nx cam fbm问题集以及注意点
CAM程式感到困扰以及犹豫事项
CAM程式感到困擾以及猶豫事項A.刀具安排猶豫1. 用平刀好或用球刀好粗銑(適用於高束加工)a.外形Z軸面為3D曲面,且Z軸深度低10mm可用球刀直接分層拉.b. Z軸加工較深(大於20)時用捨棄式平刀等高.c.在复雑的3D曲面加工中,為了方便計算殘料,可用球刀進行殘料切削.d.粗銑時Z軸的pitch值必須考慮到工件夾持的方式與穩固. 精銑a.頂部或底部為曲面時須用球刀.b. 能用球刀成型之側壁及斜面應優先考慮使用球刀.c.側壁為直壁或斜度及底部清角時須用平刀.d.大中平面禁止用球刀.e.修底面必須考慮到刀具是否為錐杆而去傷到側面.f.精銑前必須考慮是否還有多餘的殘料或角落未清,g.刀具若架長是宜用插銑,不能用繞銑.2. 大刀子好或用小刀子好a.粗加工時(石墨.銅.模板.模仁)應該盡可能考慮到用大刀.(選刀時應考慮其工件外形建議:面板母模D32R0.8 OR D25R0.8公模及鋁鎂合金面板400*400以下D32R0.8~D68R0.8400*400以上D68R0.8 OR D100R0.8)b. Z軸加工越深刀徑要越大,防止拉刀.1)刀珍的夾持要根據刀下降深度來決定,一般來說,刀具夾持越短越好,但必須考慮到刃長及使用時的剛性,若是D16加長還是D25一般型加工佳.2)修側壁30mm以內深度用D12, 大於30mm用D16 OR D20的刀.3) 刀具加長,應考慮使作加長杆,加長杆型號分兩種16,D37可夾刀徑從D3到D16c.加工工件受力情況,例如細小工件加工則要考慮盡量用小刀.(建議:較小工件應考慮刀刃長可達到即可. 例如:1*2*7(高)的電極用D3的刀,此訓電極用D3的刀不可Z 軸一刀到底防止拉傷.)d.加工工件的加工工藝流程及材料特性.(應力作用)(當後工段有熱處理時且凹槽較大占模仁工件1/3以上時考慮用小刀減少熱處理應力控制變形).例:500*500以內用D25R0.8ORD16R0.8)e.在深槽加工時不要一次將刀夾那麼長,須分兩刀走有助提高加工效率.g.在清角后,若是要進行精插或精銑,要避免下刀會讓刀具吃滿刀而過切.例:150mm的槽加工時先夾90mm長的刀加工,在夾150mm長的刀加工.(分成兩條程式)3.進刀量pitcha.據加工類別(粗銑. 中銑. 精銑). 建議25R0.8 Z=2.5 pitch=70%D D16R0.4 Z=2pitch=70%D D32R0.8(D35R0.8)Z=3 pitch=70%D D64R0.8Z=5 pitch=70%DD100R0.8Z=5 pitch=70%D. 若是軟材GR,Cu,S45C,AL可再提高Z軸pitch.b. 據工件精度要求(精度高時吃刀量相應減少). 建議3以下pitch=0.01~0.03mmD3~D8pitch=0.03~0.10 D10~20pitch=0.10~0.15 (精加工量)c.據深度(工件越深吃刀量越少). 建議:當深度大於刀徑4D時pitch減半S.F值降1/2.例如12的刀銑50mm深時pitch=0.05~0.07mm.d.據加工工藝(後工段須放電部位可放大pitch).建議:放電部位scallop=0.07~0.20.e.據加工材料特性(銅. 鋁合金. 鐵. 熱處理件).(參照刀具加工參數表)f.精修時盡量使用R10,R8精修刀片.g.銑銅時粗中精盡量使用鎢鋼鈦R5,R6球刀片.B.加工何種程度1. 母模加工,R角小於或等於1,深度在20mm以上須拆電極加工.2. 須電極放電的部位不須用小於R3或D6的刀清角.3. 加工前模仁加工於電極設計者共同檢討,作出各自加工區域的劃分.4. 