压装力计算
轴承压装力计算软件

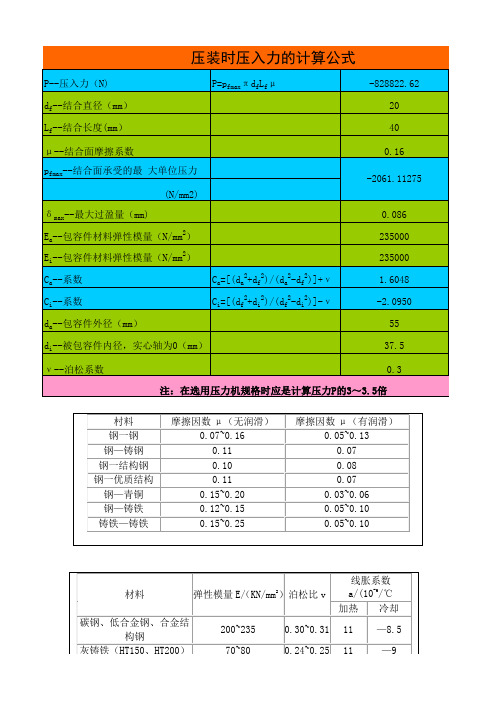
计算数据F--压入力(N)F=P fmax πd f L f μ584.1509设计数据d f --结合直径(mm)34.9000设计数据L f --结合长度(mm)9.3980选择数据μ--结合面摩擦系数0.1300计算数据P fmax --结合面承受的最大单位压力(N/mm 2)13.7000设计数据δmax --最大过盈量(mm)0.0127选择参数E a --包容件材料弹性模量(N/mm2)230000.0000选择数据E i --包容件材料弹性模量(N/mm2)230000.0000计算数据C a --系数C a =[(d a 2+d f 2)/(d a 2-d f 2)]+V a 1.3516计算数据C i --系数C i =[(d f 2+d i 2)/(d f 2-d i 2)]-V i4.7576设计数据d a --包容件外径(mm)70.0000设计数据d i --被包容件内径,实心轴为0(mm)28.5750选择参数V a --包容件泊松系数0.3100选择参数V i --被包容件泊松系数0.3100计算数据F end ----最终压装力(N)1927.698058-22 材料摩擦系数村料摩擦因数μ(无润滑)摩擦因数μ(有润滑)钢一钢0.07~0.160.05~0.13钢—铸钢0.110.07钢一结构钢0.10.08钢一优质结构0.110.07钢—青铜0.15~0.200.03~0.06钢—铸铁0.12~0.150.05~0.10铸铁—铸铁0.15~0.250.05~0.10表58-23,常用材料的弹性模量,泊松比和线胀系数加热碳钢、低合金钢、合金结构钢200~2350.30~0.3111灰铸铁(HT150、HT200)70~800.24~0.2511灰铸铁(HT250、HT300)105~1300.24~0.2610可锻铸铁90~1000.2510非合金球墨铸铁160~1800.28~0.2910青铜850.3517黄铜800.36~0.3718铝合金690.32~0.3621镁铝合金400.25~0.3025.5注:在选用压力机规格时应是计算压力P的3~3.5倍材料弹性模量E/(KN/mm 2)泊松比v 线胀系数-6/℃使用资料压装时的主要要求为: 1)压装时不得损伤零 2)压入时应平稳,被压入件应准确到位。
渐开线花键配合压装力计算_王宋军

文献标志码: A
文章编号: 1007-4414( 2013) 04-0103-03
Calculation of Press Fitting Force for Involute Spline Fit
WANG Song-jun,CHEN Qi-yun,LI Hui-jun,YOU Yi,FENG Qing-feng
0. 25 0. 28 ~ 0. 29
0. 35 0. 36 ~ 0. 37 0. 32 ~ 0. 36
3. 2 接触面积 A 计算
根据大径定心渐开线花键配合特性可知,接触面
积:
A = A1 × Z = S × L × Z
( 8)
式中: A1为单齿接触面积; Z 为花键齿数; S 为外花键
齿顶圆弧齿厚; L 为配合长度。
C1
1 =
1
+ q1 2 - q1 2
-
v1
( 6)
C2
1 =
1
+ q2 2 - q2 2
+
v2
( 7)
式中: q1 、q2 为被包容件直径比及包容件直径比; ν1 、ν2
为泊松比。
已知内、外花键材料均为 20CrMoH 的合金结构
钢,ν1 、ν2 取 0. 31。将参数代入式( 6) 、( 7) 可得: C1 = 0. 943,C2 = 1. 688。 3. 1. 3 结合面压力 P 计算
厚过盈量以及内外花键配合引起的齿厚变化量四部 分组成。
