AL-extrusion铝挤成型 散热器介绍
铝型材散热器加工方法

铝型材散热器加工方法同学们,今天咱们来一起探索一下铝型材散热器的加工方法,这可挺有意思的!首先咱们得知道,为啥要用铝来做散热器呢?因为铝这种材料导热性好呀,能快速把热量散发出去。
那铝型材散热器到底是咋加工出来的呢?一种常见的方法是挤压成型。
就好像我们做面条,把和好的面团通过压面机的小孔挤出来一样。
对于铝型材散热器,把加热好的铝棒放进挤压机里,通过模具的形状,就能挤出我们想要的散热器的样子啦。
比如说,如果想要那种长条形状的散热器,就用对应的长条模具。
还有一种方法是压铸。
这个就有点像做蛋糕,把液态的铝倒进做好的模具里,等冷却凝固后,就能得到成型的散热器。
压铸的好处是可以做出一些形状比较复杂的散热器,不过对模具的要求比较高。
在加工过程中,可不能忘了要进行表面处理。
为啥要处理表面呢?一是为了好看,二是为了保护散热器,增加它的使用寿命。
常见的表面处理方法有阳极氧化。
这就像是给散热器穿上一层“防护服”,让它更耐磨损、耐腐蚀。
咱们来举个例子哈。
比如说有一家工厂要生产一批电脑用的铝型材散热器。
他们先根据电脑的散热需求设计好了散热器的形状和尺寸,然后选择了挤压成型的方法。
在挤压过程中,严格控制温度和压力,确保挤出的型材符合要求。
接着进行了阳极氧化的表面处理,让散热器变得既好看又耐用。
加工好之后,还得进行质量检测。
要看看散热器的尺寸对不对,表面有没有瑕疵,散热性能达不达标。
如果发现有问题,就得及时调整加工工艺或者把不合格的产品挑出来。
不同的应用场景对铝型材散热器的加工要求也不一样。
像在汽车发动机里用的散热器,因为工作环境恶劣,对材质和加工精度的要求就特别高。
而在一些普通的电子设备里,可能就没那么严格。
随着技术的进步,现在还有一些新的加工方法和工艺在不断出现。
比如说3D 打印,说不定以后也能广泛应用在铝型材散热器的加工中呢。
铝型材散热器的加工方法有很多,每种方法都有它的特点和适用范围。
要想做出高质量的散热器,就得根据实际需求选择合适的加工方法,并且严格控制每一个环节。
铝挤成型工艺介绍

铝挤成型工艺介绍•1.铝及合金材料介绍•2.铝挤成型工艺介绍•3.散热片加工流程•4.铝挤型材设计及模具知识了解一.铝挤型原材介绍1.铝锭金属元素-铝铝是地球上含量极丰富的金属元素,其蕴藏量在金属中居第2位。
至19世纪末,铝才崭露头角,成为在工程应用中具有竞争力的金属,且风行一时。
航空、建筑、汽车三大重要工业的发展,要求材料特性具有铝及其合金的独特性质,这就大大有利于这种新金属-铝的生产和应用。
当1886年Charles Hall在美国俄亥俄州和Paul Heroupt在法国各自独立地将溶解在熔融冰晶石中的氧化铝(Al2O3)的电解还原技开发成功之时,世界上首批以内燃机为动力设备的车辆问世,随之而来的便是作为汽车业需用的、具有越来越大的工程价值的材料-铝及其合金对汽车工业的发展开始起重要的作用。
电气化也要求将大量质轻的导电金属-铝用于长距离输送电,用于建造支撑架空电缆纲络所需要的塔架,以便以发电厂传输电能。
铝工业的发展还不只限于上述内容。
铝在商业上应用于诸如镜框、门牌和餐用托盘之类的新颖物品。
铝制的炊事用具也成为市场上的一类商品。
现在,铝已发展成具有各种各样用途的材料,其范围之广足以使现代生活的各个侧面直接地受到铝的应用的影响。
铝的生产所有铝的生产均基于熔盐电解法(Hall-Heroult法)。
将从铝土矿制得的氧化铝溶于冰晶石电解液,其中加有几种氟化物的盐类以控制电解液的温度、密度、电阻率以及铝的溶解度。
然后,通入电流电解已熔的氧化铝。
这样,氧在碳阳极上生成并与后者起反应,而铝则在阴极上作为金属液层而聚集。
已分离出的金属可以定时用虹吸法或真空法移出度坩埚中,然后将铝液转移到铸造设备中浇铸成铝锭(aluminum ingot)。
铝锭熔铸熔铸时主要加上硅.镁及晶厘细化剂。
炉温720-730度。
冶炼出来的铝含有的主要杂质是铁与硅,锌、镓、钛、钒也通常作为微量杂质存在。
国际上铝的最低纯度是以确定的成分及其数值作为基本标准。
铝挤型散热片国家标准
