600MW等级汽轮发电机定子绕组端部振动监测与分析
600MW机组汽轮机异常振动的原因和处理
600MW机组汽轮机异常振动的原因和处理发布时间:2021-08-06T17:23:23.270Z 来源:《中国电业》2021年11期作者:王继涛[导读] 在电厂机组发电负荷不断加剧的影响之下王继涛中电投电力工程有限公司上海 200233摘要:在电厂机组发电负荷不断加剧的影响之下,对于汽轮机组的各项故障表现和隐患问题也要给予更高程度的重视,结合系统运行参数等做好监测与运维管理,避免因机组的异常故障影响电厂的正常运转,对存在的安全隐患及时进行规避。
在汽轮机组的运行过程当中会因为气流和气压的影响而造成振动问题,必须及时进行分辨处理强化安全保障,因此,本文将系统性地介绍汽轮机组产生振动故障的表现与危害,结合常见诱因详细讨论在进行排障处理时的基本方法流程。
关键词:600MW机组;汽轮机;异常振动引言:随着电力生产规模的不断扩大和机组运行数据的优化调节,汽轮机在运转过程当中对于蒸汽压力的控制程度在不断增加,和电力资源的产量、电厂机组的发电效率等有十分密切的关联,必须要对该机组运行做好监测和故障预防,特别是对于一些常见的异常振动和声响问题要提高敏锐度,加强潜在隐患的排查与分析力度,通过系统的定检预测针对常见的几种故障诱因做好排除与处理,为保障电厂汽轮机组运行安全、生产经济效益等做好保障工作,不断促进电厂生产现代化。
一、600MW机组汽轮机的故障概述汽轮机组是电力生产过程当中通过蒸汽实现能量转化的重要设备,在其运转的过程当中需要承受高温高压的环境,必须要通过及时有效的运维调整来解决机组的各类故障问题。
异常振动与声响是汽轮机组较为常见的一种问题,由于其诱因较多在进行排障处理时花费的时间周期更长,且为保证技术人员的安全性必须要在停机的状态下进行拆解检验和信息调取,对于电力资源的生产效率会产生一定的影响,必须要加强重视并提前做好监测预防工作[1]。
机组的异常振动主要出现在轴承、扇叶等多个位置,在开启机器后由于蒸汽流量与压力的作用导致在不同部位出现了高频、低频等各类异常震动现象,对于电力生产产生了极大的安全威胁,必须要做好排障处理。
600MW超超临界汽轮机振动问题分析及处理
600MW超超临界汽轮机振动问题分析及处理在现代电力生产中,600MW 超超临界汽轮机作为重要的发电设备,其稳定运行对于保障电力供应的可靠性和稳定性具有关键意义。
然而,振动问题一直是影响汽轮机安全稳定运行的常见故障之一。
本文将对600MW 超超临界汽轮机振动问题进行深入分析,并探讨相应的处理措施。
一、600MW 超超临界汽轮机振动问题的表现汽轮机振动异常通常表现为振动幅值增大、振动频率变化、振动相位不稳定等。
在实际运行中,可能会出现以下几种具体情况:1、轴振超标轴振是指汽轮机轴系的振动,当轴振超过规定的限值时,会对轴系的零部件造成严重的磨损和疲劳损伤,影响机组的使用寿命。
2、瓦振异常瓦振是指汽轮机轴承座的振动,如果瓦振过大,会导致轴承温度升高,润滑油膜破坏,甚至引发轴瓦烧毁等严重事故。
3、振动频谱复杂振动频谱中可能包含多种频率成分,如基频、倍频、分频等,这使得振动故障的诊断变得更加困难。
二、600MW 超超临界汽轮机振动问题的原因分析1、转子不平衡转子不平衡是汽轮机振动最常见的原因之一。
这可能是由于转子在制造、安装或运行过程中产生的质量偏心,或者是由于叶片脱落、磨损等导致的转子质量分布不均匀。
2、不对中汽轮机的轴系在安装或运行过程中,如果各轴段之间的同心度和垂直度不符合要求,就会产生不对中现象,从而引起振动。
3、动静摩擦汽轮机内部的动静部件之间发生摩擦,会产生局部高温和热变形,导致振动增大。
4、油膜失稳轴承的润滑油膜在某些情况下可能会失稳,如润滑油量不足、油温过高或过低、油质恶化等,从而引起轴瓦振动。
5、蒸汽激振在超超临界工况下,蒸汽的参数较高,蒸汽在流经汽轮机通流部分时可能会产生激振力,导致振动异常。
6、基础松动汽轮机的基础如果出现松动,会影响机组的支撑刚度,从而导致振动增大。
7、电磁干扰发电机的电磁力不平衡或磁场变化可能会对汽轮机轴系产生电磁干扰,引起振动。
三、600MW 超超临界汽轮机振动问题的诊断方法为了准确诊断汽轮机的振动问题,需要综合运用多种诊断方法:1、振动监测系统通过安装在汽轮机上的振动传感器,实时监测振动的幅值、频率、相位等参数,并进行数据采集和分析。
600MW汽轮发电机组振动问题分析与处理
分 析认 为 , 这是 由于 8 8 z、 低 速 下轴 晃 度 过 大所
引起 的 。
表 面上看 轴 振 减 小 了 , 实 际 振 动 却 变 大 了 , 但 直
接导 致瓦 振不 降反增 。
2 2 低 压 转 子 振 动 不 稳 定 .
