研制新型YB55包装机烟包外观质量检测系统【烟厂QC成果】
YB55型盒外透明纸包装机钩形推包杆的改进
YB55型盒外透明纸包装机钩形推包杆的改进
YB55型盒外透明纸包装机是一种常用的包装机械设备。
在包装过程中,盒外透明纸需要被准确、平稳地扣在纸包装机的钩形推包杆上,保证产品包装的牢固性和美观度。
在使
用过程中,我们发现YB55型机器的钩形推包杆存在一些问题,导致包装效果不佳。
为了改进这种情况,我们进行了以下的改进措施。
我们对钩形推包杆的设计进行了优化。
我们对钩形的尺寸进行了重新设计,使其更符
合透明纸的厚度和强度要求。
我们在钩形的表面涂上了特殊的材料,增加了摩擦力,避免
纸张滑落。
我们对钩形推包杆的运动方式进行了改进。
原来的钩形推包杆是沿着线性轨道运动的,容易造成纸张被割破。
为了解决这个问题,我们采用了曲线轨迹运动的方式,使钩形推包
杆的运动更加平稳,减少了纸张被割破的情况。
我们对机器的控制系统进行了升级。
我们增加了一个传感器,在纸张被扣在钩形推包
杆上时,及时感知到纸张的状态,并通过控制系统进行调整。
这样可以确保纸张在扣在钩
形上的同时保持一定的紧度,不会出现松弛或者过紧的情况,从而使包装效果更好。
我们还对钩形推包杆的材质进行了改良。
原先的钩形推包杆是由金属材料制成的,容
易产生摩擦声和刮伤纸张的问题。
为了解决这个问题,我们使用了高强度的塑料材料制作
钩形推包杆,通过减少摩擦声和降低表面硬度,提高了纸张与钩形推包杆之间的光滑度,
减少了纸张被刮伤的情况。
YB55型盒外透明纸包装机钩形推包杆的改进

YB55型盒外透明纸包装机钩形推包杆的改进摘要:本文介绍了YB55型盒外透明纸包装机的设计与原理,以及针对其推包杆存在的一些问题进行的改进措施。
通过对推包杆杆头、杆体结构、推杆压力等方面的优化,提高了机器的包装效率和稳定性,增强了其在包装行业的竞争力。
关键词:盒外透明纸包装机,推包杆,改进,效率,稳定性一、引言盒外透明纸包装机是一种广泛应用于日用品、化妆品、药品等行业的包装设备。
其主要功能是将透明纸缠绕在产品外面,起到防尘、美化和保护的作用。
其中,推包杆是包装机的重要组成部分,直接影响到机器的包装效率和稳定性。
因此,对其进行合理的设计和改进显得尤为重要。
本文将以YB55型盒外透明纸包装机为例,分析其推包杆存在的问题,并提出相应的改进措施,以对包装机的运行效率和稳定性进行提升。
YB55型盒外透明纸包装机是一种智能化和自动化程度较高的包装设备,具有以下特点:(1)自动送料:通过传送带将产品自动送入包装机内部进行包装。
(2)透明纸卷自动更换:自动控制系统可实现透明纸卷的自动更换,方便快捷。
(3)多功能性:可适应不同形状和大小的产品进行包装,具有较强的通用性。
(4)高效率:每分钟可完成30-50个产品的包装。
其工作原理图如图1所示。
盒外透明纸包装机的推包杆是通过带动杆体来推动产品进行包装的。
在长期的运行过程中,我们发现推包杆存在以下一些问题:(1)推包杆杆头易断裂:推包杆杆头的材料较脆弱,易受机器震动和摩擦的影响,导致杆头容易断裂。
