双交叉限幅控制在加热炉燃烧控制系统中的应用设计
加热炉交叉限幅自动燃烧控制系统

加热炉交叉限幅自动燃烧控制系统摘要:加热炉交叉限幅自动燃烧控制系统是将交叉限幅技术和自动化系统结合引入到加热炉燃烧控制。
本文以某一双线棒材轧钢厂步进梁式加热炉的燃烧控制系统为例,介绍交叉限幅燃烧控制的基本原理和实际应用情况,阐明交叉限幅燃烧控制如何与自动化系统结合,从而达到提高加热炉的产量、减少燃料的消耗、节约成本,燃料完全充分燃烧保证排放质量的目的。
关键词:步进梁式加热炉; 交叉限幅; 燃烧控制前言:加热炉是轧钢生产线关键设备之一,其作用是将钢坯加热后送往轧机进行轧制。
同时,加热炉还是企业生产轧钢是的主要的能耗设备,其燃料主要为焦炉煤气,混合煤气和各项单一燃气。
由于钢坯的加热时间和轧制时间的限制,如何能够在较短的时间内,将钢坯迅速地达到出钢的温度成为了提升加热炉效率关键问题。
因此,为了解决上述问题,各项燃料的燃烧混合比例及燃料燃烧的充分性成为了关键因素。
如果能够实现最佳的燃烧控制比例,控制加热炉温度始终处于紧缺的控制之下,能够极大的节约能源消耗,同时极大程度上减少对钢坯的燃烧损耗,提高了轧钢的产出质量。
图1:工艺流程图(某一加热段)本文以某一双线棒材轧钢厂步进梁式加热炉的燃烧控制系统为例,介绍交叉限幅燃烧控制的基本原理以及实际应用和操作情况,说明交叉限幅燃烧控制能够对于提高加热炉的产量,同时减少燃料的消耗,燃料完全充分燃烧,保证排放质量等重要指标的提升具有明显的成效。
1 某双线棒材轧钢厂配套的220t/h(冷装)步进梁式加热炉的基本概念步进梁式加热炉控制系统中,主要有顺序控制系统和燃烧控制系统,燃烧控制系统是加热炉自动控制系统中最为重要的控制部分,燃烧控制系统直接影响钢坯加热质量和燃料的消耗。
既要满足轧钢对钢坯温度的要求,又要考虑燃料的经济成本。
交叉限幅燃烧控制就具有其高效节能、灵活可靠控制诸特点。
现就以某棒材线步进梁式加热炉实例,介绍轧钢步进梁式加热炉交叉限幅自动燃烧控制系统2 步进梁式加热炉生产工艺流程简介加热炉是轧钢生产线重要的前道工序。
交叉限幅控制原理与应用

交叉限幅控制原理与应用摘要交叉限幅控制是比较先进的加热炉温度控制弥补了一般的比值控制的不足,从燃料、出口温度、空气三方面考虑,保证了燃料的充分燃烧也保证了空气的不过量,有效的提高了燃料气的利用率。
在实际的使用中还可以根据不同燃料气人为设定空燃比,从而使交叉限幅控制可以满足不同燃料气的加热炉温度控制,实现同一温度控制系统适应不同燃料气需求。
关键词比值控制;交叉限幅;空燃比0引言炼化行业的控制技术在不断的发展和更新中,交叉限幅就是最近几年发展并迅速应用于现实的一种加热炉控制的方案。
在以往的控制中加热炉的控制使用单一的比值控制或使用串级控制,达不到总体控制的要求,在装置生产中增加了操作的难度,交叉限幅的使用减轻了人工操作的难度,通过自动控制提高了加热炉的使用效率。
1 燃烧控制理论燃烧控制是加热炉最重要的控制系统。
燃烧产生的火焰温度可用下列的公式表达:T=(HF+CFTF+KA/FCAT入)/(CF+KA/FCA)式中:T-火焰温度;HF-燃料热值;CA-空气比热;CF-燃料比热;T入-空气入口温度;TF-燃料入口温度;KA/F-空燃比当燃料过量,多余的燃料没能完全燃烧产生热量,反而稀释了燃料与空气混合物的浓度,从而使在相同体积下的燃料和空气的混合物燃料过剩的燃烧热量低。
