TK-25维修日志
电磁炉维修记录2012

电磁炉维修记录20121◆美的C21-SK2105电磁炉日期:2012-02-28故障现象:用户说送电跳空开检修过程:取下电路板,检查发现5μ滤波电容损坏,内部物质流出。
IGBT 击穿损坏。
保险损坏。
更换保险,用拆机件更换5μ滤波电容及IGBT。
将100W/220V灯泡代替线盘开机,灯泡不亮,有检锅脉冲的声音,蜂鸣器报警。
整机装好后,电磁炉能加热。
同时发现风扇噪声大,在商标纸下滴了几滴机油后噪声明显减小,并在面板温度传感器上加了散热硅脂。
2◆富士宝IH-P260电磁炉日期:2012-03-01故障现象:开机有报警声,不加热。
检修过程:取下电路板,发现谐振电容脱焊,将其重新焊好,故障排除。
3◆千森TS-18PS2电磁炉日期:2012-03-02故障现象:有时显示E0,有时显示E6,有时能加热但会自动暂停分析检修:拆机发现局部电路板浸水锈蚀。
清理发现R22(6.2K/0.25W)一腿锈断,用6.8K/0.25W电阻更换后电磁炉恢复正常。
4◆希贵电磁炉日期:2012-03-05故障现象:按键不灵,有错乱现象分析检修:更换开关机、功能、加、减四个按键后故障排除。
5◆金奥JA-1828B电磁炉日期:2012-03-08故障现象:不能开机,且四数数码管左数第二个数码管不亮分析检修:开盖检查发现内部极脏,有很厚的灰尘。
清洗吹干按键板,更换锈蚀的两个9015三极管(驱动四数数码管)、一个9014三极管(驱动发光二极管)及一个发光红色二极管(保温指示)。
更换开关机、加、减等六个按键后,加减功能(只在240℃时可加)不起作用,更换74HC164故障依旧,仔细检查发现在四数数码管下面有一个焊点似乎与各个焊点都不通,将四数数码管取下后发现里面有三个跨线,其中一个完全消失,只留下一个跨线的痕迹。
用线短接此两点,并焊回四数数码管后故障排除。
6◆美的MC-SH2112电磁炉日期:2012-03-14故障现象:用户说送电跳空开分析检修:取下电路板,发现IGBT击穿损坏,但保险未损坏。
技工学校实训室设备维修记录
技工学校实训室设备维修记录日期:2024年5月10日地点:技工学校实训室设备名称:电钻故障现象:电钻无法正常启动维修过程:首先检查电钻的电源线是否插紧,确认插紧后,检查电钻的开关是否正常,发现开关出现故障。
使用螺丝刀拆除电钻外壳,更换新的开关。
装好外壳后,开启电钻进行测试,发现电钻可以正常启动。
设备名称:电焊机故障现象:电焊机无法正常接通电源维修过程:首先检查电焊机的电源线是否接插牢固,确认接牢固后,拆解电焊机的外壳,进行内部检查。
检查后发现,电焊机的主电路部分出现了断路故障。
使用万用表对主电路中的元件进行逐个测试,确认短路元件为电容器。
取下短路电容器,并使用焊接工具进行焊接,更换了新的电容器。
装好外壳后,接通电源进行测试,电焊机可以正常使用。
设备名称:机床故障现象:机床无法正常运转维修过程:首先检查机床的电源线是否插紧,确认插紧后,检查机床的电机是否工作,发现电机无法正常运转。
拆解机床外壳,检查电机的电路连接情况。
经检查发现,电机的电线接触不良导致电机无法正常工作。
重新连接电机的电线,并进行绝缘处理。
装好外壳后,接通电源进行测试,机床可以正常运转。
设备名称:数控机床故障现象:数控机床无法正常启动维修过程:首先检查数控机床的电源线是否插紧,确认插紧后,检查数控机床的控制面板,发现控制面板的电源指示灯不亮。
使用万用表检查电源线路是否正常通电,确认电源线路无问题。
拆除数控机床外壳,检查电源适配器是否损坏,发现适配器中的保险丝烧断。
更换了新的适配器,并更换保险丝。
装好外壳后,接通电源进行测试,数控机床可以正常启动。
以上为技工学校实训室设备维修记录,维修过程中严格按照操作规程进行操作,设备维修后经过测试可以正常使用。
我的维修笔记-家电维修经验技术-家电维修技术论坛-手机版-PoweredbyDiscuz!