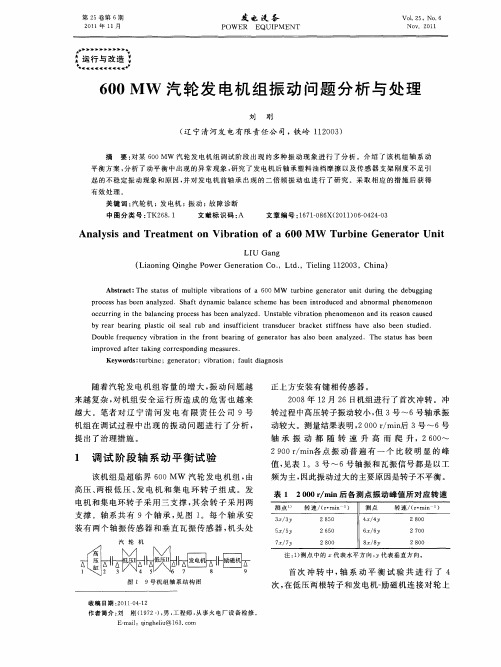
值, 见表 1 。3号 ~ 6号轴 振 和瓦振 信 号都 是 以工 频 为主 , 因此振动过 大的主要原 因是转 子不平衡 。 表 1 2 0 m n后 各测点振动峰值 所对应转速 0r i 0 /
测点”
3 /y x3
1 调 试 阶段 轴 系动 平 衡 试 验
该 机组 是超 临界 6 0MW 汽 轮发 电机 组 , 0 由
起 一定 幅度 的振动 , 如果 不平 衡 引 起 的振 动 角 度
和 晃动 角度相 位相 反 , 会 部分 抵 消转 轴 晃 度 影 就
轴系平衡 后 , 0 ri时振动 随转速 变化趋 势平 2 0ra n O /
稳 , 00rri定速后各 点振动 明显减 小 。 3 0 / n a
很 敏感 。低 压 两 根 转 子 还 普 遍 存 在 瓦 振 与 轴 振 相等甚 至 瓦振大 于 轴振 的情况 , 这都 说 明 低压 转
子两侧 支 撑 系统 刚 度 不 足 。而 目前 不 具 备 彻 底
检 查和 调整 支撑 刚 度 ( 如检 查 和调 整 底部 台板 间 隙等 ) 的条 件 , 能 通 过 精 细 平 衡 尽 可 能 减 小 激 只 振 力 的方 法 来 降低 振 动 , 期 效 果 不 错 , 很 难 短 但 保 证振 动 长期不超 标 。 2 3 发 电机 后轴 承油 挡与转 轴发 生摩擦 .
