镀铬层硬度如何测量
硬度的测试原理和计算公式

硬度的测试原理和计算公式材料硬度的测试原理和计算公式硬度是指材料抵抗局部变形,特别是塑性变形、压痕或划痕的能力,是衡量材料软硬的判据,是一个综合的物理量。
材料的硬度越高,耐磨性越好,故常将硬度值作为衡量材料耐磨性的重要指标之一。
硬度的测定常用压入法。
把规定的压头压入金属材料表面层,然后根据压痕的面积或深度确定其硬度值。
根据压头和压力不同,常用的硬度指标有布氏硬度(HBS、HBW)、洛氏硬度(HRA、HRB、HRC等)和维氏硬度(HV)。
一、洛氏硬度1、试验原理洛氏硬度是以顶角为120°的金刚石圆锥体或直径为Φ1.588㎜的淬火钢球作压头,以规定的试验力使其压入试样表面。
试验时,先加初试验力,然后加主试验力。
压入试样表面之后卸除主试验力,在保留初试验力的情况下,根据试样表面压痕深度,确定被测金属材料的洛氏硬度值。
如图所示,0-0为金刚石压头还没有和试样接触的位置。
1-1是在初试验力作用下压头所处的位置,压入深度为h1,目的是为了消除由于试样表面不光洁对试验结果的精确性造成的不良影响。
图中2-2在总试验力(初试力+主试验力)作用下压头所处位置,压入深度为h2。
3-3是卸除主试验力后压头所处的位置,由于金属弹性变形得到恢复,此时压头实际压入深度为h3。
故由于主试验力所引起的塑性变形而使压头压入深度为h=h3-h1。
洛氏硬度值由h的大小确定,压入深度h越大,硬度越低;反之,则硬度越高。
一般说来,按照人们习惯上的概念,数值越大,硬度越高。
因此采用一个常数c减去h来表示硬度的高低。
并用每0.002㎜的压痕深度为一个硬度单位。
由此获得的硬度值称为洛氏硬度值,用符号HR表示。
式中,c为常数(对于HRC、HRA,c取0.2;对于HRB,c取0.26)。
由此获得的洛氏硬度值HR为一无名数,试验时一般由试验机指示器上直接读出。
2、常用洛氏硬度标尺及适用范围上述洛氏硬度的三种标尺中,以HRC应用最多,一般经淬火处理的钢或工具都采用HRC测量。
凹版镀铬机镀铬层质量评估与测试方法
凹版镀铬机镀铬层质量评估与测试方法凹版镀铬机是一种用于给印刷凹版添加镀铬层的设备。
镀铬层对凹版的质量和性能有着重要影响,因此评估镀铬层的质量是非常重要的。
在这篇文章中,我们将介绍凹版镀铬机镀铬层质量评估与测试方法。
一、镀铬层质量评估方法1. 外观质量评估:外观质量评估是对镀铬层表面外观进行判断,常用的评估指标包括镀层的光泽度、平整度、无缺陷等。
可以通过肉眼或显微镜观察镀铬层的表面,评估其外观质量。
2. 膜层附着力评估:膜层附着力评估是评估镀铬层与凹版基材之间的附着力。
常用的评估方法包括刮削试验和拉伸试验。
刮削试验可以通过使用刮刀或刮片进行横向或纵向刮削,观察镀铬层的剥离情况。
拉伸试验可以通过施加拉力,评估镀铬层的附着力。
3. 厚度测量:镀铬层的厚度对其使用寿命和性能有着重要影响。
常用的测量方法包括X射线荧光光谱法和显微硬度测量法。
X射线荧光光谱法可以直接测量镀铬层的厚度,通过分析镀铬层中的化学元素的浓度。
显微硬度测量法可以在镀铬层上使用显微硬度计进行硬度测量,从而间接评估镀铬层的厚度。
4. 膜层成分分析:膜层成分分析可以确定镀铬层中的化学元素的含量和分布情况。
常用的分析方法包括电子探针显微分析法和能谱分析法。
电子探针显微分析法可以通过在镀铬层上进行探针测量,确定镀铬层中各元素的含量和分布情况。
能谱分析法可以通过镀铬层的X射线谱图,分析出镀层中的主要元素成分。
二、测试方法简介1. 光泽度测试:可以使用光泽度计进行测量,根据光泽度计的读数评估镀铬层的光泽度。
对于光泽度较高的镀铬层,光泽度计的读数会较大。
