热轧温度对冷轧带钢板形的影响及控制措施
带钢_起筋_成因分析与对策
1 前言
近年来 ,随着钢材加工和成形技术的发展 ,对 冷轧板带的板形以及厚度精度等质量要求越来越 高 。梅山热轧板厂热轧机组为 6 机架连轧机 , F1 ~F3机架工作辊采用 CVC轧辊 、F4 ~F6 机架工 作辊采用平辊 。其热轧产品在冷轧过程中出现 “起筋 ”问题 ,使板形和表面质量受到了影响 。通 过在实际生产中对大量数据进行跟踪 ,摸索和总 结出了产生“起筋 ”的规律 。同时结合生产实际 , 对热轧生产工艺进行了部分改进 ,减少了“起筋 ” 卷数量 ,降低了生产成本 ,增强了企业产品的竞争 力。
AN
GAN
G
TECHNOLO G Y 总第
347期
图 5 “起筋 ”卷局部高点 、凸度以及楔形之间的关系
要原因是带钢凸度偏小或存在负凸度 ;其次才是 楔形和轧辊局部磨损问题 。因此 ,采取了一系列 有针对性的措施 ,并对热轧工艺加以改进 。具体 措施如下 :
(1) 断面控制大凸度 、小楔度和适当的局部 高点 。
带钢“起筋 ”按不同程度可分为单边筋 、中间 筋和双边筋三种 。其中单边筋和中间筋实物照片 如图 1所示 。
为解决“起筋 ”问题 ,进行了现场跟踪 ,发现 冷轧机组 959卷带钢中有 110卷出现了不同程度 的“起筋 ”现象 ,其中单边筋 97卷 ,双边筋 13卷 。
— 47 —
© 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved.
现场分析了 69 卷“起筋 ”卷 ,得到“起筋 ”卷 局部高点 、凸度以及楔形之间的关系如图 5所示 。
轧制理论与工艺 第三篇 板带材高精度轧制和板形控制

(a)板坯厚度变化时:压下的调整
量△S0与料厚的变化量并不相等
由三角形DEE/和三角形EE/F 可推出下式:
S
=
0
M K
h 0
图14—1 (a)板坯厚度变化时
主要用于前馈即预控AGC,即 在入口处预测料厚的波动,据 以调整压下,消除其影响。
轧制理论与工艺
RAL
(b)变形抗力变化时:压下的调整量△S0与轧出板厚变化量△h也不相等
建议的,1蒙相当于相对长度差为10-4。泼森定义板形为横向
上单位距离上的相对长度差,以mon/cm表示,即:
s
104
L L
B) 加拿大铝公司是取横向上最长与最短纵条之间的相对长度差
作为板形单位,称为 I 单位,1个I单位相当于相对长度差为
10-5。所以板形表示为:
st
105
L L
式中:L—最短纵条的长度,mm。
因素:轧辊的弹性变形、不均匀热膨胀和不均匀磨损
轧辊的不均匀热膨胀
轧辊受热和冷却沿辊身分布不均,一般辊身中部温度
高于边部,传动侧低于操作侧,径向辊面高于辊心。
这使得热膨胀精确计算困难,一般采用简化公式:
Rt yt KT(TZ TB )R KTTR
式中 TZ、TB——辊身中部和边部温度; R ——轧辊半径; ——轧辊材料的线膨胀系数; KT——考虑轧辊中心与表面温度不均分布的系数,一般=0.9。
S/0
P/K
h
S0
(P-P0)/K
h
h
S0
P
P0 K
S0—考虑预压变形后的空载辊缝。
轧制理论与工艺
RAL
14.1.1 板带厚度变化的原因和特点
影响板带厚度的主要因素:
冷轧钢带表面常见缺陷及改进措施

