S7-400系统中数据库对历史曲线的影响
历史趋势曲线odbc数据显示解决方案
历史曲线控件odbc数据显示解决方案组态王历史趋势曲线控件可以通过odbc数据源将其它数据库的数据显示在组态王的历史趋势曲线界面中,其它数据库中的数据可以是自身存储的,也可以是从组态王采集的数据,对于数据库库表格的要求,应该有一个日期字段(为日期时间类型),有一个表示毫秒的字段(为整型),其它按实际所需数据定义。
首先我们先简单的介绍数据库如何从组态王中采集数据以及注意相关事项一、组态王与Access数据库的数据交换SQL访问管理器SQL访问管理器用来建立数据库列和组态王变量之间的联系。
包括表格模板和记录体两部分功能。
通过表格模板在数据库表中建立表格;通过记录体建立数据库表格列和组态王之间的联系,允许组态王通过记录体直接操纵数据库中的数据。
表格模板和记录体都是在工程浏览器中建立的。
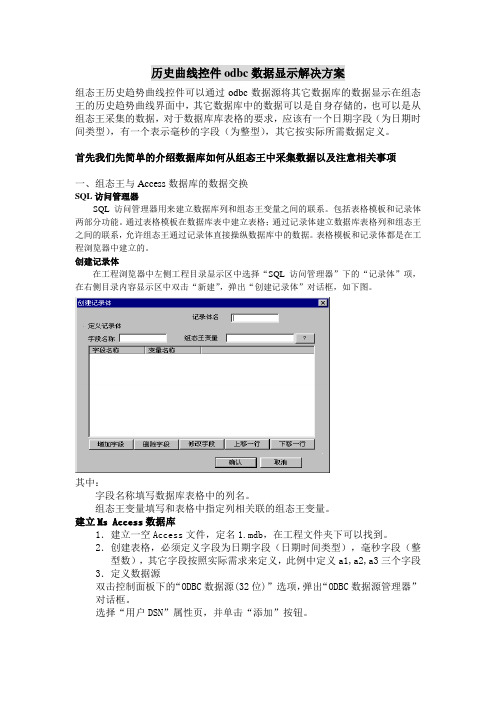
创建记录体在工程浏览器中左侧工程目录显示区中选择“SQL访问管理器”下的“记录体”项,在右侧目录内容显示区中双击“新建”,弹出“创建记录体”对话框,如下图。
其中:字段名称填写数据库表格中的列名。
组态王变量填写和表格中指定列相关联的组态王变量。
建立Ms Access数据库1.建立一空Access文件,定名1.mdb,在工程文件夹下可以找到。
2.创建表格,必须定义字段为日期字段(日期时间类型),毫秒字段(整型数),其它字段按照实际需求来定义,此例中定义a1,a2,a3三个字段3.定义数据源双击控制面板下的“ODBC数据源(32位)”选项,弹出“ODBC数据源管理器”对话框。
选择“用户DSN”属性页,并单击“添加”按钮。
在弹出的“创建新数据源”对话框中,选择“Mirosoft Access Driver”单击“完成”按钮。
弹出“ODBC Microsoft Access安装”对话框,定义数据源名。
单击“选取”按钮,从中选择相应路径下刚刚定义的数据库文件。
注:本例子请选择本工程路径下的数据库,同时数据源名称请注明:odbc 单击“确定”按钮,完成对数据源的配置。
S7-400冗余系统

2007,页码 10
© 西门子股份公司 2007 - 保留进行变更的权利
自动化与驱动集团
相对于竞争对手的优势
西门子自动化 创新之旅
高可用性系统 初始情况 解决方案 内容摘要
竞争对手的情况
当出现总线故障时,后备 CPU 可接管 全部控制功能 必须专门编制程序(有限制) 更换 CPU 之后必须重新编程 (手工复制)
目录
便于实现“故障安全”的控制器
高可用性系统
2007,页码 2
© 西门子股份公司 2007 - 保留进行变更的权利
Automation and Drives
SIMATIC S7- 400H 可实现最高级别的可用性
西门子自动化 创新之旅
高可用性系统 初始情况 解决方案 易于设计
易于设计
编程方法与非冗余式系统一样 可以使用所有 S7 编程语言 便于连接到过程控制系统 PCS7
高可用性系统
Байду номын сангаас
XX/2005, Seite 1
© Siemens AG 2005 - Änderungen vorbehalten
自动化与驱动集团
用户要求以较少的花费与成本,达到最高级别的 可用性
西门子自动化 创新之旅
高可用性系统 初始情况 解决方案 内容摘要
您打算 …
避免因控制器故障而出现成本昂贵的停机时间 (生产效率) 避免设备停机后高昂的重新启动成本(数据损失) 在设备或者机器停机时保护您的设备与工件(投 资保护) 无需监视或者维护人员即可运行
目录
仅配置所需要的性能
高可用性系统
2007,页码 8
© 西门子股份公司 2007 - 保留进行变更的权利
基于西门子WinCC和S7-400的过程控制研究

