QR7.1.5-07卡尺稳定性
监视和测量设备管理内审检查表

OK
8
7.6
所用测量设备有否标识,以确定测量设备地校准状态
查看冷墩工序现场使用电子数显卡尺,有标识并注明其有效期为08年9月,使用M8-6h螺纹环规有标识注明有效期为08年12月。
查看《实验室手册》QR生-10-01,规定实验室的试验范围、设备、试验要求和人员要求。
OK
14
7.6.3.2
目前需要的外部实验室有哪些?实验室的认可情况如何么?
《检测设备历史记录可》QR7.07-03,外部实验室有量具效准、材料、性能检验等,出具有相关机构的资质文件
OK
查看《检测设备周期鉴定计划》QR7.07-02和校准记录设备都按规定的周期进行校准。
OK
6
7.6/7.6.2
校准或验证结果是否建立记录并予保持?
外校量具有相关机构出具的校准合格证书,自校量具出示有《自制量具检定记录》QR7.07-05记录有校准结果和测量标准。
OK
7
7.6
测量设备调整或再调整情况、方法及要求是否明确?调整过程是否受控,
OK
2
7.6
监视和测量装置控制过程绩效有哪些?完成情况怎样?
校准计划完成率100%/MSA计划完成率100%统计表明均完成。
OK
3
7.6
测量和监视装置的配置是否满足规定要求?
查看《检验设备一览表》QR7.07-01共有量具178个,其中用于汽车产品的33个,分别用于产品和过程特性的监控,基本满足要求
OK
9
7.6
测量设备在搬运、维护储存期间是否有适宜的防护措施,防止损坏或失效?
MSA测量系统分析(稳定性偏倚线性)

下限 上限
测量值
124
0.5
59.9832
59.963 60.003
结果分析——计算法1:
偏倚接受准则: A、 对测量重要特性的系统,偏倚%≤10%时可接受 B、 对测量一般特性的系统,偏倚%≤30%时可接受; C、 偏倚%>30%时,此测量仪器不可接受。 结果分析——计算法2:
如果0落在偏倚的95%置信区间(下限,上限)内,过程小组可以假设测量偏倚在a=0.05的 水平上是可以接受的,同时假定实际使用不会导致附加变差源。
编号:LZ/QR 7.1-41-00-F0708010
量具编号
Gage type: >>>> 150mm/0.02mm
量具类型
Date: >>>> 2010/4/22
Concl us结i: 论:
日期
■不可接受
X-Bar
σ重复
σb
偏倚 % Bias
d2=
59.9832 0.0461 0.0092 59.9832 21691.69% 2.3260
g d2* Sq.Rt.n 统计的t值 6σ过 程变 t14,.975=
Measurement Systems Analysis Report (Bias) 测量系统分析报告(偏倚)
Date:
>>>> 2011/4/20
日期 Performed 操By作: 者
>>>>
Part No.:
>>racteristi 被c M测e参as数ured:
>>>> 60
25 2.326
6507.5057 0.2765 2.14479
卡尺稳定性
NO: 量具名 量称具:编 量号具:类 型:
日 期:
时 间:
作业员:
1
测2 量3 值4
5
平均值(X)
全距(R)
版号: C #REF!
4604172345
修订号: 1 基准件名称: 测量参数:
塑料手 柄本体 高度尺寸
表格编号:QR7.6-07 NO.2015 测量周期:
每天一次
#REF!
