基于西门子801梯形螺纹的编程与加工
数控车床上加工梯形螺纹

数控车床上加工梯形螺纹内容摘要:在数控车床上加工梯形螺纹是一个全新的课题,本文通过对梯形螺纹加工的工艺分析和加工方法的研讨,探索出一套可以在数控车床上加工出合格梯形螺纹的方法在普通车床的生产实习过程中,加工梯形螺纹课题是最基本的实习课题,但在数控车床实习过程中,常常由于加工工艺方面的原因,却很少进行梯形螺纹的加工练习,甚至有人提出在数控车床上不能加工梯形螺纹,显然这种提法是错误的.其实,只要工艺分析合理,使用的加工指令得当,完全可以在数控车床上加工出合格的梯形螺纹.一、梯形螺纹加工的工艺分析1.梯形螺纹的尺寸计算梯形螺纹的代号梯形螺纹的代号用字母“Tr”及公称直径×螺距表示,单位均为mm。
左旋螺纹需在尺寸规格之后加注“LH”,右旋则不用标注。
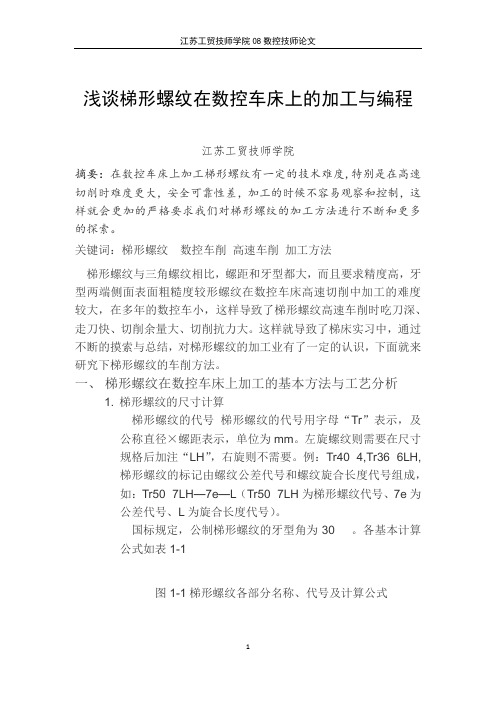
例如Tr36×6,Tr44×8LH等.国标规定,公制梯形螺纹的牙型角为30°.梯形螺纹的牙型如图(1),各基本尺寸计算公式如表1—1。
图1 梯形螺纹的牙型2。
梯形螺纹在数控车床上的加工方法直进法螺纹车刀X向间歇进给至牙深处(如图2a)。
采用此种方法加工梯形螺纹时,螺纹车刀的三面都参加切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重.当进刀量过大时,还可能产生“扎刀”和“爆刀”现象。
这种方法数控车床可采用指令G92来实现,但是很显然,这种方法是不可取的。
斜进法螺纹车刀沿牙型角方向斜向间歇进给至牙深处(如图2b)。
采用此种方法加工梯形螺纹时,螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起“扎刀”现象。
该方法在数控车床上可采用G76指令来实现。
交错切削法螺纹车刀沿牙型角方向交错间隙进给至牙深(如图2c)。
该方法类同于斜进法,也可在数控车床上采用G76指令来实现。
切槽刀粗切槽法该方法先用切槽刀粗切出螺纹槽((如图2d),再用梯形螺纹车刀加工螺纹两侧面。
这种方法的编程与加工在数控车床上较难实现.表1—1 梯形螺纹各部分名称、代号及计算公式名称代号计算公式P 1.5~5 6~12 14~44 牙项间隙a ca c0.25 0.5 1大径d、D4d=公称直径,D4=d+a c中径d2、D2d2=d—0。
浅谈梯形螺纹在数控车床上的加工与编程
浅谈梯形螺纹在数控车床上的加工与编程江苏工贸技师学院摘要:在数控车床上加工梯形螺纹有一定的技术难度,特别是在高速切削时难度更大,安全可靠性差,加工的时候不容易观察和控制,这样就会更加的严格要求我们对梯形螺纹的加工方法进行不断和更多的探索。
关键词:梯形螺纹数控车削高速车削加工方法梯形螺纹与三角螺纹相比,螺距和牙型都大,而且要求精度高,牙型两端侧面表面粗糙度较形螺纹在数控车床高速切削中加工的难度较大,在多年的数控车小,这样导致了梯形螺纹高速车削时吃刀深、走刀快、切削余量大、切削抗力大。
这样就导致了梯床实习中,通过不断的摸索与总结,对梯形螺纹的加工业有了一定的认识,下面就来研究下梯形螺纹的车削方法。
一、梯形螺纹在数控车床上加工的基本方法与工艺分析1. 梯形螺纹的尺寸计算梯形螺纹的代号梯形螺纹的代号用字母“Tr”表示,及公称直径×螺距表示,单位为mm。
左旋螺纹则需要在尺寸规格后加注“LH”,右旋则不需要。
例:Tr40×4,Tr36×6LH,梯形螺纹的标记由螺纹公差代号和螺纹旋合长度代号组成,如:Tr50×7LH—7e—L(Tr50×7LH为梯形螺纹代号、7e为公差代号、L为旋合长度代号)。
