激光弯曲成形
激光弯曲成形技术原理及应用

借助于模具来完成的传统金属塑性加工,不能完全适应制造业多品种小批量的生产方式。
板料激光成形是一种新兴的塑性加工方法。
这是一种无模具、无外力的非接触式热态积累成形技术,具有生产周期短,柔性大,精度高等特点。
并且,借助红外测温仪及形状测量仪, 可在数控激光加工机上实现全过程闭环控制, 从而保证工件质量, 改善工作条件。
板材激光弯曲作为一种新型无模具成形技术正日益受到板材成形加工界的密切关注,其基本原理是:利用高能激光束扫描金属板材表面时形成的非均匀温度场导致的热应力来实现塑性变形的工艺方法。
当激光束相对于板料的运动轨迹为直线时,便得到V形弯曲件;当运动轨迹不重复或为非直线时,便得到符合弯曲的异形件。
所以,激光成形常常被称为激光弯曲成形或激光弯曲。
激光成形技术不仅能够完成平板的弯曲、卷曲、浅拉伸等工艺,还可进行曲板的反弯曲、校平或卷板的开卷,以及方管或圆管的弯曲、缩口、胀形等。
尽管对该项技术的研究尚处于起步阶段,关于其变形机理的解释是初步的,对于其成形过程中的各种影响因素也还缺少理论分析和定量描述,但板材激光弯曲成形的独特优点已使人们感受到它所潜在的巨大效益,其工业应用可以遍及航空、航天、微电子、船舶制造和汽车工业等多个领域。
本文综述了激光弯曲成形的研究现状,并对其应用范围和发展前景做了展望。
二、板材激光弯曲成形的研究现状2.1板材激光成形机理根据激光加热时板料厚度方向的温度分布,激光成形有以下四种机理:①温度梯度机理。
当金属板料的一侧受到激光的照射时,当金属板料的一侧受到激光照射时,在照射区域的厚度方向会产生很大的温度梯度。
由于温度的不同, 在靠近光源的区域金属材料容易受热产生膨胀变形, 使板料弯向反向区域, 但弯曲量会很小, 在背向光源的区域由于没有受到激光的照射温度变化不大, 而受热膨胀区域会受到周围区域的约束而产生压应变。
在冷却时, 热量流向周围的材料, 变形区的材料收缩, 它们会对压缩区的材料产生拉应力, 但是变形区的材料难以恢复原来的形状, 从而使板料弯向靠近光源的方向。
激光选区熔化成形技术的发展现状及研究进展
一、激光选区熔化成形技术简介
激光选区熔化成形技术是一种将粉末材料逐层堆积成形的工艺方法。在加工 过程中,高能量密度的激光束对金属粉末进行扫描和熔化,并在短时间内快速冷 却凝固,逐层堆积成复杂的三维零件。该技术具有高精度、高速度和高效率等特 点,被广泛应用于航空航天、汽车、医疗等领域。
二、发展现状
3、铝合金选区激光熔化成形的 力学性能与显微组织
选区激光熔化成形的铝合金材料具有较高的强度和硬度,同时具有良好的耐 磨性和耐腐蚀性。研究者们通过研究不同工艺参数对铝合金显微组织和力学性能 的影响,揭示了显微组织和力学性能之间的内在。例如,通过优化工艺参数,可 以得到细小的晶粒和均匀的相分布,从而提高材料的力学性能。
1、铝合金粉末制备与特性
选区激光熔化成形铝合金的关键之一是制备高质量的铝合金粉末。目前,铝 合金粉末的制备方法主要包括雾化法、机械合金化法、化学法等。其中,雾化法 作为一种常用的制备方法,得到的粉末具有球形度高、粒径分布窄、成分均匀等 优点。然而,雾化法也存在一定的局限性,如设备成本高、生产效率低等。因此, 研究不同制备方法对铝合金粉末特性的影响,有助于优化选区激光熔化成形的材 料体系。
激光选区熔化成形技术的发展现状 及研究进展
目录
01 一、激光选区熔化成 形技术简介
02 二、发展现状
03 三、研究进展
04 四、结论
05 参考内容
激光选区熔化成形技术(Selective Laser Melting,SLM)是一种重要的 金属加工和增材制造技术。自20世纪90年代初问世以来,该技术在全球范围内得 到了广泛和研究。本次演示将介绍激光选区熔化成形技术的发展现状及研究进展。
参考内容
随着制造业的快速发展,选区激光熔化成形(Selective Laser Melting, SLM)技术作为一种先进的金属成形方法,在近年来得到了广泛和应用。该技术 主要利用高能量激光束对金属粉末进行逐层选择性熔化,实现复杂形状零件的近 净成形。铝合金作为一种轻质、高强、耐腐蚀的材料,在航空、航天、汽车等领 域具有广泛的应用前景。本次演示将综述近年来选区激光熔化成形铝合金材料体 系的研究进展,主要包括以下几个方面:
【国家自然科学基金】_成形技术_基金支持热词逐年推荐_【万方软件创新助手】_20140801

金属流动规律 金属成形 金刚石砂轮 遗传算法 逆向工程 载体 视觉检测 蒙皮拉形 自由成形 自反应喷射成形 能量成形 缺陷 结构 组织结构 粉末注射成形 粉末成形 粉末冶金 等离子熔射 空间复用 移动通信 磨齿机 磨损 硬度 砂轮廓形 界面换热系数 电磁成形 电弧形态 用户调度 生物材料 熔透状态 热锻模 热力学 烧结 激光立体成形 激光熔覆 激光熔化沉积 激光拼焊板 激光加热 激光冲压 激光-mig复合焊 渐进成形 液固挤压 椎体成形术 柔性辊 板材 机械合金化 机会波束成形 有限元模拟 旋压机床 数控 数值仿真 摆辗成形 扩展成形 成形极限
科研热词 数值模拟 楔横轧 有限元 波束成形 铝合金 涂层 显微组织 成形工艺 镁合金 多向加载 半固态 力学性能 激光技术 渐进成形 板料成形 微观组织 回弹 注射成形 模具设计 本构关系 快速成形 工艺参数 喷射成形 组织 纳米晶 温度场 消失模 材料合成与加工工艺 有限反馈 有限元法 有限元模拟 无模拉伸 成形性 微成形 应力 孔隙率 多输入多输出(mimo) 图像处理 az31镁合金 高速压制 高温合金 非晶 闭环增益成形 锻造 铜合金三通件 铁素体不锈钢 钝化层 金属零件 金属激光立体成形 金属塑性成形 遗传算法 选择性激光烧结
107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160
53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106
【国家自然科学基金】_耦合工艺_基金支持热词逐年推荐_【万方软件创新助手】_20140731

科研热词 数值模拟 热力耦合 有限元 功耗 铝合金 采矿工程 遗传算法 过膜压力 膜分离 耦合工艺 耦合 缓冲器插入 纳滤膜分离 神经网络 电学性能 热电耦合 热-力耦合 激光技术 温度场 有限元分析 无铅压电陶瓷 数值仿真 挤压铸造 延时 变化机理 压电性能 光刻 光催化氧化 h酸 鼓形俘能器 高阶布拉格光栅 高速切削 高效 高压注水 风荷载 非线性时程分析 静噪功能 集成光学 限幅放大器 阶跃滤光片 阴极电流密度 防灾减灾 闪蒸 镦粗 镦挤过程 锌-镍镀层 铜基催化剂 铁磁共振 铁电陶瓷 铁电性能 铁氧体 钢轨
53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106
2008年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52
107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 14154 155 156 157 158 159 160
激光送丝熔敷成形技术的基础及应用

激光送丝熔敷成形技术的基础及应用概述激光送丝熔敷成形技术是一种通过激光熔化金属线材,然后在工件表面进行熔敷成形的加工工艺。
这种技术在航空航天、汽车制造、模具制造、医疗器械等领域具有广泛的应用前景。
在本文中,我们将详细介绍激光送丝熔敷成形技术的基础原理、关键技术以及应用场景。
基础原理激光送丝熔敷成形技术是一种将金属线材通过激光熔化,然后在工件表面进行熔敷成形的加工工艺。
与传统的焊接工艺不同,激光送丝熔敷成形技术可以直接在工件表面上进行加工,能够实现高精度、高效率、高质量的成形效果。
激光送丝熔敷成形技术的基础原理是利用激光束对金属线材进行照射,使其在短暂的时间内迅速升温并熔化。
由于激光束的能量密度极高,使得熔化后的金属线材能够迅速流动并在工件表面形成一层薄膜。
通过控制激光束的位置、功率以及金属线材的供给速度,可以实现对工件表面形成不同的形状和结构。
关键技术激光送丝熔敷成形技术是一种复杂的加工过程,需要掌握多项关键技术,包括金属线材的选型、工艺参数的控制、激光束的聚焦和定位等。