C n o C ne) ot l e t 的通信 , r r 实现计算机 的自动控制 。笔者就西门子 WiC n C和 ¥ - 0 7- 0在工业 过程 ( 4 木薯酒精 发酵过程 ) 控制 中的
法。
计, 在一块机架 底板上可安装 电源 、 P 、 C U 各种信 号模 板 、 通信
处理器等模块 , 中 C U上有一个标准化 M I 口, 其 P P接 它既是编
进 行全面的管理 。WiC n C的项 目管理器 主要 由以下几 部分组 成: 计算机 、 变量管理器、 数据类型 、 编辑器。
2S—0 7 4 0简 介
西门子公司 SMA I 7 4 0 I TC¥ - 0 可编程控制器采用模块化设
局动作需要调用项 目函数和 WiC n C的内部 函数来完成 上述 算
WiC n C运行于个人计算机环境 ,其特性之一是全 面开放
性 , 以与各 种 自动化设备及控制软件集成 , 可 具有丰富 的设 置 项 目、 可视窗 口和菜单选项 , 使用方式灵活 , 功能齐全。它 具有 强 大 的功能 接 口、快 速 画面更 新和 安全 的归档 功能 ,保证
3 模糊 控制 算法 的实现及 应 用
( 广西机 电职业技术学院电气工程系 , 广西 南宁 5 0 0 ) 30 7
摘要: 介绍 了 Wi C和 s — 0 n C 7 40的基本功能, 细阐述 了如何利 用 WiC 的全局脚本编辑 器, 详 nC 将用户 自 开发 的模糊控 制算法嵌人 行
wincc 历史曲线问题

wincc 历史曲线问题
wincc历史曲线遇到了点问题,问题如下:要调用查看某一曲线的全年数据,但是当调用的时候只能;看到前4个月的数据,后面8个月的数据看不到;但如果一后面8个月为起始调用,又可以看到数据这8个月中前4个月的数据,怎么会这样?
问题补充:
在同一个wincc里面,有些变量比较小,可以一年全部显示;有些变量比较大,例如:进水瞬时流量为1300左右,一年中,大概只能前面的4个月能显示;表爆机为30左右可以全部显示
最佳答案
请参考:《wincc历史曲线与归档文件的问题》
/service/answer/tobe_solution.asp x?q_id=38314&cid=1032
《wincc历史曲线和故障报警》
/archive.aspx?id=32701
《关于wincc历史曲线》
/service/answer/solution.aspx?q_i d=4800&cid=1034
《wincc6.2历史曲线》
/service/answer/solution.aspx?q_i d=41389&cid=1032。
基于iHistorian的实时数据库工业报表自动统计分析系统的研究

基于iHistorian的实时数据库工业报表自动统计分析系统的研究在工厂信息化的过程中,报表是管理层能方便及时获得工厂生产经营数据的有效途径,工业监控系统中的原始数据为企业的生产经营提供最直接、最有力的决策依据。
文章介绍了丹霞冶炼厂工业报表自动统计分析系统的设计原理及其应用,希望通过文章的分析和研究,能够为相关人士提供一定的参考和借鉴。
标签:工业报表;历史曲线;数据库交互1 概述一套成熟的数据报表系统可以通过与各种过程自动化控制系统对接,自动采集历史数据库中的各种原始生产数据,并按照规定的格式编排,形成报表,方便管理决策人员获得各类统计信息。
文章将详细探讨丹霞冶炼厂工业数据报表自动统计分析系统的开发与应用实践。
2 系统架构设计及工作原理2.1 架构设计丹霞冶炼厂工业数据报表自动统计分析系统采用C/S结构模式,C/S结构即大家熟知的客户机和服务器结构。
该结构可以充分利用两端硬件环境的优势,将任务合理分配到Client端和Server端來实现,降低了系统的通讯开销。
该系统设计整体架构图见图1。
