EM环境质量保证管理系统
em等级元器件
em等级元器件EM等级元器件是一种标志着元器件质量和可靠性等级的指标,主要用于评估和选择电子元器件的性能和可靠性。
EM等级是根据元器件在特定环境条件下的可靠性测试结果来确定的,通常分为EM1、EM2、EM3三个等级。
不同的EM等级代表了不同的可靠性要求和应用范围。
EM等级元器件在电子产品的设计和生产中起着至关重要的作用。
不同的EM等级要求元器件在不同的环境条件下具有不同的可靠性和耐久性。
EM等级越高,代表元器件的可靠性要求越高,适用范围也越广。
因此,选择合适的EM等级元器件对于保证电子产品的性能和可靠性至关重要。
EM1等级元器件是最高等级的元器件,要求具有极高的可靠性和耐久性。
这些元器件通常用于对可靠性要求极高的关键应用场景中,如航空航天、国防军工等领域。
EM1等级元器件经过严格的可靠性测试,能够在极端的环境条件下正常工作,具有很高的抗干扰能力和长寿命特性。
EM2等级元器件是中等等级的元器件,要求具有一定的可靠性和耐久性。
这些元器件适用于一般的工业控制、通信设备等领域。
EM2等级元器件可以满足大多数应用场景下的可靠性要求,价格相对较低,是大多数电子产品的常用元器件。
EM3等级元器件是最低等级的元器件,要求较低的可靠性和耐久性。
这些元器件通常用于一些非关键应用场景,如消费类电子产品、家电等。
EM3等级元器件在一般环境条件下能够正常工作,但在极端环境下可能会出现故障。
因此,在选择EM3等级元器件时需要根据实际应用场景来评估其可靠性和耐久性是否满足要求。
选择合适的EM等级元器件需要综合考虑多个因素。
首先,需要明确电子产品的应用场景和可靠性要求,确定所需的EM等级。
其次,需要对不同供应商提供的EM等级元器件进行比较,包括价格、性能、可靠性等方面的比较。
最后,还需要考虑供应商的信誉和售后服务等因素,选择可靠的供应商。
EM等级元器件是评估和选择电子元器件可靠性和耐久性的重要指标。
不同的EM等级代表了不同的可靠性要求和应用范围,选择合适的EM等级元器件对于保证电子产品的性能和可靠性至关重要。
能量管理系统_EMS_第10讲_网络安全分析软件_1_预想故障分析与安全约束调度
101211 安全约束调度基本理论
安全约束调度的基本理论包括线性化模型、线
性规划算法和基矩阵降阶技术。
10121111 问题的线性化描述
目标函数:
m
∑ m inf =
Ci ∃P i
(1)
i= 1
满足等式约束:
78
m
∑Βi ∃P i = 0
(2)
i= 1
和不等式约束:
L k,m in ≤ A k ∃ P i ≤ L k,m ax (k = 1, 2…) (3)
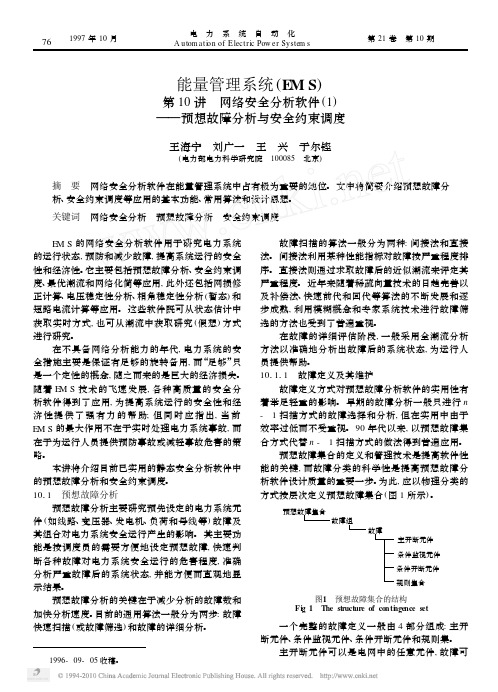
在故障的详细评估阶段, 一般采用全潮流分析 方法以准确地分析出故障后的系统状态, 为运行人 员提供帮助。 101111 故障定义及其维护
故障定义方式对预想故障分析软件的实用性有 着举足轻重的影响。 早期的故障分析一般只进行 n - 1 扫描方式的故障选择和分析, 但在实用中由于 效率过低而不受重视。 90 年代以来, 以预想故障集 合方式代替 n - 1 扫描方式的做法得到普遍应用。
条件监视元件及条件开断元件配合使用, 用以 模拟继发性故障, 即某些元件故障可能引发其它元 件的开断。 当主开断元件的动作引起开断监视元件 越限时, 条件开断元件随之动作, 这种带有条件监视 元件和条件开断元件的故障称为条件故障。
规则集用于描述开断元件动作后, 调度人员按 规定或经验必须执行的操作。规则集的建立和应用, 实际上是将专家系统的思想引入预想故障分析。
中的这个约束就定义为离基候选集合中的一个; 若
离基候选集合是空的, 则问题无法求解。然后用比值
检验挑选最佳离基约束, 这个准则可以使目标函数
(1) 式最小。
设引入约束与基中已有约束之间的灵敏度:
∃ Sk = ∃
in k
体系文件管理工作

体系文件管理工作一、前言随着电子化管理和信息化技术的不断普及,各个领域的工作都趋向于数字化、自动化。
体系文件管理也不例外,逐渐从手工管理、纸质管理转变为电子化管理、网络化管理。
在此背景下,体系文件管理工作也面临着新的挑战和机遇。
本文将从体系文件管理的意义、内容、流程、注意事项等方面进行较详细的阐述,以期对体系文件管理工作有一个全面的认识和理解,并为相关工作的开展提供一些参考和指导。
二、体系文件管理的意义体系文件是体系文件管理的基础,是某个管理体系的重要组成部分。
它规定了体系所涉及的一切方面的规则、程序和标准。
通过对体系文件的管理,可以实现以下几个方面的目的:1、保证体系文件的及时性、准确性、完整性和可靠性,确保体系知识的有效传递和应用。
2、规范体系文件的编制、审核、批准、发放、变更等流程,保证体系文件的有效实施和管理。
3、提高管理效率和工作质量,统一管理思路和方法,防范和纠正管理风险。
4、为体系运营提供有力的支持和保障,减少管理成本和人力投入。
三、体系文件的内容体系文件是按照特定的结构和内容和目的编写的,下面我们来看一下一个体系文件的基本内容结构。
1、封面:封面主要包括体系文件的名称、编号、版本、编制日期和审核批准人等信息。
2、前言:前言是对体系文件的背景、目的、适用范围等方面进行明确说明,为后续管理提供依据。
3、正文:正文是体系文件的核心部分,包括管理制度、流程标准、技术规范等内容,它可以根据不同的体系编制出相应的文档,例如:(1)质量管理体系QM(Quality Management):质量手册、程序文件、作业指导书、工艺说明书等。
(2)环境管理体系EM(Environmental Management):环境管理手册、文件和程序描述(EPL)、环境影响报告(EIA)、环境风险评估(ERA)等。
(3)职业健康安全管理体系OHSMS(Occupational Health And Safety Management System):职业健康安全手册、程序、指南、程序、要点、检查表等。
ERP专业术语英文缩写

