2015年注塑部重点改善课题计划(2015.3.13)
注塑部整改方案计划

注塑部整改方案计划书A:怎样搞好注塑部的工作1,分清各岗位的职责,相关岗位的工作需积极沟通与配合,避免矛盾。
2,完善注塑部的人员编制和组织架构,根据实际工作需要来配置人手,做到“事事有人管理,人人都管事”。
3,对注塑部各岗位人员进行合理分工,并制订出明确的岗位工作职责。
4,建立“科学、完善、系统、规范”的运作管理体系,健全各项管理制度。
5,制订每个工序/环节的工作流程,按正确的流程办事,减少盲目性6,加强注塑机/注塑模具的使用、维护、保养工作。
7,制订模具验收标准,做好试模工作,把好模具质量关。
8,完善注塑部工作所需的各种表格,逐步实现量化管理。
9,增加工作现场的看板,将生产计划、工作要求、实际结果及与生产有关的的信息,让每个人都有知道:多做“预防工作”,不要“跟着问题后面跑”,预防各种问题发生。
10,明确每个岗位/环节的工作要求,实行规范化管理,做到“按规范做事,依流程运作”,并搞好每个细节的工作。
11,严格控制水口料,做好水口料的分类、标识和管理工作,从源头上抓起。
12,严格执行各项规章制度、工作规范和运作流程,并加强监督(赢在执行),并适时地实行“走动式管理”。
主抓执行力。
13,坚持“三不放过”原则,对出现的问题应及时分析原因、追查责任、提出纠正预防措施,并善于发现问题(最大的问题是看不出问题)14,每周召开一次注塑部生产例会,不断总结工作中的问题,提出改15,加强各岗位人员技能培训工作,不断提高其工作质量和工作能力16,制订用人标准,建立“激励”和“淘汰”机制,让合适的人做合适的事。
17,参观学习同行业先进的管理模式,与时俱进,不断创新,力求持续改善。
B.注塑生产的量化管理量化管理的作用:A.用数据说话,客观性强。
B.工作绩效量化,易于实现科学管理。
C.有利于增强各岗位工作人员的责任心。
D.能够激发员工的工作积极性。
E.可以与过去比较,科学拟定新的工作目标。
F.有利于分析分析问题原因,提出改善措施。
注塑工作计划

注塑工作计划
为了更好地完成注塑工作,提高生产效率和产品质量,制定一
个详细的工作计划是非常重要的。
下面是我们注塑工作的具体计划:
首先,我们需要对注塑设备进行检查和维护。
检查设备的各项
指标是否符合要求,确保设备能够正常运行。
同时,要做好设备的
清洁和润滑工作,保证设备的正常运转。
其次,我们需要对原材料进行检查和采购。
要确保原材料的质
量符合要求,同时要做好原材料的储存工作,避免受潮和污染。
然后,我们需要对注塑模具进行检查和维护。
检查模具的使用
寿命和磨损情况,及时更换损坏严重的模具,确保模具的使用效果。
接着,我们要对注塑工艺进行调整和优化。
根据产品的要求和
市场的需求,对注塑工艺进行调整,提高生产效率和产品质量。
此外,我们还需要对生产过程进行监控和管理。
要对生产过程
进行实时监控,及时发现和解决生产中的问题,确保生产顺利进行。
最后,我们要对产品进行质量检验和包装。
对产品进行严格的质量检验,确保产品符合要求。
同时,要做好产品的包装工作,保护产品不受损坏。
总之,通过以上的工作计划,我们可以更好地完成注塑工作,提高生产效率和产品质量,为客户提供更好的产品和服务。
希望全体员工能够认真执行这个工作计划,共同努力,为公司的发展贡献自己的力量。
注塑车间质量提高改善计划

注塑车间质量提高改善计划英文回答:In order to improve the quality in the injectionmolding workshop, we need to develop a comprehensive plan that addresses the key areas of concern. One of the main issues we have identified is the inconsistency in product dimensions. This can lead to defects and rejections, resulting in increased costs and customer dissatisfaction.To address this issue, we need to focus on improvingthe accuracy and precision of the injection molding process. This can be achieved through several measures. Firstly, we need to ensure that the molds used in the injection molding machines are properly maintained and calibrated. Any wearor damage to the molds can affect the dimensions of thefinal product. Regular inspections and maintenance shouldbe carried out to identify and rectify any issues.Secondly, we need to train our operators to have abetter understanding of the injection molding process andits variables. They should be able to identify and address any deviations from the desired dimensions during the production process. This can be achieved through regular training sessions and workshops that focus on qualitycontrol and process improvement.Furthermore, we need to implement a robust quality control system that includes regular inspections andtesting of