铝挤型散热片国家标准铝挤型散热片是一种用于散热的重要材料,广泛应用于电子、通信、汽车等领域。
为了规范铝挤型散热片的生产和应用,提高产品质量,保障使用安全,制定了铝挤型散热片国家标准。
本文将对铝挤型散热片国家标准进行介绍和解读。
首先,铝挤型散热片国家标准主要包括产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
其中,产品分类是根据散热片的用途和结构特点进行划分,以便于生产和使用时的统一标准。
技术要求是对散热片的材料、尺寸、表面处理、性能等方面进行详细规定,以确保产品具有良好的散热性能和稳定的质量。
试验方法是对散热片进行各项性能指标的测试方法,以验证产品是否符合标准要求。
检验规则是对产品进行出厂检验和质量控制的规定,确保产品质量稳定可靠。
标志、包装、运输和贮存是对产品标识、包装方式、运输条件和贮存要求的规定,以保证产品在整个生产和使用过程中的质量和安全。
其次,铝挤型散热片国家标准的制定对于行业发展和产品质量提升具有重要意义。
一方面,国家标准的制定可以统一产品的技术要求和质量标准,避免因地区差异而导致的质量不一致和技术壁垒。
另一方面,国家标准的制定可以推动行业技术进步和产品创新,促进企业提升自身的研发能力和生产水平,提高产品的竞争力和市场占有率。
同时,国家标准的制定还可以加强产品质量监管和市场监督,保障消费者的权益,维护行业的良性竞争秩序。
最后,铝挤型散热片国家标准的实施需要各方共同努力,确保标准的有效执行和落实。
企业应当严格按照国家标准要求进行生产和质量控制,确保产品符合标准要求。
相关部门应当加强对产品的检验和监督,及时发现和处理不合格产品。
消费者应当增强产品质量意识,选择符合国家标准的产品,维护自身权益和安全。
综上所述,铝挤型散热片国家标准的制定和实施对于行业发展和产品质量提升具有积极意义。
各方应当共同遵守和执行国家标准,推动行业健康发展,提高产品质量,保障使用安全。
希望本文对铝挤型散热片国家标准的了解和理解有所帮助。
铝挤型

靜水壓擠製法之鋁合金應用誠屬落後之現 況,今後在上述潤滑技術之建立,以及。 由經濟面的角度,如何使包含前段處理設 備之周邊技術之合理化,將是拓展靜水壓 擠製法之應用範疇之重點。
表2 鋁合金材之靜水壓擠製實例
擠型材 鋁 合 金 種 類 201 7 707 5 201 4 300 3 201 1 505 2 202 4 形狀 尺寸(mm) 擠製速率 m‧min-1 擠製比 R 胚件 尺寸 (mm)
日本
4,000
複合材料之擠製
ASEA
英國
4,000
銅披覆鋁材之擠製
ASEA
N. V. Lips
荷蘭
4,000
銅管之擠製
ASEA
---
日本
300
貴金屬特殊金屬之擠製
神戶製鋼 (株) 神戶製鋼 (株) 住友重機械
---
日本
2,000
貴金屬特殊金屬之擠製
住友輕金屬(株)
日本
1,600
鋁合金管之擠製
缺點
其缺點為循環時間(Cycle time)太長,壓媒的注入 其缺點為循環時間(Cycle time)太長,壓媒的注入 需要時間。同時,靜水壓擠製法所用胚件(Billet) 需要時間。同時,靜水壓擠製法所用胚件(Billet) 之前端部須具有特殊之圓錐(Cone)形,以及表面 之前端部須具有特殊之圓錐(Cone)形,以及表面 必須事先製,使得胚件之製造比較煩雜。此外, 必須事先製,使得胚件之製造比較煩雜。此外, 使用壓媒之故,連續擠製也比較困難。 由於靜水壓擠製法具有上述缺點,因此採用 一般之熱擠製法若沒有太大問題時,實在看不出 其經濟的利益。然而,對於可以充分彌補其經濟 的缺點,發揮其優點的製品而言,靜水壓擠製法 之工業應用的價值是可以期待的。其中例如附加 價值高的複合材料擠製,或工程合理化效果高的 高溫擠製均為今後努力的目標。
铝挤散热器加工工艺
铝挤散热器加工工艺
铝挤散热器的加工工艺主要包括以下几个步骤:
1. 材料准备:选用高质量的铝合金材料作为原料,通过铝材的挤压加工,制成散热器的毛坯。
2. 模具设计:根据散热器的形状和尺寸要求,设计制造用于挤压加工的模具。
3. 模具加热:将模具加热到适当的温度,以防止铝材在挤压过程中过早冷却,影响挤压效果。