国标规定,公制梯形螺纹的牙型角为30°。
各基本计算公式如表1-1图1-1梯形螺纹各部分名称、代号及计算公式2.梯形螺纹加工的基本方法(1)直进法。
螺纹车刀X向间歇进给到牙深处。
采用这种方法加工梯形螺纹时,螺纹车刀的三面都参加了切削,这样会导致加工是排削困难,切削力和切削热增加,刀尖磨损严重。
如果进刀量大时,有可能会出现“扎刀”现象。
这种方法在数控车床里用指令G92和G32来实现。
例:G32/G92单段螺纹切削指令G32/G92X(U)Z(W) FX(U)Z(W)为螺纹种点的坐标,F为导程。
G32/G92属于直进式切削方法,加工程序编写繁琐,工作量大。
(2)斜进法。
梯形螺纹轴的数控加工工艺设计
目录摘要 (3)1.绪论 (5)1.1课题的发展背景及意义............................................................3 1.2数控加工的特点..................................................................42.蜗杆轴的加工工艺分析 (8)2.1分析零件图 (8)2.2蜗杆轴的技术要求分析 (9)2.3毛坏的确定 (10)2.4工艺分析及主要加工表面 (11)2.5选择定位基准 (15)2.6确定零件加工步骤 (15)3.切削用量的选择 (18)3.1 主轴转速的确定 (18)3.2背吃刀量的确定 (18)3.3 进给速度的确定 (18)4.机床的选择及参数 (20)4.1 数控机床型号选择及主要参数 (21)4.2车床加工前的调整及常见检查 (23)5.填写加工工艺文件 (24)参考文献 (28)后记 (29)摘要数控技术在当今机械制造业中的重要地位和巨大效益,显示了它在国家基础工业现代化中的战略性作用,并已成为传统机械制造工业提升改造和实现自动化、柔性化、集成化生产的重要手段和标志。
随着我国工业化程度的不断提高,企业之间的竞争不断激烈.这就要求各企业必须提出合理的生产方案和科学的工艺分析,在有限的资源中和有效的时间内能够合理利用设备,降低成本来提高生产效率,从而获取更多的利润。
本设计通过分析蜗杆轴的使用性能和技术要求确定毛坯材料、毛坏大小、热处理要求。
然后,分析轴的工艺特点,主要加工表面,(其中有车削、铣削、磨削)及其有哪些技术要求并提出解决方法。
最后根据分析选择需要的机床、刀具、夹具、量具、冷却液等及其相关参数,确定加工工艺路线,最后编写机械加工工艺文件。
关键词:生产效率蜗杆轴工艺分析工艺设计参数AbstractCNC technology in today's machinery manufacturing industry in an important position and great benefits, demonstrating its national infrastructure in the strategic role of industrial modernization, and has become the traditional mechanical manufacturing industry to enhance the transformation and realization of automation, flexible, integrated production of the important the means and