电液伺服阀在液压系统中的故障诊断及分析
DEH伺服阀故障原因分析

摘要:针对近年来伊敏发电厂抗燃油油质劣化频繁,严重影响设备的安全运行问题,对油质劣化的原因作了具体分析,并对防劣化措施作了初步探讨。
抗燃油 劣化 危害
0前言
伊敏发电厂安装两台俄制500MW机组,于02、03年先后对2#、1#机进行了彻底的DEH改造,改造后的效果是明显的,但由于缺乏对高压抗燃油的管理经验,发生了三次严重的抗燃油油质劣化事件,对机组的安全造成了极大的危害,并造成了极大损失。
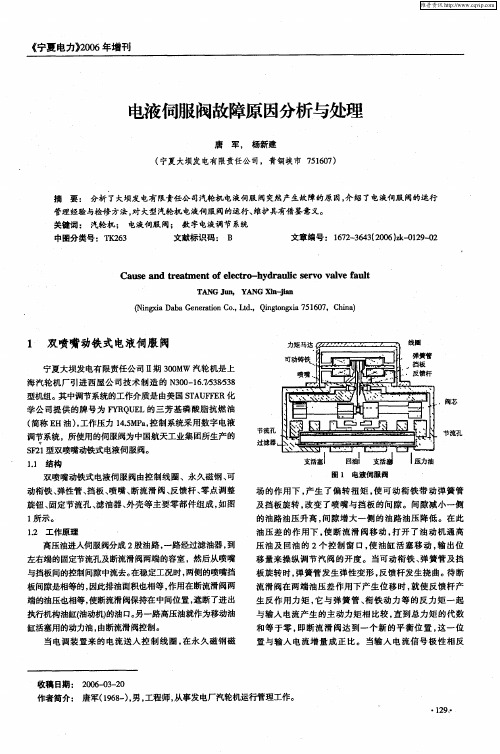
1.2 MOOGJ761-003伺761-003伺服阀是喷嘴挡板式伺服阀。由两级液压放大及机械反馈系统所组成。第一级液压放大是双喷嘴和挡板系统;第二级功率放大是滑阀系统。调节汽门的油动机是单侧作用、推式的,油动机活塞杆与调节汽门相连,活塞杆向上移动为开阀,调节汽门上部重型弹簧使调节汽门保持在关闭位置,如图2所示,调节汽门的开启是控制伺服阀的滑阀凸肩1打开连通EH压力油的进油口,接通了连通着调节汽门油动机下缸的油口,油动机下缸的进油量多少决定了调节汽门的开度,油动机下缸进油量增加,压力升高,推动活塞上移,活塞杆上移带动调节汽门上移,克服调节汽门上部重型弹簧的作用力开至要求的位置,实现了调节汽门的开启控制;而调节汽门的关闭是控制伺服阀的滑阀凸肩2打开与有压回油相通的泄油口,使之与调节汽门油动机下缸油口相通,油动机下缸的泄油量决定调节汽门的关阀量,油动机下缸泄油,压力下降,活塞下移,在调节汽门上部重型弹簧作用下,将调节汽门关至所要求的位置。
另一方面,我厂抗燃油为"大湖"专为俄罗斯生产,油黏度大大提高,(40℃时为50.83mm2/s;43℃时为41.71mm2/s;47℃时为34.49mm2/s;50℃时为28.75mm2/s)在正常工作油温40±5℃下油黏度变化极大,易造成滤网压差过大问题。
电液伺服阀故障原因分析与处理
缸活塞用的动力油 , 由断流滑阀控制 。 当电调 装置 来 的电 流送入 控 制 线 圈 , 在永 久磁 钢磁
置与输入电流增量成正 比。 当输入 电流信号极性相反
收稿 B期 : 20 - 3 2 060—0
作者简介 : 唐军 (98 )男 , 16一 , 工程师 , 事发 电厂汽轮机运行管 理工作 。 从
动 机的下油缸不停的进油和泄油 , 门也随之开和关 , 调 最终 引发调节汽 门大幅抖 动的故障。 ‘ 34 抗燃油质不合格 .
