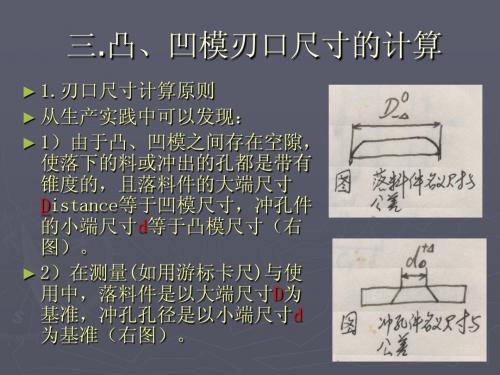
凸、凹模刃口尺寸的计算
冲模冲裁件凸凹模尺寸计算
Security Classification
Date6ຫໍສະໝຸດ 经验公式如下: PX=KX*P(N) PT=nKX*P(N) PD=Kd *P(N) 式中, PX 、PT 、PD------分別为卸料力,推件力和頂件力系数 P------冲裁力 n------同时卡在凹模洞口內的落料件数.n=H/t,H为凹模刃壁垂直 部分高度,t为料厚.当采用锥形洞口时,因无落料件卡在洞口 內,故可不计推件力.
冲压力是指冲裁时,压力机应给出的最小压力。冲 压力是冲裁力,卸料力,推件力和顶出力的总称。 冲裁力的计算公式: P=KLtτ (N) P----冲裁力(N) L----冲裁件周边长度(MM) τ ----材料的抗剪程度(MPA) t----料的厚度(MM) k----系数通常k=1.3
Security Classification
Security Classification Date 8
如有不同意见敬请赐教! 让我们共同进步!
Thanks!
DCS L&P Stamping Team
DEC 2010
Security Classification
Date
9
Date
3
2、降低冲裁力的方法
(1) 斜刃口及波形刃口冲裁法
Security Classification
Date
4
(2) 阶梯凸模冲裁法
Security Classification
Date
5
3、卸料力,推件力,頂件力的計算
卸料力是将箍在凸模上的板料卸下时所需要的力;推料力是 将落料件顺着冲裁凹模洞口推出时所需的力;頂件力是将落料件 逆着冲裁方向顶出凹模刃口时所需的力。
2. 凸、凹模分开加工
凸凹模刃口尺寸的计算
尺寸计算方法
2)落料
尺寸计算方法
dp、dd——别为冲孔凸模和凹模尺寸
Dp、Dd——分别喂落料凸模和凹模尺寸
——共建的迟早公差 D、d——分别为落料件和孔的基本尺寸 Zmin——最小合理间隙(双边) X——磨损系数,与制造精度有关
⊿
尺寸计算方法
凸模与凹模配合加工 适用于形状复杂或薄板料的冲裁件 根据冲裁件结构尺寸的不同类型,分别加以 对待。具体方法如下:
凸凹模刃口尺寸的计算
尺寸计算准则
凸模和凹模刃口尺寸直接决定工件的尺寸和
பைடு நூலகம்
模具间隙的大小,是模具上最重要的尺寸。 1、刃口尺寸计算的基本原则: 1)由于冲孔落料件都是测量其光亮带部分的 尺寸,而冲孔的光亮带是凸模挤入而形成。 落料的光亮带是落料件挤入凹模型孔形成。 故冲孔时孔的尺寸由凸模决定,落料时的外 形尺寸由凹模决定。
尺寸计算方法
第三类:凸模磨损后没有变化的尺寸,分三种 情况: (1)孔尺寸的标注为C+ ⊿时: Cp=(C+0.5 ⊿ )±&p (2)孔尺寸的标注为C+ ⊿时: Cp=(C-0.5 ⊿ )±&p (3)孔尺寸的标注为C ±⊿’时: Cp =C ±&p
2.