以某公司某变速器三档从动齿轮花键配合为例 分析大径定心渐开线花键配合情况。齿、轴配合花键 参数如表 1 所列。
表 1 内和外花键主要参数
主要参数 齿数 模数 压力角 分度圆直径 花键大径 基本齿厚 实际齿厚
压装配合过盈量计算及有限元分析
压装配合过盈量计算及有限元分析乔颖敏;张建刚【摘要】为得到过盈量和温度改变时轴承孑孔应力的变化趋势及压装配合时过盈量的合理取值范围,根据过盈配合原理计算径向力和接触面应力,同时以某型号变速器输入轴轴承与轴承孑孔的过盈配合为例,建立有限元模型并进行数值模拟,得出此型号轴承压装配合过盈量最优范围.【期刊名称】《汽车工艺与材料》【年(卷),期】2016(000)009【总页数】4页(P38-41)【关键词】过盈配合;压装力;有限元;应力【作者】乔颖敏;张建刚【作者单位】陕西法士特汽车传动工程研究院,西安710119;陕西法士特汽车传动工程研究院,西安710119【正文语种】中文【中图分类】TH133.3过盈配合是轴承与轴承孔配合常用的连接方式之一。
两个或两个以上的零件配合可分为滑动配合、过渡配合、紧配合等多种状态,过盈配合属于紧配合中的一种,二者配合过程中需用特殊工具以较大的压装力挤压进去,也可利用材料的热胀冷缩特性,把孔径材料预热或者把轴材料冷却,迅速插入待常温后即为过盈配合状态。
变速器的输入轴与离合器壳体通过轴承进行连接,轴承外圈与离合器壳体无相对滑动,轴承内圈与输入轴一起转动且相对无滑动,轴承内外圈连接之间严格无转动。
在实际工作过程中,轴承高速转动而产热导致零件升温、过盈配合量减小,在转动过程中轴承传递到外圈部分扭矩克服过盈周向摩擦而使轴承外圈与轴承孔有相互转动,致使出现轴承跑外圈现象。
长时间轴承跑外圈,会使轴承孔磨损,逐渐导致轴承孔径增大,进一步导致齿轮啮合状态变差,引起齿轮点蚀、断齿、轴承破坏等一系列变速器故障。
上述的工作过程存在复杂的非线性接触,数值求解困难。
常用的有限元分析理论[1]和相关软件在计算复杂接触问题方面具有较大优势,为计算过盈配合的应力分布提供了有效途径。
设有两个空心轴过盈配合,其中外轴(包容件)内径D2,外径d3,内轴(被包容件)内径D1,外径d2,则两轴过盈配合量为Δd=D2-d2,可根据制造公差计算。
压入力计算

8 计算与校核[21]8.1过盈配合装配压入力的计算在立式轴承压装机邀标文件的技术要求中明确指出锥轴承外圈与轴承孔配合为过渡配合,故采用过盈配合装配压入力的计算方法。
方法如下:过盈配合装配压入力的计算方法μπf f f L d p P max =其中:P —压入力,Nm ax f p —结合表面承受的最大单位压力,2/mm N f d —结合直径,mm f L —结合长度,mm μ—摩擦系数结合表面最大单位压力计算公式:)(maxmax iia a f f E C E C d p +=δ其中:m ax δ —最大过盈量,mma C 、i C —系数;a E 、i E —包容件和被包容件的材料弹性模量,2/mm N系数a C 、i C 计算方法如下:ν+-+=2222f a f a a d d d d Cν--+=2222if if i dd d d Ca d 、i d 分别为包容件外径和被包容件内径(实心轴i d =0),mmν—泊松系数压装机所需的压力一般为压入力的3~3.5倍表8.1常用材料的摩擦系数表摩擦系数μ材料无润滑有润滑钢-钢0.07~0.16 0.05~0.13钢-铸钢0.11 0.07钢-结构钢0.10 0.08钢-优质结构钢0.11 0.07钢-青铜0.15~0.20 0.03~0.06钢-铸铁0.12~0.15 0.05~0.10铸铁-铸铁0.15~0.25 0.05~0.10表8.2常用材料弹性模量、泊松系数材料弹性模量E 泊松系数ν碳钢196~216 0.24~0.28 低合金钢、合金结构钢186~206 0.25~0.30灰铸铁78.5~157 0.23~0.27 铜及其合金72.6~128 0.31~0.42铝合金70 0.33轴承为标准件,采用轴承钢GCr15;压头的材料选用高级优质碳素工具钢T10A,其密度是7.85g/cm3,特点是容易锻造、加工性能良好、价格便宜,能够承受冲击、硬度高,应用于不受剧烈冲击的高硬度耐磨工具,如车刀、刨刀、冲头、丝锥、钻头、手锯条。