(2)推包杆杆体结构不够稳定:推包杆杆体的结构设计存在欠缺,无法很好地支撑杆头,易产生晃动和变形。
(3)推杆压力不够均匀:由于杆体结构问题,推杆的压力不够均匀,导致包装效果不佳,甚至出现漏包现象。
因此,需要对推包杆进行一定的改进,以提高包装机的效率和稳定性。
(1)推包杆杆头的改进为解决推包杆杆头易断裂的问题,可以将其材料更换为不易破裂的ABS材料。
YB55型盒外透明纸包装机钩形推包杆的改进
YB55型盒外透明纸包装机钩形推包杆的改进YB55型盒外透明纸包装机是一种常见的包装机械设备,主要用于食品、药品、化妆品等产品的外包装。
该机器采用钩形推包杆结构,可以将透明纸快速、准确地包装在产品的外部,起到保护和美化的作用。
在使用过程中,也存在一些问题和不足之处,需要进行改进和优化。
在原有的YB55型盒外透明纸包装机的钩形推包杆中,存在以下几个问题。
一是包装速度慢,尤其在连续工作时,容易出现卡纸或卡滞现象,影响工作效率和稳定性。
二是包装杆的材质和结构不够坚固,容易产生变形或断裂,导致包装质量不稳定。
三是包装机对于不同规格的产品包装需要进行调整和更换部件,操作繁琐,不够灵活。
针对这些问题,可以进行一些改进措施。
针对包装速度较慢的问题,可以通过改进包装机的传动系统和控制系统进行优化。
可以采用更高速度的电机和减速器,提高包装杆的运行速度。
使用高精度的电子感应器和控制器,可以更准确地控制包装杆的运行位置和速度,避免卡纸现象的发生。
为了解决包装杆材质及结构不够坚固的问题,可以选择更坚固、耐磨的材料,例如优质合金钢或特殊的高强度塑料。
可以对包装杆的结构进行优化设计,增加钢结构部件或加固支撑结构,提高包装杆的强度和稳定性。
为了提高包装机的适应性和灵活性,可以采用可调节式的包装杆,用于不同规格产品的包装。
这样,在更换产品时,只需调整包装杆的长度和角度,不需要更换部件,大大简化了操作流程和提高了效率。
针对YB55型盒外透明纸包装机钩形推包杆的改进可以从提高包装速度、改进材质结构和增强适应性三个方面进行优化。
通过这些改进措施,可以大幅度提高包装机的工作效率和稳定性,增加设备的寿命,并且减少了操作的复杂性和人为错误的发生,提高了包装质量和生产效益。
YB55型纸包装机不合格烟包剔除方式改进
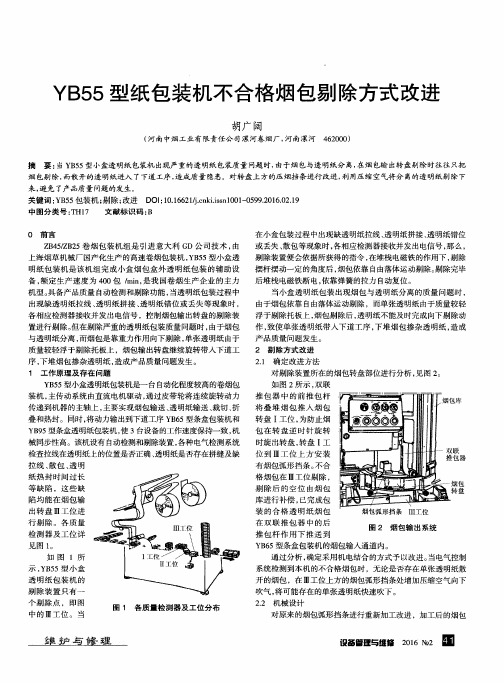
机 型。具备产品质量 自动检测 和剔除功能 ,当透明纸包装过程 中
出现缺透明纸拉线 、透明纸拼接 、透 明纸错 位或丢失等现象 时 ,
各相应检测器接收并发 出电信号 ,控制烟包输 出转盘 的剔 除装
置 进 行 剔 除 。但 在 剔 除严 重 的透 明纸 包 装 质 量 问题 时 ,由 于烟 包
拉 线 、散 包 、透 明
纸 热 封 时 间 过 长
等缺 陷 ,这些 缺
陷均能在 烟包 输
出 转 盘 Ⅲ工 位 进
行 剔 除 。 各 质 量
检 测器及 工位 详
见 图 1。
如 图 1 所
示 ,YB55型 小 盒
透 明 纸 包 装 机 的 剔 除 装 置 只 有 一
个 剔 除 点 ,即 图 中 的 Ⅲ工 位 。 当
位 到 Ⅲ工位 上 方 安装
有 烟 包 弧 形 挡 条 。不 合
