WI-ES18-044(1版) 尺寸测量作业工作指引
WI-012车床作业指导书

永康伟格工贸有限公司文件编号WG-WI-018 车床作业指导书版本号A/0
1. 目的:
为保证车床机正常运转,延长机器使用寿命,操作工安全正确
的使用车床;
2. 使用范围:
所有车床操作人员;
3.车床点检
3.1.1工作前检查车床机上是否有异物。
3.1.2检查机电源是否通电;
3.1.3不准在车床时用纱布清除机器上异物,亦不允许用嘴吹或者用手擦试。
3.1.4在车床时,要注意用力,以防工件转动或甩出。
3.1.5工作中,要把工件放正,用力要均匀,以防车头折断。
4.相关记录
《设备日常点检验记录》
批准: 编制:生产部。
EMS电子多点测斜仪操作流程

EMS电子多点测斜仪操作流程目录1.系统组成11.1.地面计算机系统11.2 仪器局部12. 操作流程42.1 仪器使用前的准备工作42.1.1井下总成局部检查42.1.2了解并记录被测井资料42.1.3探管检查42.2 仪器操作流程52.2.1制作多点测量记录表52.2.2地面探管检查与设置52.2.3井下仪器的连接及测量程序92.2.4数据的读取和处理103. 考前须知121.系统组成1.1.地面计算机系统地面计算机系统包括计算机、打印机、连接数据线等。
地面计算机一般采用便携式计算机,它与探管用串行口进展通讯。
一方面它对探管进展预置,设定探管的工作方式及初始延时时间和定时测量时间等初始参数;另一方面它也接收由探管传来的数据, 计算井眼方位, 井斜, 工具面, 地磁场强度, 地磁倾角, 温度及各传感器输出等参数,形成报告,打印。
1.2仪器局部仪器分为地面和井下两局部。
地面局部包括秒表、打捞器、专用管钳、支架等,打捞器用于从无磁钻铤上端取出仪器;井下局部包括探管、打捞头、扶正器、抗压筒、加长杆、加重杆、引鞋等。
图1 探管工具箱图2 通讯电缆探管局部包括探管和电池筒。
探管是测量井眼各种参数的心脏, 它包括三个磁液悬浮加速度计,三个磁通门和一个温度传感器及相应的伺服回路,编码时序控制电路,A/T变换器, 电源和脉冲传输电路。
构造上使其成为一个整体,安装上保证三个加速度计和三个磁通门分别构成对地球重力场和地磁场正交测量座标系。
工作时, 各传感器的输出经高精度A/T变换后送给单片计算机系统,由它对数据进展变换和解算并将结果存放在存储器内。
EMS电子单多点测斜仪使用AA型碱性电池,电池筒分为4节和8节两种,当使用4节电池时,可连续工作6小时;使用8节电池时可连续工作16小时。
图3 井下仪器箱图4 打捞器图5 打捞头图6 扶正器图7 上堵头图8 探管与电池筒连接图9 上悬挂器图10下减震器及下堵头图11 引鞋图12 抗压筒图13 加长杆图14 加重杆图15 扶正器橡胶棒图16 托盘图17 托盘箱图18 专用管钳2. 操作流程2.1仪器使用前的准备工作2.1.1井下总成局部检查★探管局部:a〕密封圈完好b〕清洁所有触点★抗压筒:a〕无弯曲变形和损伤b〕两端螺纹无磨损c〕清洁抗压筒内壁★加长杆及引鞋总成:a〕内减震器弹簧无变形b〕密封圈完好c〕加长杆无损伤, 无变形, 根据防磁干扰确定使用长度d〕各螺纹连接结实2.1.2了解并记录被测井资料a〕该地区的地磁强度, 地磁倾角和磁偏角b〕测量井段, 井眼尺寸,井深, 井底温度和该井的设计参数等c〕钻具构造,确定底部钻具组合为无磁钻铤+双母+钻头,并在双母内放入托盘;钻井液性能d〕无磁钻铤(根数, 长度, 内外径)。
WI-015 螺钉等紧固件全检作业指导 A1

文件名称全检作业指导书制订单位品管部文件编号WI-015 发行日期2022-5-27 材料類型所有五金产品图片1颜色电镀黑锌、蓝锌、白锌、彩锌、绿锌;电镀镍、锡、金、银;包黑;钝化职责范围全检人员准备工作1.清洁全检作业台面,台面不允许有其他产品或者杂物2.准备好蓝色和红色胶框,用于装良品和不良品;3.外观件接触的周转胶盆使用前应使用干净布擦拭清理干净胶盆,避免异物粘附在产品。