我的维修笔记-家电维修经验技术-家电维修技术论坛-手机版-PoweredbyDiscuz!长虹SF2115故障现象是上部回扫线,本机采用TDA8356,测量各脚电压发现45V仅18V试换滤波电容无效,测限流电阻已损坏,更换,电路恢复。
嘉华29A8G枕型失真,首先发现C430 0.33电容开路,更换后发现仍旧失真.测量Q402 C极电压为8.2V,短路B极变化不多,测量Q402已漏电,更换,行幅稍显不足,在Q406行管上并上一只1N/2K 电容,机器恢复。
长虹R2118 TV正常.AV只有灰暗图象.没有伴音.检测7688外围元件无异常.试换7688无效.网络搜索也找不到解决方法.后来检测同一型号电视发现CPUCHT0405 42脚电压正常是0V.本机是4.96V.检查42脚通往7688 27脚之间的元件.无明显异常.焊开V775机器正常.拆下C772发现漏电.更换机器恢复.康佳T2139A;只能放几个台,首先拆下两只中周.发现电容发黑.更换上两只1445调试无效.试换7680高频头无效.从其他机器拆下两只正常中周也无效.测6367第10脚电压0V.异常.试换无效.维修陷入死角.在试机时发现有时会无伴音且会自动关机.怀疑同步信号异常.测V607.609电压有变化.测R676异常.但是该元件一头接一只电容.并上33K电阻机器恢复(米坑)康佳25寸电视烧行管:试换高压包无效,一旦连机马上击穿,把灯泡连在限流电阻上,开机灯泡不亮.换上一只偏转线圈,灯泡发亮,因买不到原件.连上原配线圈.试着修复.发现线圈跟支架漏电,把漏电点隔离,开机机器恢复西湖数源25寸电源采用CM2528,该机采用行停振保护,保护时电源输出为30V左右.修电源先把负载断开接假负载.短路接在V801 E 端的V943 EB人为取消保护就可以判断.海信21寸,三无.开机发现保险丝烧掉,测量4只二极管有一只短路,更换接假负载正常.联机只听到啪的一声马上又烧保险.测二极管也击穿,感觉高压包有问题.更换.机器恢复。
TM-25LP执行机构的工作原理及日常维护中出现的问题

4 . 2 拉 阀试验
对于 E C V进行拉阀试验, 具体步骤如下:
进人 S E R V I C E服 务模块
0 8: ECV TES T, I c
在我们大乙烯三大机组使用的 T M一 2 5 2 执行 1 机 构主要 出现 的问题 就是 漏 油 问题 , 这 也 是 我 们 现 在需要彻底解决 的问题。漏油一般是由于内部结构 的密封垫长时间工作造成 的密封不好 , 可 以通过更 换新的密封垫圈来解决。而我们使用的几 台 T M一
0 . 0 % 的位 置 ; 再调整“ 0 4 : E C V C O I L . _ 2 G A I N=” 使 其到 达 1 0 0 . O % 的位置 。
如果 出现这 种 问题 我们 可 以将 执行 机 构 与机
组连接解开 , 在现场电流输人端加上一个电流源 和 毫安表 , 此时增加执行机构的输入电流信号 , 看执行 机构的输出端是否随着电流信号的增加而平滑 的增 加, 实 验 过 程 中 电 流 信 号 不 超 过 允 许 最 大 电 流 2 0 0 m A 。但是 注意不能对执行 机构进行 随意 的拆 解。
0 . 0 % 的位 置 ; 再调整“ 0 2 : E C V C O I L 一 1 G A I N=” 使 其到达 1 0 0 . 0 %的位 置 。
其次 , 标定仅线圈 2 工作时的偏差及放大倍数, 调整 “ 0 3 : E C V C O I L 一 2 O F SE F T( % )=” 使 其 处 于
5 8
0 4: ECV COI L 2 GAI N=
_
甘
肃
科
技
第2 9卷
维修日志
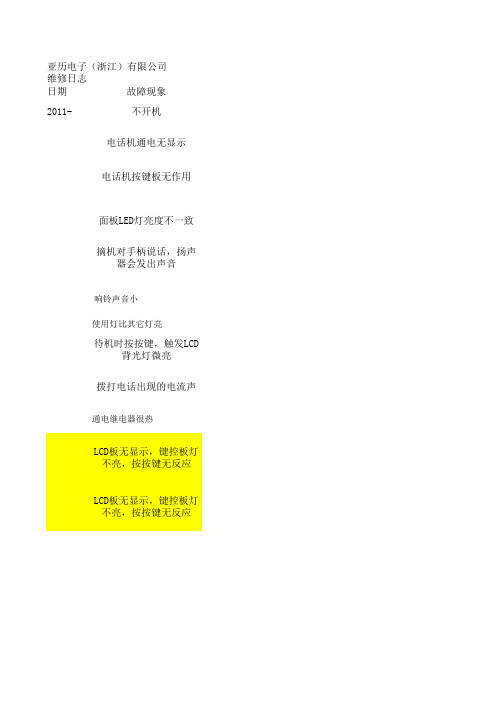
亚历电子(浙江)有限公司维修日志日期故障现象2011-不开机电话机通电无显示电话机按键板无作用面板LED灯亮度不一致摘机对手柄说话,扬声器会发出声音响铃声音小使用灯比其它灯亮待机时按按键,触发LCD背光灯微亮拨打电话出现的电流声通电继电器很热LCD板无显示,键控板灯不亮,按按键无反应LCD板无显示,键控板灯不亮,按按键无反应解决方案备注T4无1.8V输出,2脚输出电压为3.3V。
PCB步板错误核对电话机板PCB 原理图 发现插簧的PCB的6个功能引脚,脚序错乱,步板错误电话机板步板错误核对电话机板 按键板 PCB 原理图,发现板按键板与LCD板接口不对应,两接口顺序错乱。
