六辊CVC辊系辊间横向轧制力分布的研究
CVC可逆冷轧机设计-工作辊及弯辊资料==

目录摘要 (I)Abstract (III)第1章绪论 (1)1.1 世界及我国钢铁工业的发展 (1)1.1.1 世界钢铁工业发展概况 (1)1.1.2 我国钢铁工业发展现状及展望 (4)1.2 世界及我国冷轧带钢的发展状况 (7)1.2.1 世界冷轧带钢的发展状况 (7)1.2.2 我国冷轧带钢的发展状况 (9)1.3 轧钢先进技术 (10)1.4 HC轧机在冷轧带钢中的应用 (11)第2章 HC轧机工作原理及结构特点 (15)2.1 HC轧机工作原理 (15)2.1.1 HC轧机工作原理 (15)2.1.2 HC轧机的板形控制 (16)2.1.2.1 横向厚度偏差的有效控制 (16)2.1.2.2 中间辊轴移对板形控制的有效性 (17)2.1.2.3 弯辊力调节板形的作用 (18)2.1.2.4 HC轧机板形控制的稳定性 (18)2.1.3 HC轧机的轧辊驱动 (19)2.1.4 HC轧机的类型 (19)2.2 HC轧机结构及特点 (20)2.2.1 HC轧机的结构 (20)2.2.2 HC轧机的特点 (20)第3章 HC轧机主要技术特性及结构说明 (23)3.1 工艺流程图 (23)3.2 轧机主要技术特性 (23)3.3 轧机关键结构说明 (24)第4章轧制规程及相关参数确定 (25)4.1 轧辊主要参数确定 (25)4.2 轧制规程制定 (25)4.3 确定各道次变形抗力 (26)I4.4 计算各道次带钢张力 (27)4.5 各道次轧制力计算 (27)4.6 确定轧制速度制度 (30)4.7 计算轧制力矩 (30)4.8 机架主要结构参数确定 (31)第5章部件校核 (33)5.1 支承辊强度校核 (33)5.2 工作辊强度校核 (34)5.3 机架强度校核 (35)第6章 HC轧机辊系稳定性分析 (39)6.1 工作辊的稳定条件 (39)6.2 中间辊的稳定条件 (41)6.3 支撑辊的稳定条件 (41)6.4 有关角度的计算 (42)6.5 辊系的稳定条件 (43)结论 (45)参考文献 (47)致谢 (50)附录1 开题报告 (I)附录2 文献综述 (V)附录3 英文翻译 (IX)II摘要摘要板带材在国民经济各部门中具有广泛而重要的应用。
UCM、CVC、VCMS六辊冷轧机机型研究

UCM、CVC、VCMS六辊冷轧机机型研究[我的钢铁] 2010-01-25 08:12:29随着我国钢铁工业的迅速发展,板带材产品的比例在不断扩大,国内新建的许多先进的冷热带钢生产线,尤其是近年来所新建的大型宽带钢冷连轧机。
用户近年来所引进六辊冷轧设备绝大多数都是引进日本三菱一日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
国内非引进的国产大型六辊冷连轧机目前选用的都是中国一重自主研发、设计制造的VCMS系列冷轧机。
UCM一一日本三菱一日立公司冷轧技术代表用户及机型,有宝钢1550毫米冷连轧机、武钢2140毫米冷连轧机、宝钢1730毫米酸洗冷连轧机。
VCMS一一中国一重冷轧技术代表用户及机型,有鞍钢1780毫米、2130毫米、1500毫米冷连轧机,梅钢1420毫米冷连轧机、武钢1550毫米酸洗冷连轧机目前正在调试和制造中。
一重的VCMS机型是UCM系列的改进。
1UCM、CVC轧机UCM轧机是日本三菱一日立公司开发的一种六辊冷轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,它相比HCM轧机增加了中间辊弯曲,其中间辊不仅轴向移动还设有正弯辊,工作辊设有正负弯辊,它的进一步演变是增加工作辊轴向移动。
CVC系列六辊冷轧机是德国西马克公司开发的,其中间辊辊面有一定曲线形状(支承辊有的有,有的没有),因其辊面曲线方程由低次方(3次)发展到高次方(5次),并与相关配套的控制软件包结合,发展成了CVCplus(+)轧机,其控制板形的能力得到进一步加强。
UCM轧机与六辊CVC轧机不同在于UCM轧机的中间辊为平辊,通过适当改变中间辊和工作辊的接触长度,可改变作用于中间辊和工作辊压力分布规律,消除由于轧制力引起对带钢横向厚度差的影响。
轧辊在轧制过程中产生的弹性弯曲通过调整中间辊和工作辊的弯曲力得以补偿。
六辊CVC轧机中间辊带有高次方曲线的辊型,通过中间辊的轴向移动改善工作辊的辊缝形状来补偿轧辊弹性变形,再辅以弯曲力从而控制轧制精度。
六辊可逆冷轧机横移-弯辊系统的控制
六辊可逆冷轧机横移/弯辊系统的控制
郝宏昭,米进周
(西安重型机械研究所第六研究室,陕西西安710032) [摘要]简要介绍了六辊可逆轧机(UCM轧机)的特点,描述了六辊可逆冷轧机横移/弯辊系统的控制过程。
【关键词]六辊可逆冷轧机;中间辊横移;工作辊弯辊;中间辊弯辊
O前言 随着国民经济的高速发展,市场对成品宽度
带材板形得到了更好的控制。本轧机中间辊只有
正弯辊。