1. 金属线材的选型金属线材的选型是激光送丝熔敷成形技术中的一个重要环节。
不同的金属线材有不同的熔点和熔化性能,因此在选型时需要考虑到工件的材料及其加工要求。
常用的金属线材包括铝合金、钛合金、不锈钢、镍基合金等。
2. 工艺参数的控制工艺参数的控制是影响激光送丝熔敷成形效果的关键因素。
主要包括激光功率、扫描速度、金属线材的供给速度和工件的温度控制等。
合理的工艺参数可以保证成形的质量和效率,同时也可以减少材料的损失和成本的浪费。
3. 激光束的聚焦和定位激光束的聚焦和定位是激光送丝熔敷成形技术中的另一项关键技术。
激光束的聚焦决定了熔化金属线材的深度和宽度,而激光束的定位则决定了成形轮廓的形状和精度。
因此,需要使用高精度的激光聚焦和定位设备。
应用场景激光送丝熔敷成形技术在航空航天、汽车制造、模具制造、医疗器械等领域具有广泛的应用前景。
以下是一些应用场景的介绍:1. 航空航天在航空航天领域,激光送丝熔敷成形技术能够制造出高强度、高温、高韧性的金属部件。
激光快速成型技术

在可持续发展理念的推动下,激光快速成型技术 将更加注重环保和资源循环利用,降低能耗和减 少废弃物排放。
创新与发展
未来,激光快速成型技术将继续创新和发展,与 其他先进制造技术相结合,推动制造业的转型升 级和高质量发展。
05
激光快速成型技术的实 际应用案例
产品原型制作
快速原型制作
01
通过激光快速成型技术,可以在短时间内制作出产品原型,缩
快速性
与传统加工方法相比,激光快速 成型技术能够大大缩短制造周期, 提高生产效率。
灵活性
激光快速成型技术能够制造出各 种形状和结构的零件,适用于复 杂零件的制造。
定义
激光快速成型技术是一种基于数 字模型文件和激光束的高效、高 精度制造技术,能够快速制造出 复杂的三维实体。
材料广泛性
激光快速成型技术可以应用于各 种材料,包括塑料、金属、陶瓷 等。
短了产品开发周期,降低了开发成本。
优化设计流程
02
通过制作原型,设计师可以在早期阶段发现设计中的问题并进
行改进,提高了设计效率。
降低生产风险
03
在产品正式生产前制作原型,可以减少因设计错误导致的生产
风险和成本损失。
定制化产品生产
01
02
03
个性化定制
激光快速成型技术可以根 据客户需求定制个性化产 品,满足消费者对个性化 的需求。
小批量生产
对于一些小批量、高附加 值的产品,激光快速成型 技术可以快速实现生产, 降低生产成本。
定制化服务
在服务行业,激光快速成 型技术可以用于定制化服 务,例如为客户定制饰品、 模型等。
生物医学领域应用
生物材料研究
激光快速成型技术可用于生物材料的 研究,例如用于制作生物组织的模型, 以便更好地了解其结构和功能。
弯曲成形工艺

弯曲成形工艺
弯曲成形工艺是一种机械加工工艺,可以将圆钢、方钢、不锈钢等材料的直线材料变形成各种曲线。
它的特点是采用机械装置,在完全固定的模具内进行压力作用,使原来的直线变为曲线,从而制成所需要的弯曲零件。
弯曲成形工艺的过程主要由三步组成:
一、准备工序:选择合适的材料和规格,清理边角,锉平,起点钻孔;
二、弯曲工序:将材料放入机床模具中,并进行弯曲成形;
三、检测工序:检查成形后的零件,是否符合设计要求,如果不符合,则重新进行成形。
弯曲成形工艺的优点有以下几点:
1、成形效率高,可以大大提高生产效率。
2、能够制造出更复杂的零件,它可以根据设计要求,制作出各种复杂的曲线零件,满足不同需求。
3、节省原料,因为材料可以经过压力处理后变为曲线,可以节省原材料和加工时间。
4、零件可重复使用,对于一些重复使用的零件,可以通过弯曲成形技术,节省费用。
5、成形精度高,可以保证弯曲成形的零件精度,从而提高成品的质量。
弯曲成形工艺的应用十分广泛,并且在汽车行业,航空航天行业,电子行业等都有广泛的应用。
可以制作出大小不一,复杂性不同的零件,用于多种产品的制造。
【国家自然科学基金】_激光参数_基金支持热词逐年推荐_【万方软件创新助手】_20140731
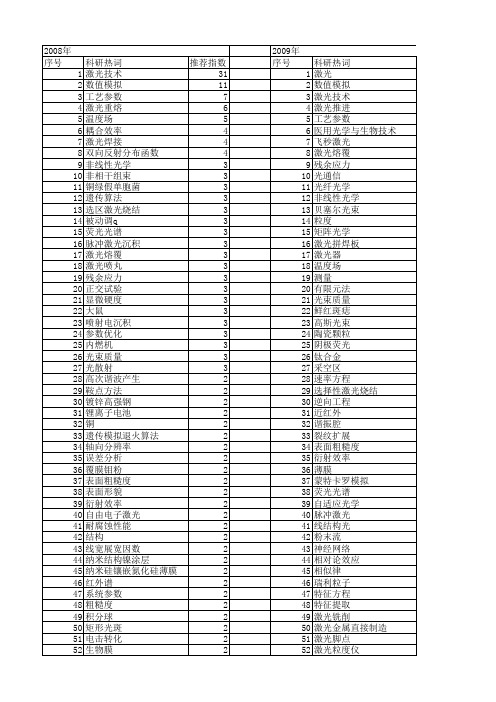
