineering,JiangsuUniversity,Zhenjiang212013,China)!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!"【摘要】金属板料激光成形技术是近年来出现的一种先进柔性加工技术。
分别介绍了激光热应力成形、激光冲击成形(LSF)和激光喷丸成形(LPF)的成形机理,分析了成形的主要影响因素。
影响这三种激光成形方式的因素主要有:激光参数、扫描轨迹、材料性质、板料几何参数和约束边界条件等。
分别从机理、工艺参数、成形工艺等方面分析了这三种板料激光成形的技术特点。
最后,对这三种激光板料成形技术的应用前景进行了展望,并指出激光板料成形技术在成形的精确控制及成形复杂件方面存在的一些尚待解决的关键问题。
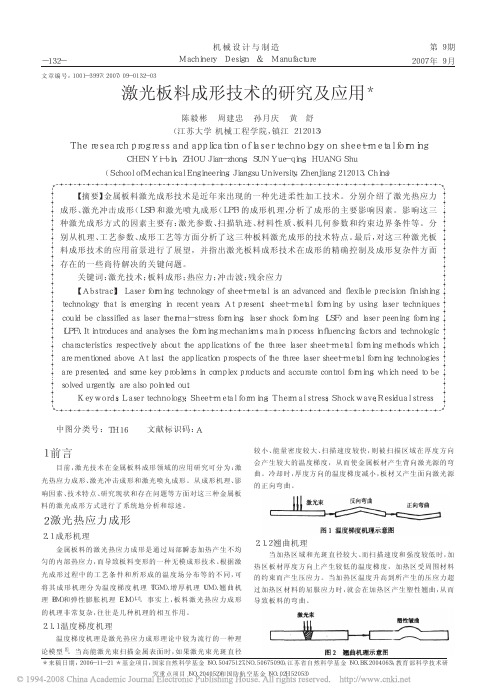
关键词:激光技术;板料成形;热应力;冲击波;残余应力【Abstract】Laserformingtechnologyofsheet-metalisanadvancedandflexibleprecisionfinishingtechnologythatisemerginginrecentyears.Atpresent,sheet-metalformingbyusinglasertechniquescouldbeclassifiedaslaserthermal-stressforming,lasershockforming(LSF)andlaserpeeningforming(LPF).Itintroducesandanalysestheformingmechanisms,mainprocessinfluencingfactorsandtechnologiccharacteristicsrespectivelyabouttheapplicationsofthethreelasersheet-metalformingmethodswhicharementionedabove.Atlast,theapplicationprospectsofthethreelasersheet-metalformingtechnologiesarepresented,andsomekeyproblemsincomplexproductsandaccuratecontrolforming,whichneedtobesolvedurgently,arealsopointedout.Keywords:Lasertechnology;Sheet-metalforming;Thermalstress;Shockwave;Residualstress中图分类号:TH16文献标识码:A*来稿日期:2006-11-21*基金项目:国家自然科学基金(NO.50475127,NO.50675090);江苏省自然科学基金(NO.BK2004063);教育部科学技术研究重点项目(NO.204052)和国防航空基金(NO.02H52053)1前言目前,激光技术在金属板料成形领域的应用研究可分为:激光热应力成形、激光冲击成形和激光喷丸成形。
激光弯曲成形

目录目录 (1)摘要 (2)Abstract (2)1 引言 (3)2 钛及钛合金TC4概述 (3)3 激光弯曲成形技术 (4)3.1 激光弯曲成形基本原理 (4)3.2 激光弯曲成形过程 (5)3.3 激光弯曲成形特点 (5)3.4 激光弯曲成形机理 (6)3.5 激光弯曲成形的影响因素 (9)4研究进展 (13)4.1 国外研究进展 (13)4.2 国内研究进展 (13)5 小结 (14)参考文献 (15)TC4钛合金板料激光弯曲成形工艺研究摘要TC4钛合金在室温下塑性差,冷成形困难,虽然可采用加热成形技术,但加工周期长、成本高。
将激光成形技术用于钛合金板料成形,可充分发挥该技术的独特优势,在航空航天领域新品的研制中发挥重要作用。
本文介绍了激光弯曲成形的基本原理,分析了激光功率、光斑直径、扫描速度、扫描次数以及能量密度等影响因素对板料激光弯曲角度的影响,在其它参数一定的情况下,弯曲角度随着激光功率的增加先增大后减小,随着扫描速度、光斑直径的增大而减小;弯曲角度随着扫描次数和能量密度的增加而增大。
关键词:TC4钛合金;激光弯曲;成形机理;影响因素;The Research on the Laser Forming ofTitanium Alloy Sheet MetalAbstractTitanium alloy is difficult to forming at room temperature, although the heat forming technology can be used, but the processing time and cost are very high. Making full use of its unique advantages, the laser forming technology for titanium alloy sheet metal plays an important role in aerospace research and development of new