外觀要求指定CNC或EDM成型部位.5.溝槽部位諾工件槽寬小於1mm深度大於4mm就須拆電極.6. 與QG人員協定加工部位拆電極的Z範圍或是留余量的多少.7. 如果有須要現場NC打預孔或修殘料的部分必須注明或是專門出圖紙標示.8. 工件成品和插破處不須留余量,靠破依鉗工指定區域留余量.9. 余量應依靠破面大小去取決大靠破面及外框有留余量.R角小於或等於時可以用現場自己手帶有R角特殊刀具進行加工.C.加工方法的取決猶豫1. 具有2D半以上且Z軸深度大於25的工件粗銑用cavity-mill.(加工較深工件時,逃料可分多次.大粗(D64~D100).粗(D25~D35).中(球刀).2. 斜面或3D曲面Z軸方向變化較為平順的用follow-pocket 或profile.a.禁用端刀插銑側壁b.使用球刀或UEX精刀可繞.插銑側壁.c.端刀使用時為清成直角,一般不用清角的地方一律用UEX刀.d.注意粗.中.細的余量禁止粗銑後就精銑.3. 側壁為不規則斜面或曲面的用插銑radial-cut.4. 底面為平面或側壁為直壁或斜度的用planar-mill.5. 頂部或底部R角用brundary繞銑.6.D12捨棄式粗銑刀為單粗銑刀,並不能以兩刃的條件來設加工件,若是粗銑電極刀不適用,D12捨棄式適用於清角.7.精銑接順部位要求一刀到底,禁止分層.8.不要直接就用小刀子修其整個底面.9.要去考慮且去分D32插銑刀與D36盤刀的分別.D32插銑: 刀杆直徑32,刀刃直徑<32;D36面銑:刀杆直36,刀刃直徑36.D.公差的抓取1. 粗加工時視余量多少在確保工件不過切的前提下放寬公差,以縮短運算時間.2. 精加工時模仁工件公差intol. Outol在0.003以內,電極在0.006以內.3.模仁加工粗銑留0.30~0.35 中銑0.07~0.10 電極加工粗銑0.20~0.30中銑0.10~0.15.熱理后的模仁中銑預留0.05~0.08即可.E.電極的抓備料1. 除W/E.DK和翻轉加工電極外,其余電極備料必須使用EROWA治具.2.電極須大於成品部位2~5mm備料.3.電極一般取中心為基準Z軸為原始位置不改變,若有翻轉加工電極須注明基準角加工.4. 3D電極備料中如果工件放電部位多而聚集在一處,可備一支大的電極料將其拆在一起,以縮短放電時間.5.若工件2D放電工位多且聚集在一處,也可以考慮備料將其拆在一起視為3D電極加工.6.電極備料須嚴格參照EROWA治具備料規格.7.任何3D電極都須標示放電基準角.F.粗加工取料法1. 用捨弃式等高,Z軸pitch 1~4mm.面銑刀 D100 S400 F200 Zpitch5~6D64 S600 F300 Zpitch4~5D36 S1000 F300 Zpitch2~3插銑刀 D32 S2000 F500 Zpitch3D25 S2100 F600 Zpitch2~32. 打下刀孔用粗銑刀,Z軸pitch 5~20mm.如果粗銑母模型腔時,盡可能用D25或D32捨棄式刀具先粗銑一下面銑刀的下刀點.3. 現場手動編程OR手搖.(工件頂有太多余量或不重要的2D平面有殘料時,須現場配合手動編程OR手搖.)4. 一刀到底挖槽 + 輪廓D17補正.須給刀具D徑的范圍.5. D36,D64,D50,D100此幾種為面銑刀,嚴禁垂直下刀,斜向進刀與螺旋進刀,唯一的就是從側邊進刀或在母模型腔銑一大於所用面銑刀D徑的圓為下刀點粗銑,這樣減少刀具的損壞與工件異常.G.裝夾方式程式單的架模圖應如下標明.a.使用何種治具包含EROWA.b.可量測之尺寸.c.中心位置.d.中心點到某一邊的絕對坐標,才可量測有無尋邊錯誤.H.補正程式的重點(注意事項).1. 是左補正(G41)還是右補正(G42).