在燃料和空气都不过量的情况下,即达到合适的空燃比,加热温度才能达到最大值,才能保证加热炉的热效率最高。
2 交叉限幅控制的控制要点及控制原理交叉限幅控制说简单点就是燃料的流量与空气的流量相互影响,相互牵制,最终达到一个平衡点就是合适的空燃比。
交叉限幅实际上是一个具有两个并联回路的串级调节系统,炉出口温度作为主回路,燃料气和空气流量回路并联作为副回路。
这样达到的目的有:1)根据实际空气流量,可以通过模块内的“低选器”对燃料流量进行控制;2)通过实际燃料气流量通过“高选器” 对空气流量进行控制;这样就构成了“交叉限幅”。
交叉限幅控制在系统平稳是静止的,也就是只有燃烧系统的平衡被打破后交叉限幅控制才起作用,在系统平衡时燃料流量控制与空气流量控制是独立的两个控制回路。
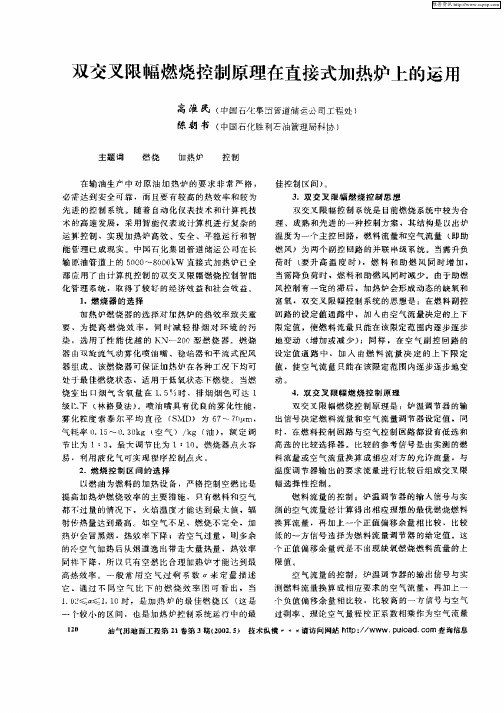
4双交叉限幅控制

课题引入 1.当需要温度升高时,如果是天然气阀先行开大了, 那么燃烧气氛将会是咋样的?
2.当需要温度降低时ຫໍສະໝຸດ 如果是天然气阀先行关小了, 那么燃烧气氛将会是咋样的?
双 交 叉 限 幅 控 制 原 理图
A
0.94 温 度 设 定 值 SP
MAX
MIN
1.04
FIC FF
B
C
Pl
燃 气 流 量 调 节 阀
K3
K1 a
FT
燃 气 流 量 计
PID温 度 调 节 器
燃 气 热 值 空 燃 比 修 正
a
1.06 温 度 测 量 值 PV 0.96
K4
K2
FA
FT
空 气 流 量 计
D A
MIN
E
MAX FIC Pl
空 气 流 量 调 节 阀
B=FA/a*K3
C=FA/a*K1
D=FF/a*K4
E=FF/a*K2
!
!
双交叉限幅控制
牛玉清
课题引入 1.当需要温度升高时,如果是天然气阀先行开大了, 那么燃烧气氛将会是咋样的?
2.当需要温度降低时,如果是天然气阀先行关小了, 那么燃烧气氛将会是咋样的?
课题引入 1.当需要温度升高时,如果是天然气阀先行开大了, 那么燃烧气氛将会是咋样的?
2.当需要温度降低时,如果是天然气阀先行关小了, 那么燃烧气氛将会是咋样的?
双交叉限幅燃烧控制原理在直接式加热炉上的运用_高淮民

煤
成本
2
.
1
.
大 庆 油 田供 热 概 况
,
燃 油 改煤 的 必 要 性
,
大庆油 田 地 处 高 寒 地 带
180
每年供 暖时间长达
随 着 国 际 油 价 的 持续 上 涨 油 价 格 也 不断 攀 升
,
国内成 品油
、
燃料
天
Байду номын сангаас
,
民 用 采 暖 用 热 消 耗 的 能 源 占油 田 能 源 总 耗
。
以渣 油 为 燃 料 的 采 暖 锅 炉 房 供
针 对 目 前 大 庆 油 田 民 用 供 暖 采 用 的 方 式 投 资 高 涉 及 面 广 的 缺 点 建 议 采 用 现 有 价 格较
, ,
。
、
,
低 的 煤 作 为 燃 料 可 保 持 现 有采 暖 方 式 不 变 又 可 解 决 采 暖 费 用 过 高 的 问 题
的 方 式 有 热 电 联供 燃 煤 锅 炉
5000一 S000 kW
燃 风 ) 为 两 个 副控 回 路 的 并 联 串级 系 统
输原 油 管 道上 的 化管 理 系统
1
.