logo. With the continuous improvement of China's industrialization level, continued intense competition among enterprises. It demands that all companies must provide a reasonable production programs and the scientific process analysis, the limited resources and the effective period of time can be a reasonable use of equipment, lower costs to increase production efficiency in order to gain more profits.This design by analyzing the worm shaft to determine the use of performance and technical requirements of rough material, bad hair size, heat treatment requirements. Then, the analysis of shaft technology features, the main processing surface, (including turning, milling, grinding) and What are the technical requirements and propose solutions. Finally selectthe analysis of machine tools, cutting tools, fixtures, gauge, coolant, etc. and their associated parameters to determine the processing technology line, and finally the preparation of machining process file.Key words: production efficiency worm shaft Process Analysis Process Design Parameters1 绪论1.1课题的发展背景及意义零件加工工艺毕业设计是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。
梯形螺纹的加工程序研究
梯形螺纹的加工程序研究【摘要】梯形螺纹在数控车床上的加工是一个难点,本文通过对FANUC-0i 系统数控车床螺纹的加工指令的分析、研讨,根据直进法和斜进法加工螺纹的进刀特点创造出多种梯形螺纹加工程序,探索出一套合适的多头螺纹方法及加工程序。
【关键词】梯形螺纹螺纹加工指令程序编制1引言随着现代工业的发展,数控机床越来越普及,很多原来在普通车床上加工的零件都转移到数控车床上时行加工,以满足高精度和高效率的要求。
例如,梯形螺纹也可以在数控车床上实现切削加工,但由于梯形螺纹由于螺距大、切削余量大,因些切削力也大且及容易扎刀崩刃,所以其车削方法相比普通三角形螺纹也较复杂性。
数控车床上高速加工螺纹和普通车床低速加工螺纹的进刀方法是一样的,一般分为直进法、斜进法和左右切削法三种。
如何根据梯形螺纹在普通机床上的加工原理,利用数控加工程序来实现呢。