products. In this paper, the forming mechanism was given out, and the influence of laser power, spot diameter, scan speed, number of scan and energy density on the bending of sheet metal was analyzed. The results showed that the bending angle increased first and decreased afterwards with the increasing laser power, decreased with the increasing spot diameter and scan speed, increased with the increasing number of scan and energy density if others factors remain unchanged.KeyWords: Titanium alloy, laser forming, forming mechanism, influence factor1 引言金属板料成形作为薄板直接投入消费前的主要深加工方法,已在整个国民经济中占有十分重要的地位,广泛应用于航空航天、船舶工业、汽车覆盖件、家电等生产行业。
船用中厚板激光弯曲成形过程数值模拟及实验研究.

上海交通大学硕士学位论文船用中厚板激光弯曲成形过程数值模拟及实验研究姓名:裴培申请学位级别:硕士专业:材料加工工程指导教师:姚舜20080201船用中厚板激光弯曲成形过程数值模拟及实验研究摘要板材激光弯曲成形技术是一种利用高能激光束扫描板材,在板材内部产生不均匀的热应力使板材成形的新型工艺。
与传统的成形方法相比,该工艺具有不需外力和模具、生产柔性大、加工成本低、成形精度高并能进行硬脆材料变形等优点,在航空航天、船舶、汽车和微电子等领域具有广阔的应用前景。
本文使用有限元分析软件ANSYS对船用中厚板激光弯曲成形过程进行数值模拟。
建立了三维热应力耦合模型,分析了成形过程的温度场、形变场及应力场变化规律,发现板材在激光弯曲成形过程发生明显的绕X轴方向的弯曲,同时沿X轴方向和Y轴方向增长等一系列现象。
为验证数值模拟结果,对船用中厚钢板激光弯曲成形过程进行了实验研究,采用激光位移传感器测量了板材弯曲高度,采用热电偶测量了激光扫描过程中板材节点温度实时变化情况,发现实验实测的结果与模拟计算结果相吻合,从而验证了数值模型的准确性。
为进一步研究激光加工工艺参数与板材弯曲角度的关系,分别采用不同扫描速度、不同激光功率、不同光斑大小及不同扫描次数进行船用中厚板激光弯曲成形实I验研究。
发现在一定范围内板材激光弯曲角度随扫描速度的减小、激光功率的增大、光斑直径的减小、扫描次数的增多而增大的规律。
关键词:激光弯曲成形,热应力,金属板材,数值模拟,激光弯曲实验IINumerical simulation and experimental research on laser forming of moderate-thick ship building steelABSTRACTLaser forming is a recently developed sheet m etal forming technology. IN t he process the nonuniform thermal stress induced by laser irradiation is utilized to form sheet metal into different shapes. Compared with conventional sheet metal forming process, it has many advantages: during the laser forming process,no external forces and hard dies are required, with this process,a variety of shapes can be formed and even brittle materials may be deformed. These make laser forming can be applied in aerospace, shipbuilding,automobile,microelectronic industries and so on.In this paper,the laser forming process of moderate-thick ship building steel plate is simulated by FEM software ANSYS.A 3-D coupled thermal-structural FEM simulation is carried out;the temperature, deformation and stress distribution of irradiated plate are simulated; these