齿轮减速机齿间侧隙测试
行星齿轮减速机的一级中心轮与顶轴间间隙的检测方法
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN111288874A(43)申请公布日 2020.06.16(21)申请号CN202010156866.7(22)申请日2020.03.09(71)申请人徐州科源液压股份有限公司地址221116 江苏省徐州市高新区赣江路6号(72)发明人荣曼;袁朝国;唐俊辉;纪传雷;韩永进;韩华(74)专利代理机构徐州市三联专利事务所代理人潘显端(51)Int.CI权利要求说明书说明书幅图(54)发明名称行星齿轮减速机的一级中心轮与顶轴间间隙的检测方法(57)摘要本发明属于行星齿轮减速机技术领域,具体涉及一种行星齿轮减速机的一级中心轮与顶轴间间隙的检测方法,包括U型的检测工装,检测工装的U型对称中心上设有贯穿检测工装底部的检测孔,检测工装的底部外侧面和检测工装两侧自由端的端面均为光滑平面;采用检测工装检测一级中心轮与顶轴间间隙的步骤如下:通过测量检测工装的底部外侧面到检测工装的自由端端面的高度C、顶轴到检测工装的底部外侧面的距离A以及一级中心轮的端面到检测工装的底部外侧面的距离B来计算出顶轴与一级中心轮之间的间隙H,本方法能够及时的检测到一级中心轮与顶轴间间隙,以便能够及时排除问题,降低行星齿轮减速机内部轴向顶死的风险,降低异响卡死故障率。
法律状态法律状态公告日法律状态信息法律状态2020-06-16公开公开2020-06-16公开公开2020-07-10实质审查的生效实质审查的生效权利要求说明书行星齿轮减速机的一级中心轮与顶轴间间隙的检测方法的权利要求说明书内容是....请下载后查看说明书行星齿轮减速机的一级中心轮与顶轴间间隙的检测方法的说明书内容是....请下载后查看。
减速器压铅法测量侧间隙作业指导书
减速器压铅法测量侧间隙作业指导书
1、主要内容与适用范围
本规程规定了减速器产品装配作业的调整与检查。
2、检测量具
千分尺、游标卡
3、人员:经过岗前培训的专业检修人员
4、内容
减速器齿轮齿侧间隙采用压铅方法检验,将Ø3—Ø5长度5㎝左右的铅丝校直后,三条并列轴向放入待检减速器的两啮合齿间,用手慢慢转动减速器主动轴,将铅丝压扁后,反向转动主轴,将铅丝取出,用游标卡或者千分尺测量铅丝的厚度,多次测量取平均值,得到齿侧间隙。
齿侧间隙要求:。
怎样测量
附件机匣齿轮间隙测量一.什么是齿轮间隙?齿轮间隙通常是指齿顶间隙及齿轮副的齿侧间隙,对标准的圆柱齿轮而言,齿顶间隙C=0.25m(m为模数),而齿轮副的侧隙应根据齿厚来控制标准。
【“模数”是指相邻两轮齿同侧齿廓间的齿距p与圆周率π的比值(m=p/π),以毫米为单位。
模数是模数制轮齿的一个最基本参数,直齿、斜齿和圆锥齿齿轮的模数皆可参考标准模数系列表(GB/T 1357-1987)。
】1.为什么有齿轮间隙?理论齿厚下,是双面啮合的,但由于存在装配误差,加工误差,热胀冷缩,润滑的原因,必须留一定齿厚侧隙,运转时就是单面啮合了。
一般啮合系数是大于1的,还是比较平稳的。
间隙一般是分度说的是分度圆上的弧长,顶隙是另外的概念。
2.齿轮间隙的作用以及重要性。
齿轮工作时会产生大量的热量,齿轮受热膨胀,间隙就是为齿轮留膨胀空间,没有间隙的话齿轮就会涨死或者挤压,减小寿命,影响工作效益。