笔者根据实际加工研究,对直进法和斜进法加工探索出了一整套程序简单、加工安全、质量可靠方便易行的加工方法。
下面就以一加工实例来介绍如何在FANUC-0i系统的数控车床上实现梯形螺纹加工程序的编写。
2螺纹加工指令2.1 等导程螺纹切削G32。
功能:可以用来加工圆柱螺纹、锥螺纹、和端面螺纹,每次加工完成刀具停在螺纹终点。
格式:G32X(U)Z(W)F;说明:X (U)Z(W)指的是每次螺纹循环加工的终点坐标绝对值(增量值);F指的是所加工螺纹的导程。
2.2 螺纹切削循环G92。
功能:适用于对圆柱螺纹和锥螺纹进行循环切削,每指定一次,螺纹切削自动进行一次循环,每次加工完成刀具停在螺纹循环起点。
格式:G92X(U)Z(W)RF;说明:X(U)Z(W)指的是每次螺纹循环加工的终点坐标绝对值(增量值);R指的是螺纹加工的起点与终点的半径差;F指的是所加工螺纹的导程。
2.3 螺纹切削复合循环G76。
功能:该指令用于多次自动循环车削螺纹,数控加工程序中只需指定一次,并在指令中定义好有关参数,则能自动进行加工,车削过程中,除第一次车削深度外,其于各次车削深度自动计算。
梯形螺纹加工方法

梯形螺纹加工方法梯形螺纹加工方法指的是在机械加工中如何加工梯形螺纹。
梯形螺纹是一种常见的螺纹形状,通常用于传动装置,例如螺旋升降机、螺旋传动器等。
下面我将详细介绍梯形螺纹加工的方法及其过程。
梯形螺纹加工方法主要包括以下几个步骤:1. 设计螺纹参数:首先需要根据实际需要,确定梯形螺纹的参数。
常见的参数包括螺距、公称直径、螺纹角等。
2. 选择加工工艺:根据工件的材料、尺寸和精度要求,选择合适的加工工艺。
常见的梯形螺纹加工工艺包括车削、整体铣削和拉削等。
3. 车削加工:车削是一种常用的梯形螺纹加工方法。
首先,将工件固定在车床上,并安装好车刀。
然后,根据设计的螺纹参数,在车床上进行螺纹车削。
车削时需要注意控制进给速度和转速,以确保车削出的螺纹符合设计要求。
4. 整体铣削加工:整体铣削是指将工件放在铣床上,通过刀具的旋转切削来加工螺纹。
整体铣削加工相对车削加工来说更适用于大尺寸的梯形螺纹。
在加工过程中,需要根据螺纹参数选择合适的刀具,并按照设计要求进行切削。
5. 拉削加工:拉削是一种通过拉刀切削的加工方法,适用于大批量的梯形螺纹加工。
在拉削过程中,需要使用特殊的拉削机床和夹具,将工件夹紧后,通过拉刀对工件进行切削。
拉削加工具有高效快速的特点,但对设备和操作要求较高。
在进行梯形螺纹加工时,还需要注意以下几点:1. 刀具选择:根据螺纹参数和工件材料的不同,选择合适的刀具。
通常情况下,梯形螺纹加工常使用梯形滚刀或螺旋插刀。
2. 机床设备调整:根据加工方法的不同,调整机床的切削速度、进给速度和刀具位置等参数,以保证加工质量和效率。
3. 切削液使用:在加工过程中使用切削液可以降低切削摩擦、冷却工件和刀具,提高加工质量和刀具寿命。
总结:梯形螺纹加工是机械加工中常见的一种加工方法。
根据不同的应用需求,可以选择车削、整体铣削或拉削等不同的加工方法。
在加工过程中,需要根据螺纹参数选择合适的刀具和机床设备,并合理设置工艺参数,以达到预期的加工效果。
数控加工过程中梯形螺纹的加工工艺与程序设计
数控加工过程中梯形螺纹的加工工艺与程序设计摘要梯形螺纹加工已经成为目前主要的一种数控加工工艺,但是,由于这种加工工艺的程序设计比较复杂,在实际操作中具有很大的难度。
本文介绍梯形螺纹数控加工方法的具体应用,并简单了解这种加工工艺的程序设计,希望帮助有关工作人员更好、更全面地掌握这种加工工艺的操作方法,提高使用效率。