2 问题 的提 出
宁夏大坝发电有限责任公司Ⅱ期 2 30 W汽轮机 台 0M
为 N 0 — 6 /3/3 30 1. 5 85 8型亚 临界一次 中间再 热、 7 单轴 、 双缸 、
Ca s n r a m e t fee to h d a l e v av a l u e a d t e t n lc r - y r ui sr o v lef u t o c
T G J n YANGXi-ln AN u , n ja
(igi D b eeao o Ld,Q nt gi 7 0 ,C ia N nxa aaG n r i C . t. ig n x 5 6 7 hn) tn , o a 1
场 的作 用 下 , 产生 了偏 转扭 矩 , 可 动 衔铁 带 动 弹簧 管 使 及 挡板 旋转 , 改变 了喷 嘴与 挡板 的 间隙 。 间隙减 小一 侧
旋钮 、 固定 节流孔 、 油器 、 滤 外壳 等主 要零部 件组 成 , 图 如
l 所示。
1 工 作 原 理 . 2
的油路油压升高 , 间隙增大一侧的油路油压降低。在此
液压AGC电液伺服系统在线状态监测与故障诊断系统的研究
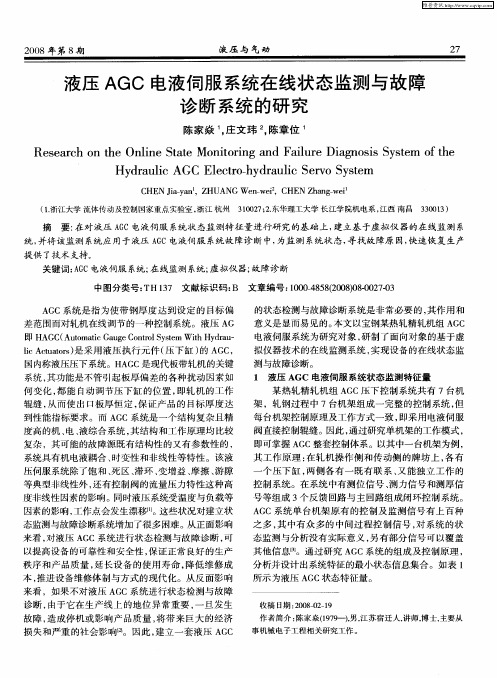
测 与故 障诊 断 。 1 液压 A GC电液 伺服 系统状 态监 测 特征 量 某 热 轧 精轧 机 组 A C压 下控 制 系统 共 有 7台 机 G 架 ,轧钢 过程 中 7台机 架 组成 一 完 整 的控 制 系统 , 但
国内称液压压下系统。H G A C是现代板带轧机 的关键 系统 , 其功 能是 不 管 引起 板厚 偏 差 的各 种 扰 动 因素 如
一
系统具有机电液耦合 、 时变性和非线性等特性 。该液 压伺 服 系统 除 了饱 和 、 区 、 环 、 增益 、 擦 、 隙 死 滞 变 摩 游
等典 型 非线 性外 , 有控 制 阀的流 量 压 力特 性 这 种 高 还
度非线性因素的影响。同时液压 系统受温度与负载等 因素的影响, 工作点会发生漂移I 这些状况对建立状 1 l 。
维普资讯
2 0 年 第 8期 08
液压 与 气动
2 7
液压 A GC 电液 伺 服 系统在 线 状 态 监测 与 故 障 诊 断 系统 的研 究
陈家焱 ’庄 文玮 陈章位 ’ , ,
Re e rh o h l e S ae M o io i g a d Fal r a n ssS se o e s a c n t e On i tt n trn n i e Dig o i y tm ft n u h Hy r u i d a lc AGC Elcr — y r u i v y tm e to h d a l Se o S se c r
伺服阀的故障诊断与维修技巧
伺服阀的故障诊断与维修技巧伺服阀是一种常见的液压控制元件,广泛应用于各种工业设备和机械系统中。
它可以根据输入信号的变化,精确控制液压流量和压力,实现对机械运动的精确控制。
然而,在使用伺服阀的过程中,由于各种原因,可能会出现故障,影响设备的正常运行。
因此,了解伺服阀的故障诊断与维修技巧对于维护设备的稳定运行至关重要。
首先,让我们了解一些常见的伺服阀故障表现。
常见的伺服阀故障包括不工作、工作不正常、工作噪音过大等。
当伺服阀不工作时,通常是由于电力供应故障、控制信号故障或阀芯卡死等原因引起的。
当伺服阀工作不正常时,可能是由于内部零件的磨损、液压泄漏或系统压力过高等原因导致的。
此外,伺服阀工作时如果发出异常噪音,可能是由于阀芯与阀孔摩擦、液压油质量不合格或油液污染等问题导致的。
针对伺服阀故障的诊断,我们首先需要进行外观检查和触摸检查。
外观检查可以通过观察阀体有无明显损坏、密封性能是否良好、电缆和连接器是否正常等,来判断故障的可能性。
触摸检查可以通过轻轻触摸阀体,确认是否有温度异常或振动异常。
如果外观和触摸检查没有发现明显的问题,我们可以进一步进行内部检查。
在内部检查中,我们可以拆开伺服阀,检查阀芯、阀座和密封件的磨损情况。
如果发现有磨损或损坏的零件,需要及时更换。
此外,还需清洗阀体内的沉积物和污垢,确保阀芯和阀座之间的间隙良好。
