CVC六辊轧机板形控制原理及冷轧带钢板形的概念.
CVC冷轧机的介绍
• 压强:10bar
• 功率:5.5kw
• 高压泵
• 流量:180l/min
• 压强:280bar
• 功率:110KW
• 皮囊储能器:V=32L
•
V=10L
• 配管:不锈钢
高压系统
高压系统
• 控制位置: • 铝卷准备站 • 开卷机 • 入口段 • 轧机机架梯形板 • 出口段 • 卷取机 • 皮带助卷器 • 运卷小车 • 铝卷检查站
6. 轧辊: 工作辊:直径:max490 min450 辊身长度:2800 中间辊:直径:max560 min510 辊身长度:3100 辊身形状:CVC+辊型 支承辊:直径:max1400 min1300 辊身长度:2800
7. 轧制油喷射冷却系统:向辊缝供应轧制油,冷却工作辊, 选整性的冷却两个工作辊,利用辊身的温度变化控制带材 的板型。通过加热工作辊两边,减少边紧问题
润滑点:开卷机齿轮箱 (Q = 120 l/min) 轧机机架齿轮箱(Q = 300 l/min) 卷取机齿轮箱(Q = 160 l/min)
稀油润滑系统
稀油需求量:580l/min 流体:矿物油 油温:40℃ 油箱容积:15m³ 加热功率:4×18KW 油箱材质:碳钢带保护
冷却水入口Tmax:33℃ 冷却水需要量:50m³/h 冷却能力:170KW
低速段:7.8/180KN
• 带材张力
高速段:4.2/96KN
二、轧机设备组成介绍
• 准备站 • 入口侧 • 轧机本体 • 出口侧 • 卷取机 • 换辊装置 • 检查站 • 介质部分
准备站
• 准备站由开卷机、 压带辊、起头铲及 过渡台、夹送辊、 矫直单元、摆剪和 废料箱横移装置组 成。
板形控制概述

式中 : hc为带钢中部厚度
a 1 a2 a3 a 4 表示断面形状特征的系数
RAL 板形控制的基本理论
任何一个给定的断面形状都可以用上式 来表达。但是除一次项与两侧压下不等有关 外,一般认为带钢是左右对称的,所以奇次 项不存在,同时为简化计算,忽略高次项, 因而上式可以简化为:
b. 边部金属和内部金属的流动规律也显著不同:边部金属 所受侧向阻力比内部要小得多,侧向阻力为0。
RAL 板形控制的基本理论
边部减薄
凡是影响轧制力分布的因素,也影响工作辊的压扁分 布,必然影响边部减薄。例如增大压下量,轧制硬质材料等 均会引起边部减薄量增大。采用较大工作辊直径,一方面会 使轧件与轧辊的接触弧长增加,从而增大纵向阻力,助长横 向流动,另一方面又会加大接触压扁,所以必然会引起边部 减薄增大,由此可知,工作辊直径越小,则边部减薄也越小。 可改变辊形来减小边部减薄,例如采用双锥度工作辊以及可 横向抽动的单锥度工作辊。
又有 故有
T(x)=T0 T ( x)
T(x)=E ( x) (其中 E 为弹性模量)
(x)=T(x) 1
E
RAL 板形控制的基本理论
d. 带钢断面的多项式表示
带钢的板形与带钢的断面形貌有关,所以为了控制 带钢的平直度,可以将带钢的板形用断面形状参数来 表示。带钢断面形状可以用带钢厚度(带钢半厚) h(x)与板宽方向离开中心线距离x之间的数字表达式来 表示。
RAL 冷轧板形控制技术发展现状
CVC轧机控制板形的特点
CVC辊型和弯辊是CVC轧机控制板形的两种独立的控 制方法。一般来说,一种方法只能控制一种简单的板形缺 陷(对称边浪或中间浪),两种方法配合一起使用才能既 控制第一种简单的又能控制第二种复杂的板形缺陷(四分 之一浪或者边中复合浪)。但如果两种方法使用不当,第 二种板形缺陷则不能得到有效控制。因此,存在CVC辊型 调整与弯辊力调节两种方法最佳配合的问题。理论上最佳 配合的目标函数是出口带材的横向张力分布均匀,使总张 力消失后带材平直度达到板形精度的要求。