ERP专业术语(英文缩写)ERR--企业资源计划(Enterprise Resour ce Planning).20世纪90年代MRP-II发展到了一个新的阶段:ERP (Enterprise ResourcePla nning —企业资源计划) 企业的所有资源简要地说包括三大流:物流、资金流、信息流,ERP 也就是对这三种资源进行全面集成管理的管理信息系统。
概括地说,ERP 是建立在信息技术基础上,利用现代企业的先进管理思想,全面地集成了企业所有资源信息,为企业提供决策、计划、控制与经营业绩评估的全方位和系统化的管理平台。
MRP n ---制造资源计划(Manufacturin g Resource Planning).1977年9月,由美国著名生产管理专家奥列弗怀特(Oliver W Wi ght )提出了一个新概念一一制造资源计划(Manufacturing Resources Planning ),称为MRP-II 。
MRP-II是对制造业企业资源进行有效计划的一整套方法。
它是一个围绕企业的基本经营目标,以生产计划为主线,对企业制造的各种资源进行统一的计划和控制,使企业的物流、信息流、资金流流动畅通的动态反馈系统。
MRP---物料需求计划(Material Requireme nts Pla nnin g).20世纪60年代,IBM公司的约瑟夫奥利佛博士提出了把对物料的需求分为独立需求与相关需求的概念:产品结构中物料的需求量是相关的。
在需要的时候提供需要的数量MPS---主生产计划(Master Production schedules).主生产计划(Master Production Sc hedule ,简称MPS )是确定每一具体的最终产品在每一具体时间段内生产数量的计划。
这里的最终产品是指对于企业来说最终完成、要出厂的完成品,它要具体到产品的品种、型号。
这里的具体时间段,通常是以周为单位,在有些情况下,也可以是日、旬、月。
洁净室系统详解洁净室各主要系统图文讲解
洁净系统控制---洁净度
Cleanness - Particle number/洁净度-尘埃粒子数
洁净系统控制---洁净度
Cleanness/洁净度-欧盟同ISO标准对照
As per EU GMP: PIC/S July 2004
洁净系统控制---温湿度
Temperature and Relative Humidity/温度和相对湿度
洁净室围护结构---门底自动升降密封条
门框三边使用密封胶条和门底自动升降密封 条, 保证了门体系统的气密性 Three edges of the door sealed with rubber sealing trip, bottom edge sealed by lifting trip to avoid friction with the ground
洁净室围护结构---门
与墙板完全平整
与墙板双面平整连接 转角全部使用圆弧过渡 卫生型升降铰链 按压式门锁 自动下密封条
双面完全平整连接
洁净室围护结构---门
选项 电子互锁 窗 门锁 应急推杆 磁力锁 自动闭门器〔带合页〕
洁净室围护结构---门
多种材质的门可供选择: 1.钢制门 2.密胺树脂板门 3.彩钢板门 4.不锈钢门 多种形式的洁净门用于不同的场合: 1.平开门 2.移门 3.电动移门 4.快速卷帘门
外表平整度好/Excellent surface
洁净室围护结构---墙板
多种墙板选择---灵活的供货方式 Selection of Various wall panels---flexible supply ways
洁净室围护结构---墙板
二次排版设计 全部工厂制作 无现场切割 手工制作
家用反渗透膜产品手册
298 44.5 22.0 22.0 17.0
298 48.0 30.0 30.0 17.0
298 48.0 22.0 12.0 17.0
298 71.0 22.0 12.0 17.0
298 76.0 22.0 12.0 17.0
331 65.0 16.0 16.0 17.0
9
E-MEM 家用反渗透膜产品手册
2 公司在杭州建有 35 000 m 的基地,集研发、制造、销售以及服务为一体,
下设有研发中心、 制造中心、 品质管理中心、 销售中心和技术服务中心五个中心。 公司拥有一批长期从事分离膜研究、开发与应用的专业人才,高水准的研发团队 为高性能膜产品的研制提供强有力的技术保障, 先进的制造设备与技术为高性能 膜产品的生产提供可靠的质量保证, 专业化的销售与服务团队为客户提供全程个 性化优质服务。 公司建有完善的产品质量保证体系,已经通过了 GB/T 19001-2008/ISO 9001:2008 质量管理体系和 GB/T 24001-2004/ISO 14001:2004 环境管理体系认 证。E-MEM®膜产品已经取得浙江省涉及饮用水卫生安全许可证明。目前 E-MEM® 膜 产品已广泛应用于给水/污水回用处理、海水淡化、食品、制药、石油、化工、 电力、生物分离及其它分离过程。
2
1.2 研发服务
易膜环保科技有限公司作为一家具有自主知识产权的全系列分离膜产品制 造商,其核心能量源于公司拥有的持续创新力,易膜环保在杭州的基地研发中心 不仅拥有一批长期从事分离膜研究、开发与应用的专业人才,其中硕士学历比占 75%; 还拥有一批高精尖的仪器设备; 能够不断开发出具有高性能的分离膜产品, 能够提供高品质的技术服务。
目
录