目 录一、冷轧卷缺陷辊印 (4)粘结 (5)压痕 (6)锯齿边 (7)树纹 (8)划伤 (9)凹坑 (10)锈-1 (11)锈-2 (12)锈-3 (13)氧化皮 (14)氧化色 (15)污板 (16)振纹 (17)碳化边 (18)边部折皱 (19)脱脂不良 (20)油斑 (21)卷印 (22)擦伤 (23)撞伤 (24)浪形 (25)刀印 (26)中间折皱 (27)燕窝 (28)二、热轧卷缺陷边部开裂 (29)分层 (30)条伸 (31)夹杂 (32)孔洞 (33)缺陷名:辊印(ROLL-MARK)不良代码:12发生形态:1)沿轧制方向有周期性的,板面有点状、块状、条状突起或凹陷进去的有间隔的不良。
2)平整辊印与轧钢辊印的区分:平整辊印伤疤处无粗糙度且发亮;轧钢辊印伤疤处发暗,有一定的粗糙度。
发生原因:1)轧钢辊表面受损2)TM辊表面粘有异物3)ANN不良产生氧化皮后,脱落粘附在TM辊上,TM时产生4)作业各Line其它辊面受损对产品的影响:1)外观不良,加工(冲压)时易发生破裂2)影响镀层效果防止对策:1)需要防止由各种杂质飞入钢带影响辊面质量2)对轧钢及TM工程中工作辊的硬度确认(爆辊)3)ANN保护气体的纯净度保证,防止氧化皮的产生缺陷名:压痕(DENT)不良代码:10发生形态:1)有一定周期性的压痕:异物粘附于发生原因:1)作业line各辊上粘有凸起的异物引起2)钢卷摆放位置有异物,导致产生3)小车压痕4)行车吊钩撞击后产生对产品的影响:对产品的影响:缺陷名:锈-1(RUST)不良代码:01发生形态:1)贯穿与钢带表面不规则或局部存在,多发生原因:ECL机组在生产宽料时,热风燥机烘干不良,加上卷取速度快,钢卷边部残留水迹,ANN后,边部成灰白色锈迹,后工程涂油后成黑色或黑褐色。
缺陷名:锈-2(RUST)不良代码:01发生形态:1)贯穿与钢带表面不规则或局部存在,多发生原因:1)渗透状锈主要是ANN前库和后库,由于下雨漏水和行车漏油造成2)ANN钢卷出炉时,炉罩漏水造成对产品的影响:缺陷名:锈-3(RUST) 不良代码:01 发生原因:1)主要是作业周期太长,(ECL→ANN→TM缺陷名:边部折皱(EDGE-BREAK) 不良代码:15发生形态:发生原因:1)TM在拉矫过程中,当超过屈服点时发生不均匀的塑性变形,开卷时沿开卷方向发生局部屈服。
冷轧带钢的板形控制
与轧制力相反 ,是为 了及时而有效地控制板材 的平直度与横 向厚度 偏差 。弯辊控制的实质就是借助外加的弯矩 的作用改变工作辊与支持辊 之间的接触应力分布情况 ,以达到控制工作辊辊缝 的 目的。工作辊受 到 两侧弯辊力与 中部支持辊反作用力 的共同作 用发生弯曲 ,弯辊力越大 , 工作辊 弯曲越大 ,则带钢凸度就越小。 5-3 轧辊的热膨胀
带钢 内应力 沿宽度方 向上 不均匀分布 ,同时 ,其 内部应 力不足 以抵 制带钢平直度的改变 ,导致局 部区域发 生了翘 曲变形 。
缝 不同,使 钢板两边 的压 下率不相等 ,则轧 出的钢板两边厚度也 不会相 等。当跑偏使 时,则 ,s ,£ ห้องสมุดไป่ตู้现单边浪 。
4 浪形 的调 整
因浪形 的产 生是 沿宽度方 向各点 压下率而不 同造成 ,所 以,通 过调 整 ,使 压下率相 同 ,即为消除浪形产生的方法。 4.1 轧件跑偏 的调整