對於順銑,都是采用補正一般不采用.2. 補正一般與G01,G02,G03連用,一般不與G00一起使用.3. 補正可分為:a.帶刀補正:由程式人員取決,補正值只需輸入補正量,程式人員必須時刀具有所了解.b.補正:由現場取決刀具,補正要多加刀具半徑值,現場可依刀具的現況來判斷.c.其最終的目的皆一樣,保証其工工件尺寸在公差內.4. 補正一般用于2D尺寸,如模板模座的加工.5. 不要用圓弧進刀打補正,補正的路徑進刀都用直線.且只有單軸進刀,若是雙軸進刀,進刀路徑要與切削路徑垂直,且補正指令G41或G42下達后,會預讀到下面2的單節,若是下2個單節只有X或Y方面的單軸移動時就會過切,因要讀到X,Y才可.1.小圓點為下刀點.2.路徑1,2為輔助路線防止傷到工件與上述的防呆問題.3.路徑h要拉長刀直徑才可退補正較安全.6. 程式補正須列出補正刀具的直徑范圍.I.電極設計注意事項1. 拆電極時要注意電極的拆出長度,不要拉太長,若是放電深度是10mm,電極長只要拆12~13即可.2. 電極底部若是尖角,但不是放電部位,不用清角清幹淨,留0.5~0.1即可.3.電極的2D尺寸若要准,必須編寫補正程式.。
NX CAM过切问题处理及模具
Page 29
案例2(加工刀轨无过切,实际加工过切)
问题点
Page 30
案例3(NX常用参数设制问题)
Page 31
案例4(面加工)
问题点
Page 32
案例5(材料与刀路不匹配)
封胶口周 边出现锯 齿缺陷
Page 33
案例5(理论与实际误差问题)
加工结束 后出现理 论锐角位 置出现钝 角。
分析过切原因: 参数设制问题 或、模型数据
Page 22
解决方案
1、通过抽取 一般B曲面(过切部位相连位置) 2、通过补片功能将抽取的一般B曲面组合到模型
Page 23
新模型计算结果
Page 24
案例8(过切判断技巧)
图例刀路 过切位置
分析过切原因: 参数设制问题 或、模型数据、 模型限制问题
参数设 制问题
参数设制 最优化
Page 5
没有限制 刀路
有限制刀 路
案例2(平面加工过切)
过切
Page 6
案例1(加工参数设制)
过切位置,所有 周边高出轮廓都 有过切,如图箭 头红线区域
Page 7
问题及解决方案
过切参数设制 正确参数设制
过切 262处
正确0 过切
Page 8
案例3(清角刀路问题)
NX CAM过切问题处理
Page 1
案例1(选择限制与加工面不当造成程序过切)
加工加求 粉红色面为加工面 黄颜色面外围0.5MM为 不加工面
Page 2
案例1(选择不不当程序过切)
过切 位置
Page 3
问题及解决方案
选择限制区域错误
选择加工区域错误
正确
正确
UG CAM常见问题1

UG CAM常见问题1:什么是操作?答:操作中包含了生成一个刀轨所需的全部信息。
2:创建操作的目的是什么?答:创建操作的目的是存贮CAM的信息和生成刀轨。
3:操作信息存贮在哪里?答:操作信息存贮在部件文件(.prt)中。
4:一个操作可以生成多少个刀轨?答:只有一个。
5:当加工零件上的平面时,选择何种操作类型?答:当加工几何体上的平面时,选择操作类型的原则是使用平面铣。
6:当粗加工曲面类的零件时,选择何种操作类型?答:当粗加工曲面类的几何体时,选择型腔铣操作。
7:当精加工曲面类的零件时,选择何种操作类型?答:当精加工曲面类的零件时,选择固定轴曲面轮廓铣操作。
8:在加工装配件中是否包含实际的几何体?答:一般情况下,加工装配件中没有实际的几何体,但是有时也可以包含毛坯几何体。
9:创建和使用加工装配件的目的是什么?答:创建和使用加工装配件,可以使不同的部门共同使用各个部件文件,这些部件文件是写保护的。