fields are analyzed and a series of conclusions are summarized:steel plate will be bended around the x-axis,and the dimension will increase in X-axisIIIand Y-axis direction.Corresponding experiments are performed to evaluate the accuracy of the numerical simulation. A laser sensor is used for deformation detection, and a thermocouple is used for temperature detection during the experiment. It is found that the experimental results agree well with simulated results. For further analysis, the experiments of laser forming are performed with different scanning speeds,laser powers,laser focal dimensions and scan times. The conclusion is made that in a certain range,the bending angle of laser forming increases with the scanning speed decreasing,the laser power increasing,the laser focal dimension decreasing,or the scan times increasing.KEY WORDS:Laser forming,thermal stress,sheet metal,Numerical simulation,Laser bending testIVShanghai Jiao Tong UniversityFeb. 2008上海交通大学学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
板料激光三维弯曲成形的工艺研究

激光 成 形 中 所 指 的 板 料 是 1种 非 常 广 义 的概 念, 他涵 盖 了通 常意 义 上 的板 、 、 等 材料 。激 光 管 卷 成形 不仅 能完 成平 板 的弯 曲、 曲 、 拉 深等 工 艺 , 卷 浅 还 可进行 曲板 的反 弯 曲、 平 或 卷板 的开 卷 以及 方 校 管、 波纹 管 或 圆 管 的弯 曲 、 口、 形 等 。不 少 学者 缩 胀 正在 进行激 光 弯 曲成 形 三 维 复杂 工 件 的研 究 , 而 从 在本 质上拓 展 了激 光成形 的 应用范 围 。
维普资讯
板料 激 光三 维弯 曲成形 的工艺研 究
哈 尔 滨 工 业 大 学 材 料 科 学 与工 程 学 院 (5 0 1 张鹏 10 0 )
【 要】激 光成 形是 1种利 用激 光 作为 热 源 的热 应 力无 模 成 形新技 术 。介 绍 了激 光 成 形 的工 摘 艺过 程及 加 工设 备 , 析 了激 光 成形机 理 , 究 了板 料激 光 三维 弯曲成 形 的工 艺以及 典型 工件 分 研 的 成形 方案 。最后 综述 了该 工 艺技 术 的发展 前景 。 关键 词 板 料 激光 成形 三 维
s r s e t o trg d d e . I h s p p r h a e o mig p o e s a d e up n r n r d c d,a d h le s s wi u i i is n t i a e ,t e ls r f r n r c s n q i me ta e i to u e h n t e p i cp e o a e o mig s a a y e . Th p o e s o h e i n i n lf r n f s e t a d t e s a ig r i l f ls r f r n i n l z d n e r c s f t r e d me s a o mi g o h e n h h p n o s h me o e r s n a ie p rs a e s u id c e fr p e e t tv a t r t de ,Fi al ,t e p o p c f h a e o mi g i s mma ie . nl y h r s e to e ls rf r n s u t rz d
板材激光弯曲成形规律的研究
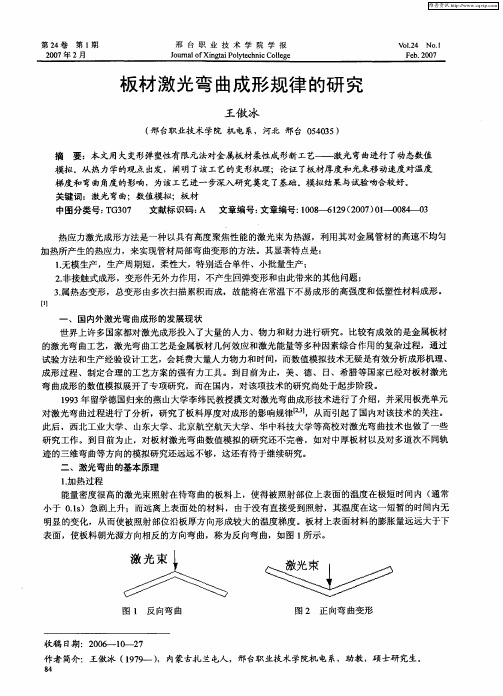
图 1 反 向弯 曲
图 2 正 向弯 曲变形
收稿 日期 :2 O — 1L 2 0 6 0_ 7 _
作者简介:王傲冰 ( 9 9_ ,内蒙古扎 兰屯人,邢台职业技术学院机 电系,助教 ,硕士研究生。 17- )
8 4
维普ห้องสมุดไป่ตู้讯
2冷 却过 程 .