底层数据库主要基于GE的iHistorian历史数据库和SQLserver2008关系数据库两种,iHistorian企业级实时历史数据库主要存储全厂工业原始数据,每100ms采集一次数据,供生成历史曲线和报表数据采集用,SQlserver2008存储报表历史数据;展示平台开发主要基于微软visual studio 2012,开发语言为c#和vba。
2.2 系统工作原理丹霞冶炼厂浸出车间工业数据报表自动统计分析系统的原始数据来自西门子s7-400工业控制系统,本系统采用IFix opc客户端软件采集PCS7中OPCserver 中原始工业数据数据,iHistorian数据库会自动收集并压缩存储工业原始记录值。
SQLserver与iHistorian的数据交互采用结构化查询语言以及标准的ODBC通信接口实现,iHistorian中的数据通过脚本定时写入或者查询语句按需写入两种方式将数据写入SQLserver供上层应用平台调用。
谈谈西门子S7-400冗余控制的优势
谈谈西门子 S7-400冗余控制的优势摘要:在本篇文章中,主要对西门子S7-400冗余PCL控制系统整体结构进行了简单的论述,提出了西门子S7-400冗余控制的基本优势以及总结了PLC系统维修方式,经过相关探究表明,科学合理的使用相关方式有利于将故障彻底排除,从根本上提升操作技能。
关键词:西门子S7-400;冗余控制优势当前阶段,西门子S7-400冗余控制系统因为优势极高而在工业领域内得到了普遍的应用,其功能特别强大,冗余设计和程序设计有着繁琐性特征,对于相关技能提出了十分严格的要求,在出现故障以后无法快速的定位和将故障彻底排除。
在本篇文章中简单论述了S7-400冗余控制系统整体结构,总结了该项系统的操作方式,将故障有效解决。
1、PLC的概念基于计算机和数字通信技术的创新和改进,计算机控制在所有工业领域内得到了普遍的应用。
当代社会明确要求制造行业快速对市场需求加以反应,生产出小批量和多品种以及质量较高的成本,为了与该项需求相符合,生产设备和自动生产线的控制系统应当体现出可靠性和灵活性的特征,可编程序控制器正是在这一要求的基础上形成的,以微处理器微为主的通用工业控制装置,可编程序控制器被简单称之为PLC,具备应用面积广、功能强大、使用便利等一系列特征。
可编程序控制器和有关设备都应当使工业控制系统形成十分统一的整体,正弦扩充功能的基本原则加以设计。
在发展领域中,PLC被广泛应用到了工业部门中,伴随着性能价格比的提升,应用范围随之拓展和延伸,比如PLC使用专门的指令或者运动控制模块,有效的控制直线运动或者圆周运动的位置,能够实现单独和多轴联动的位置控制,将运动控制和顺序控制功能全面结合到一起。
PLC运动控制功能被广泛用到了各项机械中,比如金属切削机床、金属成型机械等。
2、S7-400的组成结构以及特征体现S7-400是一项有着中高档性能的PLC,主要是采取模块化无风扇设计,适合应用可靠性要求非常高的复杂控制系统,机架用于对模块加以固定,提供模块工作电压和实现局部接地,通过信号总线把不同模块相互连接到一起,将S7-400的模块插座焊接到机架的总线连接板中。
(完整版)S7-400H系统
一、SIMATIC H系统介绍二、S7-400 H硬件组态三、S7-400H系统通讯四、S7-400H系统的H-CIR(Hardware Configuration In Run)功能概述:5、S7-400H系统信息及诊断六、冗余I/O七、软件冗余的原理和配置一、SIMATIC H系统介绍1.1 SIMATIC H系统发展的历史1.1.1 H系统的定义在现代工业的各个领域,要求拥有一种能够满足经济、环保、节能的高度自动化系统,同时,具有冗余及故障安全功能的可编程控制器是针对最高等级的控制需求。
H(高可靠性)系统,通过将发生中断的单元自动切换到备用单元的方法实现系统的不中断工作,H系统通过部件的冗余实现系统的高可靠性。
