柏拉图工厂实战分析作图
柏拉图绘制演示

柏拉图
制造部 制造科 编写人:张彬彬 日期:2017年7月22日
目录
1.柏拉图的简介
2.柏拉图的特点 3.柏拉图的绘制
大久保机械有限公司
1.柏拉图的简介
大久保机械有限公司
柏拉图又叫做排列图、主次图,是按照 发生频率的高低顺序绘制的直方图。 它是按照事物的重要程度依次排列而得 到的一种图表。 它主要用于分析和寻找对事物产生影响 的主要因素。 常用于质量管理工作中,是找出影响产 品质量主要因素的一种有效方法。
2500
160
0
娱乐
3.柏拉图的绘制
1.表格数据处理
项目 娱乐 租金 食物
大久保机械有限公司
衣服
交通
其他
支出
2500
800
560
400
240
160累Βιβλιοθήκη 支出25003300
3860
4260
4500
4660
累计百分比
53.65%
70.82%
82.83%
91.42%
96.57%
100.00%
如上图所示,将事先准备好的数据按照:数值降序排列,累计百 分比升序排列。
5.更改折线图数据类型
结果 如右 图:
大久保机械有限公司
3.柏拉图的绘制
6将折线图起点移到坐标原点
选中整个图表---单击 “布局”选项---选择“坐标轴”---选择“次要横坐 标轴”---选择“从左向右坐标轴”。
结果如下:
此为次横 坐标轴
大久保机械有限公司
3.柏拉图的绘制
6将折线图起点移到坐标原点
得到如下图形:
选中 “次坐 标轴”
将“分类 间距”调 为“0”
柏拉图制作及应用

12 8.76% 82.48%
其他
11 8.03% 90.51%
呼吸机表面、键盘未做到每日清洗
8 5.84% 96.35%
未进行镇静治疗
5 3.65% 100.00%
总计
137
第五步,点击图中的柱子,修改分类间距为0,得到图2
第六步,右键点击图2,点击“选择数据”-添加数据(下图蓝色区域,注意
包含0%),得到图3
质量标准
科室:
分 值
检查者:
病案号及结果
床头柜整洁无杂物
1
床单元整洁无污渍
1
床下整洁无多余物品
1
病人着清洁病员服
1
手足清洁(1)指(趾)甲短(1)
2
基础 面部清洁
1
护理 头发清洁
1
口腔清洁无异味
1
会阴及肛门清洁
1
皮肤清洁
1
身上无异味
2
使用中的仪器设备清洁无异味
2
根据患者病情制定护理计划
1
每1小时巡视一次病房并记录
未每日进行口腔护理4次
15 10.95% 73.72%
未每日使用安尔碘消毒切口处
12 8.76% 82.48%
其他
11 8.03% 90.51%
呼吸机表面、键盘未做到每日清洗
8 5.84% 96.35%
未进行镇静治疗
5 3.65% 100.00%
总计
137
第四步,选中下面绿色区域,点击插入柱状图,得到图1
第十步,设置次要横坐标轴的文本为无填充,调整左边纵坐标最大值为问题 频次总数,最小值为0。右边纵坐标最大值为100%,最小值为0。得到图7
第十一步,根据个人喜好,调整柱子颜色,折线及颜色,添加数 标签,坐标轴标题,再进行简单修饰,得到最终的图8
车间不良统计分析图__柏拉图(例)

不良数量
不良数量(根/批次)
4102 35
8
8
8
20
7
6
4
8
8
7
6
4
4
3
32
0
0
A
A
B
C
D
E
F
G
H
B
C
不D良现象
E
F
G
数量 (根/批次)
不良项
累计百分比(%)
从上述统计分析可以看出,目前车间产品质量损失主要集中在封口工序上,表现为封口处钢丝头外露
环与管口边缘不良,给产品造成潜在的质量隐患。那么根据80/20法则,接下来我们要用80%的精力来解
4
3
2
5.48 93.15
4.11 97.26
2.74 100
36
35
12302