格烟包在 Ⅲ工位剔 除 ,
剔 除后 的空位 由烟包
库进行补偿 ,已完成包
装 的合 格透 明纸 烟包
在 推包双 联 杆 推 作包 用 器 下 推中送的 后 到
图 2 烟包输 出系统
YB65型条盒包装机的烟包输入通道 内。 通过分析 ,确定采用机 电结合的方式予以改进 。当电气 控制
产 品 质 量 问 题 发 生 。 2 剔 除 方 式 改 进
2.1 确 定 改 进 方 法
对剔除装置所在的烟包转盘部位进行分析 ,见 图 2。
如 图 2所 示 ,双 联
推包 器 中的前 推包 杆
将 叠堆 烟包 推 人 烟包
转盘 I工位 ,为防止烟
包 在转 盘逆 时针旋 转
时旋 出转盘 ,转盘 I工
YB55型盒外透明纸包装机钩形推包杆的改进
YB55型盒外透明纸包装机钩形推包杆的改进YB55型盒外透明纸包装机是一种常用的包装机械设备,主要用于盒外透明纸或其他包装材料的自动包装。
其工作原理是通过动力驱动包装纸张,使其包裹在盒子上并形成包装结构。
在这个过程中,钩形推包杆是一个关键的部件,起到了支撑和推动包装纸张的作用。
然而,在长期应用中,钩形推包杆可能存在一些缺陷,导致包装效率降低或者机器受损。
为此,本文提出了一种改进钩形推包杆的方法,以提高机器的包装效率和使用寿命。
一、改进的原因钩形推包杆是盒外透明纸包装机的核心部件之一,不良的推包杆不仅会影响机器的包装效率,还可能导致机器的损坏,从而增加维修和更换的成本。
然而,在长期使用中,钩形推包杆可能存在如下问题:1. 钩形推包杆的重量较重,容易磨损包装纸张,影响包装质量。
2. 钩形推包杆在运动中产生的摩擦力较大,不仅增加了机器的能量消耗,还可能损坏机器的其他部件。
3. 钩形推包杆所承受的压力较大,容易损坏推包杆和其他机器部件。
二、改进的措施针对上述问题,本文提出了以下改进措施:2. 在钩形推包杆表面涂覆柔滑剂,降低钩形推包杆与包装纸张的摩擦力,减少机器的能量消耗。
三、改进的效果对于使用上述改进措施的盒外透明纸包装机进行测试和验证,得出了以下效果:1. 采用轻量化材料制作钩形推包杆后,机器的包装效率得到了显著提高。
包装纸张不再受到磨损,避免了不必要的废料。
3. 在钩形推包杆表面增加支撑或缓冲结构后,机器的稳定性和运行效率都得到了提高,钩形推包杆和其他机器部件的使用寿命也得到了延长。
综上所述,经过改进的钩形推包杆能够有效解决盒外透明纸包装机的包装效率和机器寿命问题。
在实际生产和应用中,可以根据具体情况和要求进行调整和优化,以达到最佳的包装效果和成本效益。
YB55小盒透明纸包装机侧封烙铁改进
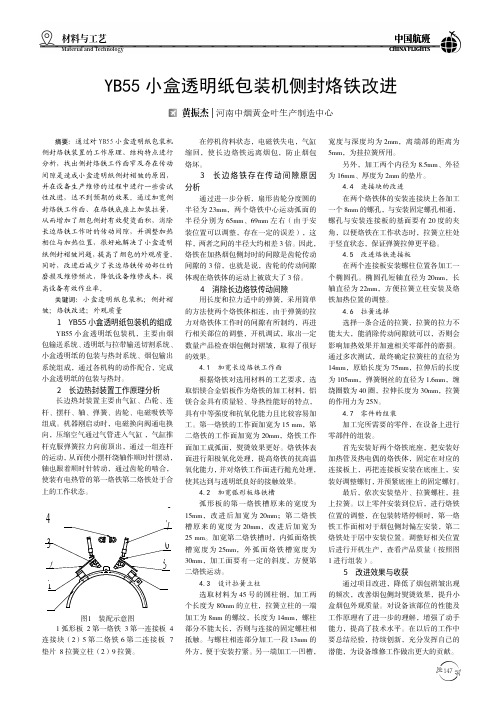
147中国航班材料与工艺Material and TechnologyCHINA FLIGHTSYB55小盒透明纸包装机侧封烙铁改进黄振杰|河南中烟黄金叶生产制造中心摘要:通过对YB55小盒透明纸包装机侧封烙铁装置的工作原理、结构特点进行分析,找出侧封烙铁工作面窄及存在传动间隙是造成小盒透明纸侧封褶皱的原因,并在设备生产维修的过程中进行一些尝试性改进,达不到预期的效果。