4.1弯辊控制方法、
对弯辊的控制采用压力闭环控制,其控制框
图如图7所示。
[编辑:魏方]
・227・
置,方可进行换辊操作。否则将会损坏轧机辊系。
单独调节,也可以两边同时调节。
4弯辊系统的特点及控制原理
在轧制过程中,弯辊是最为常见的用于对带 刚凸度和板平直度进行连续控制的方法之一。通 过控制轧机轧辊两侧的弯辊力,改变轧辊的辊形。
弯辊控制用于控制轧机出口侧带材的板形。如果 弯辊力使辊缝减小,称之为正弯辊;反之,如果弯
E
此外通过硬线连接方式与AC,C系统通信以协助
AGC系统实现快速卸荷,与工艺PI£之间通过 MPI网通信实现AGC泵站及弯辊泵站的远程起停
匡
r——。一
及故障状态显示,控制框图如5所示。
3中间辊横移系统的特点及控制原理
中间辊横移是控制板形精度的方法之二。它
亡 E
图4中间辊正弯辊
根据带材宽度的不同而轴向移动上下两个中间
馈达到平衡,执行器输出为零,油缸不再动作。当 给定再次增减时,反馈随之增减,执行器驱动油缸
要解决这个控制问题,必须要转换思维方式,
从另外一个角度去看这个问题。首先应该明确, 其实所谓的同步只是从宏观上来说的,它实际上
一种用于CVC-6型平整机组的辊型控制方法[发明专利]
![一种用于CVC-6型平整机组的辊型控制方法[发明专利]](https://img.taocdn.com/s3/m/89eef3d2eefdc8d377ee32b7.png)
专利名称:一种用于CVC-6型平整机组的辊型控制方法专利类型:发明专利
发明人:李春光,朱国森,刘光明,陈甚超,周利,常安
申请号:CN201110032388.X
申请日:20110129
公开号:CN102172629A
公开日:
20110907
专利内容由知识产权出版社提供
摘要:一种用于CVC-6型平整机组的辊型控制方法,属于平整生产工艺技术领域。
结合CVC-6型平整机组的设备与平整工艺特点,提出了一套以色差防治为目标的辊型曲线,通过优化工作辊、中间辊以及支撑辊的辊型配置,充分发挥中间辊的窜动以及工作辊与中间辊的弯辊能力来控制板形,同时消除中间辊与工作辊、支撑辊的点接触以及由此带来的辊间压力局部过大、局部磨损过大等问题,从而可以保证产品板形质量的前提下大大提高辊间压力的分布均匀性,有效降低带钢表面的色差缺陷。
申请人:首钢总公司
地址:100041 北京市石景山区石景山路68号
国籍:CN
代理机构:北京华谊知识产权代理有限公司
代理人:刘建民
更多信息请下载全文后查看。
UCM和CVC系列六辊冷轧机特点初步分析

UCM和CVC系列六辊冷轧机特点初步分析随着我国钢铁业的迅速发展,板带材产品的比例不断扩大,新建了一大批先进的冷热轧带钢生产线。
这些大型的板带材轧机设备,尤其是近年来新建的大型宽带钢冷连轧机设备大多都是引进日本三菱-日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
首钢京唐钢铁联合有限责任公司第一冷轧厂的冷轧机设备也是引进三菱—日立公司的UCM轧机。
表1为我国近年新建的或在建的主要冷轧宽带钢轧机情况。
从表中可以看到,采用UCM系列轧机的有5家,采用CVC 系列轧机的有6家,可见两种冷轧机型在我国市场份额相近。
除鞍钢冷轧在自主集成方面有所进展外,国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。
国内在冷轧机设备设计方面与国外存在较大的差距的原因在于,除了国外冶金设备公司有其独到的先进技术和丰富的设计经验外,还与国内在引进设备的同时,对消化提升和对核心技术的研发力度重视不够有关。
就酸轧联合机组的整体设备构成与布置而言,两家公司的差别不大,但就轧机单体设备而言,则各有其特点。
本文将结合首钢有关冷轧项目的设计与建设中的实践,对UCM系列和CVC系列冷轧机部分特点进行探讨,以期对今后的冷轧机选型和设计提供借鉴。
表1 国内近年新建及改造的主要连轧机组一览表——————————————————————————————————————————————————————序号机组所建设产品规格轧机机架构成及机型与工作辊尺寸(mm)备注在地时间板宽mm 板厚mm 速度m/min №1 №2 №3 №4 №5 辊身与带宽差——————————————————————————————————————————————————————1 宝钢1420mm 1997 730~1230 0.18~0.55 1600 CVC4CVC6 1350-1230=120WR:Φ445/500×1510;WR:Φ380/420×1350;——————————————————————————————————————————————————————2 宝钢1550mm 2000 700~1430 0.30~1.6 1200 UCMW 1580-1430=150WR:Φ435×1580;——————————————————————————————————————————————————————3 