车间产柏品拉图不良统计分析图
87.67
93.15
97.26
10208
79.45
93.15
97.26
69.87
87.67
24
79.45
80 58.91 69.87
20
58.91
60
47.95
16
47.95
100
数量 累计百分比(
问题。
制表:李 坤 日 期:2011/ 11/17
合计 73 100
累计百分比(%)
97.26
100 100
90
100
80
70
60
数量 (根/批50次) 累计百分比(%)
40
30
20
2
10
0
H
现为封口处钢丝头外露及封口 们要用80%的精力来解决前两项
QC七大手法-4柏拉图

480
480
29
解:
工作内容 催 料A
8月份统计表
时数 153 89 85 51 43 40 19 累计时间 153 242 327 378 421 461 480 影响比率 % 31.9 18.5 17.7 10.6 9.0 8.3 4.0 累计影响比率 % 31.9 50.4 68.1 78.7 87.7 96.0 100.0
17
3、确认改善效果(改善前后比较): 采取改善对策后,重绘一次柏拉图,如采取 的对策有效,柱形图的高度会降低,且横轴 的不合格项目及顺序会变动。 (1)把改善前后的柏拉图排列在一起,即可 评估其改善成效。 (2)确认改善效果时,应注意下列三点: a.柏拉图收集数据的期间及对象要一致。 b.对季节性的变动应列入考虑。 c.对于对策外之要因,也应加以注意,以免 疏忽。
14
100% 170 90% 累 153 不 80% 计 合 136 70% 影 格 119 60% 响 数 102 50% 比 85 40% 例 68 30% (%) 51 20% 34 10% 17 0 不合格项目 收敛 几何 白平衡 敲闪 无画面 画面 其他 不良 失真 不良 倾斜 工 程:电气检查 总检查数:1450 总不合格数:170 期 间:10年3月5日~9日 检 验 者:王** 绘图者:李*
不良项目
收敛不良 几何失真 白平衡 敲闪
无画面
画面倾斜 其他
11
不良
步骤6:绘累计比率。 (1)纵轴右边绘折线终点为100%。 (2)将0~100%间分成10等分,把%的分度记 上(即累计影响比例)。 (3)标出前三项(或四项)之累计影响比例 是否>80%或接近80%。
12
170 153 不 136 合 119 格 102 数 85 68 51 34 17 0 收敛 不合格项目 . 不良
柏拉图制作实战教材

选择 数据源
1,出现图示对话框,选择数据的选择按钮(红框内所示)
②
① Ⓒ2011 Epistar Corporation. All Right Reser2v,ed.出现图示对话框,选择红框内数据;然后点击数据对话框内的按钮
柏拉图 (Pareto Diagram)
第二列 图表 生产
1,累积不良率直方图生产,如图所示-暗红色的柱图。
柏拉图 (Pareto Diagram)
Y轴副坐 标生成
①
③ ② 1,出现图示对话框,鼠标选取点击的项目及顺序如图所示。
Ⓒ2011 Epistar Corporation. All Right Re2se,rve出d.现图示的对话框,累积不良率从Y轴转移到副Y轴坐标上。
柏拉图 (Pareto Diagram)
Ⓒ2011 Epistar Corporation. All Right Reserved.
柏拉图 (Pareto Diagram)
信息添 加完毕
累积不 良率数值
显示
1,图表信息添加完毕,如图所示。
Ⓒ2011 Epistar Corporation. All Right Reser1v,ed.选取累积不良率曲线,点击鼠标右键,出现图示对话框,选取”资料数列格式“