落料时应以凹模为基准件来配做凸模,并按
凹模磨损后尺寸变大、变小、不变的规律分 三种类型进行计算。 第一类:当凹模磨损后变大的尺寸 Ad=(A-x⊿) +&d
第二类:当凹模磨损后变小的尺寸,
Bd=(B+x ⊿ )-&d
尺寸计算方法
第三类:当凹模磨损后没有变化的尺寸
(1)冲裁件尺寸标注为C+ ⊿时: Cd=(C+0.5 ⊿ )±&d (2)冲裁件尺寸标注为C+ ⊿时: Cd=(C-0.5 ⊿ )±&d (3)冲裁件尺寸标注为C ±⊿’时: Cd=C ±&d
冲裁凸、凹模刃口尺寸计算

2.7.3 冲裁凸、凹模刃口尺寸计算
[例2-1] 用分开制造计算图2-72所示零件的凸凹模 刃口尺寸。
图2-72 零件图
解:1、确定基本工序 内形:冲孔。外形:落料 2、画磨损曲线
2.7.3 冲裁凸、凹模刃口尺寸计算
① 冲孔 画凸模刃口的磨损曲线如图2-73
② 落料 画凹模刃口的磨损曲线。如图2-74
按上(1)、(2)之法可得出: 冲孔磨后变大的公式
δ 凹 a凸 (a max x)0
(2-28) (2-29)
a凹 (a凸 Z min)0 δ 凸
落料磨后变小的公式
δ 凹 B凸 (B凹 Z min)0
(2-30) (2-31)
B凹 (Bmin x)0 δ 凸
0 0.52
2.7.3 冲裁凸、凹模刃口尺寸计算
尺寸Ⅳ、Ⅴ:25( )为落料磨后变大. Δ=0.52→IT14→X=0.5 A凹1 =(A1max-xΔ) =(25-0.5×0.52) =24.74 A凸1=( A凹1- Zmin) =(24.74-0.24) =24.5 尺寸Ⅵ: 7为落料单边磨后变大, Δ=0.2→IT13→X=0.75 A凹2=(A2max-xΔ) =(7-0.750.2)=6.85 A凸2=( A凸2 - )=(6.85-)=(6.85-0.12) =6.73
0.2 0
2.7.3 冲裁凸、凹模刃口尺寸计算
尺寸Ⅳ、Ⅴ:25( )为落料磨后变大. Δ=0.52→IT14→X=0.5 A凹1 =(A1max-xΔ) =(25-0.5×0.52) =24.74 A凸1=( A凹1- Zmin) =(24.74-0.24) =24.5 尺寸Ⅵ: 7为落料单边磨后变大, Δ=0.2→IT13→X=0.75 A凹2=(A2max-xΔ) =(7-0.750.2)=6.85 A凸2=( A凸2 - )=(6.85-)=(6.85-0.12) =6.73
凸、凹模刃口尺寸计算
《冷冲模设计》第二讲冷冲模的冲压工艺计算(三)邓卫国第二讲冷冲模的冲压工艺计算(三)第三部分凸、凹模刃口尺寸的确定凹模与凸模的刃口尺寸计算定义:什么叫刃口尺寸:刃口尺寸指在凹模和凸模零件图上分别标注尺寸及公差值,这个值与冲压产品尺寸精度有关。
⏹学习目标☐掌握凸、凹模刃口计算作用☐掌握凸、凹模刃口尺寸计算的依据和原则☐掌握凸、凹模刃口尺寸计算的方法二、冲裁模凸、凹模刃口尺寸的确定1、冲裁模凸、凹模刃口计算的作用冲裁件的尺寸精度主要取决于凸、凹模的刃口部分尺寸。
并且合理的冲裁间隙也靠凸、凹模刃口尺寸保证。