鞍钢一冷轧厂 1989 750~1600 0.30~3.0 1350 UCM4H 1676-1600=76WR:Φ430/490×1700 WR:Φ520/600×1676;——————————————————————————————————————————————————————4 鞍钢二冷轧厂 2002 800~1630 0.3~3.0 1350 4HHCM 1780-1630=150WR:Φ430/490×1780;WR:Φ520/600×1780;4HWR:Φ430/490×1780;——————————————————————————————————————————————————————5 攀钢冷轧厂 1996 720~1110 0.25~2.5 1200 HCMHCM 无 1220-1110=110WR:Φ460×1220 WR:Φ430×1220;——————————————————————————————————————————————————————6 本钢冷轧厂 1996 700~1500 0.3~3.0 1000 4H 无1676-1500=176WR:Φ560×1676;——————————————————————————————————————————————————————7 武钢冷轧厂 1978 700~1600 0.3~3.0 1540 4H4H 1900-1550=350WR:Φ540/510×1900;WR:Φ610/450×1700 1700-1550=1504HWR:Φ540/510×1900;——————————————————————————————————————————————————————8 上海益昌冷轧厂1991 550~1050 0.17~1.0 1200 4H 1219.2-1050=169.2WR:Φ500/550×1280;——————————————————————————————————————————————————————9 宝钢一冷轧厂 1985 900~1850 0.30~3.5 1800 CVC4CVC4 2230-1850=380WR:Φ615/550×2030;WR:Φ615/550×2230;2030-1850=180 ——————————————————————————————————————————————————————10 宝钢四冷轧厂 2005 800~1730 0.30~2.0 1650 UCM 1850-1730=120WR:Φ445×1850;——————————————————————————————————————————————————————11 武钢二冷轧厂 2005 900~2080 0.30~2.5 1400 CVC6(plus)2180-2080=100WR:Φ480/560×2180;——————————————————————————————————————————————————————12 鞍钢股份 2006 1000~1950 0.30~2.0 1500 6辊 6辊 2130-1950=180三冷轧厂 WR:Φ485/545×2130;WR:Φ545/605×21306辊WR:Φ485/545×2130 ——————————————————————————————————————————————————————13 首钢薄板 2007 800~1870 0.20~2.5 1400 CVC6(plus)1970-1870=100生产线 WR:Φ480/560×1970;——————————————————————————————————————————————————————14 本钢浦项冷轧 2005 800~1870 0.20~2.5 1650 UCM 1970-1870=100薄板有限公司 WR:Φ475/425×1970;——————————————————————————————————————————————————————15 马钢股份 2004 900~1575 0.30~2.5 1250 HC 无1720-1575=145冷轧板厂 WR:Φ425×1720;——————————————————————————————————————————————————————16 邯钢冷轧厂 2004 900~1665 0.25~2.0 1250 CVC6 1765-1665=100WR:Φ470/420×1765;——————————————————————————————————————————————————————17 包钢冷轧 2005 900~1540 0.25~3.0 1250 CVC6 1765-1540=225薄板厂 WR:Φ470/420×1765;——————————————————————————————————————————————————————18 涟钢冷轧板厂 2006 850~1600 0.25~3.0 250 UCM 1720-1600=120WR:Φ385/425×1720;——————————————————————————————————————————————————————1. UCM和CVC系列轧机简介UCM轧机是由日本三菱—日立公司开发的一种六辊轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,相比于HCM轧机增加了中间辊弯曲,其中间辊不仅能轴向移动还设有正弯辊(见图1)。