齿轮间隙过大会造成传动失效,磨损加剧,重合系数降低,运动传递精度下降等问题。
而齿轮间隙过小会造成齿间挤压过度,运转时出现卡死等情况。
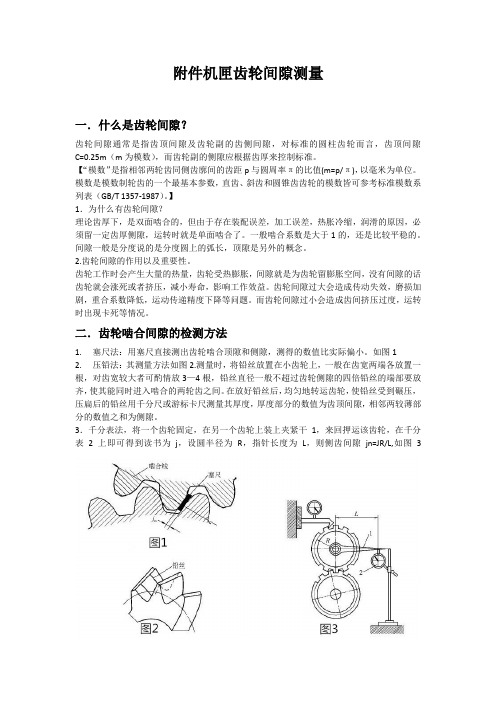
二.齿轮啮合间隙的检测方法1. 塞尺法:用塞尺直接测出齿轮啮合顶隙和侧隙,测得的数值比实际偏小。
如图12. 压铅法:其测量方法如图2.测量时,将铅丝放置在小齿轮上,一般在齿宽两端各放置一根,对齿宽较大者可酌情放3—4根,铅丝直径一般不超过齿轮侧隙的四倍铅丝的端部要放齐,使其能同时进入啮合的两轮齿之间。
在放好铅丝后,均匀地转运齿轮,使铅丝受到碾压,压扁后的铅丝用千分尺或游标卡尺测量其厚度,厚度部分的数值为齿顶间隙,相邻两较薄部分的数值之和为侧隙。
3.千分表法,将一个齿轮固定,在另一个齿轮上装上夹紧干1,来回押运该齿轮,在千分表2上即可得到读书为j,设圆半径为R,指针长度为L,则侧齿间隙jn=JR/L,如图3三.附件机匣测量方案因为测量齿轮间隙需要在齿轮在工作状态下测量,但是附件机匣内部因为空间的局限,没办法将千分表安装在机匣内部测量齿轮之间的间隙;并且千分表对内啮合的齿轮有局限性。
【CN209432020U】减速器齿侧间隙检测装置【专利】
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920235457.9(22)申请日 2019.02.25(73)专利权人 陕煤集团神南产业发展有限公司地址 719300 陕西省榆林市神木县新村中国石化加油站北200米(72)发明人 马君 唐程理 高彦 李玉龙 刘波 (74)专利代理机构 西安弘理专利事务所 61214代理人 宁文涛(51)Int.Cl.G01B 5/14(2006.01)(54)实用新型名称减速器齿侧间隙检测装置(57)摘要本实用新型公开了减速器齿侧间隙检测装置,包括一轴检测和二轴检测,一轴检测包括一轴,一轴的一端安装转移杆,一轴端盖的一侧固接磁力表,二轴检测包括二轴,二轴透盖的一侧设有制动架,制动架上设有一对对称的挡板,两个挡板上对称开有一组螺孔,每个螺孔中安装有螺钉,二轴的一端安装制动力臂,制动力臂位于两个挡板的中间部位。
通过在减速器二轴上设计二轴制动装置,由轴连接套和制动力臂组成,可以对减速器二轴进行有效制动;在一轴部位安装用于进行检测的测量杆,并在距离测量杆相近位置安装磁力百分表,可以精确实现封闭式减速器齿侧间隙组装精度,提升设备检修质量,从而延长设备的使用寿命。
权利要求书1页 说明书2页 附图2页CN 209432020 U 2019.09.24C N 209432020U权 利 要 求 书1/1页CN 209432020 U1.减速器齿侧间隙检测装置,包括一轴检测和二轴检测,其特征在于,所述一轴检测包括一轴(1),一轴(1)的一端安装转移杆(2),一轴(1)端盖的一侧固接磁力表(3),磁力表(3)的表头压在转移杆(2)的表面,所述二轴检测包括二轴(4),二轴(4)透盖的一侧设有制动架(5),制动架(5)上设有一对对称的挡板(6),两个挡板(6)上对称开有螺孔,每个螺孔中安装螺钉(7),制动架(5)上设有制动力臂(8),制动力臂(8)位于两个挡板(6)的中间部位。
圆柱齿轮传动齿侧间隙的给定及其检测