检验条件1.检验场所的光源:300~400LUX或者在自然光下2.检验距离:30cm左右3.时间:目视停留3-5秒4.检验角度:产品跟眼睛成45°-90°角作业内容图片2作业过程1、在待选区内选择IQC检验OK的产品,将相对应的货品轻倒在作业台上,幷保留产品标识卡。
2、全选前先用对应大小的筛板全检5-10板十字槽是否堵塞,槽内电镀不良,如发现有不良需进行100%全检验筛选,无不良后将货品小面积的均匀铺开,根据外观不良图片内的不良项目进行全选,所全选出的不良品分类标示放入红色小盒内,对于色差等外观上的问题确认不了的及时向FQC反映情况。
由FQC进行跟进处理,当全检验时发现有大比列及比较难筛选不良时及时向FQC反馈处理。
3、将已挑选过的货品由桌面的下料口扒入蓝色胶盆中,幷在现品票下角签名后放入胶盆,将全选后的产品摆放到FQC待检验区。
4、将挑选出的不良品规格、生産日期、不良情况等详细记录在“全检日报表”上。
5、所选出的不良品用胶袋分类装好并填写好红色标签、写明不良原因,摆放在不良区。
由FQC进行确认后开“联络单”写明建议处理方式交品质主管审核。
整个产品表面都是外光全检面内孔自然光照射不到处不用检验整个产品表面都是外光全检面此处内牙100%需要进行对锁,不允许遗漏。
大屏幕检验标准作业指导书

批准大屏幕壳体检验标准文件编号审核2修改状态审核1会签编制制(修)订日期检验项目检验要求检验工具不良等级抽样方式判定尺寸1、外形尺寸、孔径、各孔中心距、螺柱的高度、定位尺寸、螺柱孔螺纹的有效深度等尺寸均符合图纸要求;2、螺纹孔要符合止通规检验要求;3、其它尺寸要求见图纸和图纸中的技术要求。
游标卡尺止通规AGB2828-2003一般II级AQL=1.5外观1、前后壳体表面为喷塑处理,颜色为黑色。
(见封样)目视 BGB2828-2003一般II级AQL=1.5 2、表面不能有掉漆现象,喷塑覆着力检测:(百格法)用小刀片和直尺在漆层上划间距为1mm长为4cm的10条横线,并在此基础上划间距为1mm的10条竖线组成1mm*1mm的小格子,然后用3M胶带连续压平粘贴三次,撕开胶带后方格子脱起数量小于5个为合格。
直尺小刀片3M胶带N=1Ac=0Re=13、划伤:壳体外表面同一面上划痕长度小于3cm且总数不得超过4条,划痕上不能有掉漆现象,不能有明显手感。
4、外壳外表面不能有砸伤,碰伤现象。
5、前壳体外表面及窗口应平整,变形量不得超过1mm,焊接螺柱处外表面不能有凸点出现。
6、后盖板与前壳体配合不能有大于0.5mm的间隙,后盖板应平整,变形量应小于2mm。
7、各棱边不能有毛刺。
8、表面不能有油污、灰尘、铁屑等杂质。
9、外表面应光滑,喷塑后的厚度均匀,无喷塑流痕现象。
塞尺目视AGB2828-2003一般II级AQL=1.5组装实配壳体与窗口屏幕保护板配合间隙应小于0.2mm.。
塞尺目视N=5Ac=0Re=1材质检测符合图纸要求及国家标准要求供应商每季度提供一份材质报告依测试报告。
单面游标卡尺标准操作规程
共1页第1页通用量具操作规程文件编号生效日期2011-1-1
版本/修订
受控状态受控量具名称单面游标卡尺规格型号(0-500/0.02)mm 发放部门
1 范围
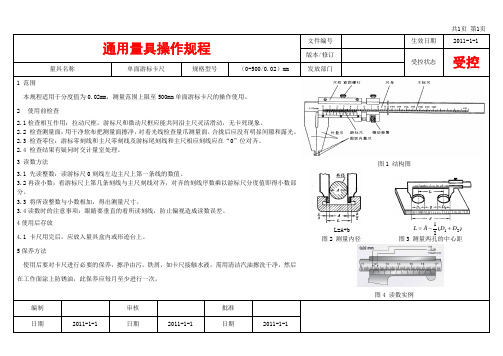
本规程适用于分度值为0.02mm,测量范围上限至500mm单面游标卡尺的操作使用。
2使用前检查
2.1检查相互作用:拉动尺框,游标尺和微动尺框应能共同沿主尺灵活滑动,无卡死现象。
2.2 检查测量面:用干净软布把测量面擦净,对着光线检查量爪测量面,合拢后应没有明显间隙和露光。
2.3 检查零位:游标零刻线和主尺零刻线及游标尾刻线和主尺相应刻线应在“0”位对齐。
2.4 检查结果有疑问时交计量室处理。
3 读数方法
3.1 先读整数:读游标尺0刻线左边主尺上第一条线的数值。
3.2再读小数:看游标尺上第几条刻线与主尺刻线对齐,对齐的刻线序数乘以游标尺分度值即得小数部分。
