CVC六辊轧机板形控制原理及冷轧带钢板形概念
板形控制概述
冷轧板形控制技术发展现状
• 板形调节机构
•普通四辊轧机
••+
•-
冷轧板形控制技术发展现状
• 普通四辊轧机
冷轧板形控制技术发展现状
• 调节机构主要有工作辊正/负弯辊,轧 辊倾斜控制,板形控制能力较弱,只能 用于一般的冷轧带钢生产,或在连轧机 中作为控制压下机架,而不作为板形调 节机架
冷轧板形控制技术发展现状
板形控制的基本理论
• 根据向量在坐标系中的位置可以确定带钢板形缺陷的 分布趋势
板形控制的基本理论
• 板形矢量 有两个分量 和 ,即
• 根据该矢量在不同象限的位置,可以表示板形的 不同变化趋势和变化的剧烈程度。
板形控制的基本理论
板形控制的基本理论
•边部减薄的原因
a. 轧制力引起轧辊压扁变形的分布特征:边部轧辊压扁量 较小,轧制力越大,边部减薄越严重。
较低
冷轧板形控制技术发展现状
• 引进的板形控制技术应用现状 • 一是引进的板形控制系统与国内生产企业的设备生产 情况并不完全符合,板形控制系统功能单一,对产品规格 和品种有严格的限制,难以满足多样化产品的生产要求, 而且对来料带钢的质量要求较高,在来料带钢存在板形缺 陷时很难消除后续生产带来的重叠板形缺陷;二是国外板 形控制系统引进价格极为昂贵,维护费用和备件费用很高 ,中小钢铁生产企业一般都难以负担高昂的引进费用和维 护费用。这限制了国外板形控制系统在国内中小型钢铁企 业的广泛推广应用。
板形控制概述
2020年7月17日星期五
主要内容
冷轧板形控制技术发展现状
•板形的一般概念: •带钢是否平直
•平直
•中浪
•边浪
冷轧板形控制技术发展现状
• 导致断带
UCM、CVC、VCMS六辊冷轧机机型研究

UCM、CVC、VCMS六辊冷轧机机型研究[我的钢铁] 2010-01-25 08:12:29随着我国钢铁工业的迅速发展,板带材产品的比例在不断扩大,国内新建的许多先进的冷热带钢生产线,尤其是近年来所新建的大型宽带钢冷连轧机。
用户近年来所引进六辊冷轧设备绝大多数都是引进日本三菱一日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
国内非引进的国产大型六辊冷连轧机目前选用的都是中国一重自主研发、设计制造的VCMS系列冷轧机。
UCM一一日本三菱一日立公司冷轧技术代表用户及机型,有宝钢1550毫米冷连轧机、武钢2140毫米冷连轧机、宝钢1730毫米酸洗冷连轧机。
VCMS一一中国一重冷轧技术代表用户及机型,有鞍钢1780毫米、2130毫米、1500毫米冷连轧机,梅钢1420毫米冷连轧机、武钢1550毫米酸洗冷连轧机目前正在调试和制造中。
一重的VCMS机型是UCM系列的改进。
1UCM、CVC轧机UCM轧机是日本三菱一日立公司开发的一种六辊冷轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,它相比HCM轧机增加了中间辊弯曲,其中间辊不仅轴向移动还设有正弯辊,工作辊设有正负弯辊,它的进一步演变是增加工作辊轴向移动。
CVC系列六辊冷轧机是德国西马克公司开发的,其中间辊辊面有一定曲线形状(支承辊有的有,有的没有),因其辊面曲线方程由低次方(3次)发展到高次方(5次),并与相关配套的控制软件包结合,发展成了CVCplus(+)轧机,其控制板形的能力得到进一步加强。
UCM轧机与六辊CVC轧机不同在于UCM轧机的中间辊为平辊,通过适当改变中间辊和工作辊的接触长度,可改变作用于中间辊和工作辊压力分布规律,消除由于轧制力引起对带钢横向厚度差的影响。
轧辊在轧制过程中产生的弹性弯曲通过调整中间辊和工作辊的弯曲力得以补偿。
六辊CVC轧机中间辊带有高次方曲线的辊型,通过中间辊的轴向移动改善工作辊的辊缝形状来补偿轧辊弹性变形,再辅以弯曲力从而控制轧制精度。
CVC六辊冷轧机板形控制手段的研究

Ke y wo r d s : la f t n e s s;r o l l b e n di n g; C VC s h i f t i n g ; wi d e ma t e r i a l ;n a r r o w ma t e r i a l
