化工中物料衡算和热量衡算公式
物料衡算和热量衡算
3 物料衡算依据原理:输入的物料量=输出的物料量+损失的物料量3.1 衡算基准年生产能力:2000吨/年年开工时间:7200小时产品含量:99%3.2 物料衡算反应过程涉及一个氧化反应过程,每批生产的产品相同,虽然有原料对叔丁基甲苯和溶剂甲苯的循环,第一批以后循环的物料再次进入反应,但每批加料相同。
在此基础上,只要计算第一个批次的投料量,以后加料一样。
反应釜内加热时间2h、正常的反应时间18h、冷却时间1h。
加上进料和出料各半个小时,这个生产周期一共2+18+1+1=22h。
所以在正常的生产后,每22小时可以生产出一批产品。
每年按300天生产来计算,共开工7200小时,可以生产327个批次。
要求每年生产2000吨对叔丁基苯甲酸,则每批生产2000÷327=6.116吨。
产品纯度99 %( wt %)实际过程中为了达到高转化率和高反应速率,需要加入过量对叔丁基甲苯做溶剂,反应剩余的原料经分离后循环使用。
3.2.1 各段物料(1) 原料对叔丁基甲苯的投料量设投料中纯的对叔丁基甲苯为X kg,则由C11H16C11H14O2 M 148.24 178.23m x 6054.8得x=6054.8×148.24÷178.23=5036.0 kg折合成工业原料的对叔丁基甲苯质量为5036.0÷0.99=5086.9kg实际在第一批生产过程加入的对叔丁基甲苯为6950.3kg(2)氧气的通入量生产过程中连续通入氧气,维持釜内压力为表压0.01MPa,进行氧化反应。
实际生产过程中,现场采集数据结果表明,通入的氧气量为1556.8 kg,设反应消耗的氧气量为x kg3/2O2C11H14O2 M 31.99 178.23m x 6054.8 得x= 3/2×6054.8×31.99÷178.23=1630.1kg此时采用的空气分离氧气纯度可达99%,因此折合成通入的氧气为1630.1÷0.99=1646.6 kg即在反应过程中,需再连续通入1646.6kg氧气。
热量衡算
化工计算中的能量衡算是根据热力学第一定律,即能量守恒与转化定律,对化工过程进行能量计算。
化工生产中消耗的能量形式有机械能,电能和热能等等,其中以热能为主要形式,因此化工过程中的能量衡算重点是热量衡算。
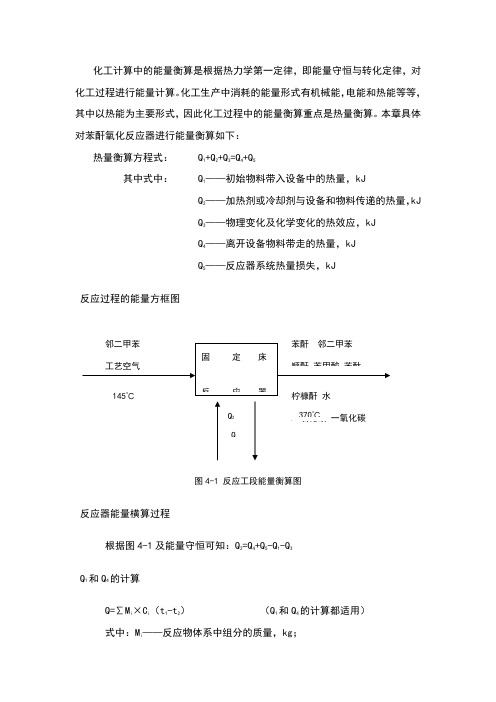
本章具体对苯酐氧化反应器进行能量衡算如下:热量衡算方程式: Q1+Q2+Q3=Q4+Q5其中式中: Q1——初始物料带入设备中的热量,kJQ2——加热剂或冷却剂与设备和物料传递的热量,kJQ3——物理变化及化学变化的热效应,kJQ4——离开设备物料带走的热量,kJQ5——反应器系统热量损失,kJ反应过程的能量方框图图4-1 反应工段能量衡算图反应器能量横算过程根据图4-1及能量守恒可知:Q2=Q4+Q5-Q1-Q3Q1和Q4的计算Q=∑Mi×Ci(t1-t2)(Q1和Q4的计算都适用)式中:Mi——反应物体系中组分的质量,kg;C i ——组分i 在0-T℃时的平均比热容,KJ/; t 1,t 2——反应物系在反应前后的温度,℃。
物料进入设备时的温度为145℃,热量衡算的基准为145℃,△T=0,则: Q 1=0查得各物项平均比热容数据: (kJ/kg.℃)表4-1 各物相平均比热容所以: ()21i i 4t C M Q t -=∑=××(370-145)+××225+××225+××225+××225+××225+××225+××225+××225+××225+××225=.4kJ 过程Q 3的计算过程热效率可以分为两类:一类是化学过程的热效率即化学反应速率;另一类是物理过程热效率。