第一章 易膜环保科技有限公司简介..................................... 2 1.1 公司概况..................................................... 2 1.2 研发服务..................................................... 3 1.3 品质认证..................................................... 4 第二章 E-MEM® 家用反渗透膜产品介绍 ................................ 5 2.1 E-MEM® 膜产品特点 .......................................... 5 2.2 E-MEM® 家用反渗透膜元件命名及编号规则 ...................... 7 第三章 E-MEM® 家用反渗透膜元件的性能和规格 ........................ 8 3.1 E-MEM® 家用型反渗透膜元件 .................................. 8 3.2 E-MEM® 商用型反渗透膜元件 ................................. 11 3.3 使用中注意事项及声明........................................ 13 第四章 反渗透基础.................................................. 14 4.1 概述 ....................................................... 14 4.2 反渗透分离原理 ............................................. 15 4.3 反渗透膜性能参数及影响因素 ................................. 16 第五章 家用反渗透膜系统故障判断和排除.............................. 17 5.1 家用元件故障一览表.......................................... 17 第六章 膜元件质量保证.............................................. 18 6.1 反渗透膜元件三年质量保证书 ................................. 18 6.2 反渗透膜元件返修退换程序 ................................... 21
品质英语(缩写-全称-中文对照)
常用的品质管理名词(中英文对照)纠正预防措施单 - One correc tiveand preven tivemeasur es CAR---corrective action reques tQE=品质工程师(Qualit y Engine er)MSA: Measur ement System Analys is 量测系统分析LCL: LowerContro l limit管制下限Contro l plan 管制计划Correc tion纠正Cost down 降低成本CS: custom er Sevice客户中心Data 数据Data Collec tion数据收集Descri ption描述Device装置Digita l 数字Do 执行DOE: Design of Experi ments实验设计Enviro nment al 环境Equipm ent 设备FMEA: Failur e Mode and Effect analys is 失效模式与效果分析FA: Failur e Analys is 坏品分析FQA: FinalQualit y Assura nce 最终品质保证FQC: FinalQualit y contro l 最终品质控制Gaugesystem量测系统Grade等级Induct ance电感Improv ement改善Inspec tion检验IPQC: In Proces s Qualit y Contro l 制程品质控制IQC: Incomi ng Qualit y Contro l 来料品质控制ISO: Intern ation al Organi zatio n for Standa rdiza tion国际标准组织LQC: Line Qualit y Contro l 生产线品质控制LSL: LowerSize Limit规格下限Materi als 物料Measur ement量测Occurr ence发生率Operat ion Instru ction作业指导书Organi zatio n 组织Parame ter 参数Parts零件Pulse脉冲Policy方针Proced ure 流程Proces s 过程Produc t 产品Produc tion生产Progra m 方案Projec ts 项目QA: Qualit y Assura nce 品质保证QC: Qualit y Contro l 品质控制QE: Qualit y Engine ering品质工程QFD: Qualit y Functi on Design品质机能展开Qualit y 质量Qualit y manual品质手册Qualit y policy品质政策Range全距Record记录Reflow回流Reject拒收Repair返修Repeat abili ty 再现性Reprod ucibi lity再生性Requir ement要求Residu al 误差Respon se 响应Respon sibil ities职责Review评审Rework返工Rolled yield直通率sample抽样,样本Scrap报废SOP: Standa rd Operat ion Proced ure 标准作业书SPC: Statis tical Proces s Contro l 统计制程管制Specif icati on 规格SQA: Source(Suppli er) Qualit y Assura nce 供应商品质保证Taguch i-method田口方法TQC: TotalQualit y Contro l 全面品质控制TQM: TotalQualit y Manage ment全面品质管理Tracea bilit y 追溯UCL: UpperContro l Limit管制上限USL: UpperSize Limit规格上限Valida tion确认Variab le 计量值Verifi catio n 验证Versio n 版本QCC Qualit