对 于冷轧板带钢来说 ,金属 在轧制中产生的变形热与摩擦热是轧辊 受 热的主要热源 ,这就说 明轧辊 受热膨胀后 ,中部膨胀较大 ,形成了轧辊 的 热 凸 度 。 5.4 工作辊 的初始辊型
带钢轧制 的精轧 阶段主要是保证 钢板 的性能 、表 面、尤其是板形 和 尺寸精度 的质量有 着极 为重要 的作用。为了要保持 良好的板形 。必须遵 循均匀变形的原则 或板 凸度一 定的原则,即必须使钢板沿宽度方向上各 点 ,至少是中部和边 部的延 伸率或压下率基本相等。带钢的板凸度用如 下方法表示 :LI///及 6脆( ,h分别表示 轧制前 、后板 边缘 的厚 度 ;△,6分 别表示 轧制前后 的中间厚度与边缘厚度差或板凸量 )。 5.1 轧制力
冷轧不锈钢板带表面缺陷分析与控制
冷轧不锈钢板带表面缺陷分析与控制摘要:通过分析原料性能特点、出口产品不同规格及不同的质量要求,重点讨论辊轧机比较容易产生的几类典型缺陷的原因,及生产过程中的质量检查和控制预防措施,以期有效降低轧机产品的缺陷率,提高质量控制水平。
关键词:冷轧不锈钢板;带表面缺陷;分析与控制?引言轧制的不锈钢板带应达到用户合同要求的目标厚度,并保证带钢实际厚度在允许的厚度偏差之内,同时为保证成品板形质量,在轧制过程中对原料板形进行改善,并达到后部工序生产的要求。
1.冷轧不锈钢概述不锈钢冷轧轧制是在一定的条件下旋转轧辊给予不锈钢带压力,使钢带产生塑性变形的的加工方式,相对于普通的钢板轧制,不锈钢冷轧的工艺特点主要有三点:(1)不锈钢强度高、加工硬化快;(2)不锈钢冷轧对轧后钢板表面质量要求较高,尤其是光亮退火后的钢板表面,不但要求板形好、精度高,而且要求表面光泽;(3)不锈钢的导热性能差,但不锈钢冷轧轧制过程中会产生大的变形热,需及时将冷轧过程产生的热量转移。
2.冷轧工序主要缺陷及控制不锈钢冷轧板带产品的生产是钢铁产品中的精加工品,表面质量要求高,生产工艺复杂,加工工序多,辊子多,产生缺陷的机会和因素较多、较复杂。
表面缺陷的产生有两个方面:一个是原料缺陷,例如原料夹杂、锈蚀印等,在冷轧生产过程中显现明显;另一个是各工序生产过程中产生的缺陷,需要在生产过程中及时进行解决和处理。
2.1原料缺陷不锈钢中含有较高的合金元素,有较发达的柱状晶和在高温下存在第二相组织,造成热塑性较低。
如果热加工出现表面裂纹,即使修磨消除也往往由于残留缺陷而保留在成品表面上。
不锈钢铸坯表面缺陷如清理不彻底也会对成品表面造成影响。
热轧时由于轧辊硬度、冷却强度不良,易造成热轧辊印等缺陷。
这些缺陷在冷轧工序无法去除,由于辊印缺陷均呈周期性分布,对成品质量造成很大影响,所以针对热轧钢带在冷轧前一般需要进行表面修磨。
2.2 冷轧产生的缺陷冷轧比较容易产生的几类缺陷及预防措施:(1)冷轧擦划伤:该类缺陷一般产生在钢卷的头、尾,生产过程过程中穿带、甩尾以及上道工序和下道工序张力不匹配造成层间擦伤,尤其是4.0mm以上厚度原料钢卷,发生率较高。
冷轧带钢产品板形质量缺陷的分析与控制

130管理及其他M anagement and other冷轧带钢产品板形质量缺陷的分析与控制刘 涛(邯钢品质部用户服务中心,河北 邯郸 056000)摘 要:在冷轧产品中,板形质量缺陷是比较显著,也是客户反映比较多的质量问题。
冷轧带钢常见的板形缺陷有褶皱、浪行、瓢曲等,其缺陷问题的产生与加工原料、轧制过程等都有密切的关系。