试验方法和生产经验设计工艺, 会耗费大量人力物力和时间,而数值模拟技术无疑是有效分析成形机理、 成 形过 程 、制 定合 理 的工艺方 案 的强有 力工 具 。到 目前为 止 ,美、德 、 日、希 腊 等 国家 已经 对板材 激光 弯曲成形的数值模拟展开了专项研究,而在国内,对该项技术的研究尚处于起步阶段 。 19 留学 德国 归来 的燕 山大 学李纬 民教授 撰 文对激光 弯 曲成 形技 术进行 了介 绍 ,并采用 板壳单 元 9 3年
所谓 冷 却 ,是指 光源 离 开后被 照射 部位通 过 热传 导 的 自然散 热过 程 。当激 光束离 开 后 ,上表 面处 于
高温区材料 的热量迅速 向其它各方向传导,以达到热平衡状态。此过程中,上表面附近材料的温度很快 降低而 下表 面处 的温 度还 要 继续 升高 一段 时间 。反 映在变 形 上 ,上表 面 的材 料 已开始 冷 缩 的最初 一段 时
F b 2 0 e .o 7
板材 激 光 弯 曲成 形 规 律 究 的研
王 傲 冰
( 台职 业技 术 学院 机 电 系,河北 邢 台 0 43 ) 邢 50 5
摘 要:本文用大变形弹塑性有限元法对金属板材柔性成形新工艺.
滂 光弯曲进行 了动态数值 £
模拟 。从热力学的观点 出 ,阐明了该工艺的变形机理; ̄ i " 发 zT板材厚度和光束移动速度对温度 梯度和弯曲角度 的影响,为该工艺进一步深入研究奠定了基础。模拟结果与试验吻合较好。
金属板材激光弯曲成形及其机理研究
另外对激光弯曲试样进行了微观组织分析和显微硬度测试。结果显示:激光弯曲 后试样的铁素体组织得到细化,珠光体数量增多,在某些参数下并伴有少量的碳化物 析出。可见激光弯曲后的样件的性能将会得到较大地提高。
保密□, 在 本论文属于
不保密□。
(请在以上方框内打“√”)
年解密后适用本授权书。
学位论文作者签名: 日期: 年 月 日
指导教师签名: 日期: 年 月 日
华中科技大学硕士学位论文
1 绪论
1.1 引言
激光弯曲成形是以激光作为热源局部加热金属板材,在板材内部产生不均匀的应 力场,完全依靠内应力使板材发生塑性变形,而不需要借助外力的作用。这一柔性成 形技术非常适合一些特殊零件的制作,也可进行一些传统的加工,如零件的修复、焊 接结构件的矫形等。图 1-1 给出了激光弯曲成形的基本工艺过程原理图[1]。
华中科技大学 硕士学位论文 金属板材激光弯曲成形及其机理研究 姓名:郭为席 申请学位级别:硕士 专业:物理电子学 指导教师:胡乾午
20060512
华中科技大学硕士学位论文
摘要
激光弯曲成形是一种利用激光加热来实现构件柔性成形的技术,其基本原理是利 用高能激光光束沿构件表面进行移动加热时形成的非均匀温度场所诱导的热应力来实 现材料的塑性变形。激光弯曲成形具有不需要外力和模具、生产柔性大、生产周期短、 成形精度高等特点。此外,激光弯曲成形能够与激光切割、焊接等工艺配合实现工件 的同工位加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《金属塑性成形原理》项目研究题目:激光弯曲成形班级:05011301姓名:刘凯鹏学号:2013301156指导老师:王永军日期:2016年1月6日目录摘要 (3)1. 对象描述 (3)2. 研究目标 (4)3. 研究内容 (4)4. 研究方案 (4)5. 模拟过程 (7)6. 后处理数据图表 (37)7. 成型规律总结分析 (45)8. 学习总结 (45)9.参考文献 (46)摘要:一些合金在室温下塑性差,冷成形困难,将激光成形技术用于金属板料成形,在航空航天产品,以及电子元件的研发和制造中发挥着重要作用。