4. 挤压加工:将铝材放入挤压机的料斗中,通过挤压机将铝材挤出模具的形状中,形成散热器的初步形状。
5. 冷却处理:将挤压出来的散热器毛坯进行冷却处理,以增强其硬度和强度。
6. 加工整形:通过铣削、切割、钻孔等后续加工工艺,对散热器进行整形,使其符合设计要求的尺寸和形状。
7. 表面处理:根据需要,可以对散热器进行阳极氧化、电泳涂装等表面处理,以增加其耐腐蚀性和美观度。
8. 检测验收:对加工后的散热器进行尺寸、外观和功能等方面的检测,确保产品质量合格。
以上是铝挤散热器的一般加工工艺流程,具体的加工步骤和工艺参数可能会有所不同,根据实际需求和加工设备的不同而有所调整。
铝型材(散热型)挤压工艺与模具设计毕业设计

摘要铝合金因质轻、美观、良好的导热性和易加工成复杂的形状,而被广泛地用于生产散热器材。
铝合金散热器型材主要有三种类型:扁宽形,梳子形或鱼刺形;圆形或椭圆形以及树枝形。
与其他铝型材比,散热器有其自身的特点:散热片之间距离短,相邻两散热片之间形成一个槽形,其深宽比很大;壁厚差大,散热片的齿部很薄,而其根部的底板厚度大。
散热器复杂的截面形状给模具设计、制造和生产带来很大的难度。
本文以两种常用散热器为实例,在总结大量散热器模具设计制造经验的基础上,论述了散热片挤压模具设计的步骤和关键点。
散热器型材挤压模具设计既要保证模具有足够的强度又要平衡金属在模具中的流速。
根据散热器的产品图,将梳子型散热器挤压模具设计成平摸,与导流模配合使用。
把太阳花散热器挤压模具设计成分假流模,以保证在挤压时的金属流动比平模更均匀,这也是太阳花散热器模具设计的关键点。
文中选用4Cr5MoSiV1模具钢作为模具材料,讨论了散热器挤压模具的热处理工艺和散热器的挤压工艺特点。
关键词:散热器挤压模具设计挤压工艺铝型材Extrusion Process and Die Design for Radiator Aluminum Extruded SectionsABSTRACTAluminum alloy, for its light weight, beautiful, good thermal conductivity and easy processing into complex shapes,is widely used to produce cooling equipment. Aluminum radiator profiles are mainly three typesg: flat wide shape, or a fishbone-shaped comb-shaped; round or oval-shaped;and branching shape. Compared with the other aluminum extruded sections radiator has its own characteristics: the distance between the heat sink is short, between two adjacent heat sink to form a trough, and its large aspect ratio; differential wall thickness, heat sink teeth thin, and its roots in the bottom thick. The mold design, manufacturing and production are very difficulty for the complexity of the shape of radiator extruded sections.In this paper, the extruded die design of two common heat sink radiators are discussed in detail on the basis of a lot of experiences in mold design and manufacture for the