凸模刃口尺寸示意图所以冲裁模刃口设计是冲裁模设计的重点。
凹模刃口尺寸示意图二、冲裁模凸、凹模刃口的确定2、凸、凹模刃口尺寸计算的依据在生产实践中发现:a.由于凸凹模之间存在间隙,冲裁件断面都带有锥度。
依据:①光亮带是冲压件测量和使用部位;②落料件的光亮带,是因凹模刃口挤切材料产生的;③冲孔件的光亮带,是因凸模刃口挤切材料产生的;④落料件的大端(光亮带)尺寸等于凹模尺寸;⑤冲孔件的小端(光亮带)尺寸等于凸模尺寸。
b.凸模轮廓越磨越小,凹模轮廓越磨越大,结果使间隙越用越大。
结论:在计算冲裁模刃口尺寸时,应按落料、冲孔两种情况分别进行计算。
二、冲裁模凸、凹模刃口尺寸确定3、冲裁模凸、凹模刃口计算的原则(一)(1)设计落料模先确定凹模刃口尺寸以凹模为基准,间隙取在凸模上,即冲裁间隙通过减小凸模刃口尺寸来取得;设计冲孔模先确定凸模刃口尺寸以凸模为基准,间隙取在凹模上,冲裁间隙通过增大凹模刃口尺寸来取得。
二、冲裁模凸、凹模刃口尺寸的确定4、冲裁模凸、凹模刃口计算的原则(二)(2)根据冲模在使用过程中的磨损规律:设计落料模时:凹模基本尺寸应取接近或等于零件的最小极限尺寸;设计冲孔模时:凸模基本尺寸则取接近或等于冲件孔的最大极限尺寸。
理由:凸、凹模在磨损到一定程度时,仍能冲出合格的零件。
二、冲裁模凸、凹模刃口尺寸确定5、冲裁模凸、凹模刃口计算的原则(三)(3)凹模和凸模制造公差主要与冲裁件的精度有关①一般冲模精度较零件精度高3~4级;②形状简单的圆形、方形刃口,其制造偏差值可按IT6~IT7级来选取,或查表;③形状复杂的刃口制造偏差可按零件相应部位公差值的1/4来选取;④刃口尺寸磨损后无变化的制造偏差值可取冲件相应部位公差值的l/8并冠(±);⑤若零件没有标注公差,则可按IT14级取值。
凸凹模刃口尺寸的计算
IT12
IT12
IT12
IT12
IT14
IT14
IT14
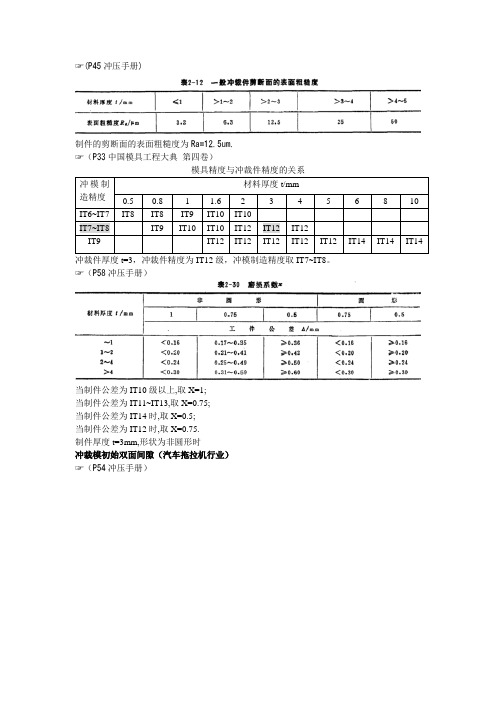
冲裁件厚度t=3,冲裁件精度为IT12级,冲模制造精度取IT7~IT8。
☞(P58冲压手册)
当制件公差为IT10级以上,取X=1;
当制件公差为IT11~IT13,取X=0.75;
当制件公差为IT14时,取X=0.5;
当制件公差为IT12时,取X=0.75.
☞(P45冲压手册)
制件的剪断面的表面粗糙度为Ra=12.5um.
☞(P33中国模具工程大典பைடு நூலகம்四卷)
模具精度与冲裁件精度的关系
冲模制造精度
材料厚度t/mm
0.5
0.8
1
1.6
2
3
4
5
6
8
10
IT6~IT7
IT8
IT8
IT9
IT10
IT10
IT7~IT8
IT9
IT10
IT10
IT12
IT12
IT12
IT9
当制件公差为IT12时,取X=0.75.
☞(P57冲压手册)
☞(P60冲压手册)
制件厚度t=3mm,形状为非圆形时
冲裁模初始双面间隙(汽车拖拉机行业)
☞(P54冲压手册)
材料08钢,厚度t=3Zmin=0.460,Zmax=0.640.