电话机板步板错误需要更改LED9为510欧,这一版没有按照我们要求更改。
LCD板没有按照我们要求更改核对电话机板 按键板 PCB 原理图,MIC1与MIC2功能反,电话机板步板错误核对电话机板 按键板 PCB 原理图,发现Q16功能脚反。
电话机板步板错误D30应为510欧电阻D30没有按照要求更改去掉R321 R323 R13 R14 Q20,可消除此现象。
核对电话机板按键板按键板,发现BOM错误LCD板没有按照我们要求更改在LINE口电话线输入端两根线之间分别接一个220PF/1000V的瓷片电容到数字板的地,可消除拨打电话出现的电流声。
电话线输入端加滤波电容将电阻R70移\到R88的位置,使三极管U10输出3.3V与继电器供电压匹配。
三极管U10输出电压大于继电器电压测量LCD板各供电电压,及对地电阻,均正常,用示波器测量X1两端无波形,更换X1,故障排除。
X1晶振坏,可能是PCB焊接过锡炉温度过高或时间过长所致测量LCD板各供电电压,发现0欧电阻R30一端无电压,更换R30,故障排除。
R30坏,可能是PCB焊接过锡炉温度过高或时间过长所致黄色区为LCD不良的LCD板,其它十八块均可正常使用维修人杜昆昆杜昆昆杜昆昆杜昆昆杜昆昆杜昆昆杜昆昆杜昆昆杜昆昆杜昆昆杜昆昆杜昆昆。
家电维修记录

王牌 AT2575S
场扫描线性不 良,严重时一条 亮线 开机总是 AV1
王牌 2977E 王牌 2938E
图象暗淡 不能开机,开机 后瞬间就关机, 电源由 142 伏降 为 20 伏左右
索尼 KV—J29MF1 康佳 T2991H
高压包放电造成 枕型失真 图象一直正常, 伴音中有很强的 噪声
康佳 T2983X 康佳 T2983X 康佳 P29FG282
Байду номын сангаас
图像呈黄绿颜色
更换存储块故障排除 (有时更换存储块后没音 可以进入总线进行调整。方 法:将音量调为 0,然后按住遥控静音键 同时按住面板菜单键,即可进入 总线。将 MODE3 设为 08 即可。 试更换 N606 TDA9859,故障排除。该机 CPU 为 CH05T1608 TDA9373PS/N2/AI1200 存储块 24C08 另外,发现另外一台电视,也是该 CPU 无伴音更换 NJW1166 或 NJW1366。 查枕校电路 V403(2SC3852)集电极供电 5 伏左右,明显偏低(正常应在 25 伏左右),查其供电电路滤波电容 C430(160V/10U)异常,更换一个新的 电容,开机故障排除。 更换带有数据的存储块,故障排除。 4 脚接遥控关机线,3 脚接热地。
创维 29T66HT 6D92 机芯 创维 29T66A 5T36 机芯 创维 29SH8000 5T20 机芯 TB1240
三无 有声音无光栅 开机三无
查行管(J6920)击穿、电容 C713(1/200V)爆炸、电容 C712 (0.22/400V)开裂,更换坏件,开机故障排除。 查为推动供电电阻 R301 断路 查行管击穿,据说看的时候听到吱的一声便三无了。更换行输出变压器、 逆程电容不管用,连着烧坏五六个行管,开机瞬间测行电流高达 3A,进一 步查行负载电路,当查至 5 脚 D305 时发现其已击穿,换之,开机故障排 除。 原为电源开关管集电极一瓷片电容 2200p 烧焦所致。
设备维修保养记录1500字
千里之行,始于足下。
设备修理保养记录设备修理保养记录修理保养记录编号:001设备名称:打印机设备型号:HP Deskjet 2130设备编号:DJ2130-001修理保养日期:2022年1月3日修理保养内容:1. 清洗打印机内部。
打开打印机盖,使用尘刷和吸尘器清理打印机内部的灰尘和杂物。
2. 更换墨盒。
打印机墨盒已经耗尽,因此需要更换新的墨盒。
拆下墨盒,安装新的墨盒,并进行墨盒调整,保证墨水喷射均匀。
3.检查打印机喷头。
使用细针清洁打印机喷头,保证喷头通畅,并进行测试打印,确保打印效果正常。
4. 更新驱动软件。
下载最新的驱动软件并安装,以保证打印机与电脑的正常连接和通信。
第1页/共3页锲而不舍,金石可镂。
修理保养记录编号:002设备名称:空调设备型号:格力KG-320设备编号:KG320-001修理保养日期:2022年1月5日修理保养内容:1. 清洁空调滤网。
拆下空调滤网,使用清水冲洗并晾干后重新安装,以保证空气流通畅。
2. 清洁空调外壳。
使用湿布擦拭空调外壳,去除灰尘和污垢。