可 通过 热 力学执 行 机构 消 除 。
形 误 差 ,没有 倾 辊 ,一侧 边 缘 将更 长 ,根 据 这项 功 能 ,倾 辊能 够 校 正 带材 不 对 称 的边 浪 和 上 弯拱
形。
热力 学 板 形 控 制是 通 过 向辊上 喷淋 冷 却 液来
改变工作辊不 同位置 ( 点 )的外形 ,使工作辊辊
身 发 生 热膨 胀 或 收 缩 的板 形 控 制 。为 了获 取平 整 度 热 力 学控 制 的有 效性 ,一 定 要保 证 冷 却 液 和 工
作 辊 有 一定 的温 度 差 。热 力 学 手段 有 :( 1 )基 本
机 械执 行 机 构 可 分 为 :( 1 )工 作 辊 弯辊 :处 理 对 称 的 板 形 误 差 ,没 有 弯 辊 ,带 材 中 心 将 更 长 ,有 弯 辊 ,带 材 各 部 分 压 下率 均 匀 ,能 够 纠正 对称边浪 ;( 2 ) 中间 辊 弯辊 :处 理 对 称 的板 形 误 差 没 有 弯 辊 ,带 材 中心 将更 长 ,中 间辊 弯辊 能校 正 带 材 的 中间浪 ,另 外 同工作 辊 弯 辊 一起 校 正 四 分之一浪 ;( 3 )中 间辊 C V C窜 动 ,应 用 于 6 辊 轧
DOh 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 9 - 9 4 9 2 . 2 0 1 3 . 0 9 . 0 0 6
六辊冷连轧机板形前馈控制模型的研究

N
! J =
Pi - !W f Wi - !I f Ii 2
( 3)
i= 1
式中, !W、!I 分别为工作辊弯辊力和中间辊弯辊力
的前馈补偿量, kN ; f Wi 、f Ii 分别为工作辊和中间辊
弯辊力对有载辊缝内压力分布的调控系数; P i 为 对应第 i 个单元的实测轧制力变化量, kN; N 为假
第 44 卷 第 12 期 2 0 0 9 年 12 月
钢
铁
Iron and S teel
Vo l. 44, N o. 12 December 2009
六辊冷连轧机板形前馈控制模型的研究
梁勋国1, 王业科1 , 赵吉成1 , 王国栋2
( 1. 中冶赛迪工程技术股份有限公司冷轧事业部, 重庆 400013; 2. 东北大学轧制技术及连轧自动化国家重点实验室, 辽宁 沈阳 110004)
64
钢铁
第 44 卷
图 3 板形前馈控制流程图 Fig. 3 Flow chart of flatness feedforward control
轧辊弯辊调控系数, 然后由式( 7) 计算得到最优的弯 辊力前馈补偿量。板形前馈控制的流程图见图 3 所 示。
4 控制效果分析
以上的两种板形前馈控制模型被分别应用于国 内的两套大型六辊冷连轧机 A 和 B 上。其中 A 为 4 机架六辊冷连轧生产线, 机型均为 UCM 轧机, 板 形控制手段包括轧辊倾斜、中间辊横移、工作辊正负 弯辊、中间辊正弯辊以及乳化液分段冷却等, 轧机的 主要参数见表 1。原料宽度范围 920~ 1 600 mm, 厚 度范 围 1. 5 ~ 6. 0 mm, 成 品厚 度 范围 0. 25~ 2. 50
为了消除轧制力变化对板形带来的不良影响最有效的方法就是使弯辊力随轧制力的变化作相应的补偿性调整这就是轧制力弯辊力补偿控制相对于板形的闭环反馈控制而言它是一种预控制因此通常被称为板形前馈控制采用工作辊弯辊的板形前馈控制模型普通四辊轧机由于只具备工作辊弯辊功能因此通常采用工作辊弯辊对轧制力的波动进行补偿
CVC轧机辊型设计原理和控制模型的探讨
n a
o n o
d g f
h if ti n g
s
d is ta n
e s
e e
,
In in g th
e
dd i t i n
15
n s
e
r e
l a t io
m
y
t he
r
t
e
r
iP
la
o r
e
n w
d
e
t
r
ip
w id t h
n
.