通过对缺陷产生原因的分析和对生产工艺的调整可以有效消除上述质量缺陷问题,提高客户对产品质量的满意度。
关键词:冷轧带钢;板形质量;缺陷问题;控制中图分类号:TG334.9 文献标识码:A 文章编号:11-5004(2021)12-0130-2收稿日期:2021-06作者简介:刘涛,男,生于1980年,宁夏中宁人,本科,研究方向:于冷轧产品的研发及售后。
随着我国加工制造业的快速发展,市场上对于各种规格高品质带钢产品的需求量越来越大。
冷轧板带及汽车板、家电板等深加工产品已成为钢铁企业当前主要的利润增长点,各钢铁企业围绕提高冷轧产品质量开展了一系列的技术研发和质量改进,以满足市场客户不断提高的要求。
冷轧带钢产品生产工序较多、工艺控制复杂、质量影响因素较多,任何一个环节出现问题都有可能导致产品的质量缺陷。
在冷轧产品中,板形质量缺陷是比较显著,也是客户反映比较多的质量问题。
冷轧带钢常见的板形缺陷有褶皱、浪行、瓢曲等,其缺陷问题的产生与加工原料、轧制过程等都有密切的关系。
通过对缺陷产生原因的分析和对生产工艺的调整可以有效消除上述质量缺陷问题,提高客户对产品质量的满意度。
本文对此进行了探讨。
1 冷轧带钢的板形控制冷轧是常温条件下,利用冷轧机按照一定的规格尺寸对钢板、热轧带钢等进行的轧制加工。
因此,作为一种物理式的加工方式,带钢的板形质量缺陷主要来自于轧件的机械性能,以及轧制加工的各项参数。
冷轧生产中由于各种原因造成的板带横断面形状和平直度不良问题,均可归结为带钢的板形缺陷。
板带横断面形状是指宽度方向上板带厚度的分布规律,由于冷轧时压扁变形远小于轧辊弯曲挠度,因此对于带钢横断面形状通常以凸度作为其描述特征和控制对象;平直度主要是指带钢翘曲,包括板带各种浪形,在轧制时应尽量排除。
热轧钢板与冷轧钢板的优缺点
热轧钢板与冷轧钢板的优缺点热轧和冷轧都是型钢或钢板成型的工序,它们对钢材的组织和性能有很大的影响,钢的轧制主要以热轧为主,冷轧只用于生产小号型钢和薄板。
1.热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。
以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,最终厚度为1~20mm。
同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。
对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度和卷曲温度来控制带钢的微观组织和机械性能。
2.冷轧,一般在开轧前是没有加热工序的。
但是,由于带钢厚度小,很容易出现板形问题。
而且,冷轧后为成品,因此,为了控制带钢的尺寸精度和表面质量,采用了很多很繁琐的工艺。
冷轧的生产线长,设备多,工艺复杂。
随着用户对带钢尺寸精度、板形和表面质量要求的提高,冷轧机组的控制模型、l1和l2系统、板形控制手段相对热轧要多。
而且,轧辊和带钢的温度也是其中一项比较重要的控制指标。
从定义上来说,钢锭或钢坯在常温下很难变形,不易加工,一般加热到1100~1250℃进行轧制,这种轧制工艺叫热轧。
大部分钢材都用热轧方法轧制。
但是因为在高温下钢的表面容易生成氧化铁皮,使热轧钢材表面粗糙,尺寸波动较大,所以要求表面光洁、尺寸精确、力学性能好的钢材,以热轧半成品或成品为原料再用冷轧方法生产。