通过加宽侧封烙铁工作面、在烙铁底座上加装拉簧,从而增加了烟包侧封有效熨烫面积,消除长边烙铁工作时的传动间隙,并调整加热相位与加热位置,很好地解决了小盒透明纸侧封褶皱问题,提高了烟包的外观质量。
同时,改进后减少了长边烙铁传动部位的磨损及维修频次,降低设备维修成本,提高设备有效作业率。
关键词:小盒透明纸包装机;侧封褶皱;烙铁改进;外观质量1 YB55小盒透明纸包装机的组成YB55小盒透明纸包装机,主要由烟包输送系统、透明纸与拉带输送切割系统、小盒透明纸的包装与热封系统、烟包输出系统组成,通过各机构的动作配合,完成小盒透明纸的包装与热封。
2 长边热封装置工作原理分析长边热封装置主要由气缸、凸轮、连杆、摆杆、轴、弹簧、齿轮、电磁吸铁等组成。
机器刚启动时,电磁换向阀通电换向,压缩空气通过气管进入气缸 ,气缸推杆克服弹簧拉力向前顶出,通过一组连杆的运动,从而使小摆杆绕轴作顺时针摆动,轴也跟着顺时针转动,通过齿轮的啮合,使装有电热管的第一烙铁第二烙铁处于合上的工作状态。
在停机待料状态,电磁铁失电,气缸缩回,使长边烙铁远离烟包,防止烟包烙坏。
3 长边烙铁存在传动间隙原因分析通过进一步分析,扇形齿轮分度圆的半径为23mm,两个烙铁中心运动弧面的半径分别为65mm、69mm 左右(由于安装位置可以调整,存在一定的误差),这样,两者之间的半径大约相差3倍。
因此,烙铁在加热烟包侧封时的间隙是齿轮传动间隙的3倍,也就是说,齿轮的传动间隙体现在烙铁体的运动上被放大了3倍。
YB55型盒外透明纸包装机双包推杆检测系统的改进
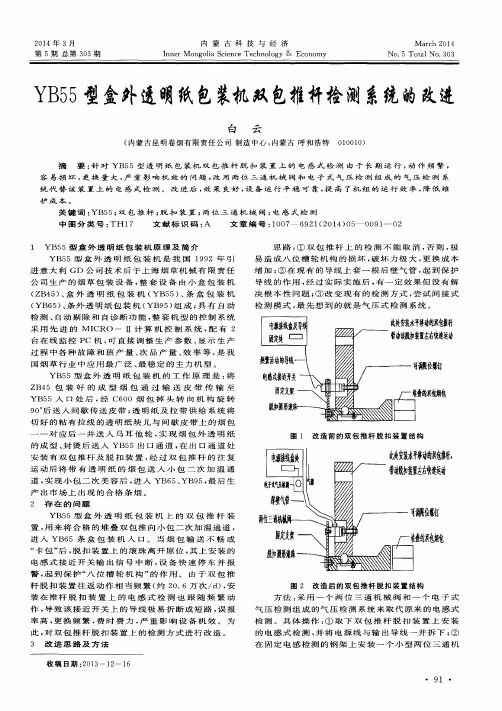
YB5 5型 盒 外 透 明 纸 包 装 机 的 2 1 2 作原理 是: 将 Z B4 5 包 装 好 的 成 型 烟 包 通 过 输 送 皮 带 传 输 至 YB5 5入 口 处 后 , 经 C6 0 0烟 包 掉 头 转 向 机 构 旋 转 9 0 。 后 送 人间歇 传送 皮带 ; 透 明 纸 及 拉 带 供 给 系 统 将
第 5期 总第 3 0 3 期
Y B 5 5 型盒外透明纸包装 机双包推杆检测系统的改进 限 责任 公 司 制 造 中 心 , 内蒙 古 呼 和 浩 特 0 1 0 0 1 0 )
摘 要 : 针 对 YB5 5型 透 明 纸 包 装 机 双 包 推 杆 脱 扣 装 置 上 的 电 感 式 检 测 由 于 长 期 运 行 , 动 作频 繁 , 容 易损 坏 , 更 换 量大 , 严 重 影 响 机 效 的 问题 , 改用 两O - 三 通 机 械 阀 和 电子 式 气 压 检 测 组 成 的 气 压 检 测 系
统代 替 该装 置上 的 电感式检 测 。改 进后 , 效 果 良好 , 设 备运行 平 稳 可靠 , 提 高 了机 组 的运 行 效 率 , 降 低 维
护成 - K。
关键 词 : YB5 5; 双 包推杆 ; 脱 扣装 置 ; 两位 三通机 械 阀 ; 电 感 式 检 测 中图分 类号 : TH 1 7 文献 标 识码 : A 文章 编号 : 1 O 0 7 6 9 2 1 ( 2 0 1 4 ) O 5 一 O O 9 1 一O 2