CVC六辊冷轧机板形控制手段的研究

Ke y wo r d s : la f t n e s s;r o l l b e n di n g; C VC s h i f t i n g ; wi d e ma t e r i a l ;n a r r o w ma t e r i a l
可 通过 热 力学执 行 机构 消 除 。
形 误 差 ,没有 倾 辊 ,一侧 边 缘 将更 长 ,根 据 这项 功 能 ,倾 辊能 够 校 正 带材 不 对 称 的边 浪 和 上 弯拱
形。
热力 学 板 形 控 制是 通 过 向辊上 喷淋 冷 却 液来
改变工作辊不 同位置 ( 点 )的外形 ,使工作辊辊
身 发 生 热膨 胀 或 收 缩 的板 形 控 制 。为 了获 取平 整 度 热 力 学控 制 的有 效性 ,一 定 要保 证 冷 却 液 和 工
作 辊 有 一定 的温 度 差 。热 力 学 手段 有 :( 1 )基 本
机 械执 行 机 构 可 分 为 :( 1 )工 作 辊 弯辊 :处 理 对 称 的 板 形 误 差 ,没 有 弯 辊 ,带 材 中 心 将 更 长 ,有 弯 辊 ,带 材 各 部 分 压 下率 均 匀 ,能 够 纠正 对称边浪 ;( 2 ) 中间 辊 弯辊 :处 理 对 称 的板 形 误 差 没 有 弯 辊 ,带 材 中心 将更 长 ,中 间辊 弯辊 能校 正 带 材 的 中间浪 ,另 外 同工作 辊 弯 辊 一起 校 正 四 分之一浪 ;( 3 )中 间辊 C V C窜 动 ,应 用 于 6 辊 轧
DOh 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 9 - 9 4 9 2 . 2 0 1 3 . 0 9 . 0 0 6
《2024年六辊平整机非对称轧制过程板形预报与控制技术》范文

《六辊平整机非对称轧制过程板形预报与控制技术》篇一一、引言六辊平整机作为金属板材加工的重要设备,其非对称轧制过程对板形的形成具有重要影响。
板形预报与控制技术是确保产品质量、提高生产效率的关键技术之一。
本文将就六辊平整机非对称轧制过程的板形预报与控制技术进行详细探讨,以期为相关领域的理论研究和实践应用提供参考。
二、六辊平整机非对称轧制过程六辊平整机采用非对称轧制技术,通过调整上下辊的相对位置和速度,实现对金属板材的轧制。
非对称轧制过程中,由于上下辊的不对称运动,使得板材在轧制过程中受到的力、温度、变形等参数发生变化,从而影响板形的形成。
三、板形预报技术板形预报是六辊平整机非对称轧制过程中的重要环节。
通过对轧制过程中的力、温度、变形等参数进行实时监测和计算,预报出板材的板形。
板形预报技术主要包括以下方面:1. 数学模型:建立六辊平整机非对称轧制的数学模型,通过输入轧制参数,计算出板材的变形和应力分布,进而预报板形。
2. 传感器技术:利用高精度的传感器,实时监测轧制过程中的力、温度、变形等参数,为板形预报提供数据支持。
3. 人工智能技术:运用人工智能技术,对历史数据进行学习和分析,建立板形预报的智能模型,提高预报的准确性和效率。
四、板形控制技术板形控制是六辊平整机非对称轧制过程的关键技术。
通过调整轧制参数和设备参数,实现对板形的有效控制。
板形控制技术主要包括以下方面:1. 调整轧制参数:通过调整轧制速度、压力、温度等参数,控制板材的变形和应力分布,从而达到控制板形的目的。
2. 优化设备参数:通过优化六辊平整机的设备参数,如辊的形状、间距、倾斜角度等,实现对板形的有效控制。
3. 实时监控与反馈控制:利用传感器技术和控制系统,实时监测板形的变化,并根据预报结果进行反馈控制,实现对板形的精确控制。
五、技术应用与展望六辊平整机非对称轧制过程的板形预报与控制技术在金属板材加工领域具有广泛的应用前景。
通过不断优化数学模型、提高传感器精度、应用人工智能等技术手段,可以进一步提高板形预报与控制的准确性和效率。
CVC轧机辊型设计原理和控制模型的探讨
n a
o n o
d g f
h if ti n g
s
d is ta n
e s
e e
,
In in g th
e
dd i t i n
15
n s
e
r e
l a t io
m
y
t he
r
t
e
r
iP
la
o r
e
n w
d
e
t
r
ip
w id t h
n
.