y Contro l Circle品质圈/QC小组PDCA Plan Do CheckAction计划执行检查总结Consum er electr onics消费性电子产品Commun icati on 通讯类产品Core value(核心价值)Love 爱心Confid ence信心Decisi on 决心Corpor ate cultur e (公司文化)Integr ation融合Respon sibil ity 责任Progre ss 进步QC qualit y contro l 品质管理人员FQC finalqualit y contro l 终点品质管制人员IPQC in proces s qualit y contro l 制程中的品质管制人员OQC output qualit y contro l 最终出货品质管制人员IQC incomi ng qualit y contro l 进料品质管制人员TQC totalqualit y contro l 全面质量管理POC passag e qualit y contro l 段检人员QA qualit y assura nce 质量保证人员OQA output qualit y assura nce 出货质量保证人员QE qualit y engine ering品质工程人员FAI firstarticl e inspec tion新品首件检查FAA firstarticl e assura nce 首件确认CP capabi lityindex能力指数SSQA standa rdize d suppli er qualit y audit合格供应商品质评估FMEA failur e modeleffect ivene ss analys is 失效模式分析AQL Accept ableQualit y Level运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept允收REE Reject拒收CR Critic al 极严重的MAJ Major主要的MIN Minor轻微的Q/R/S Qualit y/Reliab ility/Servic e 品质/可靠度/服务P/N Part Number料号L/N Lot Number批号AOD Accept On Deviat ion 特采UAI Use As It 特采FPIR FirstPieceInspec tionReport首件检查报告PPM Percen t Per Millio n 百万分之一SPC Statis tical Proces s Contro l 统计制程管制SQC Statis tical Qualit y Contro l 统计品质管制GRR GaugeReprod ucibi lity& Repeat abili ty 量具之再制性及重测性判断量可靠与否DIM Dimens ion 尺寸DIA Diamet er 直径QIT Qualit y Improv ement Team 品质改善小组ZD Zero Defect零缺点QI Qualit y Improv ement品质改善QP Qualit y Policy目标方针TQM TotalQualit y Manage ment全面品质管理RMA Return Materi al Audit退料认可7QCToo ls 7 Qualit y Contro l Tools品管七大手法通用之件类ECN Engine ering Change Notice工程变更通知(供应商)ECO Engine ering Change Order工程改动要求(客户)PCN Proces s Change Notice工序改动通知PMP Produc t Manage mentPlan 生产管制计划SIP Standa rd Inspec tionProced ure 制程检验标准程序SOP Standa rd Operat ion Proced ure 制造作业规范IS Inspec tionSpecif icati on 成品检验规范BOM Bill Of Materi al 物料清单PS Packag e Specif icati on 包装规范SPEC Specif icati on 规格DWG Drawin g 图面系统文件类ES Engine ering Standa rd 工程标准IWS Intern ation al Workma n Standa rd 工艺标准ISO Intern ation al Standa rdiza tionOrgani zatio n 国际标准化组织GS Genera l Specif icati on 一般规格部类PMC Produc tion& Materi al Contro l 生产和物料控制PCC Produc t contro l center生产管制中心PPC Produc tionPlan Contro l 生产计划控制MC Materi al Contro l 物料控制DCC Docume nt Contro l Center资料控制中心QE Qualit y Engine ering品质工程(部)QA Qualit y Assura nce 品质保证处QC Qualit y Contro l 品质管制(课)PD Produc t Depart ment生产部LAB Labora tory实验室IE Indust rialEngine ering工业工程R&D Resear ch & Design设计开发部术语英文对照中文术语8D 8 Discip lines Of Solvin g Proble m 解决问题8步法AC./RE. Accept able/ Reject ive 允收/拒收AQL Accept ableQualli ty Level允收水准ABB Activi ty-BasedBudget ing 实施作业制预算制度ABC Activi ty-BasedCostin g 作业制成本制度ABM