如果需要更换密封件,在更换时应选用与原件相同的规格和材质,确保其密封性能和耐磨性。
除了检查和更换零件,我们还需要注意伺服阀的调试和校准。
在更换零件或维修后,应该进行重新调试,确保伺服阀的工作正常。
调试包括校准伺服阀的工作范围和灵敏度,以及确认伺服阀在不同工作条件下的稳定性。
此外,还需要检查控制信号输入和输出的连接是否正确,以确保伺服阀能够正确地接收和响应控制信号。
在进行伺服阀维修时,我们还需要注意一些安全事项。
首先,确保设备已经停机,并且处于断电状态,以免发生意外。
其次,在拆卸伺服阀时,要小心操作,避免损坏零件或造成伤害。
电液压伺服阀故障原因分析及解决措施

—185—《装备维修技术》2021年第1期前言某中厚板厂为新建生产线,中厚板厂粗轧机伺服液压系统包含工作辊平衡、AGC 控制、支承辊平衡等多个液压回路。
粗轧机伺服液压系统在投产运行后,各回路中电液伺服阀均未出现故障,只有上支承辊平衡液压回路中同一位置MOOG 电液伺服阀(型号:D663Z4305K )频繁发生卡阻故障(在有电流信号输入的情况下,电液伺服阀主阀芯停在某一位置无反应)。
1电液伺服阀故障原因分析电液伺服阀出现故障共有三种情况。
设备正常运行过程中,伺服阀突然出现卡阻故障3台;停液压站后再次启动液压站,伺服阀直接出现卡阻故障15台;出现故障后更换新伺服阀,新伺服阀上机后,又直接出现卡阻故障5台。
同一位置电液伺服阀频繁出现故障问题一直没有彻底解决。
每次拆卸伺服阀时,观察阀台、电液伺服阀油口均未发现杂质。
电气自动化专业对各传感器、电气线路、插头进行详细检查均正常、测试输入电流信号正常。
本伺服液压系统中的电液伺服阀均从MOOG 厂家采购,同一位置电液伺服阀先后更换23台。
基本可以排除伺服阀质量原因。
通过对伺服阀型号与系统压力、流量进行对比,伺服阀选型满足要求。
使用环境温度均满足要求。
对本伺服阀及液压系统进行具体分析。
1.1对液压系统中油品进行取样化验,油品从油箱内取出,油品清洁度为NAS 5级,满足伺服阀使用要求,说明油箱内油品清洁度符合要求;1.2电液伺服阀结构如图1电液伺服阀发生卡阻通常发生在前置级而不是功率级。
因为功率级阀芯之间的一般的颗粒是无法进入其中的,再小的颗粒进入其中也不能够与阀芯两侧的压力差形成的压力抗衡。
而前置级的喷嘴与挡板间隙为0.03mm-0.05mm ,一旦有颗粒卡在喷嘴和挡板之间,就会造成两个喷嘴前的压力不等,形成压力差,推动阀芯向一个方向运动,使伺服阀产生单边流量输出。
因为喷嘴与挡板之间通过固体颗粒相接触,电流信号产生的力矩无法改变喷嘴与挡板之间的距离,所以作用在伺服阀上的电流信号变化也无法实现对伺服阀控制;图11.3对电液伺服阀控制油管路进行排查,首先检查管路中过滤器,过滤器正常,未出现堵塞报警、过滤网无破损等问题,更换新过滤器后,伺服阀损坏问题依然存在;控制油管路上的过滤器设置在液压站内,过滤器与伺服直线距离大于5mm ,而伺服阀阀台近端没有过滤器,说明油品污染可能是过滤器后管路或阀台存在污染源;1.4对出现卡阻的电液伺服阀进行拆卸,拆卸时发现伺服阀先导阀油口蝶形过滤网位置有细微粉末状态黑色杂质,说明伺服阀的控制油管路存在油品污染或者阀台存在污染问题;故障分析总结,本伺服液压系统为新建系统,所有设备为新设备、管路为新焊接的。
电液伺服阀故障分析与探讨
: 0. 5: 8
A —— 钢 丝绳 截面 面积 , A I1 3 取 = l. mm : 5
白棕 绳 的安全 系 数 , K 9 取 =。 23 钢 丝绳 的复合 应 力计 算 .2 。 钢丝绳在承受拉伸和弯 曲时的复合应力按下
式计 算 :
= +
钢丝绳落下高度 , = 5m 取h 20 m; £一 钢 丝绳 的悬 挂长 度 , L 500 m。 厂 取 = 0 r a 经计算满足要求 。
me h d. to
【 e od 】l t yruc e o a efl ecr K y r sEe mhdal r l Байду номын сангаас ir,uv w c is v v v au e
1 概述
芯 卡滞 、 阀芯棱边 磨损 、 主 内部 滤芯 严重 污染 等 。
22 电液伺 服 阀的 失效模 式 .