过盈压入力计算公式

μm
0.015
mm
15
μm
0
mm
8
mm
15.8
mm
212000 1500 0.289 0.35 0.00
0.711
0.256369172
N/mm2 N/mm2
2.04
0.00000335 0.00135967
0.00136302
最大压力【压强 】
pmax
p max
max d (C1 C2) 103
备注
63 kg 20 kg
材料
碳钢、低合金钢、合金结构钢 灰口铸铁(HT150/HT200) 灰口铸铁(HT250/HT300) 45 20CrMnTi 40Cr A356,ADC12/LY12
硅钢片
不锈钢1Cr18Ni9 紫铜(T2) 黄铜H62 橡胶/丁腈橡胶
尼龙6/66/1010
ABS树脂
弹性模量 E(MPa) 200000-235000 70000-80000 105000-130000 210000 212000 211000 69000
计算结果
630 197
单位
N N
L μ
δmax
δmin
d1 d d2
E1
E2
v1
v2
(d1/ d)2
1 (d1 / d )2
C1
C1 1 (d1 / d )2 v1
(d / d 2)2
1 (d / d 2)2
C2
C2 1 (d / d 2)2 v2
C1/E1 C2/E2
C1 C2 E1 E2
28.5
235-1280 抗拉150/200 抗拉250/300 355 835 785 216,154 350(常温) 310(200 250 70 290
压装力计算 -回复
需要注意的是,压装力的计算是一个复杂的过程,需要综合考虑多个因素。确保在计算和实际操作中采用合适的安全系数,以确保装配质量和安全性。
2.零件几何特征:确定零件的几何特征,例如直径、长度、壁厚等,以便计算接触面积和受力区域。
3.摩擦特性:考虑零件之间的摩擦系数,它反映了零件之间的表面粗糙度和润滑情况,对于计算压算方法。常见的安装方式包括冷卡装、热卡装、滚装等,每种方式都有相应的计算公式。
根据不同的零件和装配方式,可以选择合适的计算方法。一些常用的计算方法包括:
1.公式法:根据几何特征和材料特性,使用公式计算压装力。例如,对于圆柱形零件的压装力计算可以使用Hertz接触应力公式。
2.有限元法:利用有限元分析软件进行模拟计算,考虑材料的非线性特性和接触面的形变情况,得到更精确的压装力值。
压装力计算
压装力(Press-fit Force)是指在组装过程中,将一个零件(如销、轴等)通过力的作用,使其与另一个零件(如孔、轴承座等)实现紧固或连接的力量。
压装力的计算通常需要考虑以下几个关键因素:
1.零件材料特性:首先需要了解零件的材料特性,包括弹性模量、屈服强度等。这些参数可以影响压装力的大小和强度。
压装时压入力计算公式(整理)
200~235 70~80 105~130 90~100 160~180
85 80 69 40
泊松比v
0.30~0.31 0.24~0.25 0.24~0.26
0.25 0.28~0.29
0.35 0.36~0.37 0.32~0.36 0.25~0.30
线胀系数 a/(10-6/
加热 11
11 10 10 10 17 18 21 25.5
材料
弹性模量 E/(KN/mm2)泊松比 v