在常温下轧制,一般理解为冷轧,从金属学的观点看,冷轧与热轧的界限应以再结晶温度来区分。
即低于再结晶温度的轧制为冷轧,高于再结晶温度的轧制为热轧。
钢的再结晶温度为450~600℃。
简单点说热轧钢板与冷轧钢板的做工工艺区别1.热轧用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却(计算机控制冷却速率)和卷取机卷取、成为直发卷。
直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。
轧制厚度及板型控制
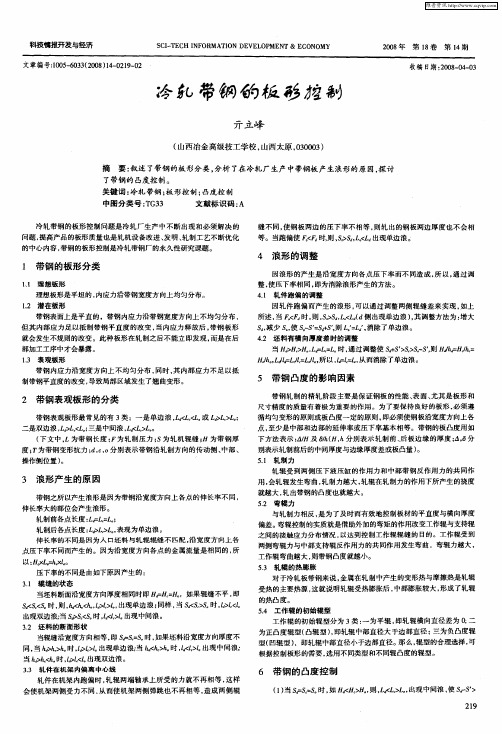
轧制厚度及板型控制导读:就爱阅读网友为您分享以下“轧制厚度及板型控制”资讯,希望对您有所帮助,感谢您对的支持! 厚度自动控制和板形控制项目1 板带材轧制中的厚度控制项目2 横向厚差与板形控制技术项目1板带材轧制中的厚度控制一、厚度自动控制的工艺基础 1.p-h图的建立(1)轧制时的弹性曲线轧出的带材厚度等于理论空载辊缝加弹跳值。
轧出厚度:h=S0 +P/K―――轧机的弹跳方程S0 ――空载辊缝P――轧制压力K――轧机的刚度系数根据弹跳方程绘制成的曲线(近似一条直线)――轧机弹性变形曲线,用A 表示。
A(2)轧件的塑性曲线根据轧制压力与压下量的关系绘制出的曲线――轧件塑性变形曲线,用B表示。
B(3)弹塑性曲线的建立将轧机弹性变形曲线与轧件塑性变形曲线绘制在一个坐标系中,称为弹塑性曲线,简称P-h图。
注意A线与B线交点的纵坐标为轧制力A线与B线交点的横坐标为板带实际轧出厚度2. p-h图的运用由p-h图看出:无论A线、B线发生变化,实际厚度都要发生变化。
保证实际厚度不变就要进行调整。
例如:B线发生变化(变为B‘),为保持厚度不变,A线移值A',是交点的坐标不变。
C线――等厚轧制线作用:板带厚度控制的工艺基础板带厚度控制的实质:不管轧制条件如何变化,总要使A 线和B 线交到C线上。
p-h图二、板带厚度变化的原因和特点影响板带厚度变化的因素:1、轧件温度、成分和组织性能不均匀的影响温度↑→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓变形抗力对轧出厚度的影响2、来料厚度不均匀的影响来料厚度↓→压下量↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓来料厚度对轧出厚度的影响3、张力变化的影响张力↑→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓张力对轧出厚度的影响4、轧制速度变化的影响通过影响摩擦系数和变形抗力来改变轧制压力。
摩擦系数↓→变形抗力↓→轧制压力↓→轧机弹跳↓→板厚度变薄↓摩擦系数对轧出厚度的影响5、原始辊缝的影响原始辊缝减小,板厚度变薄。
冷轧机轧制生成热对板形的影响及应对策略
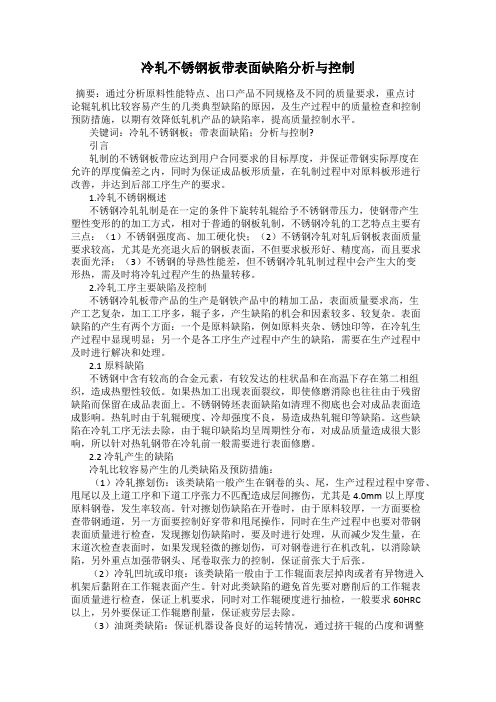
带材带走 热量
带 材
图 2 轧 制 过 程 中 热 交 换
由于瞬态 温差 的存 在 , 冷轧机温度 场实 际上是一
个不断放热 、 吸热且趋 向于平衡状态 的热交 换过程 。
21 生 成 热 .