如
/
/
6 o
/
液乳 化 生 成乳 化 液 , 低 了 润滑 性 能 ; 中混 入 水 降 油 分 后 易 产 泡 沫 , 使 液 压 系 统 在 高 温 高 压 时 产 生 会 气 蚀 现 象 , 速 了金 属 表 面 的疲 劳 失效 ; 加 水分 还 能 够 加 速 油 品 老 化 , 成 酸 、 质 和 油 泥 等 , 而 使 形 胶 从 设 备 腐蚀 生锈 、 阀失效 及过 滤器 堵 塞 。 () 剂 污 染 。 溶 剂 当与 少 量 水 相 结 合 时 将 3溶 形 成 酸 , 将 侵蚀 系统 中的 内部 金属 表 面 , 其 是 酸 尤 铁 质 表面 , 并产 生严 重 的锈状 腐 蚀 。 ( ) 体 污 染 。在 大 气 压 下 , 压 油 中可 溶 解 4气 液 1 %左 右 的空 气 , 液压 系统 的 高压 下 , 油 液 中 0 在 在 会 溶 解更 多 的空 气或 气 体 。空气 在 油 液 中形 成 气 泡 , 力 在 高低 压 之 间迅 速 变换 , 气 泡在 高 压侧 压 使 产 生 高 温 在 低 压 侧 发 生 爆 裂 , 果 液 压 系统 的元 如
电液伺服阀故障的原因及解决方法
电液伺服阀故障的原因及解决方法在生产实践过程中笔者发现,生产玻壳的自动压机冲压油缸在动作过程中出现颤抖现象,并且颤抖动作时强时弱,但基本能够完成全部动作。
控制系统采用OILG EAR公司的SC-VP系列的电液伺服阀,其结构为永磁式力反债两级伺服阀.工作压力为9MPa。
原因分析根据故障现象为液压油缸动作不良,判断出伺服阀阀芯在动作过程中有颤抖动作,其原因可分为电气和机械两大部分。
因电气故障处理较快,为尽快维修,故从电气处理开始。
1、电气部分设为电气部分出现故障,则有可能为控制信号串人交流信号、接线端子松动.连线接触不良。
信号发生回路硬件故障,伺服放大回路硬件故障等原因。
经检查,可以排除控制信号串入交流信号的可能,接线端子牢固无松动现象,连线无接触不良,更换信号发生回路硬件模块和伺服放大回路硬件模块,故障现象依旧,采用示波器测量,信号正常。
至此,基本排除电气部分故障。
2、液压部分分别依次排除以下故障的可能性:油压管道和油缸内有空气、液压油污染、油缸内漏严重、控制油路和主油路压力不稳定。
最后认定是伺服阀本体故障。
更换伺服阀先导部分.开机正常。
经拆开检查,发现力矩马达导磁体与衔铁缝隙中有许多金属屑,相当于减小了衔铁在中位时的每个气隙长度g。
根据《液压控制系统》的分析结论:当|x/g|>1/3时(x为衔铁端部偏离中位的位移),衔铁总是不稳定的。
因此认为液压系统中的金属屑被吸附在永磁体上,减小了气隙长度g,破坏了力矩马达原有的静态特性,是本次故障的根本原因。
维护措施针对本次故障原因,以及分析的其他可能,采取了以下措施:1、定期更换油路滤芯,清理变质油由于此次故障由液压油中金属污染造成,因此定期更换该系统油路中的滤芯,放掉滤油器中存油,可防止污物进入伺服阀,有效的防止故障发生,延长伺服阀的运行时间。
力矩马达和先导阀完全浸泡在与回油相通的油液里,位置又处于管道的盲端,所以该处的油液几乎不流动,易氧化变质,因此需定期放掉变质的液压油。
基于压路机的电液伺服阀控制故障诊断
液压 与 气动
8 5
么 居 标
Fa l a n s so e t i — y r u i e v l e ut Di g o i f El c r c h d a lc S r o Va v s Ba e n Ro d Ro l r s d o a le
[ 】 耿德根 , 3 宋建 国, 马潮, . V 等 A R高速嵌入式单 片机原理与