关键词数控加工;梯形螺纹;加工工艺;程序设计随着现代化社会的不断发展,我国制造业在不断发展,研发了很多新的元器件,从而使得一种新型的数控加工工艺被开发和使用,即梯形螺纹数控加工法。
这种加工工艺主要考虑梯形螺纹的精准度,这主要是由于螺纹牙形深度大,且牙形角度小,能与数控机床中的梯形母螺相匹配。
因此,这种工艺被广泛应用于数控机床加工过程中,用以提高数控机床加工的质量和效率,为企业实现更多的经济效益。
1 数控加工过程中的梯形螺纹加工工艺1.1新型梯形螺纹加工工艺与传统的螺纹加工工艺传统的梯形螺纹数控机床加工工艺是采用直接进入,然后再左右切割,制成成品,这种方法很容易出现扎刀现象,而且机床生产效率很低。
而新型的梯形螺纹数控加工工艺程序设计更加科学规范,采用现代化的计算机技术,使用软件对工艺程序进行设定,其加工过程中先对机床的精度进行检查,然后对元件进行多程序的加工。
新的梯形螺纹加工工艺从编程、受力分析以及背吃力量等几个方面都比传统的加工工艺具有优势和积极推广的意义。
1.2新型梯形螺纹加工工艺首先,对数控机床的精准度进行调整,然后将选定的加工材料放入数控机床中,在加工前,工作人员必须要对机床的精度进行检验,确保机床加工的精准度,使之能满足梯形螺纹加工的需求。
其次,工作人员应该使用规范的装夹方式和机床车削方法,一般我们使用的装夹方法就是在工件的一端使用三爪盘夹持,另一端用顶尖将其顶住,将机床装夹的一端设计成为台阶式,以防止加工过程中工件轴震动而导致机床在加工过程中的精度得不到保证,从而对梯形螺纹造成一定的误差。
梯形螺纹程序的编制

梯形螺纹的程序编制**:**班级:074101学号:38****:***(江苏盐城技师学院邮编:224000)2010-3-1梯形螺纹的程序编制[摘要]:螺纹加工在S I E M E N S802D车床上加工相对简单,三角螺纹加工采用C Y C L E97功能指令及相关参数。
而梯形螺纹在普通车床加工时加工精度要求很高,花费时间较长,在这里我简单介绍下在数控车床上用宏程序加工螺纹,来提高加工效率。
[关键词]:工艺因素加工质量程序编制。
数控车床主要是加工轴类等零件,主要集中在外圆柱、外圆锥、螺纹、切槽、内孔等。
不同的数控系统编程它的指令代码也不同,因此应根据不同的设备类型进行编程。
以S I E M E N S802D 为例:图1一、工艺路线分析上图的加工难点主要是T r32×6-7e的梯形螺纹,要避免刀具扎刀,影响零件的质量。
同时应该考虑以下几个方面:确定工艺路线。
●选择工件坐标系。
●合理选用刀具。
●选择合理的切削用量。
●切削液的选择。
1.确定工艺路线为了保证零件左端的加工精度和同轴度,需采用一夹一顶的方式加工,确保零件左端在一次装夹中完成,完成零件左端后继续采用一夹一顶夹住零件左端梯形螺纹完成零件右端M30×1.5-6g外螺纹和凹圆弧在一次装夹中完成,同时为了保证梯形螺纹的表面粗糙度将螺纹表面裹层铁皮进行加工。
2.选择工件坐标系利用三爪自定心卡盘将零件进行定位和夹紧,对刀点是以零件的端面为坐标原点,以利于零件的加工.3.合理选择刀具为了保证零件的加工精度和表面粗糙度,零件在粗、精加工时应采用不同的切削用量。
为了缩短换刀和对刀的时间,应尽量选择合理的刀具进行加工。
根据图1应选择的刀具有90度车刀、球刀、切槽刀、三角螺纹刀、梯形螺纹刀等。