冷轧板形辊工作原理

冷轧板形辊工作原理首先,冷轧板形辊的主要结构包括工作辊、中间轴和安装座。
工作辊是辊系中最重要的部分,通常由高品质的合金钢制成。
它的直径和长度决定了辊系的尺寸。
中间轴是通过一套轴承装在安装座上,作为连接工作辊和辊系传动的部分。
安装座则固定在辊架上,提供稳定的支撑和固定工作辊的位置。
辊系传动是冷轧板形辊的核心部分。
它主要由电机、减速机和联轴器组成。
电机通过联轴器与减速机相连,减速机再通过联轴器与工作辊相连。
电机提供动力,通过减速机的减速作用实现对工作辊的转速和扭矩的调节。
在冷轧板形辊的工作过程中,通过控制工作辊的转速和扭矩,可以实现对板带形状的控制。
工作辊间的工作压力是由辊架的液压系统提供的。
液压系统通过调整辊架顶升油缸的工作压力和油缸的行程来控制工作辊对板带的压力大小。
同时,工作辊的转速也可以通过电机和减速机的联动来控制,从而影响板带的通过速度。
冷轧板形辊的工作原理可以归纳为平整辊面,工作辊间距、工作压力和板带传送速度等因素的综合作用。
首先,平整辊面可以保证板带在辊系中的平稳运行,减小不均匀变形和表面缺陷。
其次,工作辊间距的设置直接影响着板带的弯曲半径。
辊间距越小,板带的弯曲度就越大,越容易形成较小半径的曲线。
工作压力的大小则影响到板带的塑性变形程度。
辊压过大会导致过度的塑性变形,而辊压过小则会影响到板带的塑性变形效果。
最后,板带传送速度的控制可以影响板带在辊系中的停留时间,从而影响到冷轧板的厚度和宽度。
总的来说,冷轧板形辊通过调整工作辊的转速、扭矩、工作压力和板带传送速度等参数,实现对板带形状的控制。
在实际生产中,还需要进行一系列的参数优化和工艺控制,以保证冷轧板的加工质量。
单机架六辊轧机板形控制及检测浅析-郑志刚

单机架六辊可逆轧机板形控制及检测浅析冷轧筹备组郑志刚【摘要】本文介绍了通钢单机架六辊可逆轧机板形控制的基本手段及目前冷轧工艺中应用较多的几种常用的接触式和非接触式板形仪。
关键词:反馈、弯辊、多段冷却、板形仪前言近年来随着建筑、家电、汽车等行业对高质量冷轧板需求日益增长,国内新建了多条连续轧机或可逆轧机的冷轧生产线。
随着客户对冷轧板板形的提出越来越高的要求,为了满足客户对冷轧板板形日益苛刻的要求,配备板形控制系统则成为近年来冷轧机组的标准配置。
冷板轧机无论是连轧机还是单机架可逆轧机或是双机架轧机在配置板形系统后其产品的板形质量都会得到大幅度改善,提高了产品的档次及竞争力。
1 板形控制系统AFC及板形仪在介绍AFC前简单介绍一下单机架轧机在线仪表配置的通常情况如下图:图:11.1 板形控制方式、手段及应用目前板形控制方式多采用反馈控制,也有一些较大的电气公司在板形前馈控制方面进行了一些尝试,但尚未达到可以实际应用的水平。
一般对于冷板连轧机是最后一个机架出口配置板形仪,而单机架可逆轧机是轧机的两侧都配置板形测量辊或其它形式的板形测量装置。
通钢单机架可逆轧机由于受到资金限制故只在出口配置板形辊但完全可满足奇道次出成品的工艺要求,国内目前多条单机架可逆轧机生产线都采用只在成品出口布置板形棍的方式。
板形辊检测冷轧带钢的实际板形信号由板形控制系统的PC计算机处理并转换成曲线形式与预先设定好的板形曲线比较,比较的结果送给基础自动化系统中专门负责板形控制的PLC的CPU中去,再由该CPU向板形系统的执行机构传送最终的调整命令。
板形主要缺陷有以下几种:.边部浪形.中间浪形.复合浪形又称四分之一浪.横向倾斜等为克服以上板形缺陷开发了以下板形控制手段:. 弯辊. 弯辊技术是板形控制手段中对板形控制最有效的手段,通过液压缸对中间辊和工作辊施加作用力使轧辊产生正向或负向弯曲,轧制出所需要的微边浪或微中浪板形,克服钢带的中浪或边浪缺陷。