物料化学变化过程,除化学反应外,往往伴随着物料状态变化热效率,但本工艺流程中物理过程热效率较低,可以忽略不计,该过程皆为放热反应,则过程热效率可以由下式计算:主反应:C 8H 10+3O 2→C 8H 4O 3+3H 2O + Q 3-1=×103×=×103kJ/h副反应:CH 3C 6H 4CH 3+→C 4H 2O 3(顺酐)+4CO 2+4H 2O + Q 3-2=×103×=×103kJ/hCH 3C 6H 4CH 3+3O 2→C 6H 5COOH (苯甲酸)+CO 2+2H 2O +Q3-3=×103×=×103kJ/hCH3C6H4CH3+2O2→C8H6O2(苯酞)+2H2O +Q3-4=×103×=×103kJ/hCH3C6H4CH3+→C5H5O3(柠槺酐)+3CO+3H2O +Q3-5=×103×=×103kJ/hCH3C6H4CH3+→8CO+5H2O +Q3-6=×103×=×103kJ/hCH3C6H4CH3+→8CO2+5H2O +Q3-7=×103×=×103kJ/h 继而得到:Q 3 = Q3-1+Q3-2+Q3-3+Q3-4+Q3-5+Q3-6+Q3-7 =×103kJ/hQ5的计算该反应中的热损失按5%计算,即:Q 5=5%×(Q1+Q3)=5%×(0+×103)=×103kJ/hQ2的计算Q2为熔岩移出反应器的热量,由反应器热量守恒可知:Q 2=Q4+Q5-Q1-Q3=.8kJ/h反应器能量衡算表根据以上计算列出氧化反应工段能量衡算表格如下:表4-2 反应工段能量衡算表(吸收热量为“+”,释放热量为“-”)。
化工原理下册 第三章塔设备-2
xn1 yn (利用操作线方程)
(2)塔顶冷凝器的类型 (i)当塔顶为全凝器时,
y1 xd
则自第一块塔板下降的液相组成 x1 与 y1 成相平衡, 故可应用相平衡 方程由 y1 计算出 x1,自第二块塔板上升蒸汽组成 y2 与 x1 满足操作线方 程,由操作线方程以小 x1 计算得出 y2.
停留时间,即
A H
f T
LS
—液体在降液管中的停留时间,s
Af
(2).降液管底隙高度 为保证良好的液封,又不致使液流阻力太大,一般取为
hO
m3 —降液管截面积,
hO hW 0.006 ~ 0.012 , hO
m
也不易小于 0.02~0.025m,以免引起堵塞,产生液泛。
孔,以供停工时排液。
18
19
3.溢流堰
根据溢流堰在塔盘上的位置
可分为进口堰和出口堰。
当塔盘采用平形受液盘时, 为保证降液管的液封,使液体 均匀流入下层塔盘,并减少液 流沿水平方向的冲击,应在液
体进口处设置进口堰。
20
21
4、溢流堰(出口堰)的设计
(1).堰长 lW : 依据溢流型式及液体负荷决定堰长,单溢流型塔板堰 长 lW 一般取 为 (0.6 ~ 0.8)D ;双溢 流型塔 板,两 侧堰长 取为 (0.5 ~ 0.7)D,其中 D 为塔径 (2).堰上液层高度 OW : 堰上液层高度应适宜,太小则堰上的液体均布差,太大则塔板压 强增大,物沫夹带增加。对平直堰,设计时 hOW 一般应大于 0.006m, 若低于此值应改用齿形堰。 hOW 也不宜超过 0.06 ~ 0.07m ,否则可改 用双溢流型塔板。 平直堰的 hOW 按下式计算 式中
最新第三章物料衡算和能量衡算(热量)
例题: • 两种组成不同的煤气在预热器中混合。并从25℃加热到127℃,
以供燃烧炉使用。两种煤气的流量分别为0.4kmol/s和0.1kmol/s。 预热器的热损失为150kJ/s。试计算预热器应提供的热量。 计算中煤气的焓取下列数值: 25℃时,第一种煤气为765kJ/kmol;第二种煤气为846kJ/kmol。 127℃时,混合煤气的焓值为3640kJ/kmol。
p
' c
和假临界温度
T
' c
,求得
混合气体的对比压力和对比温度,
解: 以1s为计算基准。根据公式:
( ) ∑ ∑ ( ) ∑ Q =n iH io- utn jH jin
Q Q 提 + Q 供 损 Q 提 1 供 k 5J0
H o= u ( 0 t .4 0 .1 ) 3k 6 J 1 4k 8 0J 20
H in ( 0 . 4 7 0 6 . 1 8 5 ) k 4 3 J 6 . 6 k 9J 0