轧制过程 中生成 热如图 1 所示 。
率的不 同 ,从 而导致带 材 内部有残余应 力 的状态 , 只
要 带材 中存在残余 的 内应力就称为板形不 良[ 1 ] 。 在不 考虑来 料 板形缺 陷 和轧制 时带 材横 向延 展 的情况下 , 形 良好 的条 件可 以用数 学表达式 近似表 板
在 工程 中常用 相对 延伸 率 的偏差 来定 量表 示板 形 的好坏 , 即取带 材宽度方 向上最长和最 短纵条之 间
分功而生 成热量 , 常在冷轧机 温度场分析 中对相邻 通
轧辊( 工作 辊一< 中间辊> 支 撑辊 ) 一 间及轴 承处 摩擦
的相对长 度差作为板形单 位 , 称为 I 单位 , 个 I 一 单位
度发生变化 而引起 的带材厚 度变化 , 对板形产 生直 会
因素和 多种外界 因素综 合作用形 成的 , 想要进 行全面 系统 的分 析 、 测 和控制 十分 困难 , 轧制过 程 中的 检 而 生成 热对 板形 的影 响是板 形控制 中需 要考 虑 的重要 因素 。本 文就轧机 生成热对板 形的影响进行 分析 , 并 针对不 良影响提 出了有效 的应 对方法 。
达如下 :
丝
H
一 一
: 盟
h
() 1
式 中 , h 为轧前 ( ) n( ) 后 带材 的平均厚度 ;日( △ △) 为轧前 ( ) 后 带材 的凸度 , 即带钢 边部与 中部 的厚度之
冷轧带钢的板形控制
测量辊是该系统最主要的组成,也是板形测量成功的关键。测量辊实际是由钢质芯轴和经硬化处 理的钢环组成,钢环内是传感器。测量辊分成多个测量圆环,每个测量圆环有4个传感器,传感器在每 个测量环的圆周上成900垂直安装。因此,测量辊每旋转一周可以对带钢平直度测量4次。它采用了大 量压磁式传感器,所有传感器的输出组合在屏幕上以曲线方式显示出平直度偏差。这为轧辊调整提供
6张力调节和压下率分配
6.1张力调节【4J
冷轧生产的特点之一就是张力轧制,受多种冈素干扰,张力值时有波动。生产中,必须保证张 力恒定,才能使轧制状态稳定。张力较大,可保证轧制稳定、板形良好,但超过一定值时容易造成 断带、薄料卸卷困难;张力过4,贝JJ会引起跑偏,因此,应根据材质、规格、钢种等情况选取张力值。 板形不同,其张力调节方式也不同:中浪应适当减小张力;两边浪可加大张力,使轧制力降低,减 小边部延伸。在生产中不能只依靠张力调节来控制板形,因为其对板形控制的程度有限。这些就要 靠操作工的经验和操作水平了。
_r
● _'
卜-
一个测量区域
、一 l
图3沿带钢宽度测量平直度的图形化显示
轧机主控室一共有两个控制柜:一个是sl,对应带钢经过l架后的平直度;一个是s5,对应带钢经 过5架后的平直度。
..128..
3自动板形控制系统(Al℃)
带钢平直度是由辊缝决定的,像温度、凸度等不平直因素,会引入带钢内部的应力,影响辊缝, 因此,调整辊缝时不管什么类型的平直度偏差都需要调整,使其达到要求的平直度。还有辊缝执行机 构对带钢平直度有影响,所以要把执行机构的动作组合起来,以抵消平直度偏差。这就是自动板形 控制系统(AFC)的功能和作用。
冷轧带钢的板形控制
作者: 作者单位:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冶 金 丛 刊
M ETAL LURGI CAL C0LL ECTI ONS
Su .1 7 m 9
NO. 1
Fe u r 2 0 l br a y 2
热 轧 温 度 对 冷 轧 带 钢 板 形 的影 响 及 控 制 措 施
定 的 问 题 , 冷 轧 板 形 的 影 响 较 大 , 成 冷 轧 板 形 对 造
质量 不 易控制 , 板形 质量 相对 较差 , 其不 平 度接 近 国 标要 求 上 限 , 最大 为 3 1 0 单位 , 板形 均匀 性不 好 。 且 为此对 热轧板 进行 分析 , 据 资料 和 生产 实践 , 依 热轧板形 对冷轧带钢 的影响 主要 表现在 三个方 面 : 热 轧带 钢平直 度 、 断面 形状 、 能分 布 。
济 的发展 , 用户 对板 形质 量 的要 求 越来越 高 , 如何进
一
2 安钢 的 相关 生产 现 状
安钢 1 8 mm 热 轧 机 组 为 冷 轧 产 品提 供 基 料 0 7 主要 品种 有 : 商用 级用 钢 、 一般 深 冲用 钢 、 深 冲用 超 钢等 。 目前在 冷轧生 产 中反 映出热 轧产 品质 量存 在