95.53 95.52 95.51 95.54 95.53 95.53 95.52 95.53 95.52 95.53 95.52 95.53 95.54 95.52 95.52 95.55 95.53 95.54 95.52 95.54 95.52 95.55 95.55 95.53 95.53 95.52 95.53 95.54 95.53 95.53 95.52 95.53 95.52 95.55 95.54 95.53
95.53 95.53 95.53 95.54 95.53 95.53 95.52 95.53 95.52 95.54 95.54 95.53
0.01
0.02
0.03
0.03
0.01
0.01
0.01
0.01
0.01
0.02
0.03
0.01
Hale Waihona Puke X 95.531 R 0.017
UCLx=X+A2R LCLx=X-A2R UCLr=D4R
2015.5.6
2015.5.7
2015.5.8
极差图
2015.5.9 2015.5.10 2015.5.11 2015.5.12 2015.5.13 2015.5.14 2015.5.15 2015.5.16 2015.5.17
通用卡尺校准规范

菲恩(科技)江门有限公司卡尺校准规范文件编编号:发布日期:实施日期:1、目的对内部的卡尺校准,确保准确度和实用性保持完好。
2、规范性引用文件本规范引用下列文件:JJG 30-2012 通用卡尺检定规程。
3、范围本规范适用于公司内部分度值或分辨力为:0.01mm,0.02mm,0.05mm;测量范围:0~500mm,各种规格游标卡尺、带表卡尺、数显卡尺的首次校准、使用中校准和后续校准,其它类型卡尺也可参照执行。
4、校准标准外校合格的标准量块5、环境条件5.1 校准室内温度(20±5)℃,恒温时间不少于2h.5.2 校准室内湿度不超过80%RH5.3校准前,应将被校卡尺及量块等校准用设备同时置于平大理石平台上或木桌上,其平衡温度时间见表-1的规定。
表-1 平衡温度时间6、技术要求6.1零值误差通用卡尺量爪两测量面相接触(深度通用卡尺的主标尺基准面和测量面在同一平面)时,由表上的“零”标记和“尾”标记与主标尺相应标记应相互重合。
其重合度应符合表-2的规定。
带表卡尺部超过不超过分度值的1/2,数显卡尺不超过0.01mm.6.3示值误差应符合表-3的规定,带深度测量杆的卡尺,深度测量杆在20mm点的示值误差应不超过1个分度值。
表-3 通用卡尺的示值误差5、校准方法5.1零值误差;5.1.1 移动通用卡尺的尺框,使通用卡尺的量爪两外侧面接触,分别在尺框紧固和松开的情况下,用目力观察“零”标记和“尾’标记与主标尺相应标记的重合度。
必要时用工具显微镜校准。
5.1.2 对于深度通用卡尺,将尺框基准面与尺身测量面同时与大理石平台接触。
5.2示值变动性5.2.1在相同条件下,移动尺框,是电子数显卡尺或带表卡尺两外测量面接触,重复测量10次读数。
示值变动性以最大与最小读数的差值确定。
5.3示值误差5.3.1川3级或5等量块校准 5.3.2受校点的分布:对于测量范围在300mm 内的卡尺,不少于均匀分布3点,如测量范围为(0~150mm )的卡尺,其受教点为30mm;60mm;90mm;如测量范围为(0~300mm )的卡尺,其受校点为 101.30mm ;102.60mm ;291.90mm ;对于测量范围大于300mm 的卡尺,不少于均匀分布6点,如测量范围为(0~500mm )的卡尺,其受校点为 80mm ;161.30mm ;240mm ;321.60mm ;400mm ;491.90mm.根据实际使用情况可以适当增加受校点位。
SOP-QR-057 成品检验规范
盐雾腐蚀实 验机
端子:镀镍50U-150"U,SMT焊脚
14
膜厚测试
镀雾锡120U"MIN,镀金为30U". XRF镀层分析
铜壳:镀全金0.8min,镀全镍
仪
50U"- 150U"
15
16
注:Keep Sample :1.出 B035附 出货检 验报告
外观 包装
1>胶芯无缺料.烧焦.缩水.色差 杂色.
三阶文件
生效日期 编号
版本/次
2010.12.25 SOP-QR-057
A0
SM8-08022-182成品检验规范
编制人 日期
程春燕 2010.12.25
文件编 号
SOP-QR057
修改版本 A0
审核人 日期
文件修改记录 修改页数 修改内容描述源自批准人 日期修改人
批准人 生效日期
SM8-08022-182成品检验规范
尺寸及 6-3
包装一: 般 要求如
(1) 箱内包
(2) 外箱的
(3) 异常处
(4) 抽箱数
编号 页次 版本/次
SOP-QR-056 1/3 AO
SM8-08022-182成品检验规范
七、检 验项目
编号 页次 版本/次
SOP-QR-057 2/3 AO
编号
页次
SM8-08022-182成品检验规范
2>外壳无电镀不良.模印.刮伤. 定位住变形.
3>端子:无变形、发黑、压伤、 刮花.
4>唛啦为5.0mm,唛啦超出、后 缩产品外壳面0.2mm MAX.
