OSP试量产报告OK
FPC量产测试监督表

转机、调整炉温炉
每100K 2PCS
速、炉子出异常调 后要测试。连续生
每100K 2片,序号6/7每批次共 用2片。
产时每100K 测2片
8 叠层厚度
切片
参照图纸要求(各叠层厚度,基层有没有用错)
每个月2片
每个月2片
按FPC生产周期,每周期2片, 序号4/5/8可以共用2片。可以是
未贴片的空板。
9 线宽线距
镜检
10 元件推力
推力
1、FPC成品走线整体线宽最小值(指的是实际测量值)要求≥35μm。 2、FPC走线缺口部分最窄处宽度按≥25μm进行管控。 3、FPC绑定位置绑定面走线宽度要求(指的是实际测量值):LCM≥35um 注:FPC位置正反两面都需测量(在走线可视区域内);需观察FPC上是否存 在偏位现象。(本条主要针对LCM的FPC,TP\CCM FPC上的导线比LCM 宽,不是瓶颈,完全符合本条要求)
每周期 2PCS 每周期 5PCS
按FPC生产周期,每周期2片, 序号4/5/8可以共用2片。可以是
未贴片的空板。
5 孔铜厚度
切片
6 IMC层厚度 切片
7
检查焊锡有没 有裂
切片
孔铜厚度要求:≥7um,软硬结合板≥12um IMC层厚度:要求镀金平均值0.2-3μm,OSP 1-3um 要求没有锡裂
每周期 2PCS 每周期 3PCS
试产做2PCS
。
试产做2PCS
推力标准!A1
每生产批次 5PCS
每10K 2PCS
每生产批次 10PCS
转机、调整炉温、 炉子出异常调后要 测推力。连续生产
按FPC生产周期,每周期5片。 可以是未贴片的空板。
每10K 2片。
新项目Checklist
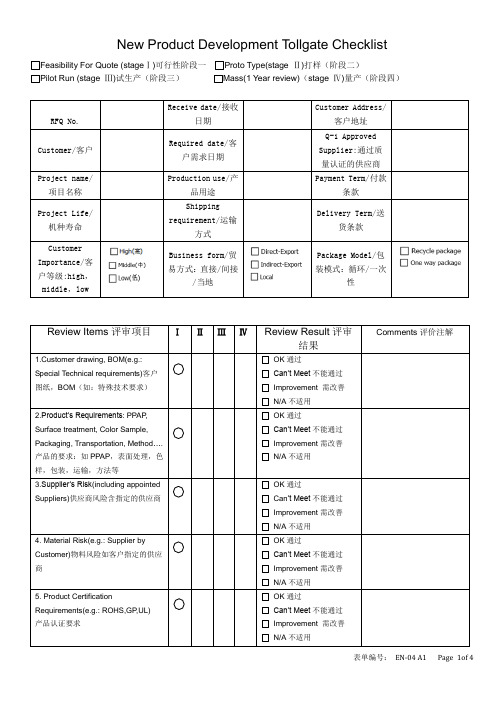
New Product Development Tollgate Checklist Feasibility For Quote (stageⅠ)可行性阶段一Proto Type(stage Ⅱ)打样(阶段二)Pilot Run (stage Ⅲ)试生产(阶段三)Mass(1 Year review)(stage Ⅳ)量产(阶段四)RFQ No. Receive date/接收日期Customer Address/客户地址Customer/客户Required date/客户需求日期Q-1 ApprovedSupplier:通过质量认证的供应商Project name/项目名称Production use/产品用途Payment Term/付款条款Project Life/机种寿命Shippingrequirement/运输方式Delivery Term/送货条款Customer Importance/客户等级:high,middle,low Business form/贸易方式:直接/间接/当地Package Model/包装模式:循环/一次性Review Items评审项目ⅠⅡⅢⅣReview Result评审结果Comments评价注解1.Customer drawing, BOM(e.g.: Special Technical requirements)客户图纸,BOM(如:特殊技术要求)OK通过Can’t Meet不能通过Improvement 需改善N/A不适用2.Product’s Requirements: PPAP, Surface treatment, Color Sample, Packaging, Transportation, Method….产品的要求:如PPAP,表面处理,色样,包装,运输,方法等OK通过Can’t Meet不能通过Improvement需改善N/A不适用3.Supplier’s Risk(including appointed Suppliers)供应商风险含指定的供应商OK通过Can’t Meet不能通过Improvement需改善N/A不适用4. Material Risk(e.g.: Supplier by Customer)物料风险如客户指定的供应商OK通过Can’t Meet不能通过Improvement需改善N/A不适用5. Product Certification Requirements(e.g.: ROHS,GP,UL) 产品认证要求OK通过Can’t Meet不能通过Improvement 需改善N/A不适用Continue to Next Stage继续下阶段Another Review Required and Date需重新review及时间Terminate the Project终止该项目Notice to Client通知客户New Product Requirement Checklist Details新产品评审要求细则#1- Drawing / Print:Need to confirm the latest revision level drawings available. Require all assembly, sub-assembly and individual component drawings are provided from customer.