CVC六辊冷轧机板形控制手段的研究

Ke y wo r d s : la f t n e s s;r o l l b e n di n g; C VC s h i f t i n g ; wi d e ma t e r i a l ;n a r r o w ma t e r i a l
可 通过 热 力学执 行 机构 消 除 。
形 误 差 ,没有 倾 辊 ,一侧 边 缘 将更 长 ,根 据 这项 功 能 ,倾 辊能 够 校 正 带材 不 对 称 的边 浪 和 上 弯拱
形。
热力 学 板 形 控 制是 通 过 向辊上 喷淋 冷 却 液来
改变工作辊不 同位置 ( 点 )的外形 ,使工作辊辊
身 发 生 热膨 胀 或 收 缩 的板 形 控 制 。为 了获 取平 整 度 热 力 学控 制 的有 效性 ,一 定 要保 证 冷 却 液 和 工
作 辊 有 一定 的温 度 差 。热 力 学 手段 有 :( 1 )基 本
机 械执 行 机 构 可 分 为 :( 1 )工 作 辊 弯辊 :处 理 对 称 的 板 形 误 差 ,没 有 弯 辊 ,带 材 中 心 将 更 长 ,有 弯 辊 ,带 材 各 部 分 压 下率 均 匀 ,能 够 纠正 对称边浪 ;( 2 ) 中间 辊 弯辊 :处 理 对 称 的板 形 误 差 没 有 弯 辊 ,带 材 中心 将更 长 ,中 间辊 弯辊 能校 正 带 材 的 中间浪 ,另 外 同工作 辊 弯 辊 一起 校 正 四 分之一浪 ;( 3 )中 间辊 C V C窜 动 ,应 用 于 6 辊 轧
DOh 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 9 - 9 4 9 2 . 2 0 1 3 . 0 9 . 0 0 6
板形控制技术“明星”
《 稍瓣瓣 麓《 爨爨 嚣 奠 爨 } 窭{ m ;鞭 g 《 驻; 联 键 ; l i婺 i ;§ i j 键§§ 弱 嚣 麓 巍: ; 骚瓣 l } 赣l il ;臻 ; 臻辫 … . 一 ; ;: .. :
曰地 f
企业 的不 断努力 ,开发 了很多有 效 的板 形控 制技术 ,板形 质量有 了很 大 的提 升 。但 板形 问题是个
非 常复杂 的课 题 ,与设 备状态 、
言 ,以 中间辊作 为辊形 的载体 ,
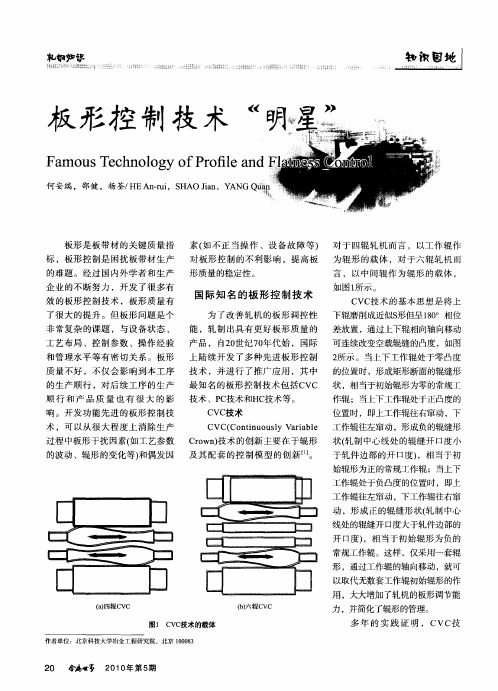
如图 1 所示 。 C 技术 的基本 思想是将 上 vC
国 际知 名 的 板 形 控 制 技 术
为 了改善轧 机 的板 形调控 性 下辊磨削成近似s 形但呈10 。相位 8 能 ,轧制 出具有 更好板 形质 量 的 差放置 ,通过上下辊相向轴 向移动
工艺 布局 、控 制参 数 、操 作经验 产 品 , 自2 世纪 7 年代 始 ,国际 可连续改变空载辊缝的凸度 ,如图 0 0 和管 理水平 等有 密切关 系 。板 形 上 陆续开 发 了多种先进 板形控 制 2 所示 。当上下工作辊处于零凸度 质量 不好 ,不仅会 影 响到本工序 技术 ,并进 行 了推广应 用 ,其 中 的位置时,形成矩形断面的辊缝形
_ ; -_ ; ;
板 形是板 带材 的关键 质量 指 素( 不正 当操 作 、设 备故 障 等) 对于 四辊 轧机 而言 ,以工作辊 作 如 标 ,板形控 制是 困扰板 带材生 产 对板形 控制 的不利 影响 ,提高板 为辊 形 的载体 ,对于六 辊轧 机而