圆柱齿轮传动齿侧间隙的给定及其检测圆柱齿轮传动齿侧间隙的给定及其检测北京交通大学刘岚岚哈尔滨工业大学赵熙萍周海文摘概述了圆柱齿轮传动齿侧间隙的含义、作用和计值的方法,介绍了确定和控制齿轮齿侧间隙的方法,并举例说明了确定小齿轮的最小侧隙和公法线长度极限偏差的解法。
关键词圆柱齿轮齿侧间隙齿厚偏差检测方法我国从"" 年$ 月% 日开始,分别等同采用相补偿齿轮箱体和齿轮因工作温度不同而引 !!"起的变形。
应的&’( 标准的)* + , %""-./%0!""%《渐开线圆柱齿轮精度第%部分:轮齿同侧齿面偏差的定义和# 补偿齿轮的各项制造误差,避免因齿轮存允许值》、在各项误差而使齿轮传动不灵活甚至卡死。
)*+ , %""-./!0!""%《渐开线圆柱齿轮精度第!部分:径向综合偏差与径向跳动的定义$ 补偿齿轮中心距误差、齿轮箱体形位误和允许值》和与之配套的#项国家标准指导性技差、轴承径向跳动和安装误差。
术文件)* + 1 %$2!"/%3%$2!"/#0!""!《圆柱齿轮齿轮所需的侧隙大小与齿轮本身的尺寸、精检验实施规范》已在我国颁布实施。
为了更好地度等级及安装精度、工作时速度、温度和负荷大实施)* + , %""-./% 和)* + , %""-./! 两项标准,正小等很多因素有关。
确理解有关指导性文件,笔者根据对这些新标准的学习体会,结合已往的设计经验谈谈如何参照齿侧间隙的计值方法!/ 新标准给定齿轮齿侧间隙和检测方法,并举例说齿侧间隙的计值方法有以下4种。
明之,以供从事齿轮设计、工艺人员参考,并希法向侧隙(!)。
它是沿一对齿轮啮合线上 ! 56望同行们批评指正。
测量的。
可以用塞尺测量,如图%所示。
也可以用压铅丝的方法获得,就是将一段铅丝投入正在运行的一对齿轮齿间中,然后用千分尺测量被压扁的铅丝厚度。
用压铅法测量齿轮泵啮合间隙的步骤
用压铅法测量齿轮泵啮合间隙的步骤
1、量具的选用
1)选用0~25mm的外径千分尺。
使用前应用干净的软布擦净千分尺的两个测量面,然后校核千分尺的零位;
2)被测铅丝片应放置于测量砧座中间,测量力量要合适(先转动外径千分尺的微分筒,使测量表面与铅丝片表面刚好接触,然后转动棘轮,当发出清脆的“嗒、嗒、嗒”三声后即停止); 3)读数准确(先读固定套筒读数,再读微分筒读数,然后相加);
2、选用合适的软铅丝。
选取合适的软铅丝直径
3、压铅操作
1)装配好主动齿轮;
2)沿从动齿轮一只轮齿的齿宽方向将三段软铅丝等距离粘贴在该轮齿上,使粘贴软铅丝的轮齿处于排出腔,装配好从动齿轮;
3)在联轴节上作标记,装配好轴套和泵盖;
4)用手逆时针转动联轴节,使粘贴软铅丝的轮齿转动吸入腔位,拆卸泵盖及轴套;
5)拆卸从动齿轮,取下软铅丝片并清洁之;
6)用外径千分尺测量每段软铅丝片在轮齿啮合处的厚度并做好记录。
4、测量数据分析:
1)将每段软铅丝片在轮齿啮合处的厚度相加即为啮合间隙(若一侧已被压断,则另一侧啮合处软铅丝的厚度即为啮合间隙);
2)结论:依据所测间隙最大值与正常的间隙范围(一般为0.04~0.08mm)相比较,作为零件可继续使用或换新的结论。
减速器传动齿轮基本参数与检测
减速器传动齿轮基本参数与检测
减速器是一种常见的传动装置,用于减少输出轴的转速,并增加输出轴的扭矩。
减速器的传动齿轮的基本参数对于其性能和使用寿命至关重要,因此需要进行检测和调整。