600MW机组汽轮机振动故障分析
600MW机组汽轮机振动故障分析进入到新世纪以来,随着我国市场经济水平的迅速提升,我国的各行各业都取得了非常快速的發展,作为反应汽轮机组运行过程中安全性的最重要的指标,汽轮机转子振动是会受到很多因素的影响的,并且当其出现故障时,要想对其原因进行查明也是较为困难的。
本文便是针对大机组的汽轮机由于联轴器外罩以及护板等脱落而导致的机组停机和振动过大等问题,对发电厂的安全性造成了严重的影响,文中就我国上海汽轮机厂所生产和制造的600MW的汽轮机出现的几类振动故障进行了分析,并简述了其发生的原因和应采取的对策。
标签:600MW机组汽轮机;振动故障;产生原因1 某发电厂3号机组轴的振动故障分析1.1 振动故障经过的描述在2010年4月22日时机组的负荷为550MW,继续增加负荷后,3号机组的5号轴瓦的轴出现了振动的问题,在X方向上轴振动时从24um开始发生波动的,幅度在16-40um的范围内,而在Y方向上,振动时从45um是开始发生波动的,幅度在35-90um的范围内。
并且随着所受负荷的不断变化,5号轴瓦的轴振动情况是不断间歇波动的,严重的影响了机组的稳定性和安全性,因此暂停机组的运行。
1.2 振动故障的原因分析在2010年5月8好对3号机组开机检查,将其轴承盖打开,我们发现低压转子以及中压转子联轴器罩壳的两侧板均脱落,并且调速板的侧板掉落在了轴承座的内部,而发电机端的侧板套则是随着转子进行转动的,产生了4处磨痕。
在这4处磨痕中,最严重的为发电机端联轴器的凸台磨痕,磨痕的宽度约为60mm,而深度也达到了10mm,并且从调速端到发电机端是逐渐变浅的。
在发电机端外缘处和螺栓调速侧的磨痕都是较浅的,轴颈和联轴器的连接处也有磨痕存在。
联轴器的罩壳侧板为什么会脱落呢?这主要是由于联轴器罩壳3mm厚侧板和中间的上、下两个半圆形拱板的焊接方式都是采用点焊,刚度较差,侧板也容易出现变形,一旦出现了触碰和摩擦,侧板就很容易脱落。
600MW汽轮机振动监测保护系统的分析与改进
量 回 路 不 可 靠 、 置 容 易误 动 的 问题 。 为 解 决 同 类 型 的 问题 提 供 了一 种 思 路 。 装
关键 词 : 轮机 ; 动监 测 ; 护 ; 因; 进 汽 振 保 原 改 中图分类 号 : TK 2 8 1 6. 文献标 识码 : B
大 同发 电公 司 7 8 、 汽轮机 为哈 尔滨 汽轮 机厂
轴 温 1 5 6
10 1 4 1 O 1 7 1 0 4 6 8 7 6
15 4
在外 部加 装 强 制冷 却 风 机 简单 易 行 , 由于 现 但 场条 件恶 劣 , 头 工作位 置不 能 被直接 冷却 , 探 因此 实
1 原 因分 析
经 过 长期 的跟 踪观 察 和分 析 发 现 , 成 测 量 回 造 路 不可 靠 的原 因有 以下 两点 : ① 轴封 漏汽 大 。 机组 正常运 行 中 , 在 轴封 漏汽 直 接吹 到探 头及 其 引 线 上 , 探 头 工作 温 度超 出了最 使 高能够 承受 1 0℃ 的工作 温 度 ( 表 1 。 7 见 )
10C以下 。 0
际效 果 很差 。在 2 0 0 6年 1 1月 2 2日仍 发生 了 7 机 由于测点 监控 参数 突变 造成保 护 误动停 机 的情况 。
避 开热源 的唯一办 法就 是将 测 点移位 。可 以考 虑从 轴 承箱外 部移 至轴 承箱 内部 。由于轴 承箱 内部 有 不 断进 行冷 却 的润滑 油 , 温 度始 终 能 够保 持 在 其
封 漏 汽对探 头 的鼓风 热 。强制 冷却 或避 开热 源在理 论 上 是可行 的两种方 法 。 次 , 以通过增 加跳 机动 其 可
有 限责任公 司生 产 的亚临 界 、 次 中间再热 、 一 四缸 四 排 汽 、 K6 01 . / 3 / 3 NZ 0 — 6 7 5 8 5 8型直 接 空冷 汽轮 发 电 机组 , 分别 于 2 0 0 5年 4月 和 7 投产 。 月 _ 1
600MW汽轮发电机组振动问题分析
600MW汽轮发电机组振动问题分析本文旨在针对国产的600 MW大容量汽轮发电机组进行振动分析,该发电机组有两种结构,现在将分别对不同结构的机组进行异常振动分析研究,找出振动的实质性因素,为处理振动问题提供有效的总结和一些现场处理的措施与方案。
标签:振动600 MW 蒸汽低压转子一、轴系结构类型由我国生产制造的600 MW汽轮发电机组分为两种轴系结构。
亚临界600 MW机组是早期的高压转子和低压转子分开,由11个轴承构成;另一种超临界600 MW机组轴系结构的该汽轮机组由高中压转子组合成一个转子,由9个轴承构成。