警 , 起 到保 护 “ 八位槽轮机构” 的 作 用 。 由 于 双 包 推
杆 脱扣 装 置往 返动 作相 当频 繁 ( 约 2 0 . 6万 次 / d ) , 安 图 2 改 造 后 的 双 包 推 杆 脱 扣 装 置 结 构 方法 : 采 用 一 个 两 位 三 通 机 械 阀 和 一 个 电 子 式
YB55小盒透明纸包装机烟包输出装置的改进

YB55小盒透明纸包装机烟包输出装置的改进摘要:ZB25、ZB45包装机组的YB55小盒透明纸包装机烟包输出装置发生故障后,造成烟包变形,产生大量不合格品;严重时造成零件损坏。
通过改造CH 小盒包装机透明纸烟包输出装置,设计制作新型推烟板、推板连接臂、左右压板和通道压板,并且重新设计电气检测模块,彻底解决因烟包输出装置故障造成的烟包变形以及零件损坏问题,减少了残次品的产生,降低了维修费用。
关键词:CH小盒透明纸包装机推烟板输出装置接近开关0 引言YB55小盒透明纸包装机是ZB25、ZB45包装机组的一个单机,该包装机接受上游机器生产的小盒烟包,完成小盒透明包装纸包装后输送到CT条盒包装机,其而定生产速度为400包/min。
1 工作原理CH烟包输出装置其主要构造为双联推包装置,该装置运动是主传动链轴Ⅳ驱动,带动凸轮15(即主传动链之凸轮T4)转动,使小摆杆14摆动,小摆杆通过轴13使大摆杆10摆动。
轴7在导向板11和两端轴套定位下,并在大摆杆带动下,与其上的前、后推包杆12、4一起作直线往复移动。
已完成两端折叠的两包烟在后推烟杆4下端脚2的推动下进入两端热封通道,通道内已经完成两端热封的两包烟在后面烟包推动下进入输出转盘的 1工位。
同时输出转盘V工位上的合格烟包被前推烟杆12推向CT烟包输入通道内。
图 1 CH烟包输出输出装置结构图2 存在问题及分析在YB55小盒透明纸包装机上,双推手活动推爪是采用独立设计,分里外两个推爪,分别由各自的独立拉簧控制其回位动作。
当设备在高速运行中或双包提升堵塞过程中,一旦某一拉簧断裂或脱落,均不容易被人发现,此时推爪在完成第一动作后因没有外力作用不能及时回到垂直位置,在设备运行中就会造成大量的小盒烟包被推爪在往复运动中挤压变形,易造成设备零件损坏、产品质量事故。
3 改进方案3.1新型推板设计根据前述分析,针对CH的双推活动推爪拉簧断裂和脱落造成的故障现象,现对原来分析的推爪进行改进,将原机两个独立的推爪改为一体式,将一体式推板设计成“头重脚轻”的结构,推板在不受力的情况下能够自然下垂,在正常推送烟包时,推板依靠顶端支撑臂的作用,垂直推送烟包,在推杆向后复位时,推板在后续烟包的作用下,向上抬起,从后续烟包表面滑过,当推板脱离烟包后,在自重的作用下,恢复到垂直位置,等待下一步动作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卷烟深厂圳市联君科技有限公司 检测装置厂家 南京文采科技有数限量责任公时司间
1
梅州卷烟厂
深圳联君科技有限公司
16
2016
图2 示 3
湛江卷烟厂 兰州卷烟厂
深圳联君科技有限公司 深圳联君科技有限公司