直接 式 加 热 炉 已 全
。
荷 时 ( 要升高 温 度 时 )
当需 降负 荷 时 富氧
,
燃 料 和 助燃 风 同 时 增 加
。
部 应 用 了 由计算 机 控 制 的 双 交 叉 限 幅燃 烧 控 制 智 能
量 的 比 例很 大
房有
1少 m
x
大 庆石 油 管理 局 热 力 公 司 和 部 分 三
17 0
,
热 成本 也 不 断增加
浅谈双交叉限幅在加热炉燃烧过程中的应用

浅谈双交叉限幅在加热炉燃烧过程中的应用发表时间:2018-10-08T12:22:00.130Z 来源:《防护工程》2018年第14期作者:李成新[导读] 在加热炉生产工艺系统中,燃烧控制是一个相当重要的环节,一方面要保证炉膛温度达到一定是数值李成新上海宝钢工业技术服务有限公司上海 201900摘要:在加热炉生产工艺系统中,燃烧控制是一个相当重要的环节,一方面要保证炉膛温度达到一定是数值,以满足炉内板坯轧制的要求,同时要考虑燃料的经济成本。
本文简述某工业炉在技术改造项目过程中,升级采用的双交叉限幅控制系统,在加热炉燃烧过程中的成功应用。
关键词:双交叉限幅;加热炉;燃烧控制1、加热炉改造前的工艺系统组成某轧制厂配置3座步进式加热炉,燃烧采用为天然气为燃料,设计提供的技术数据其低发热数值为33.821MJ/m3,,,根据冷、热装钢条件及加热钢种的不同,板坯在炉膛的加热时间、加热曲线以及热平衡效应均不一样。
该加热炉的有效长度为41.7米,设计分为4个工艺燃烧段,即:预热段、第1加热段、第2加热段、均热段。
加热炉上部采用大调节的平焰烧嘴与低NOx侧向烧嘴相结合的方式给加热炉供热,下部仅采用大调节的低NOx侧向烧嘴供热,这样确保了炉膛升温快、炉温均匀;燃烧火焰不直接冲刷炉料,氧化烧损少,而且有效利用炉底面积,增大了装钢容量。
在各个控制段顶部和侧面分别设置两支S分度号的热电偶,两支热电偶同时工作,分别将检测信号送给控制系统,由于加热炉的燃烧控制系统能够进行炉温自动控制,能够充分满足炉子对不同钢种及产品的变化以及板坯长度方向不同温度的要求,可以对钢坯实现灵活有效的加热,其控制工艺系统组成如图1所示:(以1个控制段为例)图1 加热炉一般工艺流程图改造前的加热炉燃烧自动调节采用单交叉限幅控制系统,主要包括热负荷、送风、引风三个调节回路。
其中,燃料量和送风量的比例是影响燃烧经济性的主要因素。
把加热炉炉膛温度加热到设计预定值,天然气作为加热炉的单一燃料,必须保证天然气的燃烧热值,因此,对天然气的流量控制是一个关键,如果天然气过剩,燃烧过程中多余的天然气会随燃烧尾气排放到大气中,而且多余的燃料容易在烟道内引起二次燃烧,甚至爆炸,既是一种危险又是一种浪费;如果天然气不足,则燃烧不能充分进行,无法使加热炉炉膛温度达到工艺设定值。
双交叉限幅燃烧控制原理在直接式加热炉上的应用
能管 理 已成 现实 中 国石化 集 团管道储 运公 司在 长 输 原 油管道 上 的 5 0  ̄ 8 o k 直接式 加热 炉 已全 o 0 .o o W 部应 用了 由计算 机 控制 的双 交叉 限幅燃烧 控制 智 能 化管理 系统 ,取 得 了较 好 的经济效 益和社 会效 益
维普资讯
双 交叉限幅燃烧控制 原理在直接式加热炉上的运用
高淮 民 ( 中国石化集团管道储运公司 工程处
陈朝 书 ( 中国石化胜利石油管理局科协)
主题 词 燃烧 加 热炉 控 制 佳控 制 区间)
3 .双 交 叉 限 幅 燃 烧 控 制 思 想
燃料 流量 的控 制 :炉温调 节器 的输人 信号与宴 测 的空气 流量 经计 算得 出相应 理想 的最 优燃烧燃 料
换 算 流 量 ,再 加 上 一 个 正 值 偏 移 余 量 相 比 较 , 比 较 低 的 ~ 方 信 号 选 择 为 燃 料 流 量 调 节 器 的 给 定 值 这
都 : 过量 的 情况下 ,火 焰温 度 才能 达到壤大 值 ,辐 射传 热量 达到 虽高 如 空气 不 足 ,燃烧 不完 全 .加 热 炉会 冒黑烟 .热效率 下降 ;若空气 过量 ,则多余 的冷 空气 加热 后从 烟道 逸 出带 走 大量 热量 ,热效 率
请 访 问 网 坫 ht / www uo d c m 查 询 信 息 t p:/ p ia . o
j 0 ≤n 】 1 ,是加 热 炉 的最佳 燃 烧 区 ( 是 . : ≤ . O时 ! 这
一
个 较 小 的 区 间 , 也 是 加 热 炉 控 制 系 统 运 行 中 的最
1I 2 t
油 气 田地 面 工 程 第 2 1卷 第 3期 (0 2 5 技 术 纵 横 … 20.)