a n se
d
r o u
ll
-
lo
a
d
de
r
iv
e
d
e
f iv
ro e
fi
rs
o n e
e u n
bi
a
b
r
r u
e
wh i i tio n
te
a
.
h
b
s e e
d
f
in
e o
e
d
a s
t
lo a d d 15
n a
l
l
e
盯
e
o
f
il
i
n
h
e
r m o s u
th d
e
l
l lin g o
o o e o
n o
t
d
Th
e r o
n o
d
a
m Po
n
n e n
q
u a
da r ti
w
t
o
h
i
eh
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
六辊CVC 辊系辊间横向轧制力分布的研究郭立伟1陈 丹1高 雷1陈 光2李凤慧2(1:北京首钢自动化信息技术有限公司 北京100041;2:北京首钢顺义冷轧分公司 北京100043)摘要 多辊轧机的辊间横向轧制力分布直接影响有载辊缝的形状和板形控制的结果。
运用影响函数法建立了1850mm 六辊C V C 轧机辊系弹性变形及辊间横向轧制力分布的物理和解析模型,并对中间辊窜辊、中间辊弯辊和工作辊弯辊变化对横向轧制力分布的影响进行了分析研究,建立了计算机仿真程序,给出了辊间横向轧制力分布的规律。
分析结果为六辊CVC 轧机确定合理的板形控制策略奠定了理论基础,对获得良好板形控制具有指导意义。
关键词 冷连轧 板形 CVC 辊系 压力分布中图分类号 TG 335.12 文献标识码AResearch of Roll Force Distri buti on Bet ween Rollson Six H igh CVC M illGuo L i w ei 1Chen D an 1Gao Lei 1Chen Guang 2L i Fenghui2(1:B eiji n g Shougang Auto m ati o n I nfor m ation Techno logy Co .,Ltd .,B eiji n g 100041;2:Be ijing Shougang Shunyi Co l d Ro lli n g Corporati o n ,Be ijing 100043)AB STRACTT he ro ll force d i str i bu ti on bet w een rolls of m illw ill directl y affec t the ove rl oad gap and the resu lt o f flatness con tro.l The i nfl uence functi on m ethod w as used to establi sh the physica l and ana l y ti c m ode l about the ro ll force d i str i bu ti on bet w een rolls of 1850mm 6 h i gh CVC m il.l And then ,the research o f the i n fluence o f d ifferen t inter m ed i a ro ll s h ifti ng 、i nter m edia roll bend i ng and w ork ro ll bend i ng on the roll force d istri buti on bet w een rolls was ca rr ied ou t .T he co m puter si m ulati on so ft ware w as deve loped and the regu larities of the ro ll f o