the final products. This will help us identify any deviations from the desired dimensions and take corrective actions before the products are shipped to the customers. Additionally, we can also implement statistical process control techniques to monitor the injection molding process in real-time and make necessary adjustments to maintain the desired dimensions.Another area of concern is the presence of cosmetic defects on the final products. These defects can include scratches, blemishes, and uneven surfaces. To address this issue, we need to focus on improving the surface finish of the products. This can be achieved through several measures.Firstly, we need to ensure that the molds are properly polished and maintained to achieve a smooth surface finish. Secondly, we need to optimize the injection molding process parameters such as temperature, pressure, and cooling timeto minimize the occurrence of cosmetic defects. Lastly, we can implement visual inspection stations where trained operators can inspect the products for any cosmetic defects before they are packed and shipped.In conclusion, improving the quality in the injection molding workshop requires a comprehensive plan that addresses the key areas of concern. By focusing onimproving the accuracy and precision of the injection molding process, as well as addressing cosmetic defects, we can enhance the overall quality of our products. This will result in increased customer satisfaction and reduced costs due to rejections and defects.中文回答:为了提高注塑车间的质量,我们需要制定一个全面的改善计划,解决关键问题。
关于注塑车间的工作改进建议

《关于注塑车间的工作改进建议》一.建立精简、高效的组织结构就目前的组织结构比较松散而且重叠的现象,在现有的人力资源基础上有必要进行改组,使其更趋合理、有效和精简(具体结构见附件).二.明确岗位分工1.车间主管:全权负责整个车间的生产、质量、安全、6S等方面管理工作,并制定车间工作目标和具体实施;2.技术副主管:负责质量、工艺技术、设备管理、模具管理和新产品试制等技术方面的工作;3.生产副主管:负责生产计划、产量、准时交货、现场6S、安全等生产方面的工作;4.材料工艺师:负责生产原料管理、新产品试制、材料工艺等方面的工作;5.技术工程师:负责注塑工艺、质量改进、新产品试制、设备日常管理等方面工作;6.生产计划员:负责车间生产计划的制定、落实、跟进和反馈,生产各类报表的及时准确汇总;7.车间文员:负责各类文件管理、考勤、员工考核、6S评定等方面工作;8.生产领班:负责班组产量、质量、人员管理、现场6S、安全等生产方面的工作;9.技术员:负责注塑工艺和质量的改进、新产品试制、模具和设备日常保养等方面工作;10.模具管理员:负责模具的收、发、存台账和使用维修保养工作;11.生产组长:负责小组产量、质量、人员管理、现场6S、安全等生产方面的工作;12.配色组长:负责小组配色工作的管理和安排,及时准确提供备料组所需颜料;13.备料组长:负责小组粉料、拌料和加料工作的管理和安排,及时准确提供生产所需用料.三.建立绩效考核制度1.在目前管理基础上建立切实可行的车间KPI目标并加以逐步完善;2.根据车间的KPI目标分解到各层面(目前暂时为领班和生产组长),主要考核对象为车间组长以上骨干;3.每月对考核对象进行评定,实际绩效与收入挂钩;4.对于连续3个月考核末尾人员(暂定对象为生产组长),采取末尾淘汰制度;5.具体考核表见附件.四.加强生产跟进工作1.完善和加强车间生产计划工作, 车间主管全权负责这一工作,改变目前单一的数字计划工作而逐步成为人、机、料等全方位的计划准备、计划安排、计划跟进、计划反馈、计划汇总等工作,最终成为真正意义上的计划工作;2.建立日生产例会(15分钟以内)制度,重点是对生产计划进行每日跟进;3.建立周生产例会(30分钟以内)制度,重点是周生产计划的回顾总结和新计划的落实。
注塑不良提案改善

四.改善結果
一.問題點(包括提出時間,提出單位)
1﹕BTP-03QEBE000G----滑塊pin射偏
具體問題點: (1)進膠不平衡;
(2)滑塊pin強度較弱且頭部無定位 (3)進膠點位置剛好在滑塊pin處,極易斷pin 建議之改善方法: one: 進膠點在產品側面且改為平衡進膠; two:與產品工程師協商,看是否在滑塊pin上加個加強 以增加滑塊pin的強度.