应用STD工控机实现加热炉双交叉限幅燃烧控制

应用STD工控机实现加热炉双交叉限幅燃烧控制
茅忠明
【期刊名称】《计算机应用》
【年(卷),期】1994(14)5
【摘要】节能和防止环境污染是燃烧过程中考虑的一个重要目标。
本文介绍的用STD工业控制机实现的双交叉限幅燃烧控制,较好地兼顾了上述目标和系统稳定性之间的关系。
系统程序设计采用了模块化结构,易于阅读,便于修改。
【总页数】1页(P44)
【作者】茅忠明
【作者单位】无
【正文语种】中文
【中图分类】TF325.69
【相关文献】
1.双交叉限幅燃烧控制原理在直接式加热炉上的运用 [J], 高淮民;陈朝书
2.双交叉限幅燃烧控制在加热炉的应用 [J], 廖志锋
3.加热炉双交叉限幅燃烧控制系统简述 [J], 唐洁
4.间接式加热炉燃烧控制系统——交变式串级双交叉限幅控制系统 [J], 张敏
5.简谈加热炉双交叉限幅燃烧控制系统歌功颂德原理 [J], 唐洁
因版权原因,仅展示原文概要,查看原文内容请购买。
双闭环交叉限幅比值控制在锅炉加热控制系统上的应用_李贵娥
动态过程 , 使供浆量等于设定值 , 同时供风量符合最
佳燃烧风浆比 。
图 4 双闭环交叉限幅比例控制
2.4 温度串级控制 [ 4] 工业锅炉通常需要将被加热媒介的出口温度控
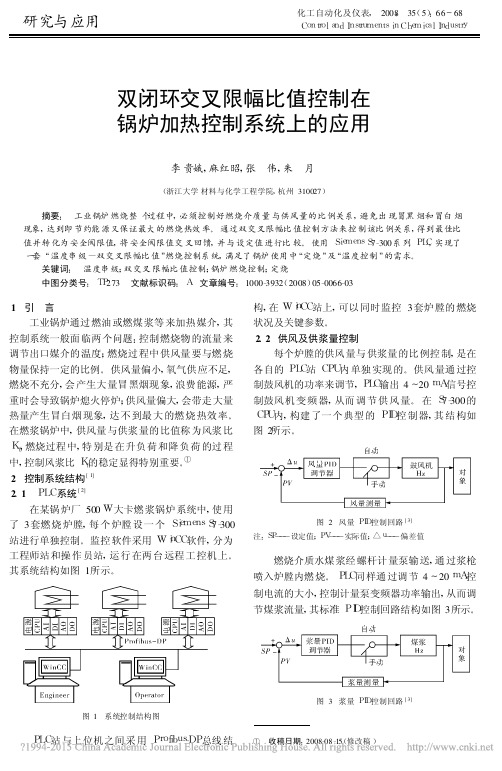
制在恒定的温度 。由于生产过程中被加热媒介的流 量不可避免会出现波动 , 仅 仅 “定烧 ”仍会 出现出口 温度较大偏差的情况 。引入温度 PID控制回路到双 闭 环 交 叉 控 制 中, 得 到 控 制 系 统 的 总 结 构图 , 见图 5。当 PID控制器选为手 动时 , 指定煤 浆量 设定值 , 进锅炉 “定 烧 ” ;动态 过程 稳 定后 切换 到自 动 , 实现温度串级 -双闭环交叉限幅控制 。
在仪表控制中 , 控制两种物料配比关系 恒定 , 称
为比值控制 。锅 炉燃 烧中的 供风 量 /供 浆量 比值 控
制 , 采用双闭 环交叉 限幅比 例控 制算法 。基 本原 理
是测量出当前供 风量 和供浆 量 , 并 根据最 佳风浆 比
Kfj计算出安全阀限 , 将安全阀限值交叉回馈 ,与 设定 值比较 , 比较结果作为最终的设定值 , 由执行机 构输
重时会导致锅炉熄火停炉 ;供风量偏大 , 会带走 大量 热量产生 冒白 烟 现象 , 达 不 到最 大 的燃 烧 热效 率 。 在燃浆锅炉中 , 供风量 与供浆 量的 比值称 为风浆 比 Kfj, 燃烧过程 中 , 特 别是 在 升负 荷 和降 负 荷 的过 程 中 , 控制风浆比 Kfj的稳定显得特别重要 。① 2 控制系统结构 [ 1] 2.1 PLC系统 [ 2]
图 1 系统控制结构图
PLC站 与上 位机 之间 采 用 Profibus-DP总线 结
图 3 浆量 PID控制回路 [ 3] ① 收稿日期 :2008-08-15(修改稿 )
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双交叉限幅控制在加热炉燃烧控制系统中的应用摘要本文主要研究鞍钢大型厂加热炉燃烧控制系统。
鞍钢大型厂加热炉为步进式加热炉,沿长度方向分为预热段、加热段、均热段三个加热段。
根据工艺要求可将加热炉检测和控制系统分为加热炉温度控制、检测系统,助燃空气、混合煤气管道压力控制、检测系统,汽化冷却控制系统等。
其中加热炉各段温度的优化设定和自动控制是主要控制目标。
设计中采用了双交叉限幅控制原理实现加热炉燃烧的自动控制,即以炉膛各段的温度作为调节信号,控制煤气调节阀的开度,以保证相应的燃烧所需煤气的量;同时以煤气流量作为调节信号,按最佳空燃比控制空气调节阀开度,保证相应的燃烧所需的空气量。
采用了双交叉限幅控制方式后提高了系统空燃比的稳定性,增强了炉温的控制效果,并且极大地减少了有害气体的对外排放,达到节能和环保的目的。
设计中采用美国AB公司的ControlLogix5000系列可编程控制器组成分散式控制系统,完成各工艺参数检测和控制,实现了加热炉计算机监控和数据采集,解决了加热炉燃烧过程普遍存在的能耗高,钢坯温度波动严重,温度控制不精确等问题。