这样可以保护部件文件的数据,避免不必要的重复建模,节省磁盘空间和内存。
10:在加工装配件时使用的是什么方法?答:使用的是主模型方法。
11:在打开一个部件文件,创建操作时,是否每次都需要选择加工环境?答:如果打开的这个部件文件中没有任何加工的信息,或是第一次进入加工应用,则需要选择加工环境,当一个部件文件中已经存在操作或加工信息时,就不需要再选择加工环境。
12:进入加工应用模块后,UG界面中有那些对话框是加工应用所特有的?答:进入加工应用模块后,创建对话框,操作导航工具是加工应用特有的也是常用的对话框。
13:创建对话框可以创建哪些加工对象?答:创建对话框可以创建操作、刀具、几何体、方法和程序。
14:操作导航工具有哪几种视图显示方式?答:操作导航工具有四个视图:程序顺序、刀具、几何体和加工方法。
?15:刀轨输出是按照哪个视图的顺序?答:刀轨按照程序顺序视图中的顺序输出。
16:为什么要在创建操作前先要创建程序、刀具、几何体和方法等父节点组?答:在创建操作前先创建程序、刀具、几何体和方法等父节点组的好处一是可以减小部件文件的大小,二是在只需要选择对应的父节点组即可快速容易地创建多个操作。
UG NX CAM通用参数设置简介_2015

选刀所需数模信息
粗、精加工工艺过程
选加工余量所需信息
加工材料; 表面粗糙度; 尺寸公差;
◊ 工序数量; ◊ 操作类型; ◊ 余量定义;
1.3 CAM 概述 CAM操作 流程
1.4 CAM概述 - 刀具和零件相对运动形式
(切削刀路和非切削运动)
1.5 CAM概述 – 固定轴与可变轴区别
5.8 重要参数 – 平面铣的材料侧(开放边界)
刀具 起点
封闭边界(部件); 材料侧为外部;
开放边界,材料侧为右侧; 判断准则: 朝着箭头前进方向看: 左侧就是边界的左边; 右侧就是边界的右边;
6.1 其他参数 – 层到层(用于深度铣)
使用转移方法:
各刀路完成后,抬 刀至安全平面;
ZLEVEL_C ORNER
2.3 操作类型- 曲面轮廓铣(1)
子类型 英文名称
FIXED_CO NTOUR
中文名称
固定轴曲面轮 廓铣
含义和作用
最主要子类型; 沿部件轮廓去除材料 以选定的曲面或者切削 区域; 常用于半精加工和精加 工; 以切削单个驱动曲面或者 驱动曲面,产生排列有序 的矩形栅格刀路;
UG NX CAM 通用参数 设置方法的介绍
江苏大学 沈春根
2005年第1版本 2015年第5版本
目 录
1. CAM概述
2. 操作类型
3. 几何体类型 4. 切削模式
5. 重要参数
6. 其他参数
1.1 CAM概述 - UG CAD/CAM总体思路
三维建模或者导入数模 切削过程仿真
三维数模分析、构建毛坯(可选)
4.5 切削模式5- 单向和往复平行加工
往复; 以一系列相反方向的平 行直线刀路切削; 同时向一个方向行进; 允许刀具在步进过程中 连续进刀。
线路板CAM制作常见问题总结
电镀面积
注意公英制
锣槽开窗
沉孔线路和阻焊处理
沉孔面按沉孔孔径做,另一面按通孔孔径做
锣带问题
锣带问题
锣带问题
锣带问题
CAM
常见问题总结
除尘孔
两孔间距较近时为防止后钻的孔带出的 灰尘堵塞前边钻的孔,造成不良,通常 MI都会将连孔分刀,且加除尘孔,此时 需要注意,除尘孔必须加在先钻的孔 里,而不是加在后钻的孔里
除披峰孔添加方法
干
干膜碎
干膜碎
破孔
破孔
破孔
多铜皮短路
铜皮掏开路
独立线补偿
独立线补偿
二钻孔孔环
PTH槽孔环
PTH槽线路层制做: 原稿有焊环的:喷锡板必须把焊环加到0.3mm以上,沉金板 正常制做 原稿没有焊环的按加比槽小单边0.1mm的挡点制做.(不区 分表面处理).