a n se
d
r o u
ll
-
lo
a
d
de
r
iv
e
d
e
f iv
ro e
fi
rs
o n e
e u n
bi
a
b
r
r u
e
wh i i tio n
te
a
.
h
b
s e e
d
f
in
e o
e
d
a s
t
lo a d d 15
n a
l
l
e
盯
e
o
f
il
i
n
h
e
r m o s u
th d
e
l
l lin g o
o o e o
n o
t
d
Th
e r o
n o
d
a
m Po
n
n e n
q
u a
da r ti
w
t
o
h
i
eh
带钢的板形自动控制
2. 板形开环控制系统 (1)控制原理:依据轧机参数和原始轧
制条件,用理论计算方法或统计方 法预测出各执行机构的最佳参数, 并把它作为预设定模型,由计算机 进行在线控制。 (2)特点:执行机构一旦设定完毕,在 轧制过程中一般是不随实际轧出带 钢的板形好坏加以调节。
带钢的板形自动控制
5.2 带钢板形控制的基本理论 一、板形缺陷的表示方法 波形表示法 相对长度差表示法 张力差表示法 向量表示法 带钢断面形状的多项式表示法
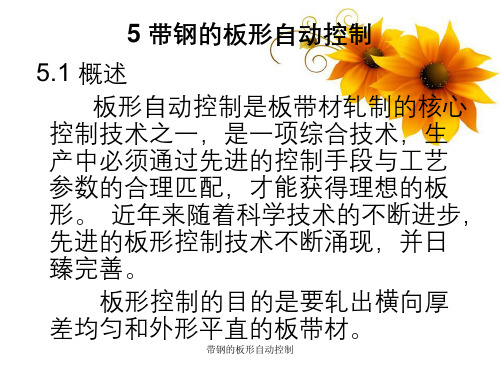
5 带钢的板形自动控制
5.1 概述
板形自动控制是板带材轧制的核心 控制技术之一,是一项综合技术,生 产中必须通过先进的控制手段与工艺 参数的合理匹配,才能获得理想的板 形。 近年来随着科学技术的不断进步, 先进的板形控制技术不断涌现,并日 臻完善。
板形控制的目的是要轧出横向厚 差均匀和外形平直的板带材。
板形复合控制系统
1. 板形闭环控制系统
(1)控制原理:通过板形仪及其信号处 理装置获取实际板形信号,计算实际 板形与目标板形的偏差,经板形控制 计算机处理后,将调节信号送到板形 调节机构,由板形调节机构对带钢进 行在线调节,使带钢板形得以纠正。
带钢的板形自动控制
(2)组成——三部分,即板形检测装置、 控制系统和板形调节系统(执行机构)
(2)设定计算的给定方法
手动给定:凭经验给定
计算给定:按数学模型计算给定,包
括统计法、表格法、解析
法和数值法4种。
(3)设定计算的控制策略:根据板形调
控手段的数量和各自特点,确定设
定计算调节的先后顺序或称优先
权,以及计算初值和极限值如何选
取。
带钢的板形自动控制
① 优先权选择原则——以保证动态调节 的速度和效率为前提
CVC精轧机概述

CVC精轧机概述摘要:CVC轧机是在HC轧机的基础上发展起来的一种轧机,它虽然与HC轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。
HC轧机是为了消除辊间的有害接触部分来提高轧缝刚度,以实现板形调整的,是刚性辊缝型。
CVC轧机则是通过轧辊轴向抽动装置来改变S形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。
关键词:CVC轧机、CVC工作辊、液压弯辊缸、轴向横移缸1 CVC轧机的原理CVC时Continuously Variable Croun的英文缩写,所谓CVC轧机就是指为了满足调整热带钢板凸度和板型的需要,将工作辊加工成具有S性辊身的CVC辊,在将上下工作辊相互倒置180度,从而具有工作辊轴向移动时空载辊缝形状连续可变能力的轧机。
工作辊轴向移动可分为正向抽动和反向抽动,其中正向定义为加大辊型凸度的方向,反之定义为反向抽动。
轧辊抽动量一般为±80~±150毫米,CVC辊的辊型曲线设计在过去常采用二次曲线,目前已经开始采用高次(含三次及四次)曲线以便有利于控制更宽更薄的热带钢,其中辊型的最大直径与最小直径之差不超过1毫米,差值过大将使轴向力过大而无法应用。
CVC轧机通常采用CRA表示轧辊辊型,以数值形式体现出来,即:CRA=中间直径—边缘直径,对于CVC工作辊来讲,CRA应是一个经过换算的当量值。
CVC技术在热轧是仅用于对空载辊缝形状的调解,因此主要用于板型设定模型对辊缝形状的设定,在线控制一般只用液压弯辊进行调解,但是目前已经开始研究当热轧采用润滑油轧制时是否将CVC用于在线调节。