因此,了解激光弯曲成形的机理,激光功率、光斑直径、扫描速度、扫描次数以及能量密度等影响因素对板料激光弯曲角度的影响就显得十分必要,在其它参数一定的情况下,弯曲角度随着激光功率的增加先增大后减小,随着扫描速度、光斑直径的增大而减小;弯曲角度随着扫描次数和能量密度的增加而增大。
本文采用ABAQUS软件对激光弯曲成型过程进行数值模拟和分析。
1.对象描述:1)激光弯曲简介:激光弯曲成形是一种利用高能激光束扫描金属板料表面时形成的非均匀温度场所导致的热应力来实现塑性变形的工艺方法。
这是一种无模具,无外力的非接触式热态积累成型技术,具有生产周期短,柔性大,精度高等特点。
所以不存在模具制作,磨损和润滑问题,也不存在贴膜,回弹现象,成形精度高,适合于精密仪器制造,其工业应用遍及航空航天,微电子行业等多个领域。
2)激光弯曲原理:激光弯曲成形的变形过程是通过激光加热金属板料所产生的弯曲应变(平面外应变)、平面内应变或两者的联合作用来实现的。
弯曲应变或平面外应变使金属板料产生角变形,如图所示:而平面内应变则使金属板料实现XY平面内成形,如图所示:例如板料的缩短就是通过激光扫描在整个厚度方向上产生的类似应变来实现的。
而由于材料性能的差异以及所采用的工艺参数的不同,都会导致不同的变形机理,有时往往是几种机理的混合作用。
目前可以较好的解释板料激光成形过程的机理主要有以下四种:温度梯度机理(TGM),屈曲机理(BM),增厚机理(UM)和内应力点机理。
3)激光弯曲成形的应用:平板弯曲,管材成形,焊接变形校正,激光微成形。
2.研究目标:1)通过金属板料的激光弯曲模拟过程,熟悉掌握有限元方法的基本原理和方法,熟悉掌握ABAQUS的基本知识,从而了解有限元方法在实际软件中的应用。
2)通过金属板料的激光弯曲模拟过程,熟悉FORTRAN编程语言,编写ABAQUS子程序,以及调用ABAQUS子程序的二次开发。
3)本项目的研究目标是研究板料激光弯曲成形的影响因素,以及在成型过程中的应力和热的状态的分布,以及用模拟激光弯曲过程的结果,联系实际,找到设计工艺的不足之处并提出改进建议。
3.研究内容:1)模拟铜合金的激光弯曲成型过程,解决网格划分,材料性能设置,模拟激光的二次开发,分析板料在激光弯曲成型过程中的应力应变等规律;2)研究激光弯曲过程中,激光功率(热源功率)对弯曲角度的影响。
3)研究激光弯曲过程中,激光扫描次数对弯曲角度的影响。
4)研究激光弯曲过程中如何提高成形精度,在板料的那些地方弯曲角度不好控制并提出改进方案。
4.研究方案:建立如图模型,,用FORTRAN语言编写DFLUX子程序模拟激光光源扫描铜合金板料,观察计算后的结果,对计算结果进行分析,在DFLUX程序改变光源的半径大小,光源的功率,以及扫描次数,再进行计算分析,查看弯曲角度的变化,总结规律。