以下是减速器传动齿轮的基本参数和检测方法:
1. 齿轮齿数:齿轮齿数是指齿轮上的齿数,通常表示为Z。
检测方法是使用测微计或齿轮测量工具测量齿轮的齿数。
2. 齿轮模数:齿轮模数是指齿轮齿数和齿轮模数的比值,通常表示为m。
检测方法是使用齿轮测量工具测量齿轮的齿数,并计算齿轮的模数。
3. 齿轮模数修正系数:齿轮模数修正系数是指由于齿轮制造工艺和设计限制引起的齿轮实际模数与理论模数之间的差异。
检测方法是使用齿轮测量工具测量齿轮的模数,并与理论模数进行比较。
4. 齿轮齿向间隙:齿轮齿向间隙是指齿轮正面齿廓朝向轴向方向的距离,通常表示为C。
检测方法是使用测微计或齿轮测量工具测量齿轮的齿向间隙。
5. 齿轮啮合角:齿轮啮合角是指啮合过程中齿轮齿廓接触点处的法向与切向之间的夹角。
检测方法是使用齿轮测量工具测量齿轮的啮合角。
6. 齿轮轴向间隙:齿轮轴向间隙是指齿轮轴向距离之差,通常表示为AX。
检测方法是使用测微计或齿轮测量工具测量齿轮的轴向间隙。
检测减速器传动齿轮的方法还包括齿面硬度检测、齿轮齿向跳动检测、齿轮径向跳动检测等。
这些检测方法可以通过专业的齿轮测量设备和仪器进行。
根据检测结果,可以对减速器传动齿轮进行调整和修正,以保证其正常运行和使用寿命。
齿轮减速器的检修工艺规程
齿轮减速器的检修工艺规程一、检修项目1、清理检查箱体及箱盖。
2、检查测量齿轮磨损及啮合情况,进行修理或调整。
3、检查轴承磨损情况;内外套与相应零件的配合是否符合要求;测量轴承间隙,调整轴承的轴向游隙。
4、各接合面的检查和修复。
5、检查修理油面指示器。
6、鉴定润滑油质,消除设备漏油(若有漏油)。
二、检修工艺1、拆卸减速机上盖用柴油或煤油清洗后检查外壳有无裂纹和异常现象,打好装配印记,拆卸轴承端盖,拆除上盖螺栓和联轴器螺栓,检查螺栓有无残缺和裂纹,将螺母旋到螺栓上妥善保存。
将上盖用顶丝顶起,先检查有无被漏拆的螺丝或其它异常情况,确认无误后,放于准备好的垫板上。
用塞尺或压铅丝法测量各轴承间隙,每套轴承应多测几点,以最小的数值为该轴承的间隙值并做好记录,将减速器内的润滑油放净存入专用油桶。
三、齿轮的检修1、检查润滑油有无变质和杂质,需更换润滑油时,应将润滑油放尽,盛于废油桶内,以便回收。
2、将齿轮清洗干净,检查齿轮啮合情况和齿轮的磨损情况,有无裂纹、剥皮、麻坑或塑性变形现象,轻者可修理,重者需更换。
3、使用千分表和专用支架,测量齿轮的轴向和径向晃度,如不符合质量要求,应对齿轮和轴进行修理。
4、用塞尺或压铅丝法测量齿顶、齿侧的间隙,并作记录。
5、检查齿轮的齿形及啮合面积,啮合面积小于表7要求时应进行修磨。
6、检查平衡重块有无脱落。
7、当齿轮发现有下列情况之一时,应予更换:齿面的点蚀面积沿齿宽、齿高超过60%,轮齿部分或整齿折断的,轮齿出现严重胶合划痕或塑性变形的。
疲劳剥落的面积超过轮齿工作面的30%或深度超过齿厚的10%,齿轮的磨损程度超过了允许的范围。
见表68、齿轮需从轴上卸下时,可用压力机或齿轮局部加热法卸下。
表6 齿轮允许磨损的范围表9(1)在齿轮啮合处打好印记。
(2)拆下轴承端盖,吊出齿轮组件。
(3)吊出齿轮后,放在干燥的木板上,排放整齐、稳妥,防止碰伤。
四、轴的磨损及缺陷检查1、检查轴的各处尺寸是否符合图纸要求,有无变形和裂纹,螺纹、螺纹孔、键槽、油孔有无缺陷。