作业现场不良品统计表
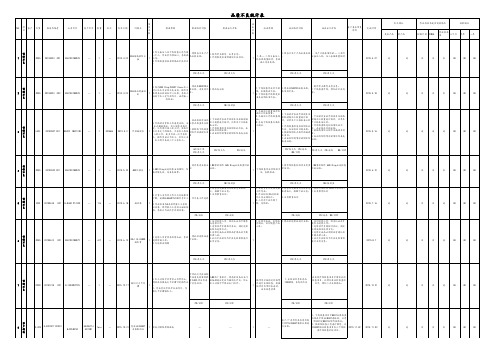
品质异常统计表

剪短气管线,避免气管线过长造成管线折压; 先安装电气安装板,再进行性能检测
黎先安
成浩然
8
7月9日
装配试机过程发现:封边机溶胶不均匀
初步认为跟溶胶阀有关
进行一次溶胶阀试装效果测验:溶胶阀已装上(机上作好标示),5个是合格的,2个是不合格的,17日进行对比效果分析----0.10MM以下的没问题,0.10MM以上的效果不好
来料轮面不平,导致质量问题(100个大轮中有2-4个是不合格的,不合格品的比率为2-4﹪)
把在部装和总装中检查到不转的轮子进行更换。
要在部装检查好,再上总装(有的在部装检查时能转半圈,到了总装就出问题,所以部装必须一个一个仔细检查好,再上总装);把不合格品收集好给到品管,要求供应商改善,品管员作重点跟进。-----7月27日,员工反映不良品减少很多,做了12条链(用了1080个轮子),只有2 个不合格,不合格比率为2‰
将已领出的安装板,下单到机加车间,按图纸要求补上一个孔位(7月15日已下单,17日返工完成)
新加工的零件严格按已更改图纸的要求进行加工,对库存中的不合格品进行返工
温玉宽
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
13
7月15
封边机(60CY):右支架与靠板支撑座的接合面未加工,导致无法安装---- 机械已装好,要拆掉。
吸尘糟皮带密封效果不好,导致吸尘效果不理想
-------
①把纤维皮带换成橡胶皮带(橡胶皮带密封效果比纤维皮带好);②把吸尘管接口改成移动式(接触口低于吸尘糟)---经检验后,改良后的吸尘效果比以前好很多
不良品统计表样表
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
00000000 00000000 00000000 00000000
0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
#DIV/0! #DIV/0! #DIV/0!
17:30-19:30 总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
7:30-9:30 9:30-11:30 11:30-13:30 13:30-15:30 15:30-17:30 17:30-19:30
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
不良品分析统计表

256
0
不良率 0.00%
良率=产品总数/抽检数*抽检不良品总数/产品总数
100
90
#DIV/0!
80
#DIV/0!
70
#DIV/0!
60
#DIV/0!
50
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
40
30
20
10
0
0
0
0
0
0
0
0
0
0
#DIV/0!