2 采用CVC技术的轧机具有很多显著的优点:1、具有良好的带钢平直度控制能力和稳定性,它可以通过调整工作辊的弯辊力和轴向抽动量来获得最佳辊风从而得到最理想的平直度。
2、其弯辊力在最佳辊缝情况下始终处于最小状态,大大提高了轧辊和轴承的使用寿命。
3、CVC轧机可以使用较小的工作辊直径,从而减小了轧制力,实现了大压下量轧制。
板形指标及CVC轧机

-150 -100
-150 -100
-50
50 -100 -200 -300 -400 -500
100
150
CRA = -500 µm
CRA = -700 µm
+
+
+
+
+
(a) )
(b) ) (c) ) 图8 CVC辊形曲线与轧辊原始凸度的关系
经过我们的理论推导,可以证明,CVC轧辊凸度与轧辊窜动量之 间的关系不是线性关系,而是图9所示的曲线关系。线性关系的导出 没有考虑轧辊移动后对实际辊缝的影响,这与轧辊的实际凸度有一定 的误差,原因在于在推导线性轧辊凸度关系时,当轧辊相对移动一定 的量后,仍然认为两个轧辊的接触长度为原始辊身长度,忽略了轧辊 移动距离对有效凸度的影响, 从而使计算轧辊凸度与轧辊 移动量之间的结果产生误差。 由于误差是由于忽略了轧辊 移动而引起的,因此,轧辊 移动量越大,则这些公式的 计算结果误差越大,图9中的 曲线a和曲线b证明了这一点。
带钢板形指标及CVC轧机
2006年5月15日
目
录
1.带钢板形指标 1.带钢板形指标 2.CVC轧机工作原理 2.CVC轧机工作原理
1. 带钢板形指标
带钢尺寸质量指标包括纵向和横向尺寸,其中纵向厚度 尺寸精度由AGC AGC(Automatic Gauge Control)系统控制,AGC AGC 经过几十年的应用,目前已经很成熟。最近几年,热轧、冷 轧带钢的板形控制研究及应用也日趋成熟,新建的板带轧机 都装备了板形控制系统。一个完整的板形控制系统必须具备 以下三个条件: 可靠的、高精度的板形指标检测系统; 成熟的板形理论模型; 快速的板形调节、执行机构。
hEL
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
影响板形的因素
工艺因素:坯料板形、压下率、操作因素等 设备因素:辊型、轧辊磨损、轧辊磨削精度、轧辊热
膨胀、侧导板余量、轧机刚度、 WR与BUR的接触 状态(W, w/R, r/R)等等
总之:影响板形的因素的实质就是影响有载辊缝形状的因素 板形控制的实质是控制各架轧机的负载辊缝的形状。
※ 轧制法——
保持辊缝的开口S0不变,用不同原始厚度h0的轧件轧制,测出 其轧制力P与轧后的厚度h1,对每次轧制,工作机座的变形量:
f= h1 - S0 这样可以得出一组变形f与轧制力P的数据,
由此连成的曲线就是该机座的弹跳曲线。
※ 压靠法——
首先使原始辊缝S0=0,这时上下工作辊接触,并旋转轧辊,继续压下,
工作机座弹性变形f与轧制力P之间的关系曲线称之为
机座弹性变形曲线或弹跳曲线,如图示:
此曲线直线段的斜率:
C tg P
f CVC六辊轧机板形控制原理及冷轧
带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
一般C值越大越好,对大型轧机其值应为6000KN/mm以上。
工作机座刚度系数C的确定方法,可以采用理论计算的方法也可以采用实 测法。对于现场的轧机而言一般采用实测法。
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
轧机弹跳
轧机弹跳:轧件轧制时,轧制力引起工作机座内部受力元件的纵向弹性 变形,其数值可达 f=2-5mm。
由于在轧制过程中,轧制力P总是会波动的,所以产生的工作机座的弹性 变形 f 也是变化的。为了维持板厚不变,必须对此进行补偿。补偿的 方法是在轧制过程中控制压下量,采用AGC系统改变轧机的空载辊缝 值。
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
记录下一组辊缝值S0与对应的轧制力P的值,将此连成曲线,就是该机座的弹
跳曲线。
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