图纸:需要确认并获得最新版本的图纸,要求客户提供所有组件,分部组件和子件的图纸#2- Critical Material: Need to identify material requirements for the project to confirm availability in China and available material substitutions; this should include any supplied material as well as the manufacturer (such as steel mill, paint manufacturer or OSP) of this material.关键材料:需要识别该项目的材料要求并确认在国内可购买以及有可用的替代材料,此要求除了制造商如钢厂,涂料厂商或外协厂商外,还需包含其它原材料及物料#3- Customer Standards & Specifications:Acquire all customer standards, specifications and requirements for the part numbers being considered for quoting purposes. Ask for the following customer documents: Supplier Quality Manual, Specifications listed on drawing / print, PPAP, Material Certificate Requirements or any third party test requirements.客户标准及规格:对正在评估报价的项目料号取得客户标准,规范和要求。
汽车SOP量产-工艺验证报告(参考)
规格
数量
实际数量
备注(是否符合)
1
××
××
××
××
××
2
××
××
××
××
××
3
××
××××Biblioteka ××××4
××
××
××
××
××
5
××
××
××
××
××
6
××
××
××
××
××
7
××
××
××
××
××
8
××
××
××
××
××
9
××
××
××
××
××
10
××
××
××
××
××
11
××
××
××
××
××
12
….
….
….
….
编号:
工 艺 验 证报 告
项目名称:×××
工艺设计:×××
工艺校对:×××
审 核:×××
批 准:×××
××××××有限公司
××××年××月××日
DFCV评审签字/日期
项目名称
×××工艺验证
产品名称
××××
工序名称
××××
工艺验证内容及结论
1、产品质量:
工艺完成后产品要求及检测结果如下:
检测项目
检测要求
5、工装夹具验证情况:
工装夹具验证结果满足产品加工要求。
6、××个零件试装数据报告:
检测项目
检测要求
实际次数
实测结果合格率
不合格数
备注
OSP工艺

OSP一、概述OSP是印刷电路板(PCB)铜箔表面处理的符合RoHS指令要求的一种工艺。
OSP是OrganicSolderability Preservatives的简称,中译为有机保焊膜,又称护铜剂,英文亦称之Preflux。
简单地说,OSP就是在洁净的裸铜表面上,以化学的方法长出一层有机皮膜。
这层膜具有防氧化,耐热冲击,耐湿性,用以保护铜表面于常态环境中不再继续生锈(氧化或硫化等);但在后续的焊接高温中,此种保护膜又必须很容易被助焊剂所迅速清除,如此方可使露出的干净铜表面得以在极短的时间内与熔融焊锡立即结合成为牢固的焊点。
二、OSP材料OSP有三大类的材料:松香类(Rosin),活性树脂类(Active Resin)和唑类(Azole)。
目前使用最广的是唑类OSP。
唑类OSP已经经过了约五代的改善,这五代的名称分别为BTA,IA,BIA,SBA和最新的APA。