• 例题: 已知常压下气体甲烷0~t℃的平均定压摩尔热容数据如下:
• 试求常压下甲烷在200℃到800℃温度范围的平均定压摩尔热容, 并计算15kmol甲烷在常压下从800℃降温到200℃所放出的热量。
解:假设如下热力学途径:
• 从 C p,m t 表中查得,
Cp,m3.9 6k6J/k ( mK o)l Cp,m5.5k6J/k ( mK o)l
• 1、热容 • 2、焓 • 3、汽化热 • 4、反应热
1. 热容
(1)热容与温度的关系 • 热容是给定条件下,系统每升高1K所吸收的热。随温度
而变。根据过程不同,用分为等压热容和等容热容。 • 描述定压热容Cp与温度之间的关系一般有三种方法:
化工中物料衡算和热量衡算公式
化工中物料衡算和热量衡算公式一、物料衡算公式1.物料总量计算公式物料总量计算公式可以根据物质的密度(ρ)和体积(V)来计算。
公式如下:物料总量=密度×体积2.物料质量计算公式物料质量计算公式可以根据物质的密度(ρ)、体积(V)和物质的质量(m)之间的关系得出。
公式如下:质量=密度×体积3.物料浓度计算公式物料浓度计算公式可以根据溶质的质量(m)和溶液的体积(V)来计算。
公式如下:浓度=质量/体积4.溶液的重量和体积之间的关系溶液的重量可以根据溶液的密度(ρ)和溶液的体积(V)相乘得到。
公式如下:重量=密度×体积1.热量传递计算公式热量传递计算公式可以用于计算传热功率(Q)和传热面积(A)之间的关系。
公式如下:Q=h×A×ΔT其中,h为传热系数,ΔT为温差。
2.物料的热量计算公式物料的热量计算公式可以根据物料的质量(m)、比热容(Cp)和温度变化(ΔT)来计算。
公式如下:热量=质量×比热容×温度变化3.水的蒸发热计算公式水的蒸发热计算公式可以根据水的质量(m)和蒸发热(ΔHvap)来计算。
热量=质量×蒸发热三、补充说明1. 密度(ρ)是物质单位体积的质量,常用的单位有千克/立方米(kg/m^3)或克/立方厘米(g/cm^3)。
2. 比热容(Cp)是物质单位质量的热容量,表示单位质量物质温度升高1℃所需的热量,常用的单位是千焦/千克·℃(kJ/kg·°C)或焦/克·℃(J/g·°C)。
3.传热系数(h)是衡量热传导性能的参数,表示单位面积上的热量流入或流出的速率,常用的单位是瓦特/平方米·℃(W/m^2·°C)。
4.温度变化(ΔT)是物质的温度差,常用的单位是摄氏度(℃)或开尔文(K)。
5. 蒸发热(ΔHvap)是物质从液态转变为气态所需的热量,常用的单位是焦耳/克(J/g)或千焦/千克(kJ/kg)。
化工原理重要概念和公式

《化工原理下》重要公式第八章气体吸收亨利定律Ex p e =,HC p e =;相平衡mx y e =;费克定律dzdC D J AAB A = 传递速率A A A Nx J N +=;)(δ21A A BmM A C C C C D N →=;1212ln B B B B Bm C C C C C →= 对流传质)()()()(x x k y y k C C k p p k N i x i y i L i g A →=→=→=→= 总传质系数xy y k m k K +=11;;传质速率方程式)()(x x K y y K N e x e y A →=→=吸收过程基本方程式my y y e y OG OG y y y a K G y y dy a K G N H H Δ→2112∫=→==对数平均推动力22112211ln)()(Δmx y mx y mx y mx y y m →→→→=;吸收因数法])1ln[(112221L mGmx y mx y L mG LmG N OG +→→→→=最小液气比2121min )(x x y y G L e →→=;物料衡算式)()(2121x x L y y G →=→ 第九章液体精馏相平衡常数A A A x y K =;相平衡方程xxy )1α(1α→+=; 物料衡算W D F +=;W D f Wx Dx Fx += 轻组分回收率f D A Fx Dx =η;默弗里板效率11*++→→=n n n n mV y y y y E ; q 线方程11→→=q x x q q y f塔内气液流率qF RD qF L L +=+=;F q D R F q V V )→1()1()→1(←+=→=精馏段操作方程11+++=R xx R R y D ;提馏段操作方程V Wx x V L y W →=最小回流比ee eD x y y x R →→=min ;芬斯克方程αln )11ln(minWWD D x x x x N →→=第十章气液传质设备全塔效率实际不含釜N N E T T )(=;填料塔高度HETP N H T =第十一章液液萃取分配系数AAA x y k =;选择性系数)1/()1/(//β0000A A A A B B A A x x y y x y x y ==单级萃取E R S F +=+;A A A fA Ey Rx Sz Fx +=+;S S S Ey Rx Sz +=第十四章固体干燥干燥速率τd dXA G N C A =;恒速段速率)(α)(W WWH A t t r H H k N == 间隙干燥恒速段时间:AC C AN X X G )(τ11=降速段时间:**ln τ22X X X XAK G CX C =(近似处理*)(X X K N X A =)连续干燥物料衡算)()(1221H H V X X G W C ==热量衡算损补Q Q Q Q Q Q +++=+321; 预热器)(01I I V Q =;理想干燥12I I =热效率补Q Q Q Q ++=21η;当00==损补,Q Q 时0121ηt t tt =。
《化工设计》 第三章物料衡算和热量衡算
对于没有化学反应的过程,一般上列写各组分的衡算方程, 只有涉及化学反应量,才列写出各元素的衡算方程。
• 稳态过程(连续),体系内无物料积累。
F
x f1
P
xp1
W
xw1
F
x f2
P xp2
W
xw2
7.将物料衡算结果列成输入-输出物料表(物料平 衡表),画出物料平衡图。
物料衡算表
组分
输入
质量,kg/d
组分
输出
质量,kg/d
杂质 合计
杂质 合计
8.校核计算结果(结论)。
五、无化学反应的物料衡算
• 在系统中,物料没有发生化学反应的过程, 称为无反应过程。
(三)、物料衡算基准 物料衡算过程,必须选择计算基准,并在整个运算
中保持一致。若基准选的好,可使计算变得简单。
①时间基准 (单位时间可取1d、1h或1s等等)。 ②批量基准; ③质量基准 例如: 可取某一基准物流的质量为100Kg
为基准计算。 ④物质的量基准; ⑤标准体积基准;
(四)、物料衡算的基本程序
100.00
解:
水F1 1200kg/h
吸 收 塔
混合气体F2,1.5 (mol)%丙酮
空气F3
蒸 馏 塔
冷凝器
废料F5:丙酮5%,
95% 水
产品F4 丙酮99%,水1%
本系统包括三个单元.即吸收塔、蒸馏塔和冷凝器。由于 除空气进料外的其余组成均是以质量百分数表示的,所以 将空气-丙酮混合气进料的摩尔百分数换算为质量百分数。 基准:100kmol气体进进料。
《化工原理》传热计算
Q = W1·Cp1·(T1-T2 )= W2·Cp2·(t2- t1) + W2 ·r
若热损失为Q损,则:
Q = W1·Cp1·(T1-T2 )= W2·Cp2·(t2- t1) + W2 ·r +Q损
(4)冷热流体均有相变
热流体的放热量 = W1 ·Cp1·(T1-T2 )+ W1R 冷流体的吸热量 = W2 ·Cp2 ·(t2 - t1) + W2 ·r
1 1 1
K
i
o
设 1 10;2 1000 则
K 1
1
10
1 1 1 1
1 2 10 1000
现提高 α2 10000
则
K
1 11
1 2
1
1
1
10 10000
10