2. 平整度测试:常用方法是使用显微镜对镀铬层进行观察,评估镀铬层的平整度。
平整度较好的镀铬层表面应该均匀、光滑,没有明显的凹凸不平。
3. 刮削试验:使用刮刀或刮片进行刮削试验,观察镀铬层的剥离情况。
对于附着力较好的镀铬层,刮削后不会出现镀层的剥离。
4. 拉伸试验:使用拉力检测仪施加拉伸力,评估镀铬层的附着力。
镀层硬度测试仪器概述

镀层硬度测试仪器概述镀层的硬度可以用划痕法和压痕法来测量。
划痕法的设备比较简单,锉刀硬度法即是其中一种。
使用200HB~900HV的已知硬度的一组标准锉;》)(通常8支一组)。
用单手握住柄部,以单手的力量(4. 5~5kg)将锉纹部压入被测定物,镀层比锉)9硬时,锉)9滑动,否则锉)9会进入镀层。
开始进入镀层的锉刀的硬度即为镀层的硬度。
这种方法的误差为5%一6%。
锉)9硬度法多用于硬铬或硬质阳极氧化后铝的硬度测定。
较软的镀层可借用铅笔硬度法来测定。
铅笔硬度计有专用仪器出售。
其原理与锉)9法相同,不过是用铅笔代替锉刀。
压痕法则是常用的镀层厚度测定方法。
压痕法使用专用的显微硬度计或附有硬度测定装的金相显微镜。
其测定原理都是将一定形状的压头压人镀层,通过测定压力或压痕大小来确定硬度。
由于镀层较薄,基体金属往往会影口响测定结果,因此选择合适的压人负荷是关键。
(2)显微硬度计测定金属镀层的硬度这种仪器的工作原理是以极小的压力将一锥形金刚钻压头压入待测镀层,待测镀层单位压痕面积上的压力即为显微硬度值。
所用压头是底面为正方形的金刚石四棱锥体,锥顶相对两面问的夹角为136。
,在试【电镀设备厂】件上的压痕为正方形。
用这种压头试验同一种材料,当所加的载荷为lg~lkg时,所测得的硬度值几乎与所加的载荷无关。
载荷的重量分级随A不同形式的硬度计而异。
测定时可按所测得镀层的硬度来选择载荷。
原则上尽可能选择较轻的载荷,以消除或减轻底层金属对测定结果的影响。
详见原电子工业部标准SJ 1279-77。
(3)维氏和努氏显微硬度的测定这两类仪器的工作原理都是把压头垂直缓缓压入要检测的表面(如压力负荷低于ION的镀层、涂层或阳极氧化膜),并使压头按规定的负荷停留规定的时间。
取出压头后用显微镜测量表面上留下的压痕的对角线。
|两类仪器所用的压头是不同的,分叙如下。
①维氏压头压头为方形底的正棱锥形金刚锥,其相对面之间的夹角为136。
土5。
镀铬表面硬度测试仪

镀铬表面硬度测试仪产品名称:OU2300便携式超声波硬度计∙产地:中国销售:沧州欧谱∙简介:OU2300便携式超声波硬度计(超声波硬度仪)可测量法兰盘边缘和齿轮根部冲压件、工模、薄板、表面硬化的齿和齿轮槽、锥度部分的硬度测量;以及轴和薄壁管道、容器的硬度测量;车轮、涡轮转子的硬度测量;钻头的刀口的硬度测量;∙一、OU2300超声波硬度计简介当前,硬度测试可采用的方法有很多种类,比较常用的有布氏、洛式、维氏、里氏试验法等。
其中布氏和洛式试验力大、压痕大,对试样表面损伤较大、而维氏采用光学法进行测量,需要非常专业的技术人员操作,且都不能对大型工件进行直接的测试;而超声波硬度计采用超声波接触阻抗法对式样进行比较测量,具有精度高、速度快、可携带、操作简便等优点。
本产品采用德国技术、德国元件在中国进行组装生产,随机超声波硬度计样机已经通过中国最权威检测机构——中国计量科学研究院检定,产品精度完全符合美标ASTM A1038-2005,欧标DIN 50159-1-2008和中国行标 JB/T 9377-2010技术要求。