早期的BTA类对湿度敏感,库存寿命很短(3个月),不能承受多次加热,而且需要较强的焊剂,所以性能不是很好。
一直到20世纪70年代有日本开发的第三代BIA类OSP后才有较显著的改善。
美国市场也在20世纪80年代开始采用这类OSP,同时被正在发展的SMT所接受。
不过BIA的耐热性仍然是个弱点。
目前仍然有供应商提供BIA类的OSP,但逐渐在为新一代的SBA所取代。
SBA是1997年的研发成果,有美国IBM推出而后得到在OSP技术上享有盛名的日本“四国化学”公司的改善。
在保护性和耐热性有显著的加强。
其耐热性已经可以承受3次的回流处理(但多次加热后需要较强的焊剂)。
SBA是目前OSP供应的主流。
成本低于传统的HASL,所以在锡铅时代已经被大量地使用,尤其是单面板上。
在双面回流板以及混装板工艺应用上却仍然有些顾虑。
三、OSP的工艺流程除油→二级水洗→微蚀→二级水洗→酸洗→DI水洗→成膜风干→DI水洗→干燥1.除油除油效果的好坏直接影响到成膜质量。
除油不良,则成膜厚度不均匀。
OSP膜

无铅制程中耐高温OSP膜的性能及厚度评估摘要:为了满足电子工业对于无铅化的迫切要求,印制线路板(PWB)的最后表面处理工艺正逐渐又热风整平(SnPb)转移到其他适合无铅焊接的表面处理工艺,这类工艺包括有机保护膜、沉银、沉锡以及化学沉镍金。
其中因为OSP膜的可焊性优异、工艺简单且操作成本低而成为无铅化表面处理工艺的最佳选择之一。
最新研发的耐高温有机保护膜(OSP)是符合工业标准的新一代OSP工艺,它能够满足无铅化可焊性更严格的要求。
本文将介绍HT OSP的化学特性,包括膜层成分分析,主要唑类衍生物和OSP膜的热分析,以及OSP膜的表面分析。
同时,本文也将从实际的生产经验出发,介绍OSP膜厚控制的稳定性。
HT OSP 工艺提供了稳定而灵活的膜厚控制方法。
引言OSP膜在印制线路板行业的应用已有多年,OSP膜是通过唑衍生物与过度金属,如铜和锌,发生化学反应而生成薄的有机金属聚合物膜。
众多的学术研究结果揭示了唑类衍生物对金属的腐蚀抑制机理。
G.P.Brown成功地合成了苯并咪唑与Cu(II)、Zn(II)及其他过度金属的有机金属聚合物,并通过热重量分析法(TGA)专门分析了聚苯并咪唑锌所具有的罕见高温稳定性。
根据他的TGA实验数据,聚苯并咪唑锌在空气条件下具有高达400℃的降解温度,在氮气保护条件下具有高达500℃的分解温度。
而聚苯并咪唑铜的分解温度只有250℃。
新研发的HT OSP是基于聚苯并咪唑锌的化合物,因此具有卓越的热稳定性。
OSP膜的主要成分是夹带有脂肪酸和唑类衍生物小分子的有机金属聚合物,这种有机金属聚合物提供了所需要的耐热腐蚀性、铜附着性和表面硬度。
为了能承受无铅组装工艺的温度条件,有机金属聚合物的分解温度必须高于无铅焊料的熔点温度,否则经过无铅组装工艺后OSP膜的主成分出现分解。
OSP膜的分解温度在很大程度上取决与有机金属聚合物的自身特性。
已知的另一个保护铜面不受氧化影响的关键因素是唑类衍生物的挥发性,当然其中也包括了苯并咪唑衍生物和苯基咪唑。
osp工艺技术

osp工艺技术OSP工艺技术(Organic Solderability Preservative,有机焊接保护剂)是一种常用的表面处理技术,用于保护印刷电路板(PCB)表面的焊接垫面。
它是一种有机材料,可提供良好的焊接性能,防止氧化、腐蚀等问题。
OSP工艺技术主要分为四个步骤:清洁、活化、形成保护层和精整。
首先,清洁工艺将去除PCB表面的杂质和油脂,以确保焊接垫面的平整度和干净度。
接下来是活化步骤,目的是使PCB表面活化,并提高与保护层的附着力。
活化剂通常含有有机酸和界面活性剂。
第三步是形成保护层,通过浸入保护剂中使其吸附在PCB表面,形成一层有机保护膜。
最后的精整步骤则是通过高温烘烤来固化保护层,保证其稳定性和抗氧化性。
OSP工艺技术具有许多优势。
首先,它能够提供均匀的保护层,并且在焊接过程中容易脱除,不会产生焊渣和气泡。
其次,OSP工艺技术无需使用有害物质,符合环保要求,同时也减少了成本。
此外,它具有较低的处理温度,对PCB的热影响小,不会导致板材变形。
这使得OSP工艺技术成为高密度电子器件制造中的一种理想选择。
然而,OSP工艺技术也存在一些限制。
首先,保护层的厚度难以控制,对焊接工艺的要求较高。
其次,由于保护层相对较薄,不具备很强的耐蚀性,容易受到湿环境的影响,因此在湿度较高的环境下,需要采取额外的防护措施。
此外,OSP工艺技术对电化学镀金属层的焊接性能较差。
在实际应用中,选择合适的OSP保护剂和工艺参数对于确保焊接质量至关重要。