Activi ty-BasedMangem ent 作业制成本管理APS Advanc ed Planni ng And Schedu ling应用程式服务供应商APQP Advanc ed Produc t Qualit y Planni ng 先期产品品质规划ANOVAAnalys is Of Varian ce 方差分析AAR Appear anceApprov al Report外观承认报告AC Apprai sal Cost 鉴定成本ASL Approv ed Suplie r List 合格供应商清单AVL Approv ed Vendor List 认可的供应商清单ATP Availa ble To Promis e 可承诺量BSC Balanc ed ScoreCard 平衡记分卡BOM Bill Of Materi al 材料明细BTF BuildTo Foreca rst 计划生产BTO BuildTo Order订单生产BPR Busine ss Proces s Reengi neeri ng 企业流程再造CPK Capabi lityOf Proces s 修正过程能力指数Ca. Capabi lityOf Accura ty 精确度指数Cp. Capabi lityOf Preces ion 精密度指数CRP Capaci ty Requir ement Planni ng 产能需求规划C. OF C. Certif icate Of Compli ance(质量)承诺证明书CEO ChiefExcuti ve Office r 执行总裁CQC Compan ywide Qualit y Contro l 全公司范围的品质管理CPM Compla int Per Illion每百万报怨次CAD Comput er AidedDesign计算机辅助设计CTO Config urati on To Order客制化生产CRC Contra ct Review Commit tee 合同评审委员会CIF Cost Inusan ce And Freigh t 到岸价格COQ Cost Of Qualit y 品质成本CPM Critic al Path Method要径法CTQ Critic al Qualit y 关键质量CAR Crrect ive Action Report纠正措施报告CRM Custom er Relati onshi p Manage ment客户关系管理CR Custom er's Risk 消费者冒险率DSS Decisi on Suppor t System决策资源系统DS/SS Def.Size/Sample Size 缺点数/样品数DPU Defect Per Unit 单位缺陷数DPMO Defect s Per Millio n Opport unity百万个机会中的缺陷数DMADVDefine\Measur ement\Analys is\Design\Verify确定、测量、分析、设计、验证DMAICDefine\Measur ement\Analys is\Improv ement\Contro l 确定、测量、分析、改善、控制DEPT. Depart ment部门DMT Design Matuin g Testin g 成熟度验证DOE Design Of Experi ment实验设计DVT Design Verifi catio n Testin g 设计验证DRP Distri butio n Resour ce Planni ng 运销资源计划DTS Dock To Stock免验DCC Docume nt Contro l Centre文管中心DBE Drum-Buffer-Rope 限制驱导式排程法EOQ Econom ic OrderQuanti ty 基本经济订购量EMC Electr ic Magnet ic Capabi lity电磁相容EC Electr onicCommer ce 电子商务EDI Electr onicData Imterc hange电子资料交换EC Engene ringChange工程变更ECN Engene ringChange Notice工程变更通知ECRN Engine er Change Reques t Notice原件规格更改通知ERP Enterp riseResour ce Planni ng 物料需求计划EI&PM Employ ee Involv ement & partic ipati ve Manage ment全员参与法EIS Execut ive Inform ation System主管决策系统FAE FieldApplic ation Engine er 应用工程师FQC Finish Or FinalQualit y Contro l 成品品质管制FAI FirstArticl e Inspec tion首件检验FMEA Failur e Mode And Efects Analys is 失效模式及效应分析Yft FirstTime Yield首次通过率FMS Flexib le Manufa cture System弹性制造系统FCST Foreca st 预估FOB Free Of Board离岸价G R&R GaugeReprod ucili ty & Repeat abili ty 量具再现性与再生性GWQC Groupw ide Qualit y Contro l 全集团范围的品质管理IQC Incomi ng Qualit y Contro l 进料品质管制ISAR Initia l Sample Approv al Reques t 首批样品认可IPQC In-Proces s Qualit y Contro l 过程品质管制ISO Intern ation al Standa rdiza tionOrgniz ation国际标准化组织JIT Just In Time 即时管理KCP Key Contro l Point关键控制点KM Knowle