凸凹模刃口尺寸的计算
☞(P58冲压手册)
当制件公差为IT10级以上,取X=1;
当制件公差为IT11~IT13,取X=0.75;
当制件公差为IT14时,取X=0.5;
凸凹模刃口尺寸的计算教学内容

凸凹模刃口尺寸的计算精品文档(3) 在测量与使用中,落料件是以大端尺寸为基准,冲孔孔径是以小端尺寸为基准。
(4) 冲裁时,凸模越磨越小,凹模越磨越大,使间隙越来越大。
2. 计算原则(1) 设计落料模时,以凹模为基准,间隙取在凸模上 设计冲孔模时,以凸模为基准,间隙取在凹模上(2) 由于冲裁中凸凹模的磨损,设计落料模时,凹模公称尺寸应取工件尺寸公差范围内的 较小尺寸;设计冲孔模时,凸模公称尺寸应取工件尺寸公差范围内的较大尺寸(3) 冲模刃口制造公差的确定1) 零件精度与模具制造精度的关系 2) 零件没有标注公差时:a① 对于非圆形件,按国标“非配合尺寸的公差数值” IT14级精度来处理,冲模则按IT11精 度制造② 对于圆形件,一般可按IT6 — 7级精度制造模具3. 计算方法(1) 凸模凹模分开加工时尺寸与公差的确定:1) 要求①分别标注凸模和凹模刃口尺寸与制造公差 (凸模p 凹模d )②为了保证间隙值,必须满足下列条件 P dZ max -Z min式中:Z max ,Z min ――凸凹模之间最大,最小双面间隙。
或取p =0.4(Z max -Z min )d =0.6 ( Zmax - Z min )2) 方法:① 先确定基准件刃口的尺寸② 根据间隙确定另一刃口尺寸③ 落料时所取凹模刃口尺寸应靠近落料件公差范围的最小尺寸 ④ 冲孔时所取凸模刃口尺寸应靠近孔的公差范围的最大尺寸⑤ 不论是落料还是冲孔,冲模间隙均应采用合理间隙范围内的最小值。
3) 计算公式落料:设工件尺寸为D 0 △Dd = (D max - X冲孔:设工件孔的尺寸为d 0dp = ( d min +X-冲孔时凸凹模直径 -落料时凸凹模尺寸-工件最小的孔径 工件最大的外径凸凹模刃口尺寸的计算 1.计 卜算分析(1)模具的合理间隙值由模具刃口尺寸及其公差保证 (2)间隙使材料和孔都带有锥度 1) 落料件大端尺寸等于凹模刃口尺寸2) 冲孔件小端尺寸等于凸模刃口尺寸Dp =( D d - Zmin )p =(D max - X - Z min )dd =( dp + Z min )(d min + X+ Z min )式中: M P , Q dD p ,D d gmin D max例:图示垫圈,材料为A3钢,料厚t=2毫米,凸凹模分别制造,试确定冲孔模和落料模的直径,垫圈的孔径是12.500.24外圆直径为35°0.34解:(1)由表 3-5 查得 Z min =0.24 Z max =0.36Z max -Z m in =°.36-0.24=0.12(2)由上表查得落料时 d =0.03 p =0.02d + p =0.03+0.02=0.05<Z max - Z min =0.12 冲孔时 p = d =0.02d + p =0.04<Z max - Z min =0.12(3) 由上表查得X落=X 冲孔 =0.5(4) 落料时,凸凹刃口尺寸(5) 冲孔时刃口尺寸=(12.5+0.5 X 0・24)°0.02=12.62 °0.02d d = ( d p +Z min ) 0 d = (12.62+0.24 )。
2.3凹凸模刃口尺寸的计算
a凹 (80 0.5 0.42 )
1 0.42 4 0
0.105 mm 79 .79 0 mm
0.085 mm 39.750 mm
b凹 ( 40 0.75 0.34 )
c凹 (35 0.75 0.34 )
1 0.34 4 0
1 0.34 4 0
80±0.07 42±0.08
60±0.05
φ 16+0.060 2X? 0