碳钢、低合金钢、合金结 构钢
灰铸铁(HT150、HT200) 灰铸铁(HT250、HT300)
可锻铸铁 非合金球墨铸铁
200~235
70~80 105~130 90~100 160~180
0.30~0.31
0.24~0.25 0.24~0.26
0.25 0.28~0.29来自0.110.07
钢一结构钢 钢一优质结构
0.1 0.11
0.08 0.07
钢-青铜 钢-铸铁
0.15~0.20 0.12~0.15
0.03~0.06 0.05~0.10
铸铁-铸铁
0.15~0.25
0.05~0.10
材料
弹性模量E/(KN/mm2)
碳钢、低合金钢、合金结构钢 灰铸铁(HT150、HT200) 灰铸铁(HT250、HT300) 可锻铸铁 非合金球墨铸铁 青铜 黄铜 铝合金 镁铝合金
2)压入时应平稳,被压入件应准确到位。 3)压装的轴或套引入端应有适当导锥,但怠锥长度不得大于配合长度
的 15%,导向斜角一般不应大于 10°。 4)将实心轴压入盲孔,应在适当部位有排气孔或槽。 5)压装零件的配合表面除有特殊要求外,在压装时应涂以清洁的润滑
轴承压装机压装力的计算
轴承压装机压装力的计算摘要介绍了与传统设计不同的轮轴冷压装计算方法,设计员可节省查阅资料时间,应用新型的计算公式,能快速获得准确工艺参数,并量化轮轴设计尺寸。
本文的车辆轮轴注油冷压装工艺属国内首例。
此方法对机械制造工业价值巨大。
关键词轮轴冷压装轮轴注油冷压装计算公式工艺工装修复技术一、前言本文论述的内容,适用于铁路机车车辆、工程机械和机床制造。
该技术的特点是:在轮轴冷压装设计中,既节省了查阅设计手册和行业标准所用的大量时间,又能快速获得准确工艺参数和设计量化值。
工艺简单、加工方便、能有效避免轮轴配合面被擦伤,与传统的轮轴冷压装工艺设计相比,这是专业技术领域中的新思路。
二、工艺参数计算在设计轮轴冷压装产品时,如何根据配合直径来求得合理的过盈量及冷压装吨位,这是专业工艺人员极为关注的技术难题。
作者通过长期试验论证,运用数学原理推导出了下列理论计算公式,技术难题迎刃而解,现简介如下。
-4-4 δ=7×10D+0.06 (1) δ=7.6×10D+0.09 (2) 12δ=0.5(δ+δ) (3) δ=δ-0.02 (4) 31243δ=δ+0.01 (5) δ=δ,δ (6) 5345P=(3.11D+66)+6 (7) P=4.88D+101 (8) 12P=P,P (9) 12δ—粗算轮轴配合过盈量下限值mm;δ—粗算轮轴配合过盈量上限值mm;δ—粗算轮轴配123合过盈量平均值mm;δ—精算轮轴配合过盈量下限值mm;δ—精算轮轴配合过盈量上限值45mm;δ—轮轴配合过盈量精确值mm;D—轮轴配合直径mm;P—轮轴冷压装吨位下限值kN;1P—轮轴冷压装吨位上限值kN;P—轮轴冷压装吨位精确值kN。
2三、计算应用实例计算图1所示的车辆轮轴采用冷压装工艺时,所需配合过盈量及压装吨位。
解:(1)计算过盈量-4-4 δ=7×10D+0.06=7×10×182+0.06=0.19(mm) 1-4-4 δ=7.6×10D+0.09 =7.6×10×182+0.09=0.23(mm) 2δ=0.5(δ+δ)=0.5(0.19+0.23)=0.21(mm) 312δ=δ-0.02=0.21-0.02=0.19(mm) 43δ=δ+0.01=0.21+0.01=0.22(mm) 53δ=δ,δ =0.19~0.22(mm) 45(2)计算冷压装吨位P=(3.11D+66+6=(3.11×182+66)+6=683(kN) 1P=4.88D+101=4.88×182+101=989(kN) 2P=P,P=683,989(kN) 12以上计算出来的δ值和P值,即为所求车辆轮轴冷压装时,所需的配合过盈量和冷压装吨位。