二、技术特点·符合标准: ASTM-A1038-05, DIN 50159-1, JB/T 9377-2010·测量精度高——可达±3% HV,±1.5HR,±3%HB·测试压痕小——需用高倍显微镜才能观察到·测量速度快——可在 2 秒内输出测试结果·大屏幕显示——直接显示当前测量值、累计测量值、最大值、最小值、平均值及上下偏差·操作简便——不需要专业培训即可上手测量·稳定性高——欧谱郑重承诺保固期长达两年·海量存储——可同时存储2000组测量数据·校正简单——可存储20组校正数据供随时调用无须再浪费时间对同一材料反复进行校正三、应用场合OU2300超声波硬度计可测量法兰盘边缘和齿轮根部冲压件、工模、薄板、表面硬化的齿和齿轮槽、锥度部分的硬度测量;以及轴和薄壁管道、容器的硬度测量;车轮、涡轮转子的硬度测量;钻头的刀口的硬度测量;HAZ焊接部位的硬度测量;能覆盖工业生产中绝大部分的黑色金属、有色金属及其合金的硬度测量,是非常理想的硬度测试仪器。
镀铬后的硬度值

镀铬后的硬度值
镀铬后的硬度值是指在经过镀铬加工之后,材料的硬度值发生了变化。
镀铬是一种表面处理技术,通过将铬电镀到材料表面来提高其表面硬度、耐磨性和抗氧化性。
镀铬后的硬度值通常会显著提高,使得材料
的使用寿命更长。
镀铬后的硬度值受到多种因素的影响,其中最主要的因素是材料的成
分和镀铬工艺的参数。
一般来说,含碳量较高的钢材在镀铬后的硬度
值会更高,因为碳能够与铬形成一种硬度更高的化合物。
同时,镀铬
的工艺参数,如镀液浓度、电流密度和镀液温度等也会对硬度值产生
影响。
为了准确测量镀铬后的硬度值,需要采用专业的硬度测量仪器。
目前
常用的硬度测量方法有几种,包括布氏硬度、洛氏硬度、维氏硬度等。
其中布氏硬度是最为常用的一种,它能够对各种材料进行硬度测试,
且测试范围广。
需要注意的是,材料经过镀铬加工后虽然能够提高表面硬度和耐磨性,但也会降低其塑性和韧性。
因此,在进行加工和使用时,需要综合考
虑其硬度和其他性能指标,以确保其安全可靠。
总的来说,镀铬后的硬度值是材料表面硬度的一个重要指标,对于提
高材料的使用寿命和安全性具有重要的作用。
在使用过程中,需要注
意其其他性能特点,进行综合考虑,以确保材料的性能达到最佳状态。
涂层硬度测试方法

涂层硬度测试方法涂层硬度测试方法是一项非常重要的测试过程,尤其是对于需要在工业和制造业中进行表面涂层的物件。
这个过程可以帮助你确定涂层的质量,以及决定是否需要更换涂层或者更换整个物件。
下面是一些常见的涂层硬度测试方法:1. 落锤法落锤法是测试金属涂层硬度的一种常见方法,它通过将一个标准化的锤头从一定的高度落下,然后测量锤头与涂层之间的间隙来确定涂层硬度。
这个测试方法适用于基于金属基材的涂层,比如镀铬、电镀锌等。
然而,这个测试方法不适用于树脂、涂漆等非金属基材的涂层。
2. 硬度计法硬度计法也是一种常用的涂层硬度测试方法。
在这个测试方法中,硬度计被用来测量涂层表面的硬度。
这个方法适用于大多数涂料和涂层类型及基材,可用于检验涂层的质量及表面硬度等。
然而,硬度计法对于不规则和凹凸不平的表面有一定的限制。
3. 刮痕测试法刮痕测试法是一种快速、可靠的测试涂层硬度的方法。
在这个测试方法中,一个具有标准刻度线的刮痕仪被用来在涂层表面施加一个标准压力并划出一条刻度线。
通过检查划痕的深度和长度可以确定涂层的硬度,以及它所属的硬度等级。
然而,这个方法仍然对基于非金属基材的涂层存在一些限制。
4. 磨损测试法磨损测试法是一种测试涂层的耐磨性能的方法。
这个方法是通过将一定量的磨料,在一定压力下,连续地与涂层表面摩擦并旋转,进行漫长而机械的操作,以测试涂层对于磨损的抵抗力。
评估涂层的品质,为高品质产品提供依据。
总而言之,涂层硬度测试方法是决定涂层质量的最佳方法之一。