若提高 α1 100
K
1
1
1
1
1
1
100
则
1 2 100 1000
若 i o 则 K o
管壁外侧对流传热控制
四、平均温度差的计算
1、恒温差传热
壁面两侧进行热交换的冷热流体,其温度不 随时间及位置而变化。
2、变温差传热
采用对数平均值计算平均温度差(传热平均推 动力)。
(1) 并流
冷热流体流动方向相同。
tm并
t1 t2 ln t1
T1
t1 T2 t2
ln T1 t1
t2
T2 t2
(2) 逆流
Q热
T
TW 1
α1 S1
Q壁
TW
b
tw
λ Sm
Q冷
化工工艺物料衡算和能量衡算
PPT文档演模板
2024/2/9
化工工艺物料衡算和能量衡算
第一节连续过程的物料衡算
w 教学内容: w 结合具体实例,理解利用化学反应速率进行反
应过程的物料衡算的方法。 w 重点和难点: w 重点掌握利用化学反应速率进行反应过程的物
料衡算的方法。 w 难点是衡算基准的选择,包括基准物流的名称
•
第 三 章
物 料 衡 算 与 能 量 衡 算
PPT文档演模板
•输入:
•O2(需要)= 0.5mol;
• O2(输入)= 1.5×0.5 = 0.75mol;
• N2(输入)= N2(输出)= 0.75×(79/21)
•
= 2.82mol;
• 反应的CH3OH =0.75×1 = 0.75mol
•输出: • HCHO(输出)= 0.75mol; • CH3OH(输出)= 1- 0.75 = 0.25mol; • O2(输出)= 0.75- 0.75×0.5=0.375mol; • H2O(输出)= 0.75mol
• •
F2 x2B x2C
单 元 Ⅰ单
元 Ⅱ
F3 x3B=0.025 x3C=0.35 x3D
F4 x4B=0.08 x4C=0.72
F5 x5C x5D
化工工艺物料衡算和能量衡算
•每一个单元列出一组平衡方程式,再列出整个系统 的平衡方程式。
•
第 三 章
物 料 衡 算 与 能 量 衡 算
PPT文档演模板
•(3)孤立体系 •= 0
化工工艺物料衡算和能量衡算
•三、能量衡算的一般方法 • ⑴ 正确绘制系统示意图,标明已知条件和物料状态; • ⑵ 确定各组分的热力学数据; • ⑶ 选择计算基准(大部分在物料衡算的基础上进行); • 同时,还要选取热力学函数的基准态。 • ⑷ 列出能量衡算方程式,进行求解。
第3章 物料衡算和能量衡算
化学工程系化工与制药教研室
制药工程设计课程 Design of Pharmaceutical Engineering
未反应的乙苯量(980-435.11)kg/h=544.89 kg/h,即为5.140kmol/h
化学工程系化工与制药教研室
制药工程设计课程 Design of Pharmaceutical Engineering
进反应器纯乙苯量1000kg/h×98%=980kg/h,即为
9.245kmol/h
原料中甲苯量1000 kg/h×2%=20kg/h,即为0.217kmol/h
水蒸气量980 kg/h×1.5=1470kg/h,即为81.667kmol/h
制药工程设计课程 Design of Pharmaceutical Engineering
表3-1 各物料的摩尔质量
物料
摩尔质量/(g/mol)
C6H5C2H5
106
C6H5C2H3
104
C6H6
78
C6H5CH3
92
H2O
18
CH4
16
C2H4
28
C
12
H2
2
基准:选1000kg/h乙苯原料为计算基准
【例7】 试计算合成甲醇过程中反应混合物的平衡组成。设原料气中H2