可接受
B类-可接受
全天总产品不良率
抽检数
抽检不良品总数
256
0
不良率 0.00%
抽检数
抽检不良品总数
椭圆
水纹
不良品
0
备注:
压盖不良数量分类统计
盖体毛边 缺料 压坏
0
0
0
0
0
0
0
0
0
0
0
0
0
0
产品不良项目 变形 黑点 色差 椭圆
水纹
不良品合计
0 0 0 0 0 0 0
不良率 (%)
0.00% 0.00% #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.00%
数量
柏拉图分析
不良率%
盖口毛边
0
盖体毛边
0
缺料
0
压坏
0
变形
0
3:50 黑 点
色差
椭圆 水纹
不良品
0
时间
23:40 3:50 0:00 0:00 0:00 0:00 总计
样品 数 盖口毛边
128
不良品统计表图表
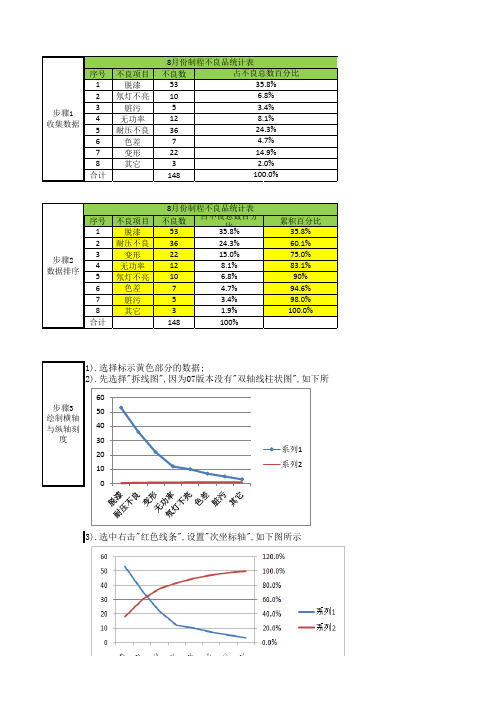
序号不良项目不良数1脱漆532氖灯不亮103脏污54
无功率125
耐压不良366
色差77
变形228
其它3合计148
序号不良项目不良数占不良总数百分比累积百分比1脱漆5335.8%35.8%2耐压不良3624.3%60.1%3变形2215.0%75.0%4
无功率128.1%83.1%5
氖灯不亮10 6.8%90%6
色差7 4.7%94.6%7
脏污5 3.4%98.0%8
其它3 1.9%100.0%合计148100%
步骤1
收集数据步骤2
数据排序步骤3
绘制横轴
与纵轴刻
度3).选中右击"红色线条",设置"次坐标轴",如下图所示
100.0%8月份制程不良品统计表1).选择标示黄色部分的数据;
2).先选择"拆线图",因为07版本没有"双轴线柱状图",如下所8.1%24.3%4.7%14.9%2.0%8月份制程不良品统计表占不良总数百分比35.8%6.8%3.4%010
20
30
405060
系列1系列2
5).再选中右击蓝色线条,更改图表类型为柱状图,如下所示6).再选中右击红色线条,更改"数据系列格式",如下图所示4).选中更改左右和下面轴线的格式,如下图所示
35.8%
60.1%75.0%83.1%90%94.6%98.0%0%10%20%30%40%50%60%70%80%90%100%0102030405060708090100110120130140系列1系列2。
生产不良品记录表格模板

生产不良品记录表格模板1. 引言生产不良品是生产过程中难免会出现的问题,为了更好地进行质量管理和改进生产效率,建立生产不良品记录表格是非常必要的。
本文将介绍一种生产不良品记录表格模板,旨在帮助企业对生产不良品进行有序记录并进行相应的分析和改进。
2. 表格模板结构生产不良品记录表格模板包含以下几个重要的字段:2.1 日期日期字段记录了不良品发生的具体日期,便于按时间顺序进行数据分析和追溯。
2.2 不良品类别不良品类别字段记录了不良品的具体种类,例如:工艺问题、材料问题、设备故障等。
2.3 不良品数量不良品数量字段记录了每个不良品类别的具体数量,以便于统计和分析。
2.4 原因分析原因分析字段用来记录导致不良品出现的具体原因,例如:操作不当、设备故障、原材料质量差等。
2.5 解决方案解决方案字段用来记录针对每个不良品类别的具体解决方案,以便于后续改进和预防。
3. 使用步骤以下是使用生产不良品记录表格模板的详细步骤:3.1 下载表格模板首先,从适合自己需求的来源下载生产不良品记录表格模板。
可以通过互联网搜索或者向相关专业的人员咨询获取。
3.2 填写基本信息打开表格模板后,在预留的日期、不良品类别、不良品数量、原因分析和解决方案等字段中填写相关信息。
3.3 记录不良品根据实际生产情况,将每个不良品的发生日期、类别、数量、原因和解决方案填写到相应的字段中。