3. 检查空调排水管。
排水管可能会被堵塞,导致水滴留在机器内部。
使用细针清理排水管,确保排水顺畅。
4. 检查空调制冷效果。
调整空调温度和风速,测试制冷效果,确保制冷正常。
修理保养记录编号:003设备名称:电脑设备型号:华硕ASUS-123设备编号:ASUS123-001千里之行,始于足下。
修理保养日期:2022年1月7日修理保养内容:1. 清理电脑内部灰尘。
拆下电脑机箱侧板,使用尘刷和吸尘器清理电脑内部的灰尘和杂物。
2. 更新操作系统和驱动程序。
下载最新的操作系统和驱动程序,并进行更新,以保证电脑的正常运行。
3. 清理键盘和鼠标。
使用湿布擦拭键盘和鼠标,去除污垢和油污。
4. 检查硬盘状态。
使用硬盘检测软件检查硬盘健康状态,确保硬盘正常运行。
以上是设备修理保养记录的三个例子,通过定期的修理保养,可以确保设备的正常运行,延长设备的使用寿命,并提高工作效率。
基于故障树的25 Hz轨道电路红光带故障分析及建议
基于故障树的25 Hz轨道电路红光带故障分析及建议陈晓龙1,2(1.中国铁道科学研究院集团有限公司,北京 100081;2.中国铁路济南局集团有限公司青岛电务段,山东青岛 266000)摘要:红光带故障是铁路信号设备中经常发生的一类故障,运用故障树分析方法,以25 H z 轨道电路红光带故障作为顶事件,建造故障树,求出最小割集,并利用胶济线某车间近年来25 H z 轨道电路红光带故障数据进行概率重要度计算,确定导致顶事件发生的最重要因素,最后提出相应的维修建议和措施。
关键词:25 Hz 轨道电路;故障树分析;红光带中图分类号:U284.2 文献标志码:A 文章编号:1673-4440(2022)04-0072-05Analysis and Suggestions on Red-light Strap of 25 Hz Track CircuitBased on Fault TreeChen Xiaolong 1, 2(1. China Academy of Railway Sciences Co., Ltd., Beijing 100081, China)(2. Qingdao Signal and Communication Depot, China Railway Jinan Group Co., Ltd., Qingdao 266000, China)Abstract: Red-light strap is a kind of fault that often occurs in railway signal equipment. In this paper, the method of fault tree analysis is used to create a fault tree and obtain the minimum cut set by taking the red-light strap fault of 25 Hz track circuits as the top event. Based on the data on such fault from a workshop of Qingdao-Jinan Railway in recent years, the probability importance is calculated to determine the most important factors leading to the occurrence of the top event, and finally the corresponding maintenance suggestions and measures are put forward.Keywords: 25 Hz track circuit; fault tree analysis; red-light strapDOI: 10.3969/j.issn.1673-4440.2022.04.015收稿日期:2021-03-16;修回日期:2022-03-25作者简介:陈晓龙(1993—),男,工程师,本科,主要研究方向:高速铁路信号设备应用与维护,邮箱:139****************。
TK二极管(VF,VBR,IR)全功测试机简易故障排除手册