3.3 将所读整数与小数相加,得出测量尺寸。
3.4读数时的注意事项:眼睛要垂直的看所读刻线,防止偏视造成读数误差。
4使用后存放
4.1 卡尺用完后,应放入量具盒内或形迹台上。
5保养方法
使用后要对卡尺进行必要的保养,擦净由污。
铁屑,如卡尺接触水液,需用清洁汽油擦洗干净,然后在工作面涂上防锈油,此保养应每月至少进行一次。
图1 结构图
L=A+b
图2 测量内径图3 测量两孔的中心距
图4 读数实例
编制审核批准
日期2011-1-1 日期2011-1-1 日期2011-1-1
)
(
2
1
2
1
D
D
A
L+
-
=。
FAI 全尺寸检验作业指导书

XXXX有限公司作业文件文件编号:XX 版号:XX全尺寸检验作业指导书批准:审核:编制:受控状态:分发号:年月日发布年月日实施全尺寸检验指导书XX1. 目的根据顾客的要求和/或本公司控制计划的要求,规定合理的全尺寸检验的频次,使公司所生产产品的全过程,包括从原材料接收、生产、成品入库直到出厂,得到有效的控制。
2. 适用范围本程序适用本公司的所有产品的全尺寸检验。
3. 职责3.1 技术科负责制定合理的产品/材料的性能试验和全尺寸检测项目指标。
3.2 检验科负责产品和/或材料的性能试验和产品进行全尺寸检验。
3.3车间或仓库负责配合全尺寸检验的实施。
4.全尺寸检验的时机4.1全尺寸检验要求的确定。
4.1.1根据公司产品特性和风险、品种数量的多少、质量的稳定性、顾客的要求等确定全尺寸检验的频次:1. 根据顾客的要求的频次对所有的产品进行全尺寸检验和试验。
2. 根据技术科的要求对于产品和模具在长期停放后做全尺寸检验和试验。
3.根据控制计划的要求进行全尺寸检验。
4.1.2当出现内部或外部客户抱怨、监测系统反应质量出现异常波动时,应考虑追加全尺寸检验的频次。
5全尺寸检验的实施5.1全尺寸检验的資料输入♦图纸;♦技术规范;♦生产工艺文件,生产过程描述;♦检验技术规范;♦缺陷目录(缺陷评定,例如︰主要和次要缺陷);♦极限样品;♦评定方法要求;5.2 全尺寸检验的抽样要求5.2.1全尺寸检验应在最近的生产批中进行,这是为了能够了解最新生产过程的影响。
5.2.2用于全尺寸检验的零件要直接从仓库中或从准备交付给顾客的原包装中抽样,以便能同时对装箱质量、包装清洁与否进行评价。
检测结果进行统计并做分析。
5.2.3在确定了与规定的要求不符时,必须采取有效的整改措施。
5.3 全尺寸检验和试验的执行5.3.1 执行顺序1)检验科按照月份生产计划确定全尺寸检验项目,直至覆盖全部产品;2)检验员对欲进行全尺寸检验的材料进行性能试验。
XXX全套作业指引

XXX全套作业指引FSC作业文件文件编号:XX/WI-2017版/次:A/0生效日期:2017年01月10日受控状态:已发布分发号:无批准:无本文旨在确保公司的FSC产品的认证物料的百分比含量符合FSC百分比政策要求。
适用范围:适用于本公司FSC产品清单中FSC认证材料含量的控制和计算。
职责:生产部负责本办法的实施,其他部门配合执行。
作业内容:1.FSC认证材料含量的控制:生产技术人员在对XXX产品的加工工艺设计时,应依据FSC百分比政策《FSC-POL-40-004》的规定,确保公司的FSC产品中的FSC认证材料含量的百分比满足下列要求:进货=QFSC+Q消费后/Q全部×100进货=进货百分比QXXX进货数量Q消费后=消费后进货数量Q全部=原始材料与回收材料进货的全部数量Q2.FSC认证材料含量的计算:生产部技术人员,对XXX成品的首件进行控制,抽取其中5件,进行称重计算以确保实际值与理论值的符合性。
称重办法参照《FSC产品单件重量转换率计算指导书》。
只有满足上述4.2.1要求时,才可批量生产。
生产部在有关报表如《产品生产过程重量转换统计表》可供《FSC产品清单》中记录FSC认证材料的百分比含量。