radiator. Extruded die design has two key parts,the first is sufficient strength to ensure that mold; the second is to balance the flow of metal in the mold. Based on the Product plans of radiators, the radiator comb flat extrusion die are designed to touch, used in conjunction with the diversion mode. The extrusion die is designed radiator sunflowers streaming mode, split mode when the metal flow in the extrusion die is more complex than flat, so how to balance the flow rate of the metal mold is key points for the design of radiator sunflowers. 4Cr5MoSiV1 die steel is usedand also the radiator heat treatment process and extruded process are discussed.Keywords:Radiator Extrude mold design Extrusion processAluminum extruded sections目录摘要 (I)Extrusion Process and Die Design for Radiator Aluminum Extruded Sections (II)ABSTRACT (II)第一章绪论 (1)1.1引言 (1)1.2挤压模具在铝型材挤压生产中的重要性 (1)1.3铝型材挤压模具技术发展概况 (3)1.4论文的主要研究内容 (5)第二章型材挤压模具设计技术 (6)2.1型材模具的设计原则及步骤 (6)2.1.1挤压模具设计时应考虑的因素 (6)2.1.2模具设计的原则与步骤 (6)2.1.3模具设计的技术条件及基本要求 (9)2.2挤压模典型结构要素的设计 (9)2.2.1模角 (9)2.2.2定径带长度和直径 (10)2.2.3出口直径或出口喇叭锥 (10)2.2.4入口圆角 (11)2.3确定采用平面和分流模的原则 (11)2.4平面分流组合模的特点与结构 (12)2.4.1工作原理与特点 (12)2.4.2分流组合模的结构 (13)2.5模具外形尺寸的确定原则 (14)第三章典型散热器挤压模具设计 (16)3.1太阳花散热器的模具设计 (16)3.1.1太阳花散热器产品结构分析 (16)3.1.2太阳花散热器挤压模具整体结构设计方案 (17)3.1.3太阳花散热器分流组合模结构设计 (18)3.2梳子型散热器模具设计 (30)3.2.1梳子型散热器产品结构分析 (30)3.2.2梳子型散热器挤压模具整体结构设计方案 (32)3.2.3梳子型散热器结构设计 (32)第四章模具的选材与热处理及维护与保养 (45)4.1模具材料的选择 (45)4.1.1模具材料的使用条件 (45)4.1.2模具材料的性能要求 (45)4.1.3挤压工模具选材的特点 (46)4.1.4模具材料的选择 (48)4.2模具材料的热处理 (50)4.2.1退火工艺 (50)4.2.2淬火工艺 (50)4.2.3回火工艺 (51)4.2.4 4Cr5MoSiV1钢的热处理工艺 (52)4.3模具的维护与保养 (53)4.3.1模具的修正 (53)4.3.2模具的合理使用 (54)第五章型材挤压工艺 (55)5.1铝及铝合金材料挤压生产工艺流程 (55)5.2挤压工艺的制定 (56)5.2.1挤压方法的选择 (56)5.2.2坯料形状尺寸的确定 (56)5.2.3挤压温度范围 (57)5.2.4流动速度和挤压速度 (58)5.2.5挤压工具的结构 (58)第六章结论 (59)参考文献 (60)致谢 (62)第一章绪论1.1引言挤压工模具设计与制造是铝合金挤压材,特别是铝合金型材生产的关键技术,不仅影响产品的质量、生产效率和交货周期,而且也是决定产品成本的重要因素之一。