TK二极管(VF,VBR,IR)全功测试机简易故障排除手册TK二極體(VF,VBR,IR)全功測試機簡易故障排除手冊................................................................. 错误!未定义书签。
故障排除 ................................................................................ 错误!未定义书签。
1-1注意事項 ....................................................................... 错误!未定义书签。
1-2各電路板的功能 ........................................................... 错误!未定义书签。
1-3檢測故障點 ................................................................... 错误!未定义书签。
故障排除1-1注意事项1、RELAY是消耗品,其寿命并不能保证一定可以使用多少时间或次数。
2、MHV PCB与HV PCB是互相有关联的,如果HV PCB有故障,可能会影响MHV PCB,相对的MHV PCB有故障,也可能会影响HV PCB。
3、跳火情形检测:先将DUT端的材料移除,使DUT呈现开路状态,用主目录(MENU)的EXT. RES. CHK功能中的EXTERNAL RES. CHECK(VR)测试,设定VR RANGE(1)、IB1=100uA、PW=40ms测试应产生最高电压约2000V,如产生跳火现象就无法产生最高电压。
4、可能产生跳火原因:1、测试片或测试座与机台的绝缘不够好。
2、测试线破皮或绝缘不够好。
3、当四线式被改为二线式时,机台的测试时间调整不当。
ITT Model 3796 i-FRAME 安装、运行与维护手册说明书
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2010.4.23
症状:
三爪夹头经过长期使用后,内边缘磨损,形成倒角,俗称还口.固定工件时由于倒角的存在,使得工件固定后产生倾斜,造成加工后工件单边现象.
以往解决方案:
用40丝和50丝膜片分别给三部分夹头内部进行翻边贴边,用点焊的方法固定.这个方法可以粗略的将边缘磨损填补,以重新达到定位后,三抓夹头形成Φ41的圆. 本次维修出现的问题:
经过长期填补,内边缘磨损严重,已经无法单纯用膜片填补,需要更换三抓夹头.
安装新夹头时产生的问题:
1. 新夹头安装后,在夹头张开时会弹出
原因:
夹头固定在底盘内,是通过夹头下面的搭扣与底盘的搭扣互锁固定,而互锁是通过夹在夹头中间的三块橡皮伸缩形变来实现.在夹头张开时弹出是因为橡皮的厚度不够厚,造成夹头形成的圆的大小小于或等于底盘内搭扣圆的大小.因此无法实现互锁导致夹头弹出.
解决方案:
改用14mm厚的新橡皮就能解决这个问题.
2. 新夹头安装后,不弹出,但是工件固定加工后还是出现非常严重的单边现象
原因:
旧夹头在长期使用过程中,和锥形底盘金属间不停形成滑动摩擦,对锥形底盘造成严重磨损,而夹头内部的三块橡胶对金属的摩擦较少,从而在锥形面形成了三道非常明显的凸痕.而新夹头的键槽位置与旧夹头位置不同,这样导致夹头的外侧面与凸痕重叠,使得夹头在锥形底盘面上不能紧贴滑动.从而收缩夹头后,不能保证最后形成Φ41的圆.尺寸过小则固定工件后工件不能紧贴在定位块上固定,导致加
工后出现严重误差.
解决方案:
将夹头及定位块拆卸后,用磨削的办法将凸痕消除,使得锥形底盘内部光滑平整.再安装固定块,此时固定块位置已有变化,需要通过磨床自磨(削平2-3um)来重新定位.
3.通过以上处理办法,加工后的工件误差明显缩小,但是还未达到原先一格(0.25丝)的误差范围内(还存在3格左右误差)
原因:
用百分表先测量固定块的平行度,几乎无误差.用测量块固定在夹头上,再次测量,仍旧没有误差.最终发现,由于多次研磨定位块,致使定位块高度下降,工件安装在定位块上,整体位置也下降.这样三抓夹头夹的位置就是工件的毛坯而不是精加工位置,致使工件在固定时位置产生变化,不能紧贴在定位块上固定.
解决方案:
在定位块上放一块工字形膜片,膜片事先直径缩小2mm,防止夹头夹紧后碰到膜片.通过这个方法可以提高工件高度,使得夹头能够夹在工件的精加工部分,不再造成偏差.
通过此次维修,加工后的工件精度能够控制在半格以内.。