相关记录:1.《FSC转换率抽样秤重记录表》2.《产品生产过程重量转换统计表》3.《可供FSC产品清单》FSC产品单件重量转换率计算指导书本文旨在确保FSC物料的数量及重量计算的准确性。
适用范围:适用于本公司转化率计算的秤重作业。
职责:1.版房负责所有工序的转化率的理论计算。
2.生产部负责所有工序的转化率的实际计算。
作业内容:1.作业前:准备好磅秤、计算器、笔、记录表格等。
2.作业中:为使转化率计算的结果更具有代表性,各产品的随机抽样最低样本量不得少于20(含)PCS。
4.2.2 确认待检产品为FSC认证的木板及贴纸。
在待加工区按比例随意抽取待检产品,用磅秤称出重量并记录,单位为千克,精确到小数点后两位。
钢筋锈蚀检测仪参数 检测仪如何操作

钢筋锈蚀检测仪参数检测仪如何操作钢筋锈蚀检测仪可设置测试日期,数据保存测试日期,便利用户的数据管理。
钢筋锈蚀检测仪接受、节能的可充电式锂电池供电。
钢筋锈蚀检测仪测试全过程环保、无污染。
钢筋锈蚀检测仪先用干细棉布或擦拭纸擦拭仪器外表,以擦拭其灰尘或油污等,当心注意钢筋锈蚀检测仪外表勿受伤。
再用干净细干棉布沾上工业用酒精,擦拭仪器外表,尤其金属及非金属表面。
上海魅宇是省级“ 重合同守信用单位”“ 售后服务先进单位”、“ 消费者信的过单位”、国级“ 质量信誉双保障示范单位”,本厂产品“为全国用户评定质量充分十佳品牌”,产品远销全国各地,深受用户好评。
相关设备涂层打磨性试验仪钢筋锈蚀检测仪参数:▲依据规范:GB/T50344—2023《建筑结构检测技术标准》。
▲测量范围为:2000mV。
▲测试精度为:1mV。
▲测点间距: 1~99cm可设。
▲环境温度:—10℃~+40℃, 避开长时间阳光直接爆晒。
▲相对湿度:90%RH。
▲电磁干扰:无强交变电磁场。
▲6节5号碱性电池,供电时间大于30小时。
钢筋锈蚀检测仪特点:▲测试全过程语音和文字提示,人机交互界面极其友好。
▲仪器内建各种帮忙文档和演示视频,便利用户娴熟仪器操作。
▲海量存储。
▲2GB容量的SD卡可以存储大于100,000个测量文件。
▲节能低碳。
▲测试全过程环保、无污染。
▲接受、节能的可充电式锂电池供电。
▲功耗低。
▲两种测试方式。
电位法和梯度法两种方式测试,适应于不同的测试现场。
▲*性参比电极。
饱和硫酸铜溶液密封在参比电极中,测试前后无需更换溶液,操作过程简洁、干净、,无污染。
▲自动检测环境温度。
仪器内含自动测温模块,可自动测试、记录、显示现场的环境温度,无需另配温度计,便利快捷。
▲仪器可设置测试日期。
数据保存测试日期,便利用户的数据管理。
▲直观显示测试结果。
接受了图标的方式,图标的颜色越深,锈蚀的概率越高,在测试的过程中,用户可以直观的看到锈蚀比较严重的区域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.1參考文件
WI-ES18-002《實驗室運作程序工作指引》
WI-ES18-020《投影儀基本操作工作指引》
WI-ES18-070《CMM儀基本操作工作指引》
WI-ES18-021《影像測量儀工作指引》
3.2測量樣品階段
3.2.1產品首次開發或修模後所生產的樣品測量。
3.2.2制程生產中的首件測量;及首件確認OK後,投入大批量生產時的抽样測量。
第2頁共2頁
量多個工件時,應先將工件編號或以模號測量並記錄數據。
3.5.2對難度較大(如:一些基准不明確或無基准,而需要用夾具輔助測量的工件)或客戶要求較嚴格的樣品或新產品,在進行測量前應內部做討論,提出測量注意事項和測量方法,確保測量數據的准確性。
3.5.3在測量PEN重要工件時,應適當注明所測尺寸的具體位置,如有的工件底部和頂部所測數據有一定差別,并将不同部位之結果分别記录。
3.2.3相關部門提供的需做尺寸測量的樣節。
3.3.1尺寸測量組人員在接到《實驗室工作申請單》後,要嚴格監控申請人的申請手續是否齊全(申請單的填寫、審核、樣品數量及指導書是否為受控指導書或參考指導書),各項確認應無誤。