5>端子与铁壳无镀层脱落现象 1>参照 2>卷装
SOP-QR-074制程检验规范

砝码
每天/次
n=3pcs
◎
8பைடு நூலகம்
耐压测试
耐压500V AC无击穿,短路,破损 不良
高压测试仪
每天/次
n=3pcs
◎
9
绝缘测试 能通过1000MΩ 阻抗测试
导通测试仪
每天/次
n=3pcs
◎
手拿产品,离地面1.2M的高度自
10 跌落测试 由掉落,铁壳结合处无裂缝断差
跌落架
每天/次
n=3pcs
◎
。
核 准:
审核:
良。插脚不可有变形,铆合不可
有错位,弹片高低不良。
5.PIN槽前端不能有缺胶不良,毛
边不可大于0.10mm
2
尺寸
7.12±0.20 mm
卡尺
3
尺寸
4
尺寸
0.62±
0.15 0.10
mm
14.50±0.15 mm
2.5次元 卡尺
编号 页次
版本/次
SOP-QR-072 1/1 A0
抽检频率
抽检样数
缺点判定 CRI MAJ MIN
SU8-04022-182 制程检验规范
一. 检
项次 检验项目
检验内容
检验工具
1.胶芯不可有压伤,缺胶,毛刺
不良。PIN槽不可有堵孔,毛刺不
良. 2.PIN针不可有高低针,少
PIN,歪针,端子冲压不到位,卷
PIN,无弹力。
1
外观
3.端子镀金部分不可有氧化,杂 点不良 。
目视 显微镜
4.铜壳不可有脏污,油污氧化不
2H/次
n=10PCS
◎
2H/次 2H/次 2H/次
n=5 pcs
数显卡尺内部校正作业指导书
数显卡尺内部校正作业指导书文件编号:1. 目的1.1. 保证数显卡尺的有效使用,确保产品实现过程的质量。
2. 适用范围2.1. 适用于公司内部校正的数显卡尺3. 职责3.1品管部计量管理人员负责计量仪器的校准工作。
3.2相关使用部门配合计量管理人员进行校准工作。
4. 作业流程4.1. 校准项目及要求表14.2. 校准条件与设备:4.2.1校准条件环境温度:15~25℃范围内,温度波动不超过±3℃/6h﹔湿度:不大于80%RH﹔.校准前,应将卡尺等校准工具设备同时置于平板及木桌上,其平衡温度为平板1小时,木桌为2小时。
4.2.2校准用标准器:经校准机构校准的数显卡尺4.2.3.校准方法比较法4.3校准过程:4.3.1外观﹕采用目视观测。
卡尺表面应镀层均匀、标尺标记应清晰、表面透明清洁、不应有锈蚀、碰伤、毛刺、镀层脱落及明显划伤、无目力可见的断线或粗细不均等以及影响外观质量的其他缺陷。
4.3.2标志﹕有制造厂名,规格型号、分度值等。
4.4示值误差4.4.1首先用已经经过校准的卡尺分别测量尺寸为1mm\6mm\10mm\50mm\100mm\200mm的长度块。
用比较法,将被校装置分别对其进行测量,重复测量三次,并记录下数值。
4.4.2结果计算: 应符合表1要求计算公式:Ln平均=Ln1+Ln2+Ln3/3示值误差△L=(Ln平均-L平均)\ L平均*100%式中: △L----数显卡尺的示值误差;L平均----已校准装置的测量平均值Ln平均----被校数显卡尺测定的平均值;4.5数字显示器的示值稳定性将被校装置置于以任意值打开的状态,观察一小时内的变化5. 支持性文件5.1. XXX-QP-XXX 《监视和测量装置控制程序文件》6. 质量记录6.1. XXX-QR-XXX 《监视和测量装置校正记录》。
通用卡尺的使用和校准
游标卡尺的读数原理
游标卡尺读数原理:是利用游标刻线间距与尺身 刻线间距之差来进行小数部分读数。测量时在尺 身上读取毫米整数,在游标上读取毫米小数。 按下列规则读数: (1)以游标零刻线位置为准,读出游标零刻线 所指示的尺身上左边刻线的整毫米数. (2)看游标零刻线右边第几条刻线与尺身某一 条刻线对齐,由游标上读出毫米以下的小数. (3)总的读数:毫米整数加上毫米小数.
通用卡尺的使用和校准
CTI检测机构 校准实验室 齐凡
2007年10月
内容:
一 、通用卡尺的结构和用途
二、 游标卡尺的读数原理
三、卡尺的校准和技术要求
四、卡尺的正确使用及注意事项
2
通用卡尺的结构和用途
卡尺的主要结构形式分别为:
游标卡尺、带表卡尺、数显卡尺、深度标卡尺( 数显) 。3
卡尺的结构和用途
带表卡尺
指示表 尺身
微动滑轮 指示表紧固螺钉
4
卡尺的结构和用途
数显卡尺
数字显示器
容栅尺身
功能按钮
5
卡尺的结构和用途
6
卡尺的结构和用途
测内尺寸
紧固螺钉
游标
尺身
测深尺
测外尺寸
卡尺的用途: 是用来测量 内外尺寸、盲孔、阶梯形孔 及凹槽等相关尺寸.
7
游标卡尺的读数原理
尺身
0 1 2 3 4
0
10
24
谢谢!