应用 ( 修订 版 ) 】 [. M 北京 : 北京 航空航天 大学 出版社 ,0 2 20 . 【 4] 王春行. 液压控制系统【 】 M. 北京 : 机械
20 0 8年第 1 期 0
为输 出油 腔 , 为 回油腔 ( 图 1 示 ) 与 A腔 相 B腔 如 所 ,
通 的控制 液压 缸 7推 动斜 盘转 动一 个 角度 , 盘通 过 斜
连 杆机 构 l 2进行 反馈 , 拉动 调零 弹簧 1 , 阀芯 回到 6使 零 位 。此时 , 斜盘 便平 衡在某 一设 定角 度 , 马达 以一 定
当控 制线 圈 1 5中的 电流 通 过 时 ,衔 铁挡 板 组件 围绕 弹 簧管 1 4的支 点转 动 , 喷 嘴与挡 板 之 间的 间 2个 隙 一 边 增 加 , 边 减 少 ; 边 压 力 降低 , 边 压 力 升 一 一 一
收 稿 日期 :0 8 )—5 2 0 482
独 立 的电液 伺 服控 制 系 统组 成 , 们 分别 是 行 走机 构 它 和振 动 机构 , 其原 理如 图 1 所示 。
告 系统工 作 状态 ; 钮 中断 服 务 子程 序则 响应 面板 控 按
4 结论
该 液压 油 源 控 制器 采 用 A VR高 性 能单 片 机 A — T m g18 为 主控 芯 片 , 现油 源 的控制 操 作 、 ea2 作 实 压力 温
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 一 闽芯
2 一 节流孔
3 一 喷嘴
4 一 衔铁
5 一 线 圈 6 一 挡板7 一 磁 钢 Fra bibliotek8 一 导磁体
9 一 弹 簧 管 l O 一 插 头 座 1 1 - 调 整 垫 片 1 2 一 油滤
1 3 一 反 馈 杆 l 4 一 可拆 卸 油 滤 l 5 一 第 五 供 油 L
收 稿 日期 : 2 0 1 2 — 1 2 — 1 7
统 中油缸 不 动或 慢慢 爬 行 ,则 说 明伺 服 阀没 有 流量 输 出。具体 原 因有六 种 : a . 线 圈断路 . b . 线 圈引线 与插 头焊
中图分类号 : T H1 3 7 文 献标 识 码 : A 文章编号 : 1 0 0 8 — 0 8 1 3 ( 2 0 1 3 ) 0 5 — 0 0 4 3 — 0 3
Th e D i a g no s i s a nd An a l y s i s o f t h e El e c t r o h y d r a l i c S e r v o v a l e s o n H y d r a l i c S y s t e ms
O 引 言
电液伺 服 阀广 泛 应 用 于 电液伺 服 系 统 中 ,用 于 电 液伺 服 系统 的位置 、 速度 、 加 速 度 和力 的控 制 。它 是将 电控 制信 号转 换成 液 压 功率 信 号 的关 键 元 件 ,系 统 的 品质 将 直接 受 着伺 服 阀性 能 的影 响 。 电液 伺服 阀在伺 服系 统 中 出现 故 障时 , 若 能 准确 、 快速 地 诊 断 出故 障所 在 的部 位 和原 因 , 将 对 企业 提高 经济 效益 有重 要 意义 。
1 伺 服 阀 的组 成 及 工 作 原 理
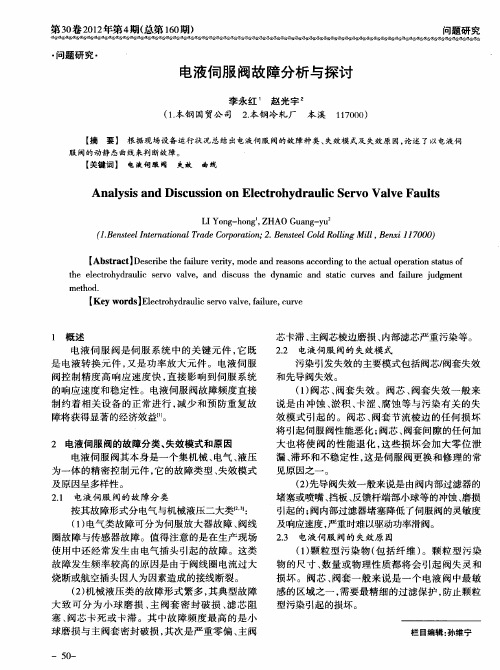
伺 服 阀 由永 磁 力 矩 马达 、喷 嘴挡 板构 成 的第 一 级 电液 转 换 与 功 率 放 大 和第 二 级 滑 阀 液 压 功 率 放 大 组 成 。力 矩 马 达 由磁 钢 、 上 下导 磁 体 、 控 制线 圈及 将 弹簧 管、 反馈 杆 、 挡板 、 衔 铁组 合在 一起 的 衔铁组 件 组成 。反 馈 杆小 球 插 在 阀芯 中间 的槽 内。 喷嘴 挡板 级 由一个 回