dge Manage ment知识管理LDPU Latent DeFect Per Unit 单位产品潜在缺陷LTC LeastTotalCost 最小总成本法LUC LeastUnit Cost 最小单位本法LS Lobour Scrap工时损失LRR lot Reject ive Rate 批退率LTPD Lot Tolera nce Percen t Defect ive 拒收水准L4L Lot-For-Lot 逐批订购法LCL LowerContro l Limit下控制界限LSL LowerSpecif icati on Limit下规格界限MRO Mainte nance Repair Operat ion 请修(购)单MIS Manage mentInform ation System资讯系统MO Manage mentOrder制令MES Manufa cturi ng Execut ion System制造执行系统MRP-II Manufa cturi ng Resour ece Planni ng 制造资源规划MPS Master Produc tionSchedu ling主生产排程MRP Materi al Requir ement Plan 物料需求规划MRB Materi al Review Board物料鉴审委员会MSDS Materi al Safety Data Sheet物质安全资料表MS Materi al Scrap材料报废MTBF Mean Time Betwee n Failur e 平均故障间隔时间MSA Measur ement System Analys is 测量系统分析NG Not Good 不良OLAP On-Line Analyt icalProces sing线上分析处理OLTP On-Line Transa ction Proces sing线上交易处理OPT Optimi zed Produc tionTechno logy最佳生产技术ODM Origin al Design & Manufa cture委托设计与制造OEM Origin al Equeit pment Manufa cture原始设备制造商/委托代工OQC Out-GoingQualit y Contro l 出货品质管制PPM Part Per Millio n 百万分之……PDCA Plan Do CheckAction PDCA管理循环PSO Presid ent StaffOffice总经理办公室PM Preven tionMmaint enanc e 预防维护PC Preven tiveCost 预防成本PR Produc er's Risk 生产者冒险率PDM Produc t Data Manage ment生产资料管理系统POH Produc t On Hand 预估在手量PPAP Produc tionPart Approv al Proces s 生产品核工业准程序PERT Progra m Evalua tionAnd Review Techni que 计划评核术P/O Purcha se Order订单QA Qualit y Assura nce 质量保证QC Qualit y Contro l 质量管制QCC Qualit y Contro l Circle品管圈QCFS Qualit y Contro l Flow Sheet品质控制流程图QDN Qualit y Deviat ion Notice品质异常通知QDR Qualit y Deviat ion Reques t 品质异常回复QE Qualit y Engine ering品质工程QFD Qualit y Functi on Depioy ment品质功能展开QIT Qualit y Improv ement Team 品质改善团队QIS Qualit y Inform ation System品质信息系统QS9000 Qualit y System 9000 品质系统9000QSA Qualit y System Assess ment品质系统评鉴ROP Re-OrderPoint再订购点R&D Reserr ch And Develo pment研究开发RMA Return ed Materi al Approv al 进货验收RC Rework Cost 返工费用RPN Risk Priori ty Number风险领先指数Yrt Rolled Though tputYield全过程通过率RCCP RoughCut Capaci ty Planni ng 粗略产能规划S S 样本偏差SO SalesOrder订单SFC Shop FloorComtro l 现场控制σ Sigma标准差SOR Specia l OrderReques t 特殊订单需求SPEC. Specif icati on 规范/规格SDCA Standa rdzat ion Do CheckAction SDCA管理循环SPC Statis tical Proces s Contro l 过程统计控制SIS Strate gic Inform ation System策略资讯系统SWOT Streng th\ Weakne ss \Oportu nity\ Treats企业SWOT分析资料SQD Suppli er Qualit y Devele pment供应商品质开发SCM Supply ChainManage ment供应链管理TOC Theory Of Constr aints限制理论Ytp Though toutYield过程通过率TMC TotalManufa cture Cost 总制造成本TPM TotalProduc tionManage ment全面生产管理TQM TotalQualit y Manage ment全面品质管理UCL UpperContro l Limit上控制界限USL UpperSpecif icati on Limit上规格界限WIP Work In Proces s 在制品Xbar X bar X平均值。