推荐指数 31 11 7 6 5 4 4 4 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2
2009年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52
高功率光纤激光器 高功率光纤激光 高光谱分辨率激光雷达 高倍率 马赫-曾德尔干涉仪 马尔可夫随机场 飞行器姿态测量 飞秒激光 颗粒填充密度 频谱组束 频谱特性 频率啁啾 预约束应力 预泵浦条件 预处理 预加载 预制裂纹槽 非线性度 非线性光学性质 非球面 非均匀校正 非均匀偏振光束 非均匀介质 集成模块 雅可比多项式 雅可比-傅立叶矩(jfm) 随机激光器 随机激光 随机噪声 随机hough变换(rht) 陡脉冲电场 附壁油膜 阳极氧化 阈值 长脉冲teco2激光器 镜头畸变 镓铅锗玻璃 镍基合金 锥形光纤 银耳芽孢 银耳(tremella fuciformis) 铝酸钠 钼 钴基合金 钛宝石激光 钒酸盐 金属网栅 金属管材 量子阱 量子点 量化分析 重组pcr 重复率 重复控制
科研热词 激光 数值模拟 激光技术 激光推进 工艺参数 医用光学与生物技术 飞秒激光 激光熔覆 残余应力 光通信 光纤光学 非线性光学 贝塞尔光束 粒度 矩阵光学 激光拼焊板 激光器 温度场 测量 有限元法 光束质量 鲜红斑痣 高斯光束 陶瓷颗粒 阴极荧光 钛合金 采空区 速率方程 选择性激光烧结 逆向工程 近红外 谐振腔 裂纹扩展 表面粗糙度 衍射效率 薄膜 蒙特卡罗模拟 荧光光谱 自适应光学 脉冲激光 线结构光 粉末流 神经网络 相对论效应 相似律 瑞利粒子 特征方程 特征提取 激光铣削 激光金属直接制造 激光脚点 激光粒度仪
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录目录 (1)摘要 (2)Abstract (2)1 引言 (3)2 钛及钛合金TC4概述 (3)3 激光弯曲成形技术 (4)3.1 激光弯曲成形基本原理 (4)3.2 激光弯曲成形过程 (5)3.3 激光弯曲成形特点 (5)3.4 激光弯曲成形机理 (6)3.5 激光弯曲成形的影响因素 (9)4研究进展 (13)4.1 国外研究进展 (13)4.2 国内研究进展 (13)5 小结 (14)参考文献 (15)TC4钛合金板料激光弯曲成形工艺研究摘要TC4钛合金在室温下塑性差,冷成形困难,虽然可采用加热成形技术,但加工周期长、成本高。
将激光成形技术用于钛合金板料成形,可充分发挥该技术的独特优势,在航空航天领域新品的研制中发挥重要作用。
本文介绍了激光弯曲成形的基本原理,分析了激光功率、光斑直径、扫描速度、扫描次数以及能量密度等影响因素对板料激光弯曲角度的影响,在其它参数一定的情况下,弯曲角度随着激光功率的增加先增大后减小,随着扫描速度、光斑直径的增大而减小;弯曲角度随着扫描次数和能量密度的增加而增大。
关键词:TC4钛合金;激光弯曲;成形机理;影响因素;The Research on the Laser Forming ofTitanium Alloy Sheet MetalAbstractTitanium alloy is difficult to forming at room temperature, although the heat forming technology can be used, but the processing time and cost are very high. Making full use of its unique advantages, the laser forming technology for titanium alloy sheet metal plays an important role in aerospace research and development of new products. In this paper, the forming mechanism was given out, and the influence of laser