d
解:
① 外型尺寸是按落料计算公式来确定的,即先 确定凹模刃口尺寸,后确定凸模尺寸。 凹模上偏差 d =0.6×(Zmax- Zmin) =0.6×(0.24-0.20) = 0.024 凸模下偏差 p = 0.4×(Zmax- Zmin) =0.4×(0.24-0.20) = 0.016 0 80.07 80尺寸换算=80±0.07 = 0.14 , 1 =0.14 2 =0.10 60尺寸换算=60±0.05 = 60.050 0.10 ,
校核: ≤ Z Z p d max min
0.020 + 0.020 ≤ 0.07 - 0.03 0.04 1(续)
孔距尺寸: Ld =L±=18±0.125×2×0.09 = (18±0.023)mm
0.025 0.025 落料:Dd D x0 (36 0.5 0.62)0 mm 35.690 mm
落料凸、凹模尺寸 a) 落料凹模尺寸 b) 落料凸模尺寸
落料件的光亮带处于大端尺寸,且等于凹模尺寸; 冲孔件的光亮带处于小端尺寸;且等于凸模尺寸。
2.凸模轮廓越磨越小,凹模轮廓越磨越大,结果使间隙越用越大。
冲裁变形过程
计算原则:
1.落料模:先确定凹模刃口尺寸,以凹模为基准,间隙取在凸模 上,即凸模的刃口尺寸=凹模刃口尺寸-最小合理间隙Z 。 冲孔模:先确定凸模刃口尺寸,以凸模为基准,间隙取在凹模 上,凹模的刃口尺寸=凸模刃口尺寸+最小合理间隙Z 。 2.根据冲模在使用过程中的磨损规律:
第二章冲裁三.凸、凹模刃口尺寸的计算
► c.确定刃口公差δ
► 配合加工的公差值要由计算决定(而在分开加工
时要查表):
模具偏差带宽度= 工件偏差带宽度 4 对A类、B类:=
4
1
对C类:需根据工件尺寸的三种可能表示形式确 定,模具也有三种或两种可能表示形式如下: ► 工件: ±Δ 0~+Δ -Δ ~0 ► 模具:
► 3)确定冲裁刃口制造公差时,应考虑制件的
精度Δ 要求。如果对刃口精度δ 要求过高 (即制造公差Δ 过小),会使模具制造困难, 增加成本,延长生产周期;如刃口精度δ 要 求过低(即制造公差Δ 过大),则生产出来 的零件可能不合格,或使模具的寿命降低。 零件精度Δ 与模具制造精度δ 的关系见表2.1 (P11)。若零件没有标注公差(P17)„„
2.刃口尺寸计算方法
(1)凸、凹模分开加工(圆形 或方形工件,且满足不等式) ► ①已知落料件的尺寸与公差如 右图,其尺寸由凹模刃口确定。 先求凹模:因凹模刃口使用磨 损后会变大,所以名义尺寸预先比
►
D取小一些(- Δ )。另外“孔”取正公差+δ d : Dd=(D-xΔ )0+δ d (2.3) 式中xΔ代表磨损量,取孔的偏小值,0.5<x≤1,系数 x查P18表2.7。 再求凸模:Dp=(Dd-Zmin)0 –δ p =(D-xΔ -Zmin)0 –δ p 凸模相当于“轴”取负公差-δ p。 公差δ d和δ p查P18表2.6。
► 3)冲裁时,凸、凹模要与冲裁零件或废料发
生摩擦,凸模愈磨愈小,凹模愈磨愈大,结 果使间隙愈用愈大。
3)冲裁时,凸、凹模要与冲裁零件或废料发生摩 擦,凸模愈磨愈小,凹模愈磨愈大,结果使间隙 愈用愈大。 ► 在决定模具刃口尺寸及其制造公差时,需考虑下述原则: 1)落料制件尺寸由凹模尺寸决定。故设计落料模 时,以凹模为基准,间隙取在凸模上;设计冲孔 模时,以凸模为基准,间隙取在凹模上。 2)考虑到冲裁中凸、凹模的磨损,设计落料模时,凹模基 本尺寸应取工件尺寸公差范围内的较小尺寸;设计冲孔 模时,凸模基本尺寸则应取工件孔的尺寸公差范围内的 较大尺寸。这样,在凸、凹模磨损到一定程度的情况 下,仍能冲出合格零件。凸、凹模间隙则取最小合理间 隙值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工件公差