架 热连 轧机一 层 流冷却 一 卷取 。主要 产 品为一般 热
轧产 品和 为冷轧 产 品提供 基料 。
直度 和横断 面形状 进行 分 析 , 过 长时 间 取样 分 析 , 经 安钢 1 8 m 热连轧 机机 组产 品 带钢 平直 度 和横 断 0m 7 面形状均较 好 , 中平 直 度均 在 3 I 位 以下 , 完 其 0单 可 全满 足冷轧产 品的要求 。因此 , 轧板 平直 度和横 断 热
Ke r s ho o ln fn s n e y wo d tr li g; ihi g t mpe a u e; o ln e e a u e; h p i r t r c i g t mp r t r s a e i
板形 是板 材质量 的重 要指 标之 一 。随着市 场经
( na gI n& Sel ru o , t. na g4 5 0 ,H nn A yn r o t o pC . Ld ,A y n 5 0 4 e a ) eG
Absr c Th o g r c i g su y o o l g tm p r t r nd p o u tp o e te ft e 1 7 0 ho oln ta t r u h ta k n t d n r l n e e au e a r d c r p ris o h 8 tr lig i prdu to i e, efc so e e au e d srb to n a g n s a e o od—old se ls e t t e r — o cin ln fe t ft mp r tr iti u in a d r n e o h p fc l r le te h e , h e s is s o t a asn n s i e p r t r o mo e ta 3、mp o i g c n r lsye o n u ai n c v r u t h w h tr ii g f ihng tm e au e t r h n Ar i r v n o to tl fi s lto o e i a d lm i a o ln y t m a e u e fu t a in o te gh,i r v uai fs a . n a n r c oi g s se c n r d c cu t fsr n t l o mp o e q lt o h pe y
一
步 改善 冷轧 带钢 产 品的 板 形质 量 , 高 冷 轧 产 品 提
的市 场竞 争 力 , 为 安 阳 钢铁 股 份 有 限 公 司 ( 下 成 以
简称 安钢 ) 开拓 市场 的一 项重 要科研 工作 。
l 主 要 生 产 设 备 配 置
安 钢 1 8 m 热连 轧机组 是一 条年 产量 3 0万 0 m 7 5 吨的卷 板生 产线 , 工艺 流程 为 : 热一 高压 水除鳞一 加 l立辊 轧机一 1二 辊 粗 轧机 一2 立 辊 轧 机 一2 四辊 粗 轧机一 中间保 温罩一 切头 飞剪一 3 立辊 轧 机一 七
带 钢 的板 型 的 影 响 , 果 表 明 , 制终 轧温 度 在 A 3以 上 、 进 中 间 保 温 罩 的 控 制 形 式 及 层 流 冷 却 系 统 等 措 施 , 结 控 r 改 可 有效降低带钢强度的波动 , 高板型质量 。 提
关 键 词 热 轧 ; 轧 温 度 ; 取 温 度 ; 型 终 卷 板 中图 分 类 号 : G 3 . 6 T 35 5 文 献 标 识 码 : A 文 章 编 号 :6 1 8 8 2 1 ) 1 0 3 0 1 7 —3 1 ( 0 2 0 — 0 4— 2
戚 新 军 徐 筱 芗 王 震 罗年 高
( 阳钢铁股 份有 限公 司 , 安 河南 安 阳 4 5 0 ) 504
摘 要 通 过 对安 钢 18 70热轧 生产 线 热 轧温 度 及 产 品 性 能 的 跟 踪 研 究 , 析 热 轧 温 度 的 分 布 和 控 制 范 围 对 冷 轧 分
EFFECT oF o T H RoLLI NG TEM PERATURE oN SHAPE oF CoLD . Ro LLED H EET S AND THE Co NTRoL EAS M URES
Q ijn X i xa g Wa gZ e L oN a g o i nu uX a i X o n n h n u in a