F(故障安全)系统,通过将发生中断的系统切换到安全状态(通常为停车)来避免造成对生命、环境和原材料的破坏。
FH或HF(故障安全和高可靠性)系统,通过将发生故障的通道关闭,保证系统无扰动运行。
S7-400H是西门子提供的最新冗余PLC。
由于他是SIMATIC S7家族的一员,这意味S7-400H拥有所有SIMATIC S7具有的先进性。
1.1.2 SIMATIC H系统的发展西门子SIMATIC H产品发展列表:1986:S5-150H带串行数据传输。
1987:S5-150H带并行数据传输。
1990:S5-155H带CPU946R/947R。
1991:S5-115H带CPU942H。
1992:S5-155H新功能(支持2-OO-3数字和模拟输入)。
1994:S5-155H带CPU948R和新功能。
1997●四月:分离机架S5-155H。
●九月:S5-155H Lite版本。
1998●一月:IM153-3连接S5-115H,155H和S7软冗余。
●五月:S7软冗余。
●七月: S7-400冗余电源。
●十二月:带CPU417H的S7-400H系统Beta版发布。
1999●五月:带CPU417H的S7-400H系统全面发布。
MCGS组态软件的数据与曲线 - 智能楼宇

MCGS组态软件的数据与曲线 - 智能楼宇在实际工程中,常常将设备采集进来的数据进行报表处理。
即根据实际需要按一定格式将统计分析后的数据记录显示和打印出来。
这些报表可以是实时数据报表(通常是用来屏幕显示),历史报表(日报表、月报表、年报表等,可以显示也可以打印)。
数据报表是对生产过程中系统监控对象的状态的综合记录和规律总结。
但有时不仅仅是需要报表输出,往往也需要一些运行曲线来作为数据的查询和分析。
在MCGS 组态软件中,为用户提供了实时曲线和历史曲线两大构件。
实时数据报表的制作表格的编辑:点击工具构件中的自由表格,鼠标出现十字状后在窗口任意位置拉出一个矩型,可以画出一个 4行4列的表格。
双击表格后进入表格编辑状态,点击右键弹出编辑菜单,可以实现行或列的增加、删除,单元格的合并、拆分等。
在某一个单元格中双击鼠标左键进入书写状态即可编辑文本。
表格中数据变量的链接:为了实现在表格中实时地显示数据变量的当前值,需要将相关的数据变量链接在相应的表格中,在表格处于编辑状态时,点击鼠标右键并在快捷菜单中点“连接”或直接按下F9键,此时文本不在显示而显示表格的链接关系,点右键调出数据库列表文件并双击对应的数据对象(也可以直接在表格中写数据对象的名称),该单元和数据对象的链接关系便建立起来。
历史数据报表的制作:点击工具构件中的历史表格,在窗口任意位置拉出一个矩型,可以画出一个 4行4列的历史表格。
进入编辑状态将其调整为8行7列。
在数据库窗口中,分别建立“温度1”、“温度2”、“温度3”、“压力1”、“压力2”、“压力3”六个数值型数据对象,再建立一个“历史显示”的组对象,定义组对象存盘且存盘时间为1分钟。
在历史表格的第一行自左向右7列中分别写入“时间”、“温度1”、“温度2”、“温度3”、“压力1”、“压力2”、“压力3”来作为历史报表的表头。
在编辑状态下,用鼠标拖黑除第一行以外的所有表格,点击右键执行菜单中的“连接”(或直接按F9),然后再点击编辑条中的“合并表元”按钮,使所选表格出现“反斜杠”,双击该反斜杠区域就可以进行历史报表的数据库连接设置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一54—2008.^0.2 87-400系统中数据库对历史曲线的影响
代喜宁
(蚤塔实业集闭有限公司,江两信丰341615〉
中图分类号:'丨?3丨13 文献标识码:【;文章编号:丨002-9877〈2008〉02-0054-01