Ⓒ2011 Epistar Corporation. All Right Reser2v,ed.点击确定钮之后,图表展示的情况
柏拉图 (Pareto Diagram)
副X轴 坐标
生成
1,选取图表框内空白部分,点击右键,出现图示对话框;并选取点击红框内所示选项。
① ②
Ⓒ2011 Epistar Corporation. All Right Reserv2ed,. 出现图示对话框,选取副坐标中的“类比X轴”选项,并点击“确定”按钮。
柏拉图分析报表制作
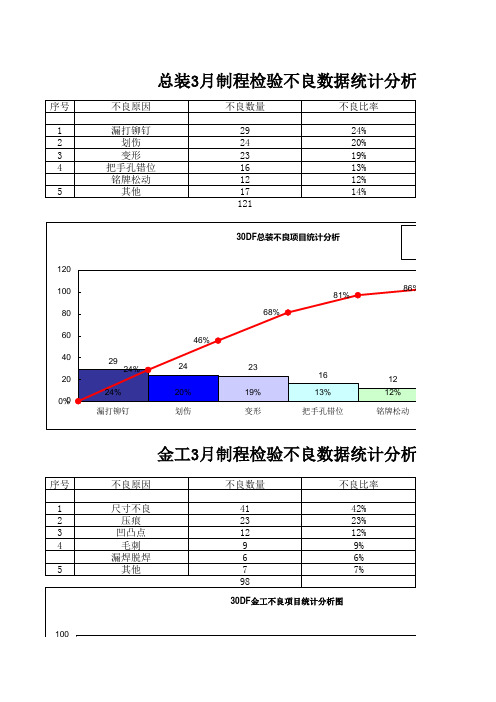
序号 1 2 3 4 5 不良原因 漏打铆钉 划伤 变形 把手孔错位 铭牌松动 其他 不良数量 29 24 23 16 12 17 121
30DF总装不良项目统计分析
不良比率 24% 20% 19% 13% 12% 14%
120 100 80 60 40 20 24% 0 0% 漏打铆钉 划伤 变形 把手孔错位 铭牌松动 20% 19% 29 24% 46% 24 23 68% 81% 86%
不良数量 不良比率 累计不良率
100.00%
100%
100.00% 93%
100% 90% 80% 70% 60% 50% 40% 30% 20%
7 7% 其他
10% 0%
16 13%
12 12%
金工3月制程检验不良数据统计分析
序号 1 2 3 4 5 不良原因 尺寸不良 压痕 凹凸点 毛刺 漏焊脱焊 其他 不良数量 41 23 12 9 6 7 98
30DF金工不良项目统计分析图
不良比率 42% 23% 12% 9% 6% 7%
100
100 90 80 70 60 50 40 30 20 10 0 0% 尺寸不良 压痕 凹凸点 毛刺 漏焊脱焊 42% 23% 41 42% 23 12 12% 9 9% 6 6% 65% 78% 93% 87%
计分析
累计不良率 0% 24% 46% 68% 81% 86% 100.00%
不良数量 不良比率 累计不良率
100.00% 86%
100% 90% 80% 70% 60% 50% 40% 30%
17 14% 其他
20% 10% 0%
计分析
累计不良率 0% 42% 65% 78% 87% 93% 100.00%
柏拉图制作举例(1)
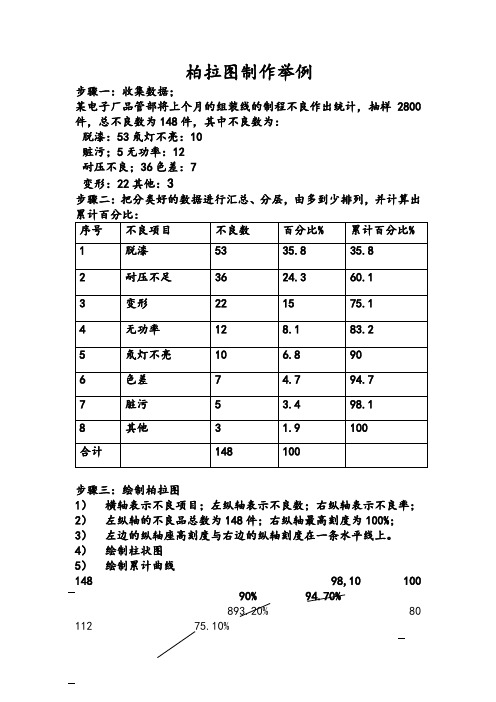
柏拉图制作举例步骤一:收集数据;某电子厂品管部将上个月的组装线的制程不良作出统计,抽样2800件,总不良数为148件,其中不良数为:脱漆:53氖灯不亮:10赃污;5无功率:12耐压不良;36色差:7变形:22其他:3步骤二:把分类好的数据进行汇总、分层,由多到少排列,并计算出序号不良项目不良数百分比% 累计百分比%1 脱漆53 35.8 35.82 耐压不足36 24.3 60.13 变形22 15 75.14 无功率12 8.1 83.25 氖灯不亮10 6.8 906 色差7 4.7 94.77 脏污 5 3.4 98.18 其他 3 1.9 100合计148 100步骤三:绘制柏拉图1)横轴表示不良项目;左纵轴表示不良数;右纵轴表示不良率;2)左纵轴的不良品总数为148件;右纵轴最高刻度为100%;3)左边的纵轴座高刻度与右边的纵轴刻度在一条水平线上。
4)绘制柱状图5)绘制累计曲线148 98,10 10090% 94.70%893.20% 80 112 75.10%60.10% 60 8435.80% 40 5620 28脱漆耐压不良变形无功率奈灯不亮色差脏污其他步骤四:记入必要事项1)总检查数:2800件;2)总不良数:148件;3)不良率;5.28%;4)检验者:罗信波;5)绘图者:邓敏;步骤五:分析柏拉图1)图中可见:脱漆/耐压不良/变形占总不良率碧绿的75.1%,判为重点改进项目;2)应确定改善责任人及完成期限,争取9月份降低如上指标到目标;3)改善前后的柏拉图进行比较;改善前。