rce distr i bution was gave out .The research result estab lished some theoreti c founda ti on f o r decidi ng the reasonable flatness contro l strate gy and be use f u l for obta i ni ng opti m um fl a t ness con tro.lK EY W ORDST andem cold ro lli ng Shape CVC m ill P ressure d i str i bu tion1 前言六辊CVC 轧机是目前应用较为广泛的六辊冷轧机,具有很强的板形控制能力。
中间辊窜辊、中间辊弯辊和工作辊弯辊是六辊CVC 轧机的主要板形控制手段。
在对六辊C VC 轧机进行板形预设定过程中,辊系弹性变形模型需要为轧件的三维塑性变形模型提供横向的厚度分布,并最终确定弯辊和窜辊等执行机构的设定值。
辊系弹性变形模型中,辊间横向轧制力分布的计算是获得各轧辊弹性压扁和挠曲变形的前提,在综合考虑轧辊的热辊形、磨损辊形和原始辊形,就可以得到工作辊有载辊缝。
另外,在应用中发现由于中间辊CVC 辊形的存在,导致辊间横向轧制力分布不均匀,进而导致支撑辊磨损的不均匀,表现在板形上很容易出现不规则浪形。
因此对六辊CVC 辊系辊间横向轧制力分布的研究具有重要15 T ota lN o .180A pril 2010 冶 金 设 备M ETALLU RG IC A L EQU IP M ENT 总第180期2010年4月第2期作者简介:郭立伟,男,1974年出生,毕业于北京科技大学高效轧制国家工程研究中心,博士,高级工程师,主要从事板带轧制数学模型开发和控制优化方面的研究意义。
文献[1][2]中对六辊H C 辊系的辊间横向轧制力分布进行了分析和仿真研究,得到了有意的结果。
本文以首钢顺义1850酸轧生产线的六辊CVC 辊系为研究对象,对六辊C VC 辊系辊间横向轧制力分布进行了分析研究,为有效、合理的板形预设定和轧制工艺制定提供理论依据。
2 物理模型的建立2.1 辊系模型CVC 辊系本身是一个上下反对称的结构,同时考虑到中间辊窜动,所以CVC 辊系所受到的横向轧制力、对应的变形和最终的有载辊缝都是以带钢中心为中心点的中心对称。
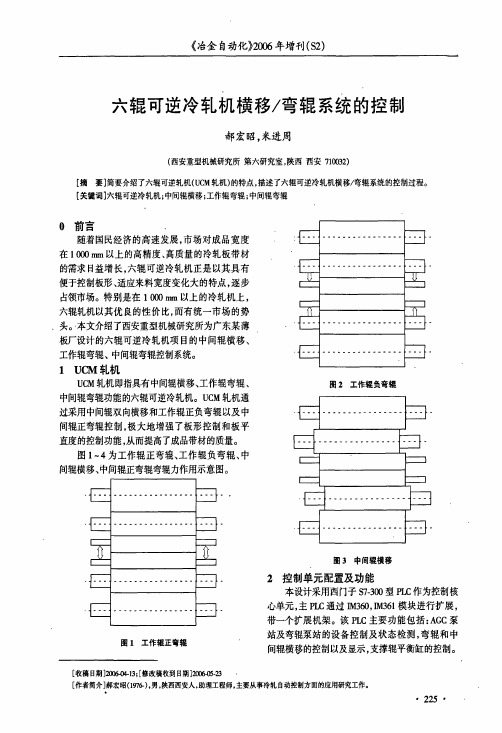
因此可以考虑只选取CVC 辊系的上半部分,建立C VC 辊系的横向轧制力分布计算物理模型,如图1所示。
图1 六辊CVC 辊间横向轧制力分布物理模型图中,FR 为轧制力,kN;BF i 为中间辊弯辊力,kN;BFw 为工作辊弯辊力,kN;SR 为中间辊窜辊,mm;pcs m 为轧制力作用点距离,mm;W 为轧件宽度,mm;L 为轧辊辊身长度,mm;q br (x )为支撑辊和中间辊之间的辊间横向轧制力分布,kN /mm ;q ir (x )为中间辊和工作辊之间的辊间横向轧制力分布,k N /mm;q w r (x )为工作辊和带钢之间的单位宽度轧制力分布,kN /mm 。
CVC 辊系物理模型中,中间辊带有CVC 辊形,工作辊和支撑辊带有简单的二次辊形;中间辊和工作辊都可以施加正负弯辊;中间辊正负窜辊。
2.2 CVC 辊系弹性变形物理模型的离散化根据文献[3]影响函数法的基本理论,将轧辊全长考虑为中心固定的悬臂梁,在轧辊全长方向分为2n 个离散单元,以轧辊中心为原点,各单元的序号分别为n,n -1,!,0,0,1,!,n -1,n 。
每一个单元的宽度为图1中所示的dx =20mm 。
3 六辊CVC 辊系横向轧制力分布解析模型的建立3.1 弹性压扁和轧制力之间的解析模型关于轧制力和压扁之间的关系,在文献[4]中列出了计算圆柱体弹性接触变形的常用方法和公式。