一旦确定了涂层的硬度,就能够评估其质量、性能和耐久性,从而为更好地维护涂层提供支持。
镀铬件检验标准

膜厚测试
用(莹光膜厚仪X-RAY)检测
膜厚一般为20~30um
耐磨测试
用布数层包住法码(500g/cm2)在试件表面上用力来回擦拭50次
镀铬层不变色、不脱层和露底面为合格。
盐水喷雾测试
用盐雾测试机(室温35º,氯化钠溶液5±1%的浓度,PH值6.5~7.2,喷雾的压力1.3~1.5cm2)时间为8小时不起红锈为合格。
表面不起红锈为合格。
※特殊要求标准不同,有中间层的除外。
带螺纹的工件
对其镀层厚度以保证螺纹质量为准,即必须符合图纸或GB5267中的要求,如右表所示,其厚度检测方法按GB5267的相关内容进行。螺纹称直径(mm)≤2.5
3~8
10~12
14~22
螺纹上镀层厚度(um)
3
5
8
10
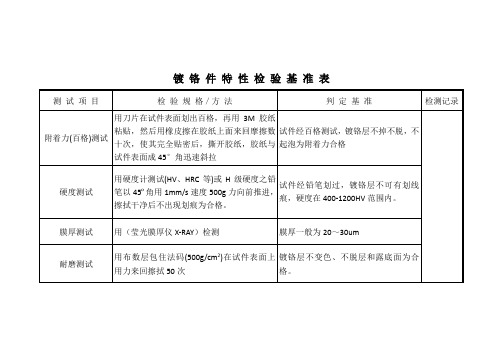
镀 铬件特性检 验基准表
测 试 项目
检 验 规格/方法
判定基准
检测记录
附着力(百格)测试
用刀片在试件表面划出百格,再用3M胶纸粘贴,然后用橡皮擦在胶纸上面来回摩擦数十次,使其完全贴密后,撕开胶纸,胶纸与试件表面成45°角迅速斜拉
试件经百格测试,镀铬层不掉不脱,不起泡为附着力合格
硬度测试
用硬度计测试(HV、HRC等)或H级硬度之铅笔以45º角用1mm/s速度500g力向前推进,擦拭干净后不出现划痕为合格。
镀铬件检验标准
测 试 项目
检 验 规格/方法
判定基准
检测记录
附着力(百格)测试
用刀片在试件表面划出百格,再用3M胶纸粘贴,然后用橡皮擦在胶纸上面来回摩擦数十次,使其完全贴密后,撕开胶纸,胶纸与试件表面成45°角迅速斜拉
试件经百格测试,镀铬层不掉不脱,不起泡为附着力合格
硬度测试
用硬度计测试(HV、HRC等)或H级硬度之铅笔以45º角用1mm/s速度500g力向前推进,擦拭干净后不出现划痕为合格。
试件经铅笔划过,镀铬层不可有划线痕,硬度在400-1200HV范围内。
膜厚测试
用(莹光膜厚仪X-RAY)检测
膜厚一般为20~30um
耐磨测试
用布数层包住法码(500g/cm2)在试件表面上用力来回擦拭50次
镀铬层不变色、不脱层和露底面为合格。
盐水喷雾测试
用盐雾测试机(室温35º,氯化钠溶液5±1%的浓度,PH值~,喷雾的压力~1.5cm2)时间为8小时不起红锈为合格。
表面不起红锈为合格。
※特殊要求标准不同,有中间层的除外。
带螺纹Байду номын сангаас工件
对其镀层厚度以保证螺纹质量为准,即必须符合图纸或GB5267中的要求,如右表所示,其厚度检测方法按GB5267的相关内容进行。
螺纹公称直径(mm)
≤
3~8
10~12
14~22
螺纹上镀层厚度(um)
3
5
8
10
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀铬层硬度如何测量
我门公司有两种仪器来测量:
一种是采用超声波硬度计来测量,超声波硬度计属于便携式硬度计,主要用于大型工件和现场成批工件的快速检测。
因超声波硬度计压力小,不会破坏表面镀层,因而可以测量镀铬层,其特点是测量精度高、速度快,数字显示测量结果。
我们现在用的是HY-31型。
另一种是采用显微硬度计测量,主要用于小工件检测。
将电镀后的工件置于显微硬度计的测量台上,然后读出数据。
显微硬度法测量的好处是测量准确,精度较高;缺点则是测量过程比较繁琐,它需要将仪器放置在固定的位置如实验室,然后把工件拿到实验室进行测量,且测量速度较慢,效率低。
我们现在用的是HV1000型。
供您参考。