其发电机转子的轴系排列结构均是这样的顺序:高压、中压、2个低压、发电机和励磁机等转子。
若是后来投入运行的超临界600 MW机组是高压与中压组合成一个高中压转子。
两种轴系结构的机组的转子均是由刚性联轴器来连接的,转子都是双支承结构,亚临界机组的三支承结构是励磁机转子,超临界机组的却是集电小轴。
另外一个区别就是不同的厂家在生产该机组时将两低压转子间用一个连接短轴连接,大致的原理基本是一致的。
二、现场常见振动问题的分析和治理1.低压转子的振动分析和治理1.1轴承座的振动问题轴承座出现较大的振动是很多出现振动的早期国内生产的600MW机组的一个共同问题,轴承座振动不会造成轴振动的大型问题,但反映了轴承座出现了振动问题,有的还有振动超标的性质。
这样过大的振动问题缘由是因为轴承座的动刚度小的因素。
早期国产機组的低压转子的轴承座的振动原因多数是因为其坐落于低压缸凹窝之上,而该低压缸钢性弱,尺寸偏大,所以会造成轴承座的动刚度下降,由此开始出现轴承座的偏大振动问题。
后期制造的机组将低压转子的支承轴承改变成落地式的构造,轴承座就不会受到低压缸的刚度所影响,然而还是出现了轴承座的异常振动,此时的振动就与轴承座自身的支承刚度有关,表明其刚度出现了不足的问题。
当机组运行过程中,现场出现轴承座的异常振动时,其解决方案是首先对低压转子的动平衡进行调整,最大限度减小其激振力。
某600MW汽轮发电机组振动故障分析
振 动 故 障 分 析
王文 营 卢 盛 阳 牟 法 海 张伟 江 张 中东 , 军 生 , , , , 谷
1 河 北 省 电 力研 究 院 , 北 石 家庄 . 河 0 0 2 50l
2 神 华 国华 定洲发 电有限责 任公 司, . 河北 保 定
r O 编 号] 1 . 9 9 j is . 0 2—3 6 . 0 0 0 . 6 D l 0 3 6 /.s n 1 0 3 42 1. 10 1
ห้องสมุดไป่ตู้
ANALYS S OF BRATI I VI ON TRO UBLE RES ULTED FROM I ALI M S GNM ENT oF SHAFT S YS TEM oR F oNE —TYPE 0 W 6 0M TURBo —GENERATI oN ETS S W ANG e W n—yn I S e g—y n M U ig , U h n ag , Fa—h i, HANG e —j n a Z W i i g, a
发电技
6 0 M W r o—g n r t rs t v e n a a y e a ombi i t a tc le a 0 t b u e e a o e sha e b e n l s d. nd c n ng wih pr c ia x mpl s。ncudi e i l ng U—
M W is a x m p e . he c a a t r f v b a i r ub e r s t d fom s l m e toft e i d un t s e a l s t h r c e s o i r ton t o l e ule r mi ai gn n hr e k n s。 na e y mi ai m e fge r t r—c le t i ou i g, l v ton d v a i f b a i g br c t e m l s lgn nto ne a o o c orrng c pln e e a i e i ton o e rn a ke s b — l
某600MW汽轮发电机组振动故障分析与处理
该 机组 于 2 0 0 9年 9月实施 大修 , 修 中更换 了 大
其中 , 对称 分量 d 一 -
; 反对 称分 量 f m —
。不
图1 3号机组轴系示意图
收 稿 日期 :01 —0 一l 修 回 日期 :01 —0 —1 2 1 6 2: 2 1 7 8
1 示。 所
多、 参数 高 、 况 条件 复 杂 , 使 出现 故 障 的可 能 性 工 致
增加 . 处理 难度 变大 。在 这些 故 障 中 , 平衡 引起 的 不
振 动 占 7 %左 右 . 0 因此 通过 现 场动 平衡 是 消 除故 障
的主要 手段 是 当多根 转子需 要平 衡 时 . 要多 次 但 需
摘 要 :桌 台6 0MW 汽轮发 电机组在大修后 带 负荷运行 中.X 和 5 轴的振 动较大, 0 3 x 4号瓦和 6号瓦的瓦振较 大:
在 降 速 过 程 中 4号 瓦 、 5号 瓦 和 6号 瓦 出现 不 同程 度 的 二倍 频 分量 结 合 机 组检 修 过 程 及 动 平衡 过程 对上 述 振 动 现 象 进 行 了分 析 , 出质 量 不 平 衡 、 承 紧 力 不 足 以 及 联 轴 器 平 行 不 对 中是 引起 上 述 振 动 的原 因 . 通 过 动 平衡 方 法 以及 指 轴 并 增 加 轴 承 紧 力 . 得 振 动 故 障得 以 解 决 使
2个 低压 转 子次 末级 整 圈叶 片及 高 中压缸 第 一级 动
叶 3片叶片 。 次大修 后 出现振 动故 障 . 这 主要 表现 在 带 负 荷运 行 过程 中 ,X.X 振 动大 。最大 值均 超 过 3 5 l0 l m, 4号 、 瓦振 动 大 ,其 中 6号 瓦振动 最 大 6号 超 过 6 m,带 5 0MW 负 荷 时各测点 振动值 如 表 0 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表1透平型发电机定子绕组端部局部及整体椭圆固有频率避开范围
额定转速(r/min)
支撑形式
线棒固有频率(Hz)
引线固有频率(Hz)
椭圆整体固有频率(Hz)
3000
刚性支撑
≤95,≥106
≤95,≥108
≤95,≥110
柔性支撑
≤95,≥106
3)试验结果
表2定子绕组端部整体模态试验结果
阶数
励磁机侧
汽轮机侧
模态频率
模态振型
阻尼比%
模态频率
模态振型
阻尼比%
1
50.041Hz
椭圆
0.139
52.161Hz
椭圆
1.661
2
69.830Hz
三瓣
3.843
64.851Hz
三瓣
1.345
本次测试励磁机侧和汽轮机侧均以六点钟位置为1号槽,顺时针方向进行编号。定子绕组鼻端固有频率试验结果见表3。引线固有频率试验结果见表4。
19
5069 90
52 75 104 130
20
5276 88
52 87 130
21
50 73 88 132
52 64 130 136
22
50 70 122 130
52 75 130
23
50 73 89
52 87 104
24
50 90 123 136
52 75 130
25
50 68 91 125
52 64 87 130
5定子绕组端部振动在线监测系统的应用
大唐景泰发电厂1号发电机于2015年9月安装了一套上海思瑞代理的瑞士MC-Monitoring生产的汽轮发电机定子端部绕组振动在线监测系统PMS-200EW,该系统包括12支光纤加速度传感器FAS-110 M2、数据采集单元和上位机等。选择所需要的测量点,在发电机汽励端各安装了6个测点,安装时用环氧胶和绑带将传感器固定绑牢,光缆用绑带按间隔100mm绑扎固定,通过光电转换器从氢冷器人孔盖板上引出,紧固光电转换器与人孔盖板在气密试验及氢压工况运行时不发生气体泄漏,然后将FAS光纤传感器信号接入PMS-200光纤振动数据采集系统,再将采集系统的每个采集通道输出相应线棒的4~20mA信号送至上位机显示、记录并存盘,同时将各通道状态和二级报警继电器信号送至DCS系统。
13
50 75 89 125 130
52 62 75 87
14
50 69 90 132
52 64 104 132
15
50 74 122
52 64 106 130
16
50 74 106
52 63 75 134
17
5089 124 138
52 64 76 87
18
5076 108 125
52 60 64 130
52 64 104 132
33
50 74 106
52 75 87
34
5089 124
52 75 104 132
35
5076 108 125
52 64 130
36
5069 90 138
52 64 87 132 138
37
5276 88
52 75 130
38
5075 122
52 87 130
39
5089 123
≤95,≥108
≤95,≥112
除了固有频率之外,还应对发电机定子绕组端部的振幅进行要求:
1)发电机正常运行时,定子端部倍频振动位移峰-峰值小于250μm,一般认为,适合无限制地长期运行。
2)发电机正常运行时,定子端部倍频振动位移峰-峰值大于250μm,小于400μm,应发报警信号。一般来说,机组在这种情况,可以继续运行一段时间,在此期间进行研究以找出振动的原因,看振动是否能够稳定在某个范围。
6
5069 123
52 64 78 106
7
50 74 89 106
52 88 130
8
5070 89
52 75 130
9
50 68 90123
52 60 64 87 132
10
50 69 88
52 64 70 104 136
11
50 70 89 106
52 75 130
12