25
☆ 带表卡尺量爪两测量面相接触时,圆标尺的指针应位于正上方。此时毫米读数部位 至主标尺“零”标记的距离不超过标记的宽度,压线不超过标记的1/2
18
卡尺的校准和技术要求
六、示值变动性:〖主要针对数显、带表(深度) 卡尺〗使两外测量爪测量面接触,重复测量10次 并读数,以最大与最小读数之差确定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
95.520 由以上数据总得控制图 95.515 95.510
2017.5.6 2017.5.7 2017.5.8 2017.5.9 2017.5.10 2017.5.11 2017.5.12 2017.5.13 2017.5.14 2017.5.15 2017.5.16 2017.5.17
极差图
0.040 0.035 0.030 0.025 0.020
95.54 0.03
95.52 95.52 95.53 95.53 95.53
95.53 0.01 95.540 95.521 0.038 0.000 95.531 95.540 95.521 0.017 0.038 0.000
95.53 95.54 95.53 95.54 95.53
95.53 0.01
测量周期:
每天一次
期: 2017.5.6 2017.5.7 2017.5.8 2017.5.9 2017.5.10 2017.5.11 2017.5.12 2017.5.13 2017.5.14 2017.5.15 2017.5.16 2017.5.17 8:00 任X凤 8:00 任X凤 8:00 任X凤 8:00 任X凤 8:00 任X凤 8:00 任X凤 8:00 任X凤 8:00 任X凤 8:00 任X凤 8:00 任X凤 8:00 任X凤 8:00 任X凤
95.53 95.53 95.52 95.52 95.52
95.52 0.01 A2 D3 D4
95.53 95.54 95.53 95.54 95.53
95.53 0.01 0.580 0 2.28
95.53 95.53 95.52 95.52 95.52
95.52 0.01
95.53 95.54 95.53 95.55 95.55
0.015
0.010 0.005 0.000 2017.5.6 2017.5.7 2017.5.8 2017.5.9 2017.5.10 2017.5.11 2017.5.12 2017.5.13 2017.5.14 2017.5.15 2017.5.16 2017.5.17
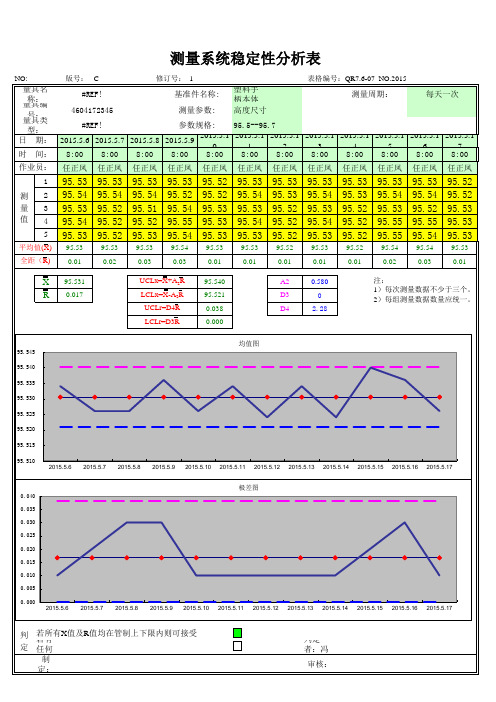
判 若所有X值及R值均在管制上下限内则可接受 定 若有任何一个X值及R值在管制上下限外则不可接受 制定: 判定者:冯剑清 任X凤 审核: 刘X红
测量系统稳定性分析表
NO: 版号: C 修订号: 1 表格编号:QR7.6-07 NO.2017
量具名称: 量具编号: 量具类型: 日 时 间: 1 测 量 值 2 3 4 5
平均值(X) 全距(R)
带表卡尺 4604172345 计量型
基准件名称: 测量参数: 参数规格:
塑料手柄本体 高度尺寸 95.5--95.7
95.531 95.540 95.521 0.017 0.038 0.000
95.531
均值图
95.531 95.540 95.521 0.017 0.038 0.000
95.531 95.540 95.521 0.017 0.038 0.000
95.531 95.540 95.521 0.017 0.038 0.000
95.545 95.540 95.535 95.530
X均值 UCLx LCLx R均值 UCLr
95.531 95.540 95.521 0.017 0.038 0.000
95.531 95.540 95.521 0.017 0.038 0.000
95.531 95.540 95.521 0.017 0.038 0.000
任X凤
20170520
95.54 0.02
95.53 95.54 95.52 95.55 95.54
95.54 0.03
95.52 95.52 95.53 95.53 95.53
95.53 0.01
X R
UCLx=X+A2R LCLx=X-A2R UCLr=D4R LCLr=D3R
注: 1)每次测量数据不少于三个。 2)每组测量数据数量应统一。
ቤተ መጻሕፍቲ ባይዱ作业员:
95.53 95.54 95.53 95.54 95.53
95.53 0.01 95.531 0.017
95.53 95.54 95.52 95.52 95.52
95.53 0.02
95.53 95.54 95.51 95.52 95.53
95.53 0.03
95.53 95.52 95.54 95.55 95.54
95.531 95.540 95.521 0.017 0.038 0.000
95.531 95.540 95.521 0.017 0.038 0.000
95.531 95.540 95.521 0.017 0.038 0.000
95.540 95.521 0.017 0.038 0.000
95.525 LCLr