我公“]12001/(1小产线1X18采用的是德丨11西门 子57-400丨1动化控制系统,程序由天津蓝马工业工程技术冇限公口]设汁画而组态采用德国西I、1户的 謂(工访丨1 丨版本〕,程序编柺采用3丨卫?7软 件,操作系统采川^1^1)0^52000
1问题的提出
整个1)0^系统按照牛料和烧成两个工段划分,制成―1:段没冇进0(3系统,中柠室设有3台操作站不II 1台:1:程师站
2004年425丨丨(试生产运行+到2个;]〕,宽操作员站11!现丨"史丨丨I丨线尤法硕示的现象。
因为艿他2个操作员站包拈一个二程师站都土常,所以就认为是 麵⑶的原㈣…将醫⑶逭新安装,问题得到了解 决,但4丨)26丨I】!;他2个操作员站也出现了同样问 题’而I I1新安装的耶台?;;操作站电脑乂出现了同样 的现象丨所以笔行认为不可能是厕⑶的问题。
2故障的排查过程
和程序设11-中位联系1,1,他|| I提I II如厂建议:
丨)屯新对所丫】曲线进行纟丨I态;
2〉整个系统呎新安装,包拈V I\00识8 2000、懸I X及训?7
根裾建议,笵芥将操111:V I站中的其中--台电脑进行厂取装,似足在6)15「I 乂出现卜1样现象』反复]I 次屯新安装操作系统,似实丨“应川中只要点一下曲线的切换按钮,电脑就!观“软件许可证已期满,请获取釘效许丨丨I III:”、‘‘(乂:]'丨[只上X I:产牛错误,麵IX肥会立即关闭”、“(工卩似刀〜斗上X I:产生错误, V I〜1)0认8立即关⑷”、“沿1巧1!1:「系统找不到指定文件〉、0X80046206⑴〕”、阁形编辑器打+开、变旧管押器打不开及计算机容易死机等错误问题及提小:问题没有解决,人也被搞得疲惫不堪:为了排除硬件供应商提供的授权或编程软件的问题,7月21円,我们邀晴广0(5硬件设备供应商:据他们解释:两I、】子提供的八开头授权都是永久性授权’所以不足授权问题,软件是两丨']子的止:版软件;;随后我们通过四门子公口]也得到了证实「
7月22円公司0集硬件供应商和软件设讣单位开会,讨论卜.述问题。
设计单位将历史曲线进行了部分修改汴将电脑的橾作系统和职附X、?吓?7进行了安装,问题当时解决了。
但8月9 0,所有操作员站 (包括工程师站)只要点击历史曲线,电脑就会提示
产^昔(吴,认7会:立 即关闭”,而且马上就死机。
为了4、1影响牛产,只好要 求橾作员不再看历史曲线:经咨询,西门子技术服务 中心认为:
1 ^建议在变贵记录里面不要将“过程值归牛'1”的数设置太多,-般情况3-4个过程值!1—丨档就够了,我们这个项041当时有26个过程值归档.
习建议过程值归档的归档参数的条目数玷设小-点,-般为200个左右。
我们这个项冃的归忾条目设了50万条。
I卜:版光盘带有一个3?2补丁,建议安装此补丁。
我们当时没有安装这个补丁。
对于这个建议,行己处埋的话比较麻烦,也有一点困难…就在一筹莫展的时候,笔者在网
上发现存人提出“漏⑶拷卩]项9不能启动是顆⑶数据库(识顶(^.!^)的原因”的说法吋,联想到广本公司的问题#检杏顆⑶数据作行2.80的容量,感到运行4个月数据库就有这么大的容赁值得怀疑、把侧⑶安装目录下的侧工“1〉拷贝一个到工程口录.并改名为“工程名只丁^丨丨广,将原数据库删除6重新运行,自2004年8月9 0至今,再也没有类似问题发生。
3结束语
2007年10月笔者就数据库的问题和西I、1户技术工程师进行了沟通,从而解到X V I 5丨1版本 以前的数据库是采用378432编写,存在一定的缺陷,即在数据库的容童达到4.00的时候就会出现历史数据(历史曲线)不能被激活的现象,这时就要对数据库进行备份,重新复制数据库。
我公同刚好采用的是双谓0:5.1版本。
至于我公司数据痄在容垃只有2.80就出现这么多的问题他们也是不理解’有待进一步考虑。
事实匕这个问题解决3年多来,0前数据库容蜇也仅有1.50,说明原来的2.80数据库确冇问题。
0前西门子的双丨〜⑶版本巳经发展到了 6.2版本,而且釈叱):的数据库编写也改用了