不同的电子产品对焊接性能的要求有所不同,因此需要根据具体情况进行调整。
此外,在PCB制造过程中,合理的工艺流程和严格的质量控制也是确保OSP工艺技术有效的关键。
总之,OSP工艺技术是一种常用的表面处理技术,能够有效地保护PCB表面的焊接垫面。
它具有许多优点,如环保、成本低、热影响小等。
但同时也存在一些限制,需要合理选择保护剂和工艺参数,以满足不同产品的要求。
通过合理的工艺流程和质量控制,可以确保OSP工艺技术的有效应用,提高电子产品的质量和可靠性。
从样品到量产-产品中试管理
中试的定位与使命
定位:研发与制造的桥梁 使命:多快好省的把新产品推向市场。
降低产品全生命周期成本(省) 提高产品全生命周期质量(好) 缩短新产品上市场周期(快) ???(多)
研讨
选某学员公司,分享中试职能的组织分布与业务范围
新产品导入(NPI)团队的产生
传统的产品开发模式:串行 存在的问题:
研发管理系列课程之RDM012
产品中试管理
—从样品到量产
本课程学习目标
通过本课程的学习,您将能够:
了解业界产品化管理的最佳模式与实践 理解公司发展不同阶段产品化管理的组织模式及其优缺
点 掌握可制造性设计的方法以及如何实施 掌握如何开展面向制造系统的设计与验证 掌握缩短产品试制周期的方法和技巧 掌握如何构建产品化管理的基础平台
装备中心
技术总体组
ICT 开发
XX 产品 装备 开发
YY 产品 装备 开发
ZZ 产品 装备 开发
物品中心组织
综合业务管理
物品中心
技术总体组
技术 认证
器件 应用
物料 分析 实验室
产品数据中心组织
综合业务管理
产品数据中心 技术总体组
信息 文档 管理
技术 文档 管理
结构 文档 管理
BOM 管理
IT 工程
(拉手条的加工工艺要求和材料选择)
(塑料件的加工工艺要求和材料选择)
(橡胶件的加工工艺要求和材料选择)
(压铸件的加工工艺要求和材料选择)
(铜排的加工工艺要求和材料选择)
建议优先 级
6.2.3
6.2.4
制造需求列表示例(2)
可装配性需求 (装配设备、生产模式) (装配过程的方便性) (走线方式、走线空间) (各功能模块间的相互匹配性) (装配质量) (不同配置的要求) (生产安全与防护) (人机工程)
OSP 操作指导书

Attn : 杨丽丽小姐Fr : 殷田化工 李汇通C.C. 曲健先生、秦丽洁部长---DPMC Date : 12/11/2004杨小姐:您好!为更好地控制F2(LX )药水各项指标,保证品质稳定,特编制以下操作作业指引供参考. 谢谢!1. 目的:利用有机保焊剂(OSP )对铜面形成保护膜,防止铜面氧化物之生成,达到保护铜面的目的。
2. 使用范围:对OSP 线进行操作,并对各异常进行处理。
3. 生产流程:4. 作业内容:4.1. OSP 线各化学槽主要作用:4.1.1 除油:去除板面残留油污4.1.2 微蚀:使铜面粗糙化,增加铜面与OSP 膜的密着性 4.1.3. OSP : 使铜面涂覆一层有机保焊膜,防止铜面氧化4.2.1.开机前准备事项:a.停机超过4小时,开机前需先清洗海绵滚轮并检查表面清洁无异物,用手按捏时有清水溢出,说明滚轮湿润干凈b.检视全线的滚轮是否有结晶,并观察传动是否正常c.检视各槽滤芯,滤网是否清洗之,且装好d.检查风刀和喷嘴有无阻塞,若有则拆下用气枪清理e.检视个药水缸液位、温度是否正常f.OSP缸两端的抽风量不宜过大,以免醋酸及水分大量蒸发,以OSP缸的玻璃盖板表面仍有蒸汽凝结水滴为宜。
g.清洗各水槽,更换新水4.2.2.开机程序:a.确认设备状态正常后,再开启总电源b.调整各槽液至标准液位c.开启各槽加热开关及相应的泵浦开关,完成升温准备d.各槽温度达到控制范围后,取样分析e.依化验通知单调整各槽溶液f.调整完成后,若之前长时间停线,可用一定数量的白板(表面无铜)拖缸,以去除轮印,并用5块左右的光铜板或30~50 set的报废板拖缸,以激活药水。
g.放入测试膜厚板(5×3cm的标准板)测试F2槽的膜厚,膜厚在规格内(若下游客户只是用普通焊料,膜厚可控制在0.2um左右;若下游客户使用无铅焊料,则膜厚要控制在0.25um~0.3um)方可开始生产4.2.3.关机程序:a.待板子全部走出后,关机,切断电源开关,关闭各水阀及抽风开关b.若长时间停机,则需用5%醋酸液或100#淋洗OSP缸内的传送辘及缸内各处,以免水分挥发造成溶液浓缩而产生结晶。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10~15%