一次铣槽线路阻焊制做
一次铣槽线路阻焊制做
线幼
线路检测时一定 要注意这两项
开路
此处掏
铜皮掏开路
铜皮掏开路
铜皮掏开路
铜皮掏开路
蚀刻字线宽太细
蚀刻字线宽太细
邮票孔位置错
出错片
流程从图形直接到蚀刻,没有图形电镀或图形镀铜流程 时,外层线路要出负片
无环PTH孔漏加挡点
无环PTH孔漏加挡点
无环PTH孔漏加挡点,结果做成NPTH孔
此问题用GENESIS 的检测功能就可以 检测的到
cam文件制作注意事项及错误案例
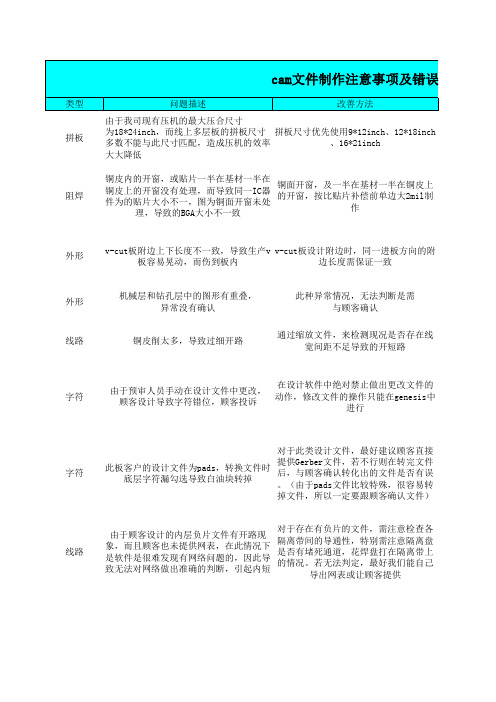
拼板由于我司现有压机的最大压合尺寸为18*24inch,而线上多层板的拼板尺寸多数不能与此尺寸匹配,造成压机的效率大大降低拼板尺寸优先使用9*12inch、12*18inch、16*21inch阻焊铜皮内的开窗,或贴片一半在基材一半在铜皮上的开窗没有处理,而导致同一IC器件为的贴片大小不一,图为铜面开窗未处理,导致的BGA大小不一致铜面开窗,及一半在基材一半在铜皮上的开窗,按比贴片补偿前单边大2mil制作外形v-cut板附边上下长度不一致,导致生产v板容易晃动,而伤到板内v-cut板设计附边时,同一进板方向的附边长度需保证一致外形机械层和钻孔层中的图形有重叠,异常没有确认此种异常情况,无法判断是需与顾客确认线路铜皮削太多,导致过细开路通过缩放文件,来检测现况是否存在线宽间距不足导致的开短路字符由于预审人员手动在设计文件中更改,顾客设计导致字符错位,顾客投诉在设计软件中绝对禁止做出更改文件的动作,修改文件的操作只能在genesis中进行字符此板客户的设计文件为pads,转换文件时底层字符漏勾选导致白油块转掉对于此类设计文件,最好建议顾客直接提供Gerber文件,若不行则在转完文件后,与顾客确认转化出的文件是否有误。
(由于pads文件比较特殊,很容易转掉文件,所以一定要跟顾客确认文件)线路由于顾客设计的内层负片文件有开路现象,而且顾客也未提供网表,在此情况下是软件是很难发现有网络问题的,因此导致无法对网络做出准确的判断,引起内短对于存在有负片的文件,需注意检查各隔离带间的导通性,特别需注意隔离盘是否有堵死通道,花焊盘打在隔离带上的情况。
若无法判定,最好我们能自己导出网表或让顾客提供线路顾客设计的短线头与附近的贴片很近(间距>1mil),工程直接将其连接起来,没有跟顾客确认,导致客诉对于顾客设计的短线头,或距离附近的物件<1mil时,且顾客没有特别说明时,可以直接连接。
若不能判断网络或连接会出现短路,需与顾客确认外形顾客设计的拼板文件杂乱难以辨认外形,工程人员没有确认直接按照自己的想法制作,导致拼板外形做错,客户投诉顾客给的机械层外形无法便认识时,一定要与顾客确认,并让其重新提供资料。
UGNX的CAM教程
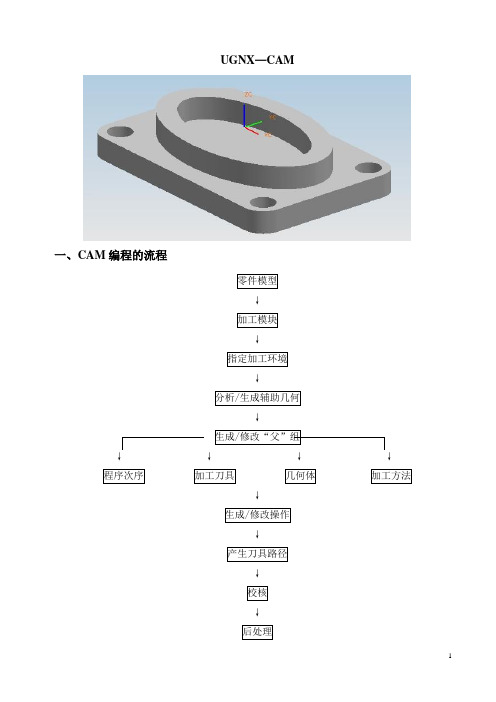
UGNX—CAM一、CAM编程的流程零件模型↓加工模块↓指定加工环境↓分析/生成辅助几何↓生成/修改“父”组↓程序次序加工刀具几何体加工方法↓生成/修改操作↓产生刀具路径↓校核↓后处理二、进入CAM加工模块1、从主菜单选择[应用]→[加工]或从工具条中选加工图标,就进入加工模块。
此时会出现[加工环境]对话框。
2、[加工环境]对话框的设置就是选择不同的CAM操作类型。