6
2016
10
2017
4 检测范围
5
改造6 效果 7
价8 格
宁波卷烟厂 烟包正面 深圳联君科技有限公司
6
8 西克SICK Lector63x系列 ≥50HZ ≥99%
9
InspectorP63x系列 ≥70HZ 100%
结 通过市场调查,检出率≥98%是可以
论
实现的。
可行性分析
• 模拟试验
• 模拟试验单一相机对缺陷烟包的检出率,计算得出最低检出率98.8%。
序 号
日期
总数 缺陷烟包数 检出缺陷烟包数 检出率
(包)
(包)
(包)
(%)
1 05.09 500
250
247
98.8
2 05.10 500
250
248
99.2
3 05.11 500
250
247
98.8
4 05.14 500
250
249
99.6
5 05.15 500
250
248
99.2
可行性分析
指南:视觉 系统技术指 南
常用工业相 分辨 ≥ 640*480px
扫描频 ≥40HZ。
机 率 , 率
检测精度与响应时间 都能满足高速运行的 检测需求,是达到课 题目标的必要条件。
结论
通过借鉴案例的理论分析,检出率 ≥98%是可以实现的。
序 号
视觉传感器
1
IV系列
2 基恩士 KEYENCE
CV-X系列
借鉴案例 案例指标
借鉴分析
产 品 : CH 烟包复检装 置
烟包正面缺陷 检出率≥98%。
本课题检测烟包三个 面,检测面的增加不 影响准确率,故推论 课题目标可以达到。
借鉴
案例 理论 分析
文献:小盒 烟包外观检 测系统设计
严重缺陷 率 为 100% 般缺陷检 ≥97%。
检 , 出
出 一 率
一般缺陷占比为90% 以上,加权计算后, 推论课题目标可以达 到。
借鉴内国容家知识产权安网装位置
整体设计框架 大树智能光科的技反(南射京原)有理限公司专视利:觉《技卷术烟包
装机已包透明纸烟包侧面外观质量检测装置》
设定目标 受借鉴案例启发,结合课题需求
98%
正面、顶面、底面
课题目标
缺陷检出率 ≥98%
定义 检测系统剔除的外观缺陷烟
包占全部缺陷烟包的比率
可行性分析
延吉卷烟厂 15.8万元 南京文采科技有限责任公司 16万2元0 2018
借鉴创新
借鉴项目查找范C围H烟包复检关装键置字 小盒烟包图外示观检测系统设计
光的反射原相理关文献 视觉系统技术指南
来国源家局QC深成圳果市汇联编公君司科技有限
2014年,红云红河集团曲靖卷烟厂:《GDX1小 《机械20设17计年与5期制4造6卷工程包 2》0透13明年纸,长河物边南理搭中原口烟理外新观郑检卷测烟装厂置:K的《ey研探en制索ce》官条网。包烟
3.12 3.22
■商烟标包纸■倒底■置反折■
2 \ 5 1 8
2.6 2.12
右烟商包标表 纸面底烟不反包洁折 背面36 左\\ ■烟■ 包◇正■\\ 面■■
\ \
2.2
ห้องสมุดไป่ตู้
侧商标纸底反折
2
侧3.12
内■衬纸顶折皱
4
2.27 \
面封签长短 \
2.7
封签歪斜
4 \
面\
3.6
■ ■\ ■ 封签反折■
\ 4
2019 研制新型YB55包装机 烟包外观质量检测系统