4.切削用量的选择外圆的背吃刀量为单边1m m,粗车主轴转速为800r/m i n,进给速度为0.2m m/r,精车主轴转速为1200r/m i n,进给速度为0.1m m/r,内孔背吃刀量为单边0.4m m,粗车主轴转速为650r/m i n,精车主轴转速为800r/m i n,切槽主轴转速为400r/m i n和车螺纹时主轴转速为600r/m i n,进给速度为0.15m m/r。
梯形螺纹加工方法

梯形螺纹加工方法
梯形螺纹是一种常见的螺纹形式,常用于机械连接和丝杠传动中。
以下是一种常见的梯形螺纹加工方法:
1. 材料准备:选择合适的金属材料,并根据设计要求将其切割或锯割成需要的长度。
2. 选取合适的加工设备:常用的加工设备包括车床和铣床等。
根据工件尺寸和形状的不同,选择合适的加工设备。
3. 制定加工方案:根据设计要求和工件形状,制定加工方案,包括切削深度、切削速度和进给速度等参数。
4. 夹紧工件:将工件夹紧在加工设备上,确保工件稳固。
5. 切削操作:根据加工方案进行切削操作。
对于梯形螺纹,通常使用专用的切削刀具,如螺纹刀具或丝扣刀具。
6. 加工精度控制:在加工过程中,需要不断检查和调整加工参数,确保加工精度和尺寸的准确性。
7. 清洁和修整:在加工完成后,清洁工件表面,并进行必要的修整工作,以确
保螺纹质量。
8. 检验和质量控制:对加工完成的工件进行检验,包括螺距、螺纹角度和螺纹深度等。
确保达到设计要求和质量标准。
以上是一种常见的梯形螺纹加工方法,具体的加工步骤和参数会根据具体情况和加工设备的不同而有所差异。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
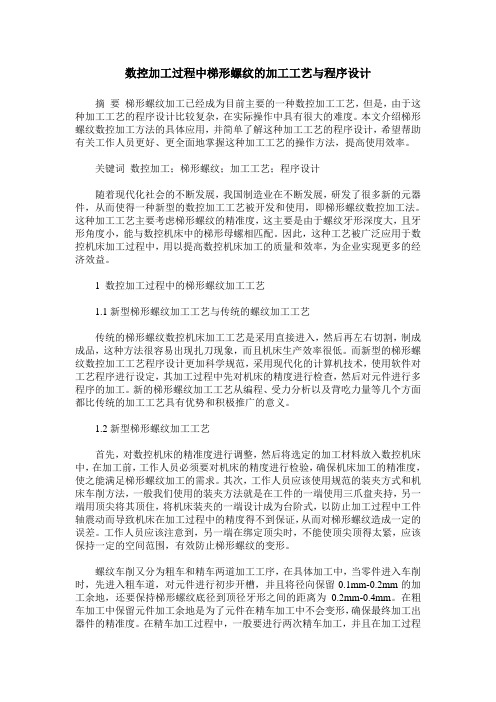
图 1 梯 形 螺 纹 车 削 的 4种 进 刀 方 法
1 梯 形 螺 纹 的 车 削 方 法
车 直槽 法 : 如图 1 ( c ) 所示 , 选 车 刀 头 略 小 于 牙 底 槽 宽 的 矩 形 车 刀 ,采 用 径 向直 进 粗 车 出 螺 旋 槽 至 小径 尺 寸 ( 单 边 留有 0 . 2 ~ 0 . 3 mm 的余 量 ) , 然 后 换 用 左 右 偏 刀 轴 向进 刀 粗 车 两 侧 ,最 后 用 精 车 刀
0 引 言
梯 形 螺 纹 作 为 传 动 螺 纹 , 在 各 种 设 备 上 或 者
毛, 不 易得 到较好 的表 面质量 , 并 容 易 产 生 扎 刀 现 象[ 5 1 。因 此 , 它只适合 车削螺距 较小的梯形螺 纹 。
左 右切 削法 : 如图 1 ( b ) 所示 , 除径 向进 刀外 ,
图 5所 示
7 + 2 R , , 如
削法的运动轨迹 简单 。
l 兰 堕 三 竺f ’
直 径 方 向 螺 纹 车 削
左边余量循环条件 3
== =] [二 二
— — — — — — — — 一
者 实 际工 作 和 教 学 经 验 进行 总结 和完 善 。
关 键 词 :梯 形 螺 纹 ;左 右 切 削 ;宏 程 序
中 图分 类 号 :T P 3 1 1
文 献 标 志 码 :A
文 章 编 号 :1 6 7 1 — 2 1 5 3 ( 2 0 1 4 ) 0 3 — 0 0 8 0 — 0 4
图 4 余 量计 算 表不
3 . 2 编 程分 析
2 数控 车 削梯 形 螺 纹 方 法 的选 用
据 上述分 析 ,在 西 门子 8 0 1数控 车床 车削梯 形螺 纹采 用 “ 分层 车 削法 “ 比较合适 。 “ 分层 法 ” 不 是 一次性 把螺纹 槽切 出来 ,而是把 牙槽分 成若 干 层, 转化 为若 干个 较 浅的多个 梯形 槽进行 切 削 , 从 而 降低车 削难度 。每一 层先 采用直 进再左 右 车削