[CAM会话配置]是指定零件(模型)以何种制造方法来加工。
[CAM]设置是在制造方式中指定加工设定的默认值文件,也就是选择一个加工模板文件。
[CAM]设置栏的内容会随[CAM会话配置]中选项的不同而显示对应的模板文件。
在[加工环境]对话框的[CAM会话配置]表中选cam---general。
cam---general包含了全部通用的加工操作类型,所以通常均选其作为CAM的进程配置。
选择cam---general的[CAM]设置栏的内容为下图:3、[加工环境]对话框中的CAM设置,mill_planar(这一加工类型包括了所有2.5轴的铣削加工)mill_contour(这一加工类型为3轴铣削加工)mill_multi_axis(这一加工类型为多轴铣)drill(这一加工类型为钻削加工)hole_makingtuming(这一加工类型为车削加工)wire_edm(这一加工类型为线切割电加工)如果文件是第一次进入加工模块且并没有生成任何加工对象,则会显示[加工环境]对话框。
如果在完成加工环境的初始化后,再重新进入加工模块时,系数不再弹出[加工环境]对话框。
如果在完成加工环境的初始化后,再重新进入加工模块时,系数不再弹出[加工环境]对话框。
若要重新指定加工环境,必须先删除当前的加工环境。
方法是从主菜单[工具]→[操作导航器]→[删除设置],弹出[设置删除确认]对话框,单击确认。
4、针对此零件的加工工艺特征,在[CAM会话配置]框中选cam---general,在[CAM]设置栏中选mill_planar。
UGCAM常见问题1
UG CAM常见问题1:什么是操作?答:操作中包含了生成一个刀轨所需的全部信息。
2:创建操作的目的是什么?答:创建操作的目的是存贮C AM的信息和生成刀轨。
3:操作信息存贮在哪里?答:操作信息存贮在部件文件(.prt)中。
4:一个操作可以生成多少个刀轨?答:只有一个。
5:当加工零件上的平面时,选择何种操作类型?答:当加工几何体上的平面时,选择操作类型的原则是使用平面铣。
6:当粗加工曲面类的零件时,选择何种操作类型?答:当粗加工曲面类的几何体时,选择型腔铣操作。
7:当精加工曲面类的零件时,选择何种操作类型?答:当精加工曲面类的零件时,选择固定轴曲面轮廓铣操作。
8:在加工装配件中是否包含实际的几何体?答:一般情况下,加工装配件中没有实际的几何体,但是有时也可以包含毛坯几何体。
9:创建和使用加工装配件的目的是什么?答:创建和使用加工装配件,可以使不同的部门共同使用各个部件文件,这些部件文件是写保护的。
这样可以保护部件文件的数据,避免不必要的重复建模,节省磁盘空间和内存。
10:在加工装配件时使用的是什么方法?答:使用的是主模型方法。
11:在打开一个部件文件,创建操作时,是否每次都需要选择加工环境?答:如果打开的这个部件文件中没有任何加工的信息,或是第一次进入加工应用,则需要选择加工环境,当一个部件文件中已经存在操作或加工信息时,就不需要再选择加工环境。
12:进入加工应用模块后,UG界面中有那些对话框是加工应用所特有的?答:进入加工应用模块后,创建对话框,操作导航工具是加工应用特有的也是常用的对话框。
13:创建对话框可以创建哪些加工对象?答:创建对话框可以创建操作、刀具、几何体、方法和程序。