power, spot diameter, scan speed, number of scan and energy density on the bending of sheet metal was analyzed. The results showed that the bending angle increased first and decreased afterwards with the increasing laser power, decreased with the increasing spot diameter and scan speed, increased with the increasing number of scan and energy density if others factors remain unchanged.KeyWords: Titanium alloy, laser forming, forming mechanism, influence factor1 引言金属板料成形作为薄板直接投入消费前的主要深加工方法,已在整个国民经济中占有十分重要的地位,广泛应用于航空航天、船舶工业、汽车覆盖件、家电等生产行业。
传统的金属板料加工方法主要用模具在压力机上进行冷冲压成形,其生产效率高,适用于大批量生产。
随着市场竞争的日趋激烈,产品的更新换代速度日益迅速,原有的采用模具加工的技术就表现出生产准备时间长,加工柔性差,模具费用大,制造成本高等缺陷,且模具冷冲压成形仅适用于低碳钢、铝合金以及铜等塑性较好的材料,其适用范围有限。
为此国内外许多学者致力于板料塑性成形新技术的研究,实现金属板料的快速高效、柔性冲压和无模成形,以适应现代制造业产品快速更新的市场需要[1]。
随着激光技术的发展,特别是大功率工业激光器制造技术的日益成熟,激光作为一种“万能”工具,已应用于材料的切割、焊接、弯曲变形和表面改性处理等领域[2],其中板料激光弯曲成形技术已较为成熟,广泛应用于各种碳钢、不锈钢、合金有色金属以及金属基复合材料的弯曲成形,替代了部分零件的冲压工业。
激光弯曲成形是一种新兴的塑性加工方法,具有高效、柔性、洁净等特点。
它是基于材料的热胀冷缩特性,利用高能激光束扫描金属板料表面时形成的非均匀温度场导致的热应力来实现塑性变形的工艺方法。
与传统的金属成形工艺相比,它不需模具、不需外力,仅仅通过优化激光加工工艺、精确控制热作用区内的温度分布,从而获得合理的热应力分布,使板料最终实现无模成形。
激光束的大小和能量精确可控,特别适用于冷加工难以成形的硬且脆,或刚性大的材料,比如陶瓷、钛合金等。
2 钛及钛合金TC4概述钛的资源丰富,它在地壳中的含量为0.56%,总蕴藏量约为7.6亿吨,在构成地壳的元素中列第9位。
它是20世纪50年代发展起来的一种重要金属,密度小,比强度高和耐腐蚀性好。
目前,钛及其合金主要用于航空航天和军事工业上。
据统计,钛在航空航天上的应用约占钛总产量的70%左右,包括军用飞机、民用飞机、航空发动机、航天器、人造卫星壳体连结座、高强螺栓、燃料箱、导弹尾翼、弹头壳体等。
因此钛及钛合金一直是航空航天工业的“脊柱”之一。
近年来,钛在石油、化工、冶金、生物医学和体育用品等领域开始得到应用,并己成为新工艺、新技术、新设备不可缺少的金属材料,钛工业进入一个新的发展时期[3]。
钛合金按其退火组织分为α钛合金、β钛合金、α+β钛合金。
钛合金TC4的成分名为Ti-6Al-4V,属α+β型钛合金,该合金是美国水城兵工厂于1954年研制成功的,可用于生产大规格航空零件。
该钛合金在中国的牌号是TC4,美国的牌号为Ti-6Al-4V,俄罗斯的牌号为BT6,日本的牌号为ST-A410。
TC4属于中等强度耐热性钛合金,其化学主要组成成分如表1所示,室温下力学性能参数如表2所示[4]。
表1 TC4钛合金化学主要组成成分成分Ti Al V Fe C N H O其它含量余量5.5-6.8 3.5-4.5 ≤0.3≤0.1≤0.05≤0.015≤0.20≤0.4表2TC4钛合金室温下力学性能参数抗拉强度σb/MPa 屈服强度σ0.2/MPa 延伸率δ5/% 收缩率ψ/% 硬度值/HV 902 824 10 30 340钛合金在室温下塑性差,冷成形困难,虽然可采用加热成形技术,但加工周期时间长、成本高。