修改之前
改善之後(2009.12.31)發圖
三. 具體改善方式
三. ASM 改善前後對比圖
修改之前
改善之後(2009.12.31)發圖
四.改善結果
效果(待確認) 1.2009.12.31發圖,預計2010.01.07加工完成 2.2010.01.08(模具部協商先趕一部分零件生產,流道零件 2010.01.12日完成) 3.2010.01.10(此料號生產中,零件正常,不易斷裂,改善OK) 4.2010.01.13(ok)
模具零件更換頻繁模具零件更換頻繁增加模具更換次數增加模具更換次數降低生產效率以及增加降低生產效率以及增加生產成本生產成本
提案改善 BTP-03QEBE000G滑塊 pin射偏改善小結
廠務一部----設計課
撰寫人:刘路平 2010/01/10
目录
一. 問題點(包括提出時間,提出單位) 二. 實際調查 三. 具體改善方式
筋,
2.提出單位及人員----模具組立課 3.提出時間----2009年129.12.30)
一,問題點: 1、產品pin口堵塞; 2.模具零件更換頻繁(增加模具更換次數,降低生產效率以及增加 生產成本).
二. 模具現狀:
模具零件兩側之pin斷裂較為嚴重. 三,生產現狀: 1,此料號屬委外開發模具,未拉回之前,一直在外生產提供塑膠件; 2.模具拉回生產發現流道之不平衡現象.
注塑品质改善计划书
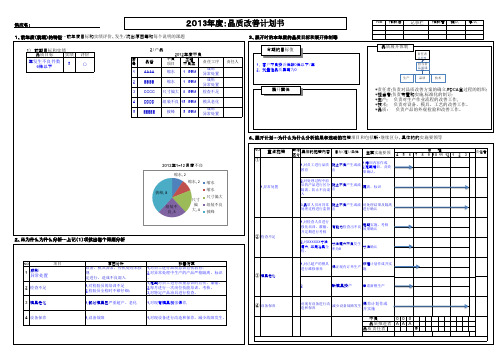
供应名:1、前年度(前期)的特征…前年度目标和实绩评价、发生/流出原因等和每个说明的课题3、展开时的本年度的品质目标和展开体制等1) 前期目标和实绩2)产品2012年度不良*责任者:负责对品质改善方案的确立,PDCA全过程的组织;*担当者:负责布置和实施,标准化的制订;*生产: 负责对生产作业流程的改善工作.*技术: 负责对设备、模具、工艺的改善工作。
*品质: 负责产品的外观检验和改善工作。
4、展开计划…为什么为什么分析结果和连动的施策项目和包括新・继续区分、具体的的实施要领等NO4567891011121232012年1-12月度不良2、从为什么为什么分析…上记(1)项找出每个课题分析不良000品质推进者AAA品质责任者B③设备保养④ 1.对已超产的模具进行维修保养保证现有订单生产修理计划作成并实施模具老化定期实施、考核效果确认寸法确认新模具投产申请新模生产1.对检查人员进行强化培训、灌输,并定期进行考核对现有设备进行改造和保养减少设备故障发生保养计划作成并实施22.对XXXXXX寸法偏大,采用冶具全检。
有能力检查出不良PPM PPM PPMPPM 不良项目缩水缩水尺寸偏大组装不良1BBBB 成形异常处置工程不良率成形异常处置CCCC DDDD EEEEE12345披峰模具老化成形异常处置检查不足责任工序责任人实绩品质目标年发生不良件数6件以下5序号品番AAAA PPM1815评价重点施策具体的施策内容5○日 程责任者1.培训内容作成2.定期培训、及效果确认。
隔离、标识防止不良产生或流出对处理结果及隔离进行确认新旧区分目标(値)/条件主要实施要领1.对员工进行品质教育2.对处理过程中前后的产品进行区分隔离、防止不良混入3.品质人员对异常处理过程进行监督1.异常处置防止不良产生或流出①②检查不足防止不良产生或流出寸法偏大不良发生率为02013年度:品质改善计划书品质展开体制1. 客户不良投诉件数0件以下/年2. 批量性品质异常为0今期的目标值展开要件 No 作成日 记事栏记事栏 作成者 确认 承认NO1234改善方案成形异常处置检查不足模具老化设备保养设备、模具异常,停机处理未按规定进行。