3.4 数据分析根据已填写的表格数据,可以进行数据分析,例如按时间顺序统计不良品数量的变化趋势,找出不良品发生的高峰期,分析不良品的发生原因等。
3.5 改进和预防根据数据分析的结果,并结合原因分析和解决方案字段中的内容,制定相应的改进和预防措施,以减少不良品的发生率并提高产品质量和生产效率。
4. 注意事项在使用生产不良品记录表格模板时,需要注意以下几点:•准确填写日期和相关字段,以便于后续的数据分析和追溯。
•对于不良品的分类和数量,要尽可能详细和准确,以便于更好地进行数据分析和改进。
不合格产品统计表

不合格产品统计表
缺陷责任人:(签字)品管责任人:(签字)
金土木6S责任卡
培养优质素养
责任区域装配车间责任人徐志君提
升
企
业
形
象
要
求
1、车间物品摆放井井有条,地面保持干
净整洁,作业场所道路通畅、标示明
确。
2、设备保养完好无损,物料、工具定置
摆放,方便领用。
3、私人物品分类存放、整齐划一,工作
台面无杂物、无灰尘。
4、正确佩戴和使用劳保用具,不违章作
业。
5、严格遵守规章制度,爱岗敬业,养成
良好的按规范性标准作业的习惯。
检
查频次:次/日督查人:王瑞金。
品质不良统计表
在本线外观检查项目中增加此项 检查项目,并增加至分析检查项
目中,增加二次全检确认。
2015.12.21
是
PD/田军
PD/田军
PD/田军
PD/田军
客
8
户 抱
S-CUV S-CUV1511101001
BJ92LBP34
44306T7J H011M1
1pcs
--
2015.10.31
变速箱端BOOT 未装配到位
流出。
PD/冉大杰
ME/张传星 PD/冉大杰
2015.12.27
是
是
1、对厂内P32R库存EPT小
Band夹紧位置进行全检,并
客
12
户 抱
P32R P32R160304001 EBJ100MBG35A
39100 4BA1E
1PCS
XE2FY11C3 052
2016/3/4
BOOT装配位置 不良
1
1、制程中拉力过大导致BOOT装配 位置不良
2、流出对策--a.出货时要求备货 员分件号逐项备货,并且备货完
成后要再次确认。(12/4许小
2015.12.4
2015.12.08
龙) b.对备货人员再次进行备货
是
是
流程培训。(12/4许小龙)
SP/许小龙
SP/许小龙
SP/许小龙
SP/许小龙
制
10
程 不
良
1、制作刀具补正方法OPL对全员培训
S-CUV 20151220001
1
出货员换装时零件识别错误导致标 签贴反
对客户端出货标签 互换后使用;
现出货对照主要为零件条码/厂内件号 /客户件号核对,后续增加零件条码/ 厂内件号/客户件号/实物照片对照 表,防止下次再发。
不良品统计表
5
6
7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
22 23 24 25 26 27 28 29 30 31
不良品统计表
序号
料号
物料描述
IQC检验不良 数
生产线退不良品
作业不 来料不
良
良
上月盘点数
来料不料作业不良 原材料来料不
(2)仓原库存
良
良品转
来料不良
作业不 良
作业不良出库
作业不 良出库
作业2仓转1仓 作业1仓转2仓 报废
转良品 出生产 出零星
转来料不 良
作业不良 出库总数
当前原材料(2)仓不良实 际库存
来料不良调仓
作业不良
来料不良
来料2仓转1 来料1仓转2
仓
仓
报废
出生产
来料不良出库
来料不良出库 出零星 转作业不良 转良品
退供应商
来料不良 出库总数
售后退 其它
来料不良
来料转 入
其它
来料转 出
其它 作业转
入
其它作 当前仓库不良实际库存 仓库不 每日退供应商
业转出 来料不良 作业不良 良总计 1 2 3 4