关键词:加热炉,双交叉限幅,PLC控制器,温度控制The Application of Double Cross-Limit in the Control Systemof Reheating FurnaceAbstractThe main research of this paper is about the An Shan Iron and Steel Company large-scale factory reheating furnace combustion control system. The An Shan Iron and Steel Company Large-scale Factory reheating furnace is the walking beam reheating furnace, divides into the preheating station, the heating zone, the even heating station along the length direction. According to the technological requirements, the reheating furnace examination and the control system are divided into the reheating furnace temperature control, the examination system, the combustion air, the combination gas pipeline pressure control, the examination system, the vaporization cooling control system and so on. Each section of temperature optimized hypothesis and the automatic control in the reheating furnace are the primary controlling goals.The system has used the double-cross limit control principle realization reheating furnace burning automatic control. The system put each section temperature as the adjustment signal,controlled gas regulating valve opening, and guaranteed corresponding gas the quantity which burning needed. At the same time, put gas flow as regulating signal, control opening degree of air regulating valve according to the best burning ratio. After applying double-cross limit control mode, it can reduce the emission of noxious gas. It can also achieve the energy conservation and the environmental protection goal. Besides, it can improve the stability of air-fuelratio and the effect of the furnace temperature controlling in the system.The system applies the Control Logix5000 series programmable controller composition distributed control system in American A-B Corporation to complete various crafts parameter examination and control and to monitor the computer and to collect the data. So the problem about the heating furnace combustion process is universal high, the billet temperature fluctuation is serious, the precision