铝管带式汽车散热器制作原理说明
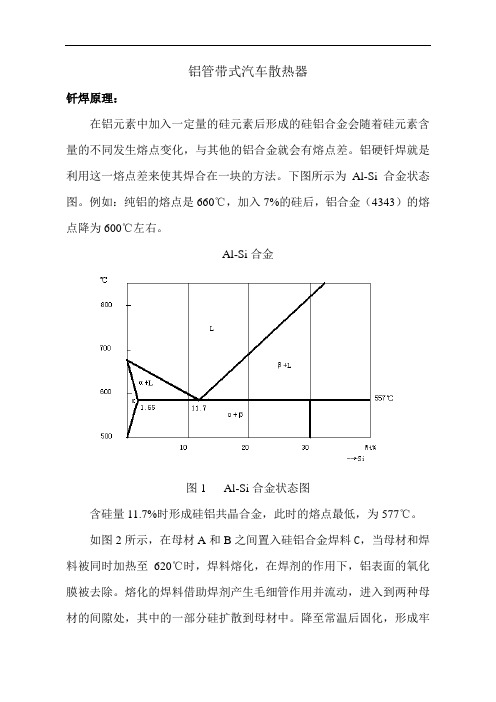
铝管带式汽车散热器钎焊原理:在铝元素中加入一定量的硅元素后形成的硅铝合金会随着硅元素含量的不同发生熔点变化,与其他的铝合金就会有熔点差。
铝硬钎焊就是利用这一熔点差来使其焊合在一块的方法。
下图所示为Al-Si合金状态图。
例如:纯铝的熔点是660℃,加入7%的硅后,铝合金(4343)的熔点降为600℃左右。
Al-Si合金图1 Al-Si合金状态图含硅量11.7%时形成硅铝共晶合金,此时的熔点最低,为577℃。
如图2所示,在母材A和B之间置入硅铝合金焊料C,当母材和焊料被同时加热至620℃时,焊料熔化,在焊剂的作用下,铝表面的氧化膜被去除。
熔化的焊料借助焊剂产生毛细管作用并流动,进入到两种母材的间隙处,其中的一部分硅扩散到母材中。
降至常温后固化,形成牢固的焊脚。
组装→涂焊剂→钎焊→冷却、固化图2 钎焊原理图焊后的连接强度可达到11.7kg/mm2。
钎焊工艺:铝钎焊的方法及工艺见表1。
焊剂作为破坏、去除铝表面氧化层的活性剂,配制有多种方法,其中方法I~IV以氯化物(NaCl、KCl、LiCl等)为主要成分,再添加少量的氟化物。
由于钎焊后残留的含氯化物焊剂具有腐蚀作用,必须进行后处理予以彻底去除。
第V种NOCOLOK法使用了非腐蚀性焊剂(K3AlF6-KAlF4),钎焊后不必清洗。
在这里,NOCOLOK是焊剂的商品名。
第VI种真空钎焊法不使用焊剂,靠焊料中镁元素的蒸发破坏氧化膜来进行焊接。
第VII种是在非活性气体氛围中进行焊接的V AW法,带焊料的零部件需在氨溶液中做前处理,氧化膜必须完全处理掉。
还有,氮气的纯度必须严格管理。
由于第V种NOCOLOK法过程易于控制,便于工业化大批量生产,焊后工件不须清洗处理,目前,大部分的制造商都选择了这种方法生产铝管带式散热器。
国内引进的生产线也以NOCOLOK法为主。
生产工艺:NOCOLOK法典型的铝管带式散热器生产工艺如下:高频焊管、滚带、主片和护板冲压、真空清洗零件、芯子组装、芯子钎焊、安装水室(敛缝)、安装附件和侧板、密封性检验、水箱盖安装、标签粘贴、包装。
压铸铝型散热器 参数

压铸铝型散热器参数
压铸铝型散热器的参数主要包括以下几个方面:
1. 材质:压铸铝散热器一般采用高纯度铝锭为主要原料,经过压铸成型、脱脂、喷涂等工艺处理后制成。
其铝制散热体使其具有高导热性、高热容量和优良的抗腐蚀性等特点。
2. 散热面积:散热器的散热面积通常是指其散热片所覆盖的面积,这是影响散热效果的重要因素。
散热面积越大,散热效果越好。
3. 散热量:散热器的散热量通常是指在标准工况下,散热器每小时散发的热量(以瓦特或千瓦为单位)。
这是衡量散热器性能的重要指标,散热量越大,说明其散热性能越好。
4. 进出口温度:进出口温度是指散热器进出口处的水温。
一般情况下,进口温度为进水温度,出口温度为出水温度。
散热器的进出口温度差反映了其热交换效率,温度差越大,效率越高。
5. 压力:散热器的工作压力通常是指在正常工作条件下,散热器能够承受的最大水压。
压力越大,说明散热器的结构强度越高,同时也要求系统的水压承受能力相应提高。
6. 接口尺寸:散热器的接口尺寸通常是指其与管路连接的接口直径。
常见的接口尺寸有1/2英寸、3/4英寸和1英寸等。
接口尺寸越大,散热器的流量越大,散热效果也越好。
7. 安装方式:压铸铝型散热器有多种安装方式,如挂装和落地安装等。
不同的安装方式会影响到散热器的使用效果和美观程度,因此需要根据实际情况选择合适的安装方式。
总之,选择压铸铝型散热器时,需要根据实际情况综合考虑以上参数,以便选择合适的散热器并充分发挥其性能优势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
類
2.