14:操作导航工具有哪几种视图显示方式?答:操作导航工具有四个视图:程序顺序、刀具、几何体和加工方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Note:oper.Maximum_Depth_Distance = mwf.THREAD_LENGTH此句作用如上图所示,钻头头部有一段距离是倒角。
根据实际情况进行修正。
Note:
Add-on Type Class
Problem:
的lwf为BLANK,怎么对特征STEP1HOLE操作时,还会选择这
个判断呢?
Problem:
oper.Maximum_Depth_Distance = mwf.DEPTH + constant.Thru_Hole_Clearance oper.Through_Clearance = constant.Thru_Hole_Clearance
oper.Allow_Oversize_Tool = "true"
oper.Oversize_Tool_Percent = 100.0 * mwf.DIAMETER_1_UPPER /mwf.DIAMETER_1 要控制Thru_Hole_Clearance这个参数。
Problem:
书上第三章Spot Drill 有问题,xml文件导出为uu、uu-2。
Problem:
UserFeature里面没有MyMagentaFeature
Problem:刀具库如何建立:
四、teach Oper问题:
Teach以后刀路不一样
刀轨设置也不一样,如下参数不一样:
面铣不能使用teach吗?
Teach Opera时,出现以下警告:
============================================================
信息列表创建者:UC
日期:2012/9/20 15:31:18
当前工作部件:E:\nc_prt\S125036-C04PPERFP10_A.prt
节点名:uc-pc
============================================================
WARNING: Type clash: FaceMilling.Adjust_Region: Enum_left_right_type (Left=4,Right=3) = Tma.Integer[1]
WARNING: Type clash: FaceMilling.Blank_Geometry_Type: Enum_left_right_type (Left=4,Right=3) = Tma.Integer[1]
WARNING: Type clash: FaceMilling.Material_Side: Enum_Material_Side (Left=1,Right=2) = Tma.Integer[0]
ERROR: Unknown class: 'MILL_ORIENT' (Geometry Type)
我后来录制的设置Stepover 最大距离为3.5
原来的stepover固定值最大距离为3(本应该为刀具6的一半)
3\连续的特征如何去录制
4\ problem:
视频中
MILL_AREA_6怎么出现的啊
2\MILL_AREA确定切削区域。