关于注塑品质控制改善提案—品保部

关于注塑品质控制改善提案—品保部关于注塑品质控制改善提案—品保部关于注塑事业部质量控制改善案【提出背景】1、现阶段注塑品质控制环节出现了多批次不良;2、在进行纠正预防过程中,很多的现场生产关联人员以各种理由规避责任,拒绝对质量失败负责;3、品保部所辖品检人员在质检能力上存在问题,不能有效地进行全面的质量管控;【改善思路】1、通过过程细节控制的加强,来杜绝打批量质量事故的发生;2、明确生产、品质人员的质量责任,改变以前责任不明确,造成在问题出现以后推诿扯皮的状况;3、实现在质量面前人人有责任、人人有考核的状况;【改善提案】产前准备1、依据计划做产前样件准备(信息、样件、检验作业指导书等!已在做);可考虑质量控制重点跟进项目2、产前准备会议(在做)或交接班会议(如何开?交接记录)生产过程首件确认1、技术员产品调试完成后,将确认合格的产品进行报检。
品检员参照样件进行质量符合性验证。
首件报检合格与否,提报合格率,对技术员进行考核;(3月20日已开始试运行)避免技术员在机器调试的时候,不进行产品完全的检验,即报检的情况;同时可以明确技术员的质量责任!2、首件确认合格后,放置与机台固定位置;3、质检科长对品检员确认合格的首件进行复核,以考核品检员质量确认能力;4、品保课不定期的对首件样品及首件确认要求项目的确认是否完全开展进行跟进考核,作为考核质检科长的执行项目;巡检要求1、依据巡检要求,每两个小时巡检一次,并对巡检结果进行忠实记录;2、巡检中必须对产品进行质量确认,并留有确认证明(加贴检验工号);3、巡检中抽样要求:①630G以下机台,总抽验数为15件(模),向前追溯10件(模),向后跟进5件(模);②4500G以下机台,总抽样数12件,向前追溯8件,向后跟进4件;6300G以上机台,总抽样数10件,向前追溯7件,向后跟进3件。
4、在巡检抽样确认中,依据抽检情况,提报合格率;5、在巡检抽样检查中,发现不良,可以加严检查(即加大抽样批量);如不良率严重超标,可要求注塑作业人员进行全检挑选(但要注意工作方法,可对问题部件标识出来,待下班后确认),并反馈给注塑当班管理人员及品检科长;入库终检1、产品生产结束后,注塑品检员进行入库前的终检确认;确认以抽样检查为主,抽样检测合格的产品加贴质检员工号;2、入库终检抽样数量要求:①630G以下机台,总抽验数为20件(模);②4500G以下机台,总抽样数15件;6300G以上机台,总抽样数10件。
注塑工程改善方案

注塑工程改善方案一、问题分析注塑工程是一种常见的塑料加工方法,通过将塑料材料加热至熔化状态,然后注入模具中,经冷却后形成所需的塑料制品。
注塑工程在制造行业中应用广泛,如汽车零件、家用电器、日常用品等等。
然而,由于原材料性能、注塑设备、模具设计、工艺参数等方面的问题,注塑工程在生产过程中常常会遇到一些质量或效率方面的问题,需要及时加以改善。
1. 原材料选择不当在注塑工程中,原材料的选择对成品的质量和性能有着直接影响。
一些不合格或次品质的原材料会导致产品外观粗糙、尺寸不准确、强度不足等问题,严重影响产品质量和市场竞争力。