1.
3.
1. 2. 3.
料
、
型 、 行 . , .
里 ,不 。
,
料
料 前模——导流板
型 中模——成型模 模套——保护模具
流 力 流 不 力不
流
流
料
力
料
流
料 略 ,
流 .
輪廓,
力
.
(
)
压力较
压力较
流
料
行 度 度 度 量
模具抛光
理嗡
模具放电
理嗡
模具线割
型设计
度不 裂
型设计
铝挤
1. 2. 3.
计
验
结
铝板要埋热管焊接的挤型可以直接将热管槽挤 成型,不需要后加工(如图一)。 挤型总高度需要给抛光预留0.05mm的厚度。 有需要剖凸台的挤型,凸台要高出下个面 0.5mm左右,否则在剖凸台时容易伤到下个面 (如图二)。
0.3∮ 0.1
图一
4.
散热片上尽量不要有盲孔加工,否则碱洗的不 良率会比较的高。
切 检 验
加工流
热: 爐 460-540度
流
擠壓成型
加工流
流
力
料 來 料 行冷 不 冷 度 度 行拉 拉 來 度 來
流
锯切 ——
料
度 數 3 -4
流
爐 料 爐 理 度 行 理
理 度 .
料 力.
时
将 理 金 进行 时 产 为了稳 铸 称为时 这 时 较 理 度 较 理 时 将铸 不 金 热 当时 度 进行 时 金 度 金 热 理 时 进行切 这
切 狀
嗣 嗡
模具下料
根据产品的大小决定模 具外径大小嗣材料常用 H 鋼材 ,主要特性耐高 溫嗣抗強壓嗡 13
挤型模制作过程
图面设计
放电
审查图面尺寸公差嗣 评估模具的可行性嗡
抛光
成型模具
挤
过
锯Байду номын сангаас
——
——铣—— H13
理——
—— 車
——抛
——
理
了 对 廓 R
度 廓( 进行 來(
理( 3-4 理( 2 ) )
-AL 6063-T5
物理特性
合金編號 6063 密度 g/cm3 2.7 熱膨脹係數 µm/m.K 23.4 熱傳導係數 W/m.K 201 導電率 %IACS 53
特征应用
良 ,
說 冷 T5 ), , 冷 . 行 ,不 狀 冷 ( . 行 , 不 力
6063
狀
, 度
, .
. 料
料
加工流
铝棒 力
图二
3
) 3-4 )
度
型设计
发热体热量是放射状的发散,挤型 FIN设计成放射状效果比较好。
型设计
挤
1. 2. 定义:是挤型模上的齿高与其齿根比值的最大值。 挤型比是铝挤模难易程度的重要参数,挤型比越大模具越难开,一般挤 型比不要超过20,如下案例。
挤型(A8L0080000) ,看似简单,厂商开模前都很有把握。 设变前:FIN 23PCS,挤型比23.2,模具爆了6套,只有一家能勉强出料。 设变后:FIN 21PCS,挤型比21.3,模具一次成功。
将金 理 不 度 综
热 冷 质
当 盐 量
度 矿 度 金
时 零 度
冷
韧
劳
质 金 辊 渗 度
冷 度 零 获
金
热 过
这
满 不
称 度 当 度 度 时 若 度
金 时
热
理 缓 韧
将 过 质 冷 冷
金
热
理
热 将
临
度 金 内应力
当 热 降
加工流 检验包装
加工流
Al Extrusion equipment
加工流
金
度 (aluminum ingot)
-熔铸
爐 煉 來 度 度來 Pxxx 數 度 更 量 99.70% P 數 來 數 金 金 來 零 度 量
-铝棒
铝棒
镕铸后成铝棒, 切 铝棒的大小是根据机台的大小而定。 我们最常用的挤型材料是 6063-T5
-铝挤 料
料 量 度
量 度 量 量 率
度 來
不 度
鋁擠基础知识
内容
2. 3. 4.
流
计
-铝锭
金 露 料 1886年Charles Hall (Al2O3) 來 便 車 不 類 料 Hall-Heroult 類 度 金 度 流 離 度 率 量 金 力 金 金 量 金 行 2 利 Paul Heroupt 車 來 量 便 金 立 力 料 車 金 離 類 19 車 金