板凸度和板形控制
改变负载辊缝的形状
变态
弯
拉
错位
动态鼓肚
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
CVC轧机工作原理
CVC(Continuously Variable Crown)技术是 由德国SMS公司于1984年提出的控制轧件板形 的一种新型轧辊技术,由于该技术控制板形的 优越性能而在热轧和冷轧板带材中获得了广泛 的应用
CVC轧辊辊身曲线呈S形,图5为CVC轧辊的辊 系布置及工作原理,两个形状相同的轧辊相互 倒置180°布置,通过两个轧辊沿相反方向的对 称移动,得到连续变化的不同凸度辊缝,等效 于配置了一系列不同凸度的轧辊。
♣ 理想板形公式:
♣ 良好板形判别式:
C1 C2 h1 h2
8(0 h2)aC 1C 24(0 h2)b
w
h1 h2
w
—带钢比例凸度变化 h1、h2 —轧前厚度、轧后厚度
C1、C2 —轧前凸度、轧后凸度w—带钢宽度
Cp
C7 h7
C1 h1
C p i 7% 0 C p/3 (i 1 ,2 ,3 )
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
CVC六辊轧机板形控制原理及 冷轧带钢板形的概念
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
内容概述
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
板形基本概念
带钢尺寸质量指标包括纵向和横向尺寸。 ♣ 横向——横向板形指标的是带钢的断面形状(Pro
Contour),即带钢沿板宽方向上的断面分布,包括凸度 (Crwon)、楔形(Wedge)、边部减薄(Edge drop)等。 ♣ 纵向——纵向用平直度(Flatness)来表示,,俗称带钢浪 形,即指带钢长度方向上的平坦程度;
※板形影响镀锌层厚度及均匀性。 ※后续工序加工需要优良的板形,减少对深冲性的影响。 板形控制是宽带钢轧机的核心技术、前沿技术和高难度技术, 数学模型是板形控制技术的关键和研究难点。
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
理想板形公式和良好板形公式
带钢平直度一般指边浪和中浪,并以二次浪为主要控制指标,对于宽度大 厚度很薄的情况才适当考虑四次浪 其实质是带钢内部残余应力的分布。
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
板形的重要性
板形是带钢重要质量指标,高精度板形是高级精品带钢重要特 征。
※热轧板形直接影响冷轧板形的质量有的后续工序对板形有特 殊要求,eg.罩式退火炉喜欢微双边浪,有些连续退火喜欢 中浪。
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
平直度(Flatness) 带钢平直度可以用波形表示法,也可以用相长度表示法来描述。
波形表示法定义的带钢平直度 式中: R-----波高;L-----波距。
RV
LV
R
L
Rv100%
Lv
L L
I L105 L
CVC六辊轧机Байду номын сангаас形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
横截面形状:凸度、楔形度、边部减薄、局部 高点
hEL
hL
hc
hR hER
图 1.凸 度
hL
hR
图 2.楔 度
凸度
C R hc(hLhR)/2
楔形度(左右标志点厚度之差) CT hRhL 边部减薄 EL=hL-hEL ER=hR-hER
CVC六辊轧机板形控制原理及冷轧 带钢板形概念
CVC六辊轧机板形控制原理及冷轧带钢板形的概念
CVC辊型的优点
1、不仅轧辊凸度可调范围大,而且可以联系调节,再加上弯 辊的话,板形控制范围显著扩大。
2、一对磨好的轧辊能满足更多轧制系统、更多钢种的需要, 并扩大轧制宽度和厚度,增强轧机适应能力。
3、WR磨损均匀,工作周期长,大大减少换辊次数,提高产量 3、带材表面质量提高,提高平直度,增加成材率。