关于FORTRAN子程序:SUBROUTINE DFLUX(FLUX,SOL,KSTEP,KINC,TIME,NOEL,NPT,COORDS,1 JLTYP,TEMP,PRESS,SNAME)C 上面是ABAQUS程序提供的DFLUX子程序接口 INCLUDE 'ABA_PARAM.INC'CDIMENSION FLUX(2),TIME(2),COORDS(3)!这是三个数组CHARACTER*80 SNAMEv=13 !光源移动速度,为mm/sd=v*time(1)x1=coords(1)y1=coords(2)z1=coords(3)C 将实体上任意一点的三个坐标分别赋予变量x1、y1、z1x0=-60y0=0z0=0C 这是光源的起点xx=x0+dR=5AMP=1 !幅值函数,这里是常量1A=0.85P=400000000000 !激光的功率pi=3.1415926 !圆周率FLUX(1)=0HEAT=2*A*P*AMP/(pi*(R**2))!光源中心温度N=MOD(KSTEP,2)!奇数分析步为加热,偶数为冷却SHAPE=exp(-2*((x1-xx)**2+(y1-y0)**2)/(R**2)-2*(z1-z0)**2/1)IF(N>0) THENFLUX(1)=HEAT*SHAPEEND IFC 最终输出到位置为(x1,y1,z1)的热流密度FLUX(1)RETURNEND如上图的子程序,在附件中也有,接口中各个变量的含义是: FLUX(1)————模型节点处热流大小;FLUX(2)————模型节点处热同改变率;SOL————求解变量估计值,在传热分析中为节点温度; KSTEP————当前分析步数;KINC————当前增量步数;TIME(1)————当前分析步时间(仅限瞬态分析);TIME(2)————当前分析总时间(仅限瞬态分析);NOEL————单元数;NPT————单元内积分点数;COORDS————模型节点空间坐标矩阵;JLTPY————热通量类型;TEMP————模型积分点瞬时温度值;PRESS————模型积分点当前等效压应力;SNAME————定义热通量所在面的名称(JLTYP=0);激光的能量是脉冲的,而且呈高斯分布:其能量分布公式为:其中AMP为周期内脉冲激光的幅值曲线,tp为激光脉冲宽度,T为脉冲周期;A为材料对光的吸收系数,铜194取0.85,P为激光功率,R为光斑半径,X0,Y0为某一时刻光斑中心的平面坐标,可以按照这个公式进行编程。
5.模拟过程:1)首先设置好环境,如下图,定义绝对零度为-273.14摄氏度,斯特藩—玻尔兹曼常量为5.76E-008(玻尔兹曼常量是与热辐射有关的常量)。
2)创建板料几何体,为边长为10mm,厚为0.3mm的长方体:创建草图:拉伸:4)定义材料,本项目中选择的材料为铜194,具体材料参数如下设置(要注意单位):密度:定义杨氏模量和泊松比:定义塑性变形时应力应变关系:定义与受热膨胀有关的线膨胀系数:定义比热:定义热导率:创建截面属性:将截面属性赋给几何体:3)进入装配环节,导入实例物体,注意坐标系的位置,这是编写子程序的关键:4)创建分析步,本项目研究采用6个分析步(不算初始分析步),先是激光扫描的加热的分析步,后是冷却的分析步,交替执行,具体设置见下图:5)创建接触,本项目中就是物体的辐射和热对流性质:定义热对流(与吸收热量的能力有关):选几何体所有的表面:定义膜系数(膜层散热系数),物体表面的温度:定义表面辐射:也是六个面都选:定义热辐射系数和热沉温度:5)施加载荷和边界条件:定义一个调用子程序的体热源,作用范围是整个物体:施加边界条件,