50 69 123
52 64 87 128
26
50 69 123 130
52 75 87 138
27
50 69 124
52 64 104 130
28
50 70 89
52 75 87
29
50 69 123 136
52 64 104 136
30
50 75 130
52 64 87
31
50 69 90 132
52 64 87 132
32
50 74 90 124
5
50 89 123 130
6
50 75 90 123
由以上固有频率测试结果数据可知,景泰1号机定子绕组端部汽、励端整体椭圆模态频率分别为52Hz、50Hz,符合了国家标准中关于避开95~112Hz的要求,但线棒鼻端接头固有频率有个别不合格。而且定子绕组端部及线棒、引线均存在着50Hz左右的固有频率,虽然国家标准中对50Hz固有频率没有明确的要求,但是对于景泰1号机这种端盖式轴承设计的发电机来说,转子及轴承的50Hz激振力会传递到整个定子结构,若是定子中零部件存在50Hz的固有频率,有可能会出现较大50Hz的振动,这显然对于发电机的安全运行是有影响的。为了对运行时的定子绕组端部振动情况有一个具体的了解和实时的监测,我们对景泰1号机加装了一套定子绕组端部振动在线监测系统。
在定子绕组端部相同内径的部位布置测点,定子槽数为42,每隔一个线棒布置一个测点,绕组端部的鼻端共22个测点。
2.2)定子绕组引线固有频率试验方法
用力锤敲击定子绕组引线,测量相应测点的振动响应,经动态信号分析仪分析,得到相应的瞬态激励频率响应函数,在瞬间激励频率响应函数的幅频特性曲线上,相干函数值在0.9以上的极大值点为各引线测点的固有频率值。
52 75 87 136
40
50 90 123
52 64 104 130
41
50 68 125
52 87 130
42
50 69 123 130
52 64 87 130
表4引线固有频率
引线编号
径向固有频率(Hz)
1
50 69 123 130
2
50 69 106 136
3
50 70 89 125
4
50 75 88 132
3)发电机正常运行时,定子端部倍频振动位移峰-峰值大于400μm,应发停机信号一般来说,机组在这种情况,不宜继续运行,应尽快停机检查、处理,或者根据实际情况采取相应的措施(如降低负荷)使振动降低到限值以下。
4景泰1号机模态试验情况
大唐景泰发电厂1号机组于2015年9月进行设备大修,受大唐景泰发电厂委托,中国大唐集团科学研究院有限公司西北分公司在2015年9月进行了1号发电机定子端部模态试验。
表3定子绕组鼻端固有频率
序号
励磁机侧
汽轮机侧
径向固有频率(Hz)
径向固有频率(Hz)
1
50 69 89 128
52 63 86 128
2
5074 106 128
52 66 130
3
50 89 106 130
52 75 88
4
5074 108 123
52 64 130 138
5
5089 132
52 62 87
径向
CH6
15.0031
FAS-110 M2
汽2点钟
径向
CH7
14.1165
FAS-110 M2
励5点钟
径向
CH8
14.1259
FAS-110 M2
励7点钟
径向
CH9
14.1203
FAS-110 M2ቤተ መጻሕፍቲ ባይዱ
励9点钟
径向
CH10
14.1014
FAS-110 M2
励11点钟
径向
CH11
15.0026
FAS-110 M2
600MW等级汽轮发电机定子绕组端部振动监测与分析
XXX XXX
大唐甘肃发电有限公司景泰发电厂
摘要本文介绍了600MW等级汽轮发电机定子绕组端部振动监测与分析的方法,并在景泰发电机厂1号发电机上得到了成功的应用,获得了满意的结果,准确地判断出了发电机定子绕组端部的振动、模态特性,对发电机定子绕组端部的安全运行起到了良好的监控效果。
1)试验设备
a.MSC-3(IEPE型/LEMO接头)型压电型带传感器力锤
b.INV3062T1型智能信号采集处理分析仪
c.加速度传感器INV-9822
2)试验方法及步骤
2.1)定子绕组端部整体模态试验方法
定子绕组端部整体模态试验采用一点响应多点激励法,用力锤定点敲击定子绕组端部上的某点,向绕组端部提供一个瞬态的冲击力,数据采集器拾取端部绕组上测点的径向振动响应,再对数据进行综合分析处理,得到定子绕组端部整体的模态频率和振型。
测振主机通道
传感器编号
传感器型号
对应位置
测试方向
CH1
14.1328
FAS-110 M2
汽4点钟
径向
CH2
14.1097
FAS-110 M2
汽6点钟
径向
CH3
14.1161
FAS-110 M2