的难题 。经 过 国内外学 者和生产 形质量 的稳定性。
相关 ,与窜辊量 呈线性 关系。 C C 术窜 动 的轧 辊辊 身较 V 技 不 窜动 的轧 辊 的辊身 长 ,这样 , 尽管 轧辊 轴 向窜动 了 ,辊 间接 触 长度 不变 。C 技 术提 供 的是低 VC 横 向刚度 的辊缝 ,整个 辊 系抵抗
轧钢机的弹性变形、轧件厚度及板形控制

由于在弹跳曲线的开始 段,轧制力与机座的弹跳
量之间存在非线性关系,这与上式中表示的线性关系显然是 不符合的。为解决这一问题,下面引入《人工零位》的概念。 其核心是将压靠力为P0时的辊缝开度-S为零点,称之为清零。 在压靠时,其弹跳量实际是负值,曲线在垂直轴的左方。
在位置反馈回路中设置了位置传感器1和位置比较器9。当位置传感器 1测得压下装置行程S后,将S值输入位置比较器9;给定的压下装置 行程S0 比较后,输出压下装置行程波动值δS 。
其物理意义为单位板厚变化所对应的轧制力变化。 当厚度变化为零时,这时当量刚度K为∞。以下用弹跳 方程来分析实现这一过程的原理。
弹跳方程: h=S0 +P/C-----5.3 方程两边取增量(微分)得:
18
h
S0
P C
5.48
考虑到辊缝的调整轧量制与力的变化相 : 反
P h C S0 5.49
引入辊缝调节系数 :
20
辊缝调节系数α与机座控制刚度K及板厚控制的关 系曲线
• α=1,K=∞ 全补偿
• α>0 ∞>K>C 硬特性 (部份补偿)
• α=0,K=C 恒原始辊 缝控制 不补偿
• 0>α>-∞,C>K>0, 软特性(反方向部份 补偿)
• α= - ∞ ,K=0,△P =0 恒压力控制(反 方向全补偿)
21
轧钢机的弹性变形、轧件厚度及板形控制
• 轧辊的弯曲变形:产生轧件的横向厚差,影响 板形。
由于在轧制过程中,轧制力P总是会波动的, 所以产生的工作机座的弹性变形 f 也是变化的。 为了维持板厚不变,必须对此进行补偿。补偿的 方法是在轧制过程中控制压下量,改变轧机的空 载辊缝值;具体采用的自动控制系统称之为自动 板厚控制系统简称为AGC系统(Automatic Gauge Control)。
CVC轧辊辊型曲线设计及控制详细教程
短应力线轧机
连轧差动调速 加热炉节能及微机控制
小型轧机连续化 切分轧制 车后控制冷却 L 中板四辊轧机 热轧窄带钢轧机连续化
轧钢技术论坛
轧钢技术论坛
东北大学硕士学位论文
轧钢技术论坛
第一章 绪论
④ 要有可靠的软件技术; ⑤ 要有配套的高级工程技术人员。 ()轧钢生产现代化具有如下几个特点: 2 ① 轧钢生产以大型化、高速化、连续化、自 动化为基础; ② 逐渐向节约能源、提高质量和收得率、扩大品种等方向发展;
关 词 板 3 技术 键: 形 1 cvc
.护 /
c vc辊 型 曲线
口
v B
,
轧钢技术论坛
轧钢技术论坛
东北大学硕士学位论文
第一章 绪论
第一章 绪论
1 . 1板带生产概况
科学技术的进步大大推动了 世界各国 钢铁企 m 业[ 的发展, 本世纪世界 钢铁工
题的研究可以为现场提供一些解决实际问题的方法。并用于消除带钢在轧制过
程中所产生的横 向厚度偏差,实现获得 良好的板形。
1 本课题主要研究内容 . 4
本课题研究的主要内容有如下几方面:
首先深入分析影响板型的因素,探索板形控制的机理。 其次主要分析造成 板带横向厚度偏差的原因, 并通过改变凸度来控制板型。 建立 C C辊型曲 v 线的
表现在:轧钢工艺技术没有完全掌握;液压元件的制造及液压系统的设计制造 不过关;计算机控制系统、专用控制装置和检测仪表的制造还是空白。
P C轧机是由日 本三菱公司开发完成, 它通过上、 下轧辊的交叉来改变辊缝