11.4 10.0 10.4 12.9 12.9
SPS
80~120g/l 113.1 80.5 105.1 73.7 109.2
微蝕槽
Cu2+
<20g/l
6.7
2.29 10.39 14.5 15.9
H2SO4
2~4%
3.7
2.4
3.0
3.0
2.9
WPF-21
90~130%
94
OSP 槽
酸價 100~160(mgKOH 130.1
/ml)
PH
3.00~3.75 3.21
95.3 129.3 3.18
90.7 122.1 3.75
94.1 121.8 3.29
91.3 121.8 3.31
膜厚 0.2~0.4um 0.34 0.38 0.38 0.28 0.33
#177 濃度
3~5%
OSP 槽
H2SO4 WPF-21
2~4% 90~130%
2.9% 96.9%
預浸槽 微蝕速率
酸價 PH
膜厚 #177 濃度
PH
100~160(mgKOH/ml) 3.00~3.75 0.2~0.4um 3~5% 7~9 30~60 u"
120.3 3.20 0.23 2.9% 6.34 54
3.9% 7.91
料號
數量
測試廠別
結果
H0K4007R0
25PCS
6 號廠
OK
注;因測試時已確認了所有之項目,故小量產無須再做其他項目測試,只要確認膜厚及外
觀.焊錫性 IPQC 每班確認 4~5PCS,皆正常.
4.槽液穩定性追蹤:
槽別 分析項目 品質標準 09:00 13:00 17:00 21:00 01:00
脫脂槽 SJ-133
以上兩問題處理 OK,則開始進行試量產確認.
五.試量產(日期: 6/22~6/26)
由於 6 月 22 日~6 月 25 日皆在試做時 STUDY 異色異常問題,到 6 月 26 日上午,方初步調整 ok, 中 午 開 始 進 行 試 量 產 . 分 別 選 取 現 場 wip 較 多 之 料 號 A0K4684B1,A0K4963E0,A0K4B84C0 等共 6745pcs 進行試量產,全檢 entek 膜外觀.OK 后進 行量產,24 小時追蹤膜厚穩定性(每 1 小時),藥液穩定性(每 4 小時分析一次).所有項目皆 為 IPQC 確認.
Entek 二線試量產報告
一.Schedule 安排
項目 洗槽 配槽 測試 試量產 量產
計畫時間 6/15~6/17
6/18 6/19~6/20
6/20 6/21
實際時間 6/18 6/20
6/20~6/21 6/22~6/26
6/26
備註
由於在測試&試量產階段出現大 量板面擦傷&膜面異色問題,造成 Schedule 嚴重 Delay.
BOARDTEK 百碩電腦有限公司
Entek
線
試
量
產
報
總經理 品保
廠長
告
制程课:金學華 日 期: 06 年06 月 28 日
IE
維護
製造
製程
ENTEK 線試量產報告目錄
1.Schedule 安排………………………………………………………………1 2.洗槽 ………………………………………………………………………1,2 3.配槽…………………………………………………………………………2,3 4.測試 ………………………………………………………………………3,4 5.試量產………………………………………………………………………4,5 6.量產 …………………………………………………………………………5 7.待辦事項 ……………………………………………………………………6
膜厚 0.35 0.33 0.34 0.32 0.33 0.35
時間 6/27 14:30 6/27 15:30 6/27 16:30 6/27 17:30 6/27 18:30 6/27 19:30
膜厚 0.34 0.35 0.35 0.33 0.34 0.32
3.信賴性確認:
品保聯繫將料號 H0K4007R0 共 25PCS 板送至名碩上件,確認上件時是否 ok.
ok
ok
三.配槽(日期:6/20 )
1.配槽所需的物料及數量
所需物料
管控範圍
配槽用量
清潔槽
SJ-133
10~15%(12%)
72kg
微蝕槽 預浸槽
SPS H2SO4(50%)
#177
80~120g/l(100 g/l) 2~4%(3%) 2~4%(3%)
60kg 36L 12L
OSP 槽
WPF-21
6/26 22:30 0.36 6/27 04:30
6/26 23:30 0.35 6/27 05:30
6/27 00:30 0.35 6/27 06:30
6/27 01:30 0.34 6/27 07:30 膜厚皆在操作要求範圍內.