固定住板料的一端:7)划分网格:为了方便划分网格,节约运算时间,我们首先把板料划分,先划分表面:再划分物体:撒种子,每个区域的种子数量不同,中间多,两边少,因为在程序中主要给中间区域加热,中间区域是主要变形区:划分网格,采用C3D10MT:创建JOB,注意调用子程序:这是用FORTRAN编写的本项目的模拟光源的子程序(用的是VS2012和XE2011编译器,他们的版本配合和关联很重要,也要注意编译格式,Fortran的格式较为严格):最后提交计算,并进行后处理。
打开监视器:计算完成:6.后处理数据图表:1)热分析:这是热流密度分布云图(HFL):局部是这样:三次扫描过程中扫描路径上热流密度随时间的变化:可见每一次扫描都可以使铜板表面的温度剧烈上升,然后在冷却过程中缓慢下降。
让我们先定义个path:在这个路径上温度的变化如下:可见温度是中间高两边低。
2)应力分析:米赛斯应力云图:局部米赛斯应力云图:扫描路径上一点的米赛斯应力随时间的变化:该点的应变变化:Path上的应力分布:应变分布:3)位移云图:4)将激光功率增加后:激光功率增加为原来1000倍的图:可见厚度方向均有较大应力,说明厚度方向都有膨胀,测得三次扫描后弯曲角度变小度,但最大应力很大,这说明一味的增加热源功率并不能使弯曲角度增加。
5)改变参数对成形规律的研究:1.改变激光扫描次数,研究激光扫描次数对板料弯曲角度的影响:可见,弯曲角度随扫描次数的增加而线性增长 2.激光功率对成形弯曲角度的影响:23456789101112扫描次数弯曲角度(度)扫描次数和弯曲角度的关系可见,随着激光功率的增加,弯曲角度先增大后减小。
3.弯曲角度和材料杨氏模量的关系:4.弯曲角度和比热容之间的关系:102030405060708090100激光的功率/W一次扫描弯曲角度/度一次扫描的弯曲角度与激光功率的关系100150200250300350400450500材料的杨氏模量/Gpa扫描一次的弯曲角度/度扫描一次的弯曲角度和杨氏模量的关系7. 成型规律总结分析:1) 随着扫描次数的增加,弯曲角度会有所上升,而且是线性增长。
2) 增加激光功率,并不能使弯曲角度一直增大,功率达到一定值时会使厚度方向都有较大应力,不易引起弯曲,所以弯曲角度随着激光功率的增加是先增大后减小。
3) 高温度,高应力,大应变都集中在激光的扫描路径上,而且无论是温度还是应力应变都比周围高出很多。
4) 在成形过程中,板料边缘受热不均匀,应力不均匀,导致变形也不均匀,因此在高精度制造时,应该在激光扫描轨迹的两端多加一些材料,形成耳片,成形之后再切削去。
5) 扫描一次的弯曲角度随比热容增大而减小。
8. 学习总结:通过激光弯曲成形的项目研究,我了解到了有限元方法的基本原理,和具体程序的编写,还有一点就是了解了ABAQUS 软件的使用和二次开发,学会了FORTRAN 语言,并体会到了FORTRAN 数值分析的强悍能力。
2003004005006007008009001000比热容/J·kg·K弯曲角度/度一次扫描弯曲角度和材料比热容之间的关系学会了系统研究问题的方法,不过在有限元的分析中有很多细节值得注意,比如如何划分网格,划分网格的好坏决定了编号的好坏,不仅仅影响计算结果,还影响计算效率,好的划分网格的方法能在提高数值模拟精度的同时还提高计算效率,为研究节省时间,网格划分就是取逼近真正的物体。