of temperature control and forth on are solved.Key words:Reheating furnace, double–cross limit, PLC, temperature control目录摘要 (I)1绪论 (1)1.1 步进式加热炉简介和工艺特点 (1)1.2加热炉控制技术应用现状 (1)1.3加热炉燃烧控制系统研究内容及方法 (4)2加热炉的控制系统总体设计 (5)2.1钢坯加热的工艺过程 (5)2.2加热炉主要检测项目 (6)2.2.1煤气与空气压力检测 (7)2.2.2煤气流量检测 (8)2.2.3炉膛内温度检测 (9)2.3加热炉主要调节项目 (9)3加热炉燃烧控制系统设计 (10)3.1加热炉燃烧控制的理念 (10)3.2单交叉限幅控制 (11)3.3双交叉限幅控制 (12)3.4改进型双交叉限幅控制 (14)3.5本文采用的控制设计 (15)4计算机控制系统设计 (17)4.1系统构成和配置 (17)4.2系统功能 (18)4.3系统软件介绍 (19)4.3.1系统软件梯形图 (20)4.3.2系统软件指令介绍 (21)4.4系统软件编程设计 (27)4.4.1热电偶温度控制设计 (27)4.4.2煤气流量温度/压力补正 (28)4.4.3比例积分微分控制器 (29)4.4.4双交叉限幅控制的软件编程 (30)结论 (33)致谢 (34)参考文献 (35)附录A(软件程序) (36)1绪论1.1 步进式加热炉简介和工艺特点加热炉是轧钢生产中的重要设备。
在轧钢厂的热轧生产中,必须将要轧制的钢锭或钢坯加热到一定的温度,使其具有一定的可塑性后进行轧制。
目前,轧钢生产中的加热炉主要为步进式加热炉和推钢式加热炉两种。
步进式加热炉是一种节能高效的加热炉,其工作炉膛分为预热段、加热段、均热段,使用的燃料为煤气。
步进式加热炉有推钢式加热炉无法比拟的优点:不拱钢,不粘钢,氧化烧损小,脱碳少,加热时间短,加热操作灵活,易于和轧制节奏相匹配,加热过程中不划伤,炉子长度不受限制等,易于实现自动控制。
加热炉内钢料温度的优化设定和加热炉自动化控制水平直接影响到能耗,烧损率,废钢率,产量,质量等指标。
步进式炉在提高坯料加热质量,减少温度差方面采取了有效措施:(1)下加热段由初期的侧面供热改成端部供热;(2)均热段和加热段纵向支承梁在炉宽方向错开一段距离以减少水管黑印;(3)增大纵向支承梁上垫块(或骑卡件)高度以减少水管对坯料的遮蔽作用,减少垫块宽度以减少水管对坯料的冷却作用,从而减少水管黑印,金属陶瓷块已开始作用;(4)步进梁对坯料实现轻抬轻放;(5)细长的方坯出料时,配置带4-5挑杆的托出机,在激光装置监视下将方坯托到悬臂辊上[1]。
1.2加热炉控制技术应用现状随着计算机软、硬件技术与智能控制技术的发展,一些先进的科技手段已成功地应用于加热炉的炉温控制中。
目前,计算机自动控制系统在国内外的各钢铁企业得到了非常广泛的应用,并且,作为钢铁工业强国的日本、美国等国家已有了将专家系统和模糊控制应用于钢厂加热炉燃烧控制和炉温控制的报道。
国内在加热炉自动控制方面的研究起步较晚,但发展速度很快,随着工业计算机的逐渐普及和自动控制技术在钢铁企业的应用日趋广泛,加热炉控制理论的研究日渐深入,已经成为自动控制技术工业应用研究的重要领域,并且取得了能够进行实际应用的研究成果[2]。
表1.1和表1.2分别对国外和国内加热炉温度控制技术的应用进行了概括和总结。
从两表比较中不难发现,国内企业加热炉温度控制技术与国外企业相比还有很大差距。
目前,制约国内加热炉控制技术发展的因素主要有以下几方面[3]:(1)国内大部分钢铁企业的加热炉计算机控制系统基本上都是引进国外的成套设表1.1国外钢铁企业加热炉温度控制技术的应用情况钢厂采用的温度控制技术及应用情况采用分区控制策略,把PID控制、强比例控制,马鞍山钢铁公司与Fuzzy控制相结合的复合控制系统,三者之间转换条件是炉温设定值与实际值的温度偏差e,温度上下限通过分析现场数据确定。
莱芜特钢厂以NEUROSHELL神经元网络为基本开展平台,采用BP网络中带阻尼反馈的recurrent网络的寻优功能寻找最佳空燃比。
投入运行后取得良好控制效果,炉温控制精度在设定值±10℃上海宝钢1580热扎厂整个钢坯加热过程实现了数学模型网络控制,根据粗轧出口带钢要求的目标温度,采用炉温或流量设定方法,对板坯温度周期进行计算。
通过加热炉控制模型中的数据层别,实现了对新增的不同规格与钢种的板坯出炉温度的准确控制。