XX厂 智多星QC小组 发布人:
哪里有难题
哪里就有
智多星
需求分析
• 加强生产过程质量控制
机台 编号
日期
1月 缺陷名称
数量 日期
2月 缺陷名称
数量 日期
3月 缺陷名称
数量
1.5 9#
1.15
封签歪斜 封签反折
8 2
1.5
烟包表面不洁 10
11# 1.10 封签反折、破损 4
3
XG-7000系列
扫描频 理论检出
率
率
≥60HZ ≥99%
≥75HZ ≥99%
≥120HZ 100%
4
In-Sight 2000系列 ≥75HZ ≥99%
5 康耐视 In-Sight 7000系列 ≥135HZ 100% COGNEX
6
In-Sight 8000系列 ≥135HZ 100%
7
Inspector系列 ≥40HZ ≥99%
2
3.15 商标纸底反折 4
\ 2.9
烟包底面 内衬纸○\顶○○折○○皱○○○
\ 2
3.27
封签折角
3.6
烟包表面不洁
5 4
需求分析
• 生产效率提升需求
日期
缺陷名称
缺陷 维修耗时 翻查耗时 数量 (分钟) (分钟)
1.5
烟包表面不洁
10
5
45
1.10 封签反折、破损
4
100
120
1.16
封签歪斜
6
1.16
封签歪斜
6
1.16
封签反折
2
12#
\
\
\
1.10 13#
封签长短
4
\
\
\
14#
\
\
\
16# 1.24 内衬纸顶部折皱 4
\
\
\
17# 1.6
封签倒贴
10
\ \ 2.9 2.27 \
烟包顶面 烟包表\\面●△不●△▲△洁△▲△□▲●□4\\
烟 烟 封签倒贴
10
包 包 \
\
3.8 \ 3.8
● □◆◆△▲△△封封▲△△签签◆▲◆\折反□◆●角折●
60
100
2.9
烟包表面不洁
4
10
45
2.27
封签倒贴
10
10
150
3.8
封签反折
5
80
90
3.12
烟包倒置
1
5
50
3.22 烟包商标纸底反折 8
45
115
3.22 内衬纸顶部折皱
6
80
135
平均值(分钟)
44
94
需求分析
• 节约改造设备成本的需求
名称
CH烟包复检装置
WRK系列小包包装复检装置
序公号司
外观在线检测系统检验新方法》。
无在YB55包装机检测三个面的项目 图示 中国知网
烟包外观
机械设计与制作工程期刊,2017年09期:《高 速小盒烟包外观质量检测系统设计》
研制新型YB55包装机 视觉检测
中国科技信息期刊,2018年07期:《机器视觉
技术在烟包外观质量检测上的应用》
烟包外观质量检测系统 南京文采科技有限责任公司专利:《小包包装 双面复检装置》
2017
烟包正面
耐可盒哈烟视检尔毕什安包智测滨节邡装上能软卷卷卷在盖相盒烟烟烟烟破机 烟总 厂 厂包损对 包厂水、烟 正平脱包 面输落正 封送等面 签通缺缺 丢道陷陷 失南 南 南处。进、京 京 京,行反文 文 文使检折采 采 采用测,科科科康,硬技技技有有有用面面脱限限限落工进封安责责责等业行签装任任任缺相实丢在公公公陷机时失烟司司司。自图、包行像反水开检折平发测,输检,硬送测盒可2671通系烟检道统包测处上软,222,盖盒对000111使破烟小877 用损包包正正通、