质量、环境、职业健康安全管理培训资料

• 并不是将原有的管理手段、制度、组织机 构等彻底推翻,而是应用管理体系标准的 框架模式重新构造、安排、组合和完善组 织现有的管理体系。
第一章 管理体系基本原理 五、建立管理体系正确的运作方式
• 准确理解标准要求
• 整理公司现行有效的管理制度文件
OHS标准十七个要素内容和框架结构
ACTION
持续改善
4.2 OHS方针
PLAN
4.6 管理评审
4.5 检查和纠正措施
4.5.1 绩效测量和监视 4.5.2 事故、事件、不符合
不同之处: ➢ 三套标准适用的对象和目的不同。QMS:以顾客为关 注焦点、EMS:以污染预防为关注焦点、OHSMS:以事故 预防为关注焦点; ➢ 三体系中要素的名称相同或相近,但内容差别很大,
如“产品实现”与“运行控制”; ➢ 三体系的结构要素并不一一对应; ➢ 涉及强制性要求的范围不同; ➢ 体系覆盖的范围不同。
4.4 实施和运行
4.4.1 组织机构和职责
4.4.2 培训,意识与能力
4.4.3 信息交流 4.4.4 环境管理体系文件
DO
4.4.5 文件控制
4.4.6 运行控制
4.4.7 应急准备和响应
环境管理体系 运行模式图
规划(PLAN) 1、环境方针 2、环境因素 3、法规要求 4、目标/指标 5、环境管理方案
• 编制适宜与本公司操作的体系文件、记录
• 领导作用 • 全员参与
第二章 ISO9001-2000(QMS)理解 1987年 ISO发布9000族标准
ISO标准推动方式 • 管理者推动 • 受益者推动
ISO适用范围
证实组织能力 赢得顾客满意
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EM环境质量保证管理系统Non-UseofEnvironmentallyHazardousSubstancesinOEMProductManagementSystems序言本治理系统规定了在OEM产品中,保证确实不使用超过XX公司指定的“禁止使用物质”基准值的物质的“环境质量保证治理系统”规定事项。
1.适用范畴本文件关于向XX公司交货产品的贵公司规定XX公司规定的环境治理物质中有关“禁止适用物质”的治理系统的规定事项。
2.关联文件本文件治理对象有关环境治理物质记载的标准以及有关“禁止使用物质”的测定方法和有关测定的实施、运用的手册类文件如下所示,称为关联文件。
在实际使用时,请确认改订履历,使用最终版本。
规定文件的分类禁止物质、禁止打算·基准测定用手册-测定频度-文件名SS-00259STM-0081、STM-0082OEM产品的构成部件的确认测定运用手册发行日02年3月29日02年3月29日02年10月日定义OEM产品:指XX公司向第三者托付生产,或从第三者采购后进行销售、颁发的产品。
同时也包括与产品同包装的附属品以及附属的副材料(包装材、包装部件、捆扎带、聚氯乙烯袋、塑料袋、粘接胶带等)。
不适合:指含有承诺浓度以上的“禁止使用物质”。
选择判定:指用作为SS-00259规定的测定和承诺浓度的判定方法规定“LG公司技术手册”的选择试验和判定基准来判定是否合格的判定。
产品订货单位∶指XX公司的网络公司等订货该OEM产品的部门。
绿色伙伴∶索尼的认定治理中心按照“绿色伙伴环境质量认定标准”认定为绿色伙伴的单位。
4.环境质量保证治理系统一样规定事项贵公司必须按照本文件的规定在OEM产品的设计、零部件和副材料的选定、生产的各工艺中,确实保证所有的零部件和副材料等均不使用超过承诺值的“禁止使用物质”。
另外,还必须建立为了保证确实不使用的治理系统,连续贯彻运营该治理系统。
部件和副材料的选定及提供单位的治理贵公司关于使用于OEM产品的零部件、副材料及其提供单位的有关选定,应按照以下的程序建立治理系统。
零部件和副材料的选定程序上述选定的批准和记录治理程序使用于零部件的原材料均应为索尼绿色伙伴(各事业所的批准)的交货品。
选定的零部件和副材料的不使用“禁止使用物质”的有关确认程序该确认在设计时期的选定、批量生产时期以及确认变更时进行确认。
为进行上述确认的检查、试验程序以及有关记录的程序批量生产时的治理程序包括为了防止与治理对象的原材料、零部件及副材料混淆,对识不、批量治理进行的差不多原材料的跟踪等有关的必要程序。
零部件和副材料变更的有关程序零部件和副材料的变更中包括交货单位、生产单位、原材料的变更。
发觉了不适合品时的处理以及向索尼报告的程序贯彻从a)到g)的程序时需要的保持·运营以及进行定期内部监察的程序有关文件化的规定事项一样规定事项贵公司应将包括以下事项内容的环境质量治理系统文件化,并长期储存。
记述有关4.2项的从a)到h)的程序概要的文件该文件中,应包括组织内的职权和责任、批准程序、使用的文件格式等。
环境质量治理系统所需要的记录LG公司借用的文件的治理程序本文件规定建立有关程序的程序文件治理环境质量保证治理系统所需要的文件,必须对以下事项规定程序,并进行治理。
文件的批准文件的定期研讨,按照需要进行修订和重新批准文件变更的识不应保证该文件的版本是能够使用的最新版本。
标明索尼借用文件,并对事实上行分发治理为了防止错误使用废止文件,需要时做适当的标记4.3.3记录的治理执行环境质量保证治理系统时必须进行必要的记录,对以下事项规定程序,并进行治理。
a)记载事项b)记录的批准c)记录的分发d)记录的保管4.4环境质量保证治理系统的变更贵公司的环境质量保证治理系统需要变更时,必须将其内容向LG公司联系,同时得到批准。
LG公司按照内容的重要程度,认为需要进行判定时,进行监察,批准环境质量保证治理系统的连续有效性。
贵公司当确认了变更后的有效性之后,应按照变更内容实施。
5.经营者的责任经营者应该充分认识环境质量保证治理的重要性,确保、提供需要的资源,同时应向组织内部贯彻其重要性。
5.1责任和权限经营者应明确规定执行环境质量保证治理系统的责任、权限及其它们的相互关系,并让贵公司全体人员均知晓。
5.2环境关联物质治理负责人经营者应从治理人员中任命环境关联物质治理负责人。