本文将辊间轧制力和轧辊压扁的关系看作为无限长圆柱体径向受压,接触轧制力沿接触宽度呈半椭圆形分布,因此有如下解析模型:工作辊和带钢之间的压扁模型:Y B 0=Zw ∀ln D 0LB 0+ 1E 0(1)LB 0=(h 0-h 1)∀RB 0(2)RB 0=1+2∀fw h 0-h 1∀D 02(3)Zw =2∀fw (1-n 2)(4)各轧辊之间的压扁模型:Y B i = 3∀Zw ∀l nD i ∀D i -1LB 2i+2∀ 1E ii =1,2(5)LB i =2Zw ∀(E i +E i -1)∀D i ∀D i -1E i ∀E i -1∀(D i +D i -1)i =1,2(6)为了便于描述,给轧辊编号,i =0,1,2分别表示工作辊、中间辊和支撑辊。
式中 YB 轧辊压扁,mm;RB 轧辊压扁半径,mm;LB 接触弧长,mm;Zw 中间变量;fw 单位宽度轧制力,kN /mm;D 轧辊直径,mm;h 0 机架入口带钢厚度,mm ;h 1 机架出口带钢厚度,mm ;E 轧辊杨氏弹性模量,MPa ;n 泊松比; 1、 2、 3 常数。
3.2 横向轧制力分布模型影像函数法的基本思想是在将轧辊离散成若干单元的前提下,将轧辊所承受的横向轧制力16总 第 180 期 冶 金 设 备 2010年4月第2期及轧辊弹性压扁也按照相同单元离散化,也就是要获得各离散单元的压力和压扁。
为此在满足计算精度和速度的前提下,构造轧辊压扁矩阵,反映各离散单元上的轧制力和压扁之间的关系。
首先将最大允许的单位宽度轧制力fw max(kN/ mm),分成三等分,得到如式(7)所示的fw j,j=0, 1,2。
fw j=(j+1)∀fw max3j=0,1,2(7)利用公式(1)~(6),可以得到第i根轧辊在fw j单位宽度轧制力作用下的轧辊压扁YB ij。
利用fw j和YB ij构造轧辊压扁矩阵A:A=A00A01!A03A10A11!A13A20A21!A23(8)其中:A i0=fw2∀YB i0-fw0∀YB i2fw20∀fw2-fw0∀fw02i=0,1,2(9)A i1=YB i0-A i0∀fw20fw0i=0,1,2(10)A i2=fw0∀YB i1-fw1∀Y B i0YB2i0∀YB i1-Y B i0∀YB2i1i=0,1,2(11)A i3=fw0-A i2∀YB2i0YB i0i=0,1,2(12)用D ruckij表示第i根轧辊第j个离散单元所受单位轧制力,kN/mm;用PRB ij表示第i根轧辊的第j个离散单元的压扁变形,mm;则D r uck ij和PRB ij之间存在如式(13)和式(14)所示的关系: PRB ij=D ruck2ij∀A00+D ruck ij∀A01(13)D ruck ij=PRB2ij∀A02+PRB ij∀A03(14)(i=0,1,2; j=0,1,!,n)辊间横向轧制力分布和轧辊压扁变形的计算构成一个循环迭代的计算过程,计算流程如图2所示。
图2中,PRB ij为第i轧辊第j分段的压扁, mm;DRB ij为第i轧辊第j分段和第i轧辊中间分段的压扁差,mm;SumD r uck i为计算得到的第i轧辊辊身受力总和,kN;Froll i为实际辊身受力,kN;为一个较小常数。
4 辊间横向轧制力分布计算结果及分析在对六辊C VC辊系辊间横向轧制力分布研究的基础上,建立了计算机仿真程序,并将其应用在首钢顺义1850酸轧六辊CVC辊系辊间横向轧制力分布的计算上,得到中间辊弯辊、工作辊弯辊和中间辊窜辊对辊间横向轧制力分布的影响。
4.1 计算条件图2 横向轧制力分布和轧辊压扁迭代计算流程计算条件如表1所示,工作辊和轧件之间的单位宽度轧制力分布q w r(x)做为已知条件引入,按照四次曲线给定,如图3所示。