由苯乙烯选择性,生成苯乙烯量4.109 kmol/h×90%=3.698 kmol/h, 即为384.60kg/h 由各物质的选择性,有 输出的甲苯量4.109 kmol/h×5%+0.217 kmol/h =0.423 kmol/h,即为38.92kg/h 生成的苯量4.109 kmol/h×3% =0.123 kmol/h,即为9.60kg/h 生成的乙烯量4.109 kmol/h×3% =0.123 kmol/h,即为3.44kg/h 生成的碳量4.109 kmol/h×2%×7 =0.575 kmol/h,即为6.9kg/h 生成的甲烷量4.109 kmol/h×(5%+2%) =0.288 kmol/h,即为4.61kg/h 输出的氢量4.109 kmol/h×(90%-5%+2%×3) =3.739 kmol/h,即为7.48kg/h 输出水量=输入水量(不参与反应)1470kg/h,即为81.667kmol/h 实际每小时要求苯乙烯的产量10000×1000kg/8000h=1250kg/h 比例系数1250/384.60=3.25
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物料衡算和热量衡算
物料衡算
根据质量守恒定律,以生产过程或生产单元设备为研究对象,对其进出口处进行定量计算,称为物料衡算。
通过物料衡算可以计算原料与产品间的定量转变关系,以及计算各种原料的消耗量,各种中间产品、副产品的产量、损耗量及组成。
物料衡算的基础
物料衡算的基础是物质的质量守恒定律,即进入一个系统的全部物料量必等于离开系统的全部物料量,再加上过程中的损失量和在系统中的积累量。
∑G1=∑G2+∑G3+∑G4
∑G2:——输人物料量总和;
∑G3:——输出物料量总和;
∑G4:——物料损失量总和;
∑G5:——物料积累量总和。
当系统内物料积累量为零时,上式可以写成:
∑G1=∑G2+∑G3
物料衡算是所有工艺计算的基础,通过物料衡算可确定设备容积、台数、主要尺寸,同时可进行热量衡算、管路尺寸计算等。
物料衡算的基准
(1)对于间歇式操作的过程,常采用一批原料为基准进行计算。
(2)对于连续式操作的过程,可以采用单位时间产品数量或原料量为基准进行计算。
物料衡算的结果应列成原材料消耗定额及消耗量表。
消耗定额是指每吨产品或以一定量的产品(如每千克针剂、每万片药片等)所消耗的原材料量;而消耗量是指以每年或每日等时间所消耗的原材料量。
制剂车间的消耗定额及消耗量计算时应把原料、辅料及主要包装材料一起算入。
热量衡算
制药生产过程中包含有化学过程和物理过程,往往伴随着能量变化,因此必须进行能量衡算。
又因生产中一般无轴功存在或轴功相对来讲影响较小,因此能量衡算实质上是热量衡算。
生产过程中产生的热量或冷量会使物料温度上升或下降,为了保证生产过程在一定温度下进行,则外界须对生产系统有热量的加入或排除。
通过热量衡算,对需加热或冷却设备进行热量计算,可以确定加热或冷却介质的用量,以及设备所需传递的热量。
热量衡算的基础
热量衡算按能量守恒定律“在无轴功条件下,进入系统的热量与离开热量应该平衡”,在实际中对传热设备的衡算可由下式表示
Q 1+Q 2+Q 3=Q 4+Q 5+Q 6 (1—1)
式中: Q 1—所处理的物料带入设备总的热量,KJ;
Q 2—加热剂或冷却剂与设备和物料传递的热量(符号规定加热剂加入热
量为“+”,冷却剂吸收热量为“-”),KJ;
Q 3—过程的热效率,(符号规定过程放热为“+”;过程吸热为“-”)
Q 4—反应终了时物料的焓(输出反应器的物料的焓)
Q 5—设备部件所消耗的热量,KJ;
Q 6—设备向四周散失的热量,又称热损失,KJ;
热量衡算的基准可与物料衡算相同,即对间歇生产可以以每日或每批处理物料基准。
(计算传热面积的热负荷必须以每小时作为基准,而该时间必须是稳定传热时间)热量衡算温度基准,一般规定25℃。
热量衡算式中各项计算 从 (1—1)式中可得:
Q 2 =Q 4+Q 5+Q 6-Q 1-Q 3 (1—2)
式中各项可用以下计算方法
(1)Q 1和Q 4的计算
Q 1和Q 4均可以用下式计算:
Q=∑m i c i T 1(T 2)
式中: m i —反应物体系中组分I 的质量,Kg; c i —组分i 在0—T℃时的平均比热容,KJ/(Kg*℃)或KJ/(Kmol·℃);