柏拉图制作方法(QC手法)

柏拉图的制作方法柏拉图定义:可分析出多数不合格是由相对少数原因引起的;第一步:先做表格不良名称不良数量百分比累计百分比问题115025.21%25.21%问题212020.17%45.38%问题310016.81%62.18%问题48013.45%75.63%问题57011.76%87.39%问题66510.92%98.32%其它10 1.68%100.00%合计5951.1 不良数量:应由多到少向下依次排列,其它项要放在最下面(因为它不太重要)1.2 百分比计算:不良数量占总不良的比率=不良数量/595*100%1.3 累计百分比:不良所占百分比的累加第二步:做柏拉图2.1 选择数据源红方框内为选取的数据源选好数据源,点击此图标2.2 选择图表类型: 自定义类型→两轴线-柱图→下一步(N) 2.3 在下图红色方框内输入标题,然后点击完成(F)第三步:图表格式设置(使其看起来美观,舒服)3.1 Y坐标轴格式设置:双击A处→弹出下图对话框→点刻度最小值:0最大值:不良总数主要刻度单位:自己设置3.2 次Y坐标轴格式设置:双击B处→弹出下图对话框最小值:0最大值:1主要刻度单位:自己设置3.3 数据系列一格式设置:双击C处→弹出下图对话框3.3 数据系列二格式设置:双击D处→弹出下图对话框3.4 图标E区格式设置:双击E处→弹出下图对话框3.4 图标F区格式设置:双击F处→弹出对话框 按上面操作方式选择图案第四步: OK对少数原因引起的;要放在最下面(因为它不太重要)数量/595*100%下一步(N)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
做图顺序:5.点击数值轴主Y坐标选择刻度进行最大值设置为大于不良总数的三分之一做好和最小值为0。
做图顺序:6.点击累积线进行数值标识选择百分比。
做图顺序:7.点击柱形图可进行颜色更改。。 最后加上柏拉 图名称和设计 人名字
XXX
2020 年 8-9 月上旬 柏拉图分析
4000
1.2
3500 3000 2500
88.0%
94.3%
96.7%
98.2%
99.0%
99.5%
99.9% 100.0%
1
75.7%
0.8
2000 54.3%
0.6
1500 0.4
1000
0.2 500
0
0
电泳模具压印
出错规格
冲压压伤
拉伤
折弯不良
不良数量 不良率 累计不良率
★重点管控☞外观--模具印☜: 作图:LXS/2020.9.15
不良项目 电泳模具压印
模具压印 出错规格 冲压断针 冲压压伤 冲压变形
拉伤 尺寸超差 折弯不良ห้องสมุดไป่ตู้
漏底 合计
不良数量 1800 708 409 209 78 49 29 17 12
3 3314
客诉不良统计柏拉图
不良率 54.3% 21.4% 12.3% 6.3% 2.4% 1.5% 0.9% 0.5%
0.4%
累计不良率 54.3% 75.7% 88.0% 94.3% 96.7% 98.2% 99.0% 99.5%
99.9%
0.1% 100.00%
100.0%
做图顺序:1.用调查表或者QC报表找出数据就是不良数。 做图顺序:2.用降序方法自定义项目确定累计不良顺序。 做图顺序:3.先用版本2003版本的MICRSOFT Excel找插入图表自定义中两轴线一柱图。 做图顺序:4.选中柱形图选中数据系列格式选择选项,重叠比例100%,分类间隔距离0。