(1) 、落料模应先确定凹模尺寸,其基本尺寸应按入体方向接近 或等于相应的落料件极限尺寸,此时的凸模基本尺寸按凹模相应沿入 体方向减(加)一个最小合理间隙值 Z min 。
(2) )冲孔模应先确定凸模尺寸,其基本尺寸应按入体反向接近 或等于相应的冲孔件极限尺寸,此时凹模的基本尺寸按凸模相应沿入 体反向加(减)一个最小合理间隙值 Z min 。
(3) )凸模和凹模的制造公差应与冲裁件的尺寸精度相适应, - 般比制件的精度高2~3级,且必须按入体方向标注单向公差。
模具磨损预留量与工件制造精度有关用△ x 表示,其中△为工件的公差 值,x 为磨损系数,其值在0.5〜1之间,根据工件制造精度选取:
计算原则:
计算方法
落料 冲孔
凸、凹模制造公差
工件精度IT10级以上X =1.0
工件精度IT11〜13
X =0.75
工件精度IT14X =0.5
规则形状冲裁模凸模、凹模制造偏差5
1、分别加工法
§凸+ §凹W Z max- Z min
落料
D凹=(D max - X △0
D凸=(D凹-Z min )二凸=(D max - X △Z min )」凸冲孔
d凸=(d min + X △) 1凸
d凹=(d凸+ Z min ) 0 = ( d min + X△Z min ) 0
孔心距
孔心距属于磨损后基本不变的尺寸,在同一工步中,在工件上冲出的孔距为L±2/2两个孔时,其凹模型孔心距L d可按下式确定。
L d =L+ —■-
8
:凸、「•凹一一凸、凹模制造公差,可按IT6〜IT7级来选取,或取
、•凸W0.4 ( Z max- Z min ) , '•凹W0.6 ( Z max" Z min )
2、单配加工法
单配加工法是用凸模和凹模相互单配的方法来保证合理间隙的
一种方法。
此方法只需计算基准件(冲孔时为凸模,落料时为凹模)基本尺寸及公差,另一件不需标注尺寸,仅注明“相应尺寸按凸模(或凹模)配做,保证双面间隙在Z max〜Z min之间”即可。
在制件上,会同时有三类不同性质的尺寸,需要区别对待,
第一类:凸模(冲孔件)或凹模(落料件)磨损后增大的尺寸;
第一类基准尺寸二(冲裁件上该尺寸的最大极限-%△)Q 74
第二类:凸模(冲孔件)或凹模(落料件)磨损后减小的尺寸;
第二类基准尺寸二(冲裁件上该尺寸的最小极限+ X △)0.74
第三类:凸模(冲孔件)或凹模(落料件)磨损后基本不变的尺寸。
第三类基准尺寸二冲裁件上该尺寸的中间值±4 /8
用单配加工方法的凸模和凹模必须对号入座,不能互换。
冲裁力的计算
用普通平刃口模具冲裁时,其冲裁力一般按下式计算:
F=KLt b
式中:F --— 冲裁力;
L --—冲裁周边长度; t --—材料厚度;
b --—材料抗剪强度;
K --—系数。
系数K 是考虑到实际生产中,模具间隙值的波动和不均匀、 口的磨损、板料
力学性能和厚度波动等因素的影响而给出的修正系 数。
一般取K=1.3。
为了计算简便,也可以按下式估计冲裁力:
F 〜Lt
b
式中江 为材料的抗拉强度。
卸料力、推件力及顶件力的计算
生产中常按下列经验公式计算:
卸料力
F X = K X F
推件力
耳=
n
K T F
顶件力
F D = K
)
式中:
F -- —冲裁力;
K
X
、 K
T 、 K
D --— 卸料力、推件力和顶件力系数;
n -- — 同时卡在凹模的冲裁件(或废料)数。
压力机公称压力的确定
压力机的公称压力必须大于或等于各种冲压工艺力的总和F z 。
采用弹性卸料装置和下出料方式的冲裁模时
F z=F+ F X+F T
采用弹性卸料装置和上出料方式的冲裁模时
F z =F+ F X+F D
采用刚性卸料装置和下出料方式的冲裁模时
F z=F+ F T。