T 1(T 2)—反应物系反应前后的温度,℃
(2)Q 3的计算
Q 3 作为过程的热效率分为化学反应热效应和物理过程热效应,在这次反应中
由于物理过程热效应较低,相比化学反应热效应可忽略不计,故过程热效应可由下式表示:
3r p Q Q Q =+
式中 r Q —化学反应热效应,KJ ;
p Q —物理过程热效应,KJ ;(可忽略不计)r Q 可通过标准化学反应热0r q 计算:
0(1000/)r A A r Q G M q =
式中 0r q —标准化学反应热,KJ/mol ;
A G —参与化学反应的A 物质质量,Kg ; A M —A 物质分子量。
000()()r c R c P q q q =∑-∑
反应体系中各物质标准焓为:
乙苯(40.219KJ/mol )
苯(33.871 KJ/mol )
甲苯(18.029KJ/mol )
0r q =(33.871+18.029-40.219)KJ/mol=51.86KJ/mol
r Q =3Q =(1000×35430×51.86/104.15)=17641860.78KJ
Q 5=∑Micpi (T2—T1)
Mi ——设备上i 部件质量,kg ;
cpi ——设备上i 部件比热容,kJ /(kg •℃)
T1——设备各部件初温,℃;
T2——设备各部件终温,℃。
设备向四周散失的热量(Q6)的计算
Q6=∑A α t(TW2一T0)t ×10-3
A ——设备散热表面积,m2;
α t ——散热表面向四周介质的联合给热系数,W /(m2•℃);
Tw2——四壁向四周散热时的表面温度,℃;
To ——周围介质温度,℃;
t ——过程持续时间,s 。
由加热剂或冷却剂传给设备和物料的热量的计算
Q2=Q4+Q5+Q6-Q1-Q3
选定加热剂(或冷却剂),即可从有关手册查出该物质cp ,再确定其进出口温差ΔT ,则加热剂(或冷却剂)的用量为:
w=Q2/cp •ΔT
Q2=κA1•ΔT m
κ——传热系数,kJ/(m2•h.℃);
Al——传热面积,m2;
ΔT m ——对数平均温差,℃。
ΔT m=(ΔT1—ΔT2)/ln(ΔTl/ΔT2)
从上式即可计算所需的传热面积。
对不需加热或冷却的设备可不必进行热量计算,此时水、汽等消耗量的确定可从同类型的生产车间取得。
热量衡算结束应列成动力消耗定额及消耗量表。
物料和热量恒算举例
物料恒算和热量恒算主要用于设计中的设备选型。
每个工艺段都应该进行核算。
列:某厂年生产速效感冒胶囊3亿粒/年,年工作时间为250天,一天一班,实行8小时工作制。
处方:
对乙酰基粉 0.3g 维生素C 0.1g
胆汁粉 0.1g 咖啡因 0.003g
扑尔敏 0.003g 10%淀粉浆适量
色用色素适量
速效感冒胶囊工艺流程:粉碎、过筛、填充、包装。
现只针对粉碎工段进行物料恒算,其他相同。
注:处方中对乙酰基粉、维生素C、胆汁粉、咖啡因、扑尔敏都要经过粉碎。
并且考虑20%的富余量。
300000000*0.3*10-3
对乙酰基粉每天用量:-------------------- *1.2 =432kg
250
300000000*0.1*10-3
维生素C每天用量: ------------------- *1.2=144kg
250
300000000*0.1*10-3
胆汁粉每天用量: ------------------ *1.2 =144kg
250
300000000*0.003*10-3
咖啡因每天用量: -------------------- *1.2 =4.32kg
250
300000000*0.003*10-3
扑尔敏每天用量: -------------------- *1.2 =4.32kg
250
根据以上计算,可以选择粉碎设备有:
40B型万能粉碎机:160-800kg/h
40B型粉碎机组:160-800kg/h。