膜厚 0.35 0.34 0.34 0.35 0.33 0.34
時間 6/27 08:30 6/27 09:30 6/27 10:30 6/27 11:30 6/27 12:30 6/27 13:30
6.Wetting balance 測試:取 6 個樣本進行此測試.
針對膜面異色問題,經過分段測試&一線二線之對比測試,確定為微蝕段異常 導致.經分析,主要懷疑為藥水殘留板面,造成 SPS 殘留板面造成膜面異色問題. 目前將微蝕後水洗機之第四槽改為硫酸洗作業,以提昇對 SPS 藥液之清潔效果. 經測試(6 月 26 日)A0K4D84A0 100pcs,IPQC 檢驗並未發現異色問題.
800kg
800kg
目前有兩個主槽,申晶廠商建議暫只需配一個主槽,各槽藥水控制參數參照一線.
2.全線藥水槽槽液分析,調整 OK 后試板.分析狀況如下表.
槽別
脫脂槽
分析項目 SJ-133
品質標準 10~15%
測值
9.8%
復測
12.1%
SPS
80~120g/l
81.1g/l
微蝕槽
Cu2+
<20g/l
6.0g/l
流程,全檢 OSP 膜外觀,標準色澤一致無異色
4. 銲錫性測試:取 10pcs 實驗 3 之 ok 板,做浸錫測試.
5.IR-Refflow 測試; 取 10pcs 實驗 3 之 ok 板分別過 3 次&5 次 IR-Refflow 后,檢驗其是否有氧化.
過完 IR 後,皮膜會受熱裂解而發生皮膜的顔色變色。這種變化和過 IR 後的氧化不一樣。氧化是會 在皮膜下的銅面上發生的。
七.待辦事項
1.異色問題改善.
2.前處理異常時替代方案(前處理使用 PUMICE 作業條件)STUDY.
3.ENTEK 二線作業規範制定.
二.洗槽(日期:6/15~6/16)
1.酸鹼洗槽所需的原物料及數量
原物料明细
用量
氫氧化鈉
300 kg
甲酸
200 L
硫酸(50%) 碎布
210 L 10KG
备注
全線鹼洗所需溶液(5%) 整條線的槽體面積約爲:5000L 5000L×5%(wt)=250kg 備 300 kg 酸洗槽後所有的槽必需甲酸洗槽。 槽體容積約爲:3000L 3000L×5%(V/V)=150(L) 備 200 L 酸洗槽前所有的槽必需硫酸洗槽(5%) 前處理槽體積爲 2100L 2100L×5%/50%(V/V)=210(L) 備 200 L
Ok
過完 IR 爐 3 次後,膜面
依 IR-Refflow 正
5 IR-Refflow 測試 10
無氧化,過完 4~5 次後
ok
常作業條件
不可有嚴重氧化。
依 Wetting
Wetting balance
6
6 balance 測試正常
ok
測試
作業條件
7 客戶端打件確認
25 SMT 正常作業條件 無零件吃錫不良
1.外觀確認:
檢驗數量
異色
污染
總不良數
不良率
備註
6745
28
0
28
0.4%
ENTEK(異色)不良率為 0.4%.由於信賴性測試皆 OK,故新線先投入生產,異色問題與藥水商
一同再作 STUDY.
2.膜厚確認:
時間
膜厚
時間
6/26 20:30 0.37 6/27 02:30
6/26 21:30 0.35 6/27 03:30
4.洗槽后確認: 所有槽水的 PH 值大於 5. 槽別 清潔 水洗 微蝕 水洗 酸洗 水洗 OSP1 OSP2 純水洗 超音波水洗 純水洗
標準 >5 >5 >5 >5 >5 >5 >5 >5 >5
>5
>5
實測 6.1 6.2 6.1 6.1 6.3 6.4 6.2 6.7 6.1
6.4
6.1
判定 ok ok ok ok ok ok ok ok ok
預浸槽
PH
7~9
3.7 8.02
3.6 7.91
3.8 8.86
3.1 7.95
3.1 7.47
微蝕 速率
30~60 u" 59.33 48.6 52.11 42.11 46.25
藥水皆在掌控範圍內.
六.量產(6 月 26 日~~)
試量產 ok 后進行量產,直接取 wip 之料號板生產,工程 24 小時追蹤一個月,同時制訂 SOP.