2. 注塑设备不稳定注塑设备是生产过程中的关键设备,设备的稳定性和性能直接关系到生产效率和产品质量。
一些老旧设备存在故障频发、温度控制不准确、压力不稳定等问题,严重影响生产效率和产品质量。
3. 模具设计不合理模具在注塑工程中起着至关重要的作用,模具设计的合理与否对产品的成型效果和寿命有着直接影响。
一些模具存在结构不合理、冷却不均匀、磨损严重等问题,影响产品的成型质量和生产效率。
4. 工艺参数设置不当在注塑工程中,工艺参数的设置直接关系到产品的成型质量和生产效率。
一些工艺参数设置不当会导致产品开裂、气泡、收缩等问题,影响产品的外观和性能。
综上所述,注塑工程在生产过程中存在原材料选择不当、设备不稳定、模具设计不合理、工艺参数设置不当等问题,需要及时进行改善和优化。
二、改善方案1. 原材料优化选择首先,需要对原材料进行严格的筛选和检验,选择合格的原材料进行生产。
在选择原材料时,需要考虑原料的材质、成型特性、强度和耐磨性等性能,以确保满足产品的质量要求。
另外,还可以通过与供应商合作,对原材料进行定制化生产,根据产品的特性和需求进行调整和优化,确保原材料质量的稳定性和可控性。
2. 设备更新与维护对于老旧设备,应及时进行更新和升级,引进先进的自动化注塑设备,提高生产效率和产品质量。
同时,对设备进行定期维护和保养,确保设备的稳定性和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号 1 改善课题 机器水用硬管连接,电 气用管套 各班组设定一人负责完 成5S初期改善工作,管 理工装、零件 重新把调整后的现场布 局画好,刷漆 设定闲置设备摆放区, 安装门和锁,有责任人 管理 重新调整温兆鑫班组纸 箱柜位置 重新调整温兆鑫班组办 公区位置 搬迁上海机台的确认 重新调整温兆鑫机器位 置 节能改造的拆迁及重新 安装 温兆鑫班组机台位置的 重新摆放 重新调整潘效胜班组机 台位置 增加后加工组装设备 搬迁上海机台的时间 责任班长1 责任人
6
7 8
彭小江、张广宁 张广宁
ቤተ መጻሕፍቲ ባይዱ
5年注塑部重点改善课题计划(2015.3.13)
计划完成时间 实际完成时间 万艳3月份,其 它3、4月份 2月底报柜子、 塑料盒等,4月 份前完成 4月份前 3月份 2月底 3月18号 3月10号 4月 5月 5月 3月 3月定,5月到 位。 表示为计划完成时间 表示为实际完成时间 表示为已延期 3月7号已确 认 3月5号已完 成
W W W W W W W W W W W W W W W W W W W W 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
2月
3月
4月
5月
6月
备注
3栋车间预计3月20号申报,5栋 车间待机台搬迁完成后再定 3栋车间3月18号出图纸,温兆鑫 班组预计八月份完成 预计4月15号前完成 预计3月8号完成
万艳、潘效胜、 谭永红 温兆鑫 万艳、潘效胜、 温兆鑫、彭小江 程军
2
3 4 5 6
万艳、潘效胜、 谈建明团 彭小江 队 万艳、潘效胜、 温兆鑫、彭小江 、谭永红 温兆鑫 温兆鑫 刘宜、魏锋 魏锋、谢暖、 程军 谢暖 温兆鑫 潘效胜 程军 温兆鑫 温兆鑫 刘总 刘总 刘总 谈建明支 持 谈建明支 持
预计3月底完成