3.3.2實驗室測量人員將樣品放入指定區域(環保樣品放入環保待測區,非環保樣品放入非環保待測區),并需将待測工件放置整齐,以免工件變形。
3.4.1針對比較重的工件和測量規格較大,接觸測量不易變形(可忽略測量力的影響)、精度要求高、批量大的工件可考慮用CMM。
3.4.2對材質較軟(接觸容易變形)、形狀不規則及一些比較小的工件則可以用投影儀或影像測量儀。
3.4.3品管部常規器具能測量的工件,由品管部測量,測量PEN或客户要求較嚴格的样品或新產品时,應多方面考慮測量儀器的选用,尽量使用較精密的測量儀器(測量儀器的分辨率至少要為公差范圍的十分之一)。
5.3各類儀器要按工作指引進行操作和保養,在作業過程中,若有異常應及時向項目負責人反鐀並立即停止作業,且不可自行檢修或調節。
5.4面對外廠客戶和供應商客人的測量申請工作,在確保有本廠的人員陪同下,方可為其進行尺寸測量工作。
5.5未經部門負責人允許嚴禁外部人員私自濫用實驗室儀器或設備。
制定/日期:黃學軍21/11/07審批/日期:劉文豐22/11/07
3.5.6尺寸測量結果判定:
a.圖紙或作業指導書有明顯標注規格及公差范圍的測量結果判定OK/NG。
b.圖紙未注明規格及公差范圍,結果僅供參考不作判定。
3.5.7每天所做的報告,如有塗改必須簽名確認,完成的測量報告在交審核前應做詳細的自檢和互檢。自檢及互檢無誤後提交部門負責人或受權代理人簽署確認。
3.5.8對測量完成的樣品要分環保和非環保物料區分放置。
日期
27/11/07
28/11/07
28/11/07
工作指引
部門
文件名稱:尺寸測量作業工作指引
版次: 1
實驗室
文件編號: WI-ES18-044
第1頁共2頁
一.目的:指導實驗室尺寸測量人員依照規范安全正確的開展尺寸測量工作,確保產品之品質滿足顧客要求。
二.范圍:公司內塑工部、品質部、工模部等部門申請做尺寸量測之工件,包括產品的設計開發階段、首件測量、制程及來料的測量。
3.5.4測量数据超出規格范圍或有疑問时,應及时与申請部門协商解决,并内部討論,对測量儀器的选用、測量方法和測量样品進行分析,經过技术員或項目工程师的确認后,才能将結果通知相關申請人及發出測量报告。
3.5.5尺寸超公差的样品測量員應及時通知聯絡申請人現場對策確認,並做好標示分區存放,便于申請人追溯之不良样品。
工作指引
文件名稱:
尺寸測量作業工作指引
文件編號:
WI-ES18-044
版次:
1
部門:實驗室
制定/日期:黃學軍
審批/日期:何君武
生效日期:4/12/07受控正本印章:___________受控副本印章:___________
會簽欄
部門
塑膠品管部
塑膠工程部
工模部
負責人
李兆箕
梁家聲
尹志偉
簽署
李兆箕
梁家聲
尹志偉
3.3.3塑工部的尺寸測量申請,要評估是否需要輔助夾具才能完成測量,若有需要,則申請人員需提供相關夾具。測量工程師技術確認合格後尚可安排測量.
3.3.4待進行尺寸量測之產品均需在測量組恆溫約30分鐘後方可進行測量。
3.4測量儀器的選用應考慮被測工件的特性(如;大小、形狀、重量、材料、硬度、尺寸要求精度等方面的因素)。
3.5.9申請部門聯絡人收到實驗室發出的測量報告後,請取回測量樣品。
四、相關記錄名稱
4.1《尺寸量測報告》
4.2《實驗室工作申請單》
五、注意事項
5.1在執行CMM編程測量時,應確保工件周圍無障礙物,手動操作完畢在執行自動測量時應選用慢速進測量。
5.2要嚴格監控室內的作業環境,確保溫濕度達到要求,不能出現空調除濕機處於關閉狀態或隨意調節溫濕度。
3.4.4对測量样品重量在20KG以上时,嚴禁使用投影儀和影像測量儀器,以免損坏儀器載物台,影响測量精度。
3.5工件測量
3.5.1測量工件時,應選擇合適的測量儀器,找准測量所需的基准,並確定工件的正確放置方法,測
工作指引
部門
文件名稱:尺寸測量作業工作指引
版次: 1
實驗室
文件編號: WI-ES18-044