编写,克服了以前需要备份数据库的麻烦。
(编辑孙卫星〉
25001/(1生产线试生产中008系统故障两则
杨群
(岩鑫水泥有限责任公司,河南焦作454460
中图分类号:1?2733文献标识码:8文章编号:1002-9877(2008)02-0055-01
20081.2和&0&#咖I―55―
我公司2500㈨生产线0(^3系统采用施耐德昆 腾系列的65150?1尤,有5个现场站和2个远程站。
2005年5月试生产中,发生过两种因信号问题造成 网转窑跳停和人窑二通频繁动作的故障。
1回转窑频繁跳停故障
2006年5月至6月,回转窑频繁跳停,使生产无 法进行。
首先对直流驱动柜进行检查,在原因不明的情况下,厂家更换了主板、触发板和励磁控制器,情况 似乎有好转,但2天后,回转窑频繁跳停故障又时有发生3电气技术人员在直流驱动柜上用继电器方式对影响到直流驱动柜跳停的信号进行电气锁定,发现窑主减速器稀油站发出的窑主机可启动信号作为直流驱动柜远程连锁,也作为了回转窑跳停条件,这个信号有丟失现象,影响到直流驱动柜正常运行,从而造成窑的跳停。
这个可启动主机信号是减速器稀油站控制箱
输出的开关量信号,该信号高电平表示稀油站工作正常,减速器和窑可以运行。
经过向主减速器稀油 站生产厂家技术咨询得知,当稀油站的2台低压油泵 切换时,该信号的不稳定,是属于正常情况。
此时,电气技术人员认为是这个可启动主机信号不稳定造成了窑的频繁跳停。
于是,把该信号在直流 驱动柜上短接,同时把电气上的硬连锁改成了0(^3系统上经53延时处理的软连锁,即53内该信号丢失 又恢复视为信号正常。
但笔者在0(^3系统程序上用115触发程序块对该信号进行监视和锁定时,发现只 要有信号输人触发程序块,即使输人信号再丢失,其输出也保持高电平。
于是,笔者又与厂家联系,得知这个可启动主机 信号只是作为开机条件,但是不能作为回转窑的跳停条件,其跳停条件是主减速器稀油站的重故障信号(如压力过低或油位过低等问题终于弄清,因此笔者在008系统上把这个信号作为跳停条件信号的程序取消,以后再也没有发生这种类似现象。
事后经过分析,是现场安装时安装人员没有把主 减速器稀油站控制箱的信号搞清楚,出现了接线错误,从而造成回转窑频繁跳停的故障。
对故障的处理
过程,说明了当时我们对回转窑的控制方面技术知识
比较欠缺,对电气控制信号的认知不够深人。
这提示
我们,在新生产线投运前,对技术人员的培训必须要
加大力度。
2入窑三通频繁动作的故障
人窑三通(代号5211〉是提升机把生料送人窑尾
预热器和生料均化库的一个重要通道。
2006年7月9日晚,人窑2通出现了频繁动作
的严重故障,一个生产班出现十几次,生料无法喂人
窑内,使生产无法正常进行。
生产上对三通的要求是:
窑系统正常运行时,二通开的方向是生料由入窑提升
机到人窑的位置,当窑、高温风机及分格轮停时,三通
幵的方向则由入窑提升机改为人生料均化库。
7月10
日笔者在工程师站打开窑尾站的下位程序,从008
系统程序上看三通情况,判断窑的运行应答信号於幻、高温风机的运行应答信号
(只祀如丄以只…)、分格轮的运行应答信号(出之口妨八)
可能有些不稳定,分析判断依据是人窑提升机前一时
期经常性的跳停。
为此,把人窑提升机的备妥信号做
了^的延时处理,此后设备正常运行了。
在003系
统程序上用113触发程序块对这3个信号进行监视
和锁定,发现这3个信号有不同程度的丢失现象。
经
过几天调试,延时时间由18、23最后改为3~58,自此
以后三通一直是正常运行,生产得以正常进行。
事后经过分析,发现有较多的信号有不同程序的
丢失现象,其原因可能是计算机003控制现场站没
有按设计要求安装空调,其环境温度过高,造成施耐
德昆腾系列65150?1^的开关量的输人模块的电气
特性发生了变化,使模块的输人信号不稳定。
(编辑孙卫星〉
麵。