2 01 4 年
6 月
宁 波 职 业 技 术 学 院 学 报
J o u r n a l o f Ni n g b o P o l y t e c h n i c V o 1 . 1 8 N o . 3
第 1 8卷 第 3期
基 于西 门子 8 0 1 梯 形螺 纹 的编程 与加工
同时还需 轴 向左 右微量 进 给 , 直 到牙形 完全 车好 。
用左 右法 切削 时 , 防止车 刀三个切 削 刃 同时切削 ,
不易 产生振动 和扎刀现象嘲 。
工梯 形螺纹进 行总结 和完善 。结果 表明 , 只要合 理 运用加 工方法 ,完 全可 以在数控 车床 上加 工 出合 格的梯形螺 纹 。
的方法 , 由于左 右切 削时槽 深不变 , 刀具 只须做 向 左 或 向右 的进 给 ( 如 图 2所 示 ) , 因 此 它 比 左 右 切
现 分 层 切
削和左 右切削 。 利用 G 3 3螺纹 加工指令 , 左 右切削
时只须 将起 点移 到 点 R 1 0 + R 1 + Rn或 者 R 1 『 R1 4 一 R 就 可 以实 现 。 分层 切削是通 过变量 R , = R 3 一 R 实现, 每 层 中 螺 纹 的 坐 标 不 变 , 始 终为 R
综 上所述 : 除直进 法外 , 其 他 3种 车 削 方 法 都 能 不 同 程 度 地 减 轻 或 避 免 三 刃 同 时 切 削 .排 屑 较 顺畅, 刀 尖受 力 、 受 热情 况得 到 改善 , 从而不易出
现振 动和扎 刀现象 , 还可 提高切 削用量 , 改 善螺纹
表面质 量 。所 以 , 左 右切 削法 、 车直槽 法和 车阶梯 槽法获得 了广泛 的应用 。
许多 附件 上都 常使用 。而在数 控 车床上要 进行 梯 形螺纹课 题训练是 一个难度较 大的问题【 l 1 。目前在 数控 车床 培训方 面都 只能进 行 了三角螺 纹 的加工 练 习 。所 有教科 书上 对梯形 螺纹 加工没 有进 行讲
解. 只 讲 解 小 螺 距 螺 纹 的加 工 。 本 文 笔 者 结 合 自身 实 际 工 作 和 教 学 经 验 对 加
杨 旭
( 四川科 技 职业 学 院 机 电工程 系,成都 6 1 1 7 4 5 )
摘 要 : 通过 对 梯 形 螺 纹 车 削 方 法 的 对 比 , 提 出 了 适 合 于西 门子 8 0 1 数 控 车床 加 工 梯 形 螺纹 的 方 法 。 采 用 西
门子 8 0 1 螺纹加工基本指令 G 3 3 , 结合直进和左右车削法 , 利用宏程序的通用 、 灵活、 高效进行加工 , 并 结 合 笔
径 向进刀 修整 。这种 方法 简单 、 易懂 、 易掌 握 , 但
车削较 大螺距 梯形 螺纹 时 , 因刀头狭 长 , 强 度 不 够 易折 断 . 沟槽 较深 时 . 不 易排 屑 , 导 致 堆 积 切 屑 把
刀头“ 砸掉 ”
车 阶梯槽 法 : 如图 1 ( d ) 所示 , 为 了降低 “ 直 槽
法” 车 削时 刀头 的损坏程 度 , 采用矩 形车 刀进行 切
槽。 先用 刀头宽度小 于 P / 2的矩 形 螺 纹 车 刀 车 至 中
学 院助教 . 研 究 方 向为 机 械 制 造 及 数 控 技 术 应 用 。
杨
旭: 基于西门子 8 0 1 梯 形螺 纹 的编 程 与 加 工
径 ,再 用刀头 宽度 略小于 牙槽底 宽 的车刀 车至螺 纹小径 , 最后用 梯形 螺纹 车刀粗 车两侧[ 6 1 。这 样车 削余量小 , 车削效率高 。