不管给予环境关联物质治理负责人的其他责任如何,必须具有以下所述的责任和权限。
应确实建立、实施及保持环境质量保证治理系统中需要的程序。
应将环境质量保证治理系统的实施情形报告给经营者。
打算贵公司的“内部监察”,并贯彻实施。
5.3资源5.3.1一样规定事项经营者必须确保包括测定仪器在内的环境质量保证治理系统所需要的资源,并进行提供。
另外,对从事阻碍环境质量保证治理系统的工作人员,必须实施有关教育·训练,加大工作能力。
5.3.2能力、认识以及教育·训练贵公司为了确保从事阻碍环境质量保证治理系统的工作人员的工作能力,必须实施以下事项。
明确建立和坚持运营环境质量保证治理系统所需要的工作能力。
进行教育·训练以保证具有需要的工作能力。
对教育、训练、技能及体会应编制记录并长期储存。
6.设计设计OEM产品时,为了确实保证不选择、不使用不适合“禁止使用物质”的承诺值的零部件等,必须实施以下事项。
6.1零部件的选定设计OEM产品时,必须编制零部件、副材料一览表及其原材料一览表,同时应确认以下事项。
该零部件等的原材料应是从索尼的绿色伙伴采购的。
该零部件等应是按照贵公司规定的基准,并由批准合格的提供单位提供的。
关于能够进行测定的“禁止使用物质”必须通过不使用证明书和测定数据来确认零部件和原材料中不含有“禁止使用物质”,关于不能进行测定的“禁止使用物质”必须通过不使用证明书和成分表确认零部件和原材料中不含有“禁止使用物质”。
不使用证明书(零部件检定用):是指证明使用于零部件的所有原材料“是从索尼绿色伙伴采购的”文件。
记载事项:零部件名称、零部件编号、规格书编号、生产事业所·使用材料的“部位”“原材料提供单位名称”“材料名/型号名”·使用添加剂的“部位”“原材料提供单位名称”“材料名/型号名”附件资料:能够测定的物质(塑料中的镉)的测定数据不能测定的物质成分表零部件及副材料一览表中应包括以下内容:电气零部件机构零部件半导体设备印刷线路板记录媒体包装材料包装零部件以零部件采购的附属品OEM产品里使用的副材料(粘结胶带、焊锡材料、粘合剂、螺丝等)的构成材料生产过程中使用的物质使用讲明书服务零部件原材料一览表中应包括以下内容:用于塑料(包括橡胶)的稳固剂·颜料·染料表表面处理(电镀等)、喷涂涂料关于适用于“禁止适用物质”及其的承诺值合对象物,应符合最新版的“索尼技术标准(SS-00259)”的规定。
选定零部件的确认贵公司为了确实保证选定的零部件不含有超过承诺值的“禁止适用物质”,除确认零部件和原材料提供单位的不使用证明书以及测定数据以外,还应自己按照LG公司公司指定的“测定手册”实施对选定零部件和副材料的测定,将结果做成记录,并长期储存。
然而,有关不能测定的“禁止使用物质”则不在此限。
开始批量生产的确认为了得到开始批量生产的批准,必须向LG公司的OEM产品订货单位提出供确认零部件和副材料一览表以及选定零部件的不使用证明书和测定数据等。
批量生产必须在得到索尼OEM产品订货单位的开始批量生产批准后方可进行。
OEM产品订货单位审查了提交的文件并按照需要自己进行测定,确认其妥当之后,方能够批准批量生产开始。
7.购买治理7.1一样规定事项贵公司必须建立和连续保证零部件和副材料等的采购品中不含有超过承诺值的“禁止使用物质”的程序,并贯彻运营。
零部件和副材料的采购单位的选定及治理贵公司必须关于零部件和副材料等的采购单位是否满足以下事项以及有关环境关联物质的治理系统进行定期评判,然后选定被认为合适的采购单位。
然而,采购单位是索尼的绿色伙伴时不在此限。
向合作公司托付生产“半成品”时也包括在本规定事项之内。
与本文件规定的规定事项一样建立、运营治理系统。
零部件和副材料等原材料应从索尼的绿色伙伴中采购。
7.3原材料的采购单位原材料的采购单位应该是索尼的“绿色伙伴”。
注)原材料供应单位如果不是“绿色伙伴”时,必须进行索尼的“绿色伙伴认定制度”的申请,被认定为“绿色伙伴”。
7.4购买信息贵公司在采购零部件和副材料时,必须向采购单位提供有关“禁止使用物质”、“全废物质”以及它们的承诺值的信息。
7.5采购品的验收贵公司采购原材料、零部件以及副材料时,必须按照以下的程序确认验收原材料、零部件以及副材料是否符合规定要求。
a)必须有提供的零部件和副材料的一览表以及原材料一览表。
b)通过不使用证明书确认原材料、零部件以及副材料是否符合规定要求。
c)关于不能测定物质以外的“禁止使用物质”,为了进行验收,必须实施测定,以确认原材料、零部件以及副材料是否符合规定要求。
7.6采购品的接货采购品接货时、应确认采购品的原材料提供单位是索尼的绿色伙伴,同时通过采购品提供单位编制的不使用证明书以及需要的检查数据,确认采购品是否符合规定要求,同时对能够测定的“禁止使用物质”进行接货检查,并将其结果做成记录,连同采购品验收用的不使用证明书一起长期储存。
不使用证明书(零部件批量生产用):是用来证明交货的零部件与前述的“零部件验收”时提供的零部件相同,证明与零部件一起提交的“不使用证明书(零部件检定用)”上记载的原材料及其提供单位(绿色伙伴)相同的文件。
记载事项:零部件名称、零部件编号、生产事业所、交货日、交货数量、交货批号8.生产的治理8.1一样规定事项生产中使用的原材料、零部件以及副材料等必须确实地使用被确认为合格的零部件和副材料,而且为了防止在生产过程中发生专门情形,需要建立必要的程序,以保证正常的运营。
8.2识不和跟踪能力在生产的全部过程中,为了防止没有确认为合格的物品和合格品相混淆,贵公司必须建立以下程序以保证正常运营。
a)被确认为合格的OEM产品、原材料、零部件以及副材料的识不b)被确认为合格的原材料、零部件以及副材料和产品之间的跟踪c)被确认为合格的生产工艺和OEM产品之间的跟踪d)编制b)和c)所述的有关跟踪记录,并进行储存。
8.3产品的交货OEM产品向XX公司交货时,必须添加该OEM产品的“不使用证明书”。
另外,如果XX公司有要求时,还应提供零部件一览表、原材料一览表以及测定数据。
不使用证明书(产品用):是指证明构成交货的产品的零部件、包装材料以及生产工艺中的副材料、添加剂等原材料均是“从索尼的绿色伙伴处采购的”文件。