图 1 伺 服 阀 的工 作 原 理 图
2 伺 服 阀 常见 故 障诊 断 及 分 析
2 . 1 伺 服 阀输入 控制信 号 而无流 量输 出 伺 服 阀是 液 压伺 服 系统 的核 心元 件 。若 在 整个 系
出相 应 的 负 载流 量 和 负载 压力 ,驱 动 阀芯 向相应 的方 向运 动 。阀芯运 动将 带动 反馈 杆运 动 , 产 生 反馈 力矩 反 馈 到力 矩 马达 上 。 直 到 反馈 杆 反馈 力 矩 、 喷 嘴 挡板 的液
压 力 矩 和输 入 信 号 电流 产 生 的 电磁 力 矩 相 平 衡 时 。 阀 芯将 停 止运 动 。此 时 阀芯位 移 为 ,对应 输 出 流量 为 Q, 且 阀 芯位 移或 在 负载压 力 为定 值 时 阀的输 出 流量 与 输入 电流 信号 成 比例 。阀 的工作 原理 图见 图 1 。
A bs t r ac t : S t a r t f r o m s e r v o v a l v e c o mp o n e n t s a n d w o r k i n g p r i n c i p l e, a n a l y z e t h e f a u l t i n h y d r a u l i c s y s t e m, a n d g i v e t h e me t h o d t o
Hy d r a u l i c s P n e u ma t i c s& S e a l s / No . 0 5 . 2 0 1 3
电液伺服 阀在 液压 系统 中的故 障诊 断及分析
李 伟 业
( 南京 机 电液 压工程 研 究 中心 南 京机 电液 压工 程研 究 中心重 点试 验 室 , 江 苏 南京
摘
2 1 0 0 6 1 )
要: 该 文 从 电液 伺 服 阀 的 组 成 及 工 作原 理人 手 , 分 析 了电 液 伺 服 阀 在 液 压 系 统 中 的故 障 , 并 给 出 了排 除 方 法 , 以便 工 程 人 员 参 考 。
关键 词 : 电液伺服阀 ; 组成及工作原理 ; 故 障排 除
油 节 流孔 、两个 固定 节 流孔 和 两个 喷 嘴挡 板 可 变节 流
孔组 成 。当给线 圈输 入正 或 负信号 电流时 , 在力 矩 马达 的固定 磁 通 和控 制 磁 通相 互作 用 下 。力 矩 马 达将 输 出 成 比例 的 正或 负 力 矩 , 挡板 输 出 一定 位 移 。 从 而使 两 个 可 变节 流 孔 液 阻发 生 变化 ,喷 嘴挡 板级 向 阀芯两 端 输
LI We i -y e
( N a n j i n g E n g i n e e r i n g I n s t i t u t e o f A i r c r a f t S y s t e ms , t h e I mp o r t a n t L a b o r a t o r y o f N a n j i n g , N a n j i n g 2 1 0 0 6 1 , C h i n a )
s o l v e .
Ke y wor d s e l e c t r o h y d r a l i c s e r v o v a l e s ;c o mp o n e n t s a n d wo r k i n g p r i n c i p l e ; d i a g n o s i s a n d e x c l u s i o n