目前我国主要用钛合金成形飞机、卫星、导弹及火箭上的零件,其中成形简单的直线折弯件及平板曲线弯边件所占比例重。
由于批量小,采用原来的加热辅助成形技术需要制作大量的耐高温模具,且零件的成形尺寸受到加热炉的限制。
为了降低成本、简化工艺条件、缩短零件制作周期、加快新型号产品的研制,将激光成形技术用于钛合金板料成形,可充分发挥该技术的独特优势,在航空航天领域新品的研制中发挥重要作用[5]。
3 激光弯曲成形技术3.1 激光弯曲成形基本原理图1 激光弯曲成形的装置示意图板材激光弯曲成形是近年来出现的一种板材柔性成形方法,究其根源,可以追溯到上百年前的火工矫形。
它的基本原理是:在基于材料的热胀冷缩特性上,利用高能激光束扫描金属板材表面,通过对金属板材表面的不均匀加热,照射区域内厚度方向上会产生强烈的温度梯度,从而引起非均匀分布的热应力[6]。
当这一热应力超过了材料相应温度条件下的屈服极限,就会使板材产生所需要的弯曲变形,激光弯曲成形的装置示意图如图1所示[7]。
激光弯曲成形实际上就是这样一种基于材料的热胀冷缩特性、用热应力代替机械载荷的板料无模成形技术。
3.2 激光弯曲成形过程待成形板料的表面受到高度聚焦的激光束照射,当光束以确定的速度沿预定的轨迹扫描时,被照射的各部位依次经历加热和冷却两个阶段,在其内部产生相应的应力,从而产生塑性变形,加热阶段产生反向弯曲,冷却阶段将产生正向弯曲,正反向弯曲变形的角度差即为激光束一次扫描所形成的角度[8]。
(1)加热阶段板料上表面受到能量密度很高的激光束照射,使得被照射部位的温度在极短时间内急剧上升;而远离上表面处的材料由于没有受到照射,其温度在这一短暂的时间内没有明显的变化,从而使被照射部位沿板厚方向形成较大的温度梯度。
由于上表面处材料的温度很高,故其热膨胀量大而屈服极限低,因而在此不均匀温度场产生的压应力的作用下,该处产生较大的塑性变形,形成材料堆积。
下表面材料的温度低,屈服极限高,基本不产生或只产生很小的压缩塑性变形,板料上表面材料的膨胀量远远大于下表面,板料将产生反向弯曲,如图2所示[9]。
图2 加热阶段图3 冷却阶段(2)冷却阶段激光束离开后,原来被照射的部位通过热传导进行自然散热冷却,或者在滞后于光斑某距离处用水流或气流沿照射轨迹加快冷却速度。
当激光束离开后,上表面处于高温区材料的热量迅速向其它各方向传导,以达到热平衡状态。
此过程中,上表面附近材料的温度很快降低而下表面处的温度还要继续升高一段时间。
反映在变形上,上表面的材料已开始冷缩时,下表面处的材料还要继续热胀。
板料下表面材料的膨胀量远远大于上表面,板料将产生正向弯曲,如图3所示[9]。
3.3 激光弯曲成形特点激光弯曲成形技术是通过各项参数的优化来精确控制板料的弯曲程度,它具有传统的塑性成形方法无可比拟的优点[1]。
1)采用激光源作为成形工具,无需任何形式的外力,因其是一种仅靠热应力而不用模具使板料变形的塑性加工方法,属于无外力成形。
2)属于无模成形,生产周期短,柔性大,可不受加工环境限制,通过优化激光加工工艺参数,精确控制热作用区域以及热应力的分布,将板料无模成形。
因不受模具限制,可容易的复合成形和制作各类异形件,克服了传统的模具弯曲所带来的成本高和生产周期长的缺点。
3)加工过程中无外力接触,不存在模具制作、磨损和润滑等问题,也不存在贴膜、回弹现象,成形精度高,适用于精密仪器的制造。
4)激光弯曲属于热态累积成形,总的变形量由激光束的多次扫描累积而成,这就使得一些硬而脆的难变形材料(比如钛合金、陶瓷、铸铁等)的塑性加工易于进行,可用于许多特种合金和铸铁件的弯曲变形。
5)对激光模式无特殊要求,易于实现成形、切割、焊接等激光加工工的复合化,特别适用于大型单件及小批量生产。
6)可使板料通过复合成形得到形状复杂的异形件(如球形件、锥形件和抛物形件等)。
7)成型过程无噪声、无污染,属于清洁、绿色制造范畴,被加工材料消耗少、参数精度控制和高度自动化等特性。