SQ3A系列滚刀式切丝机电气系统
SQ切丝机说明书(机械部份)
SQ311~318型曲刃水平滚刀式切丝机使用说明书(机械部分)共 1 册第 1 册昆明船舶设备集团有限公司云南昆船第二机械有限公司1前言1产权说明SQ311~318型曲刃水平滚刀式切丝机是我公司自行设计制造的产品,产权归属昆明船舶设备集团有限公司。
2 注意事项2.1 开箱验收产品开箱验收时如发现产品及附件与装箱单不符,请与云南昆船第二机械有限公司经营部门联系。
2.2 安装使用对使用说明书中有关设备安装、工件条件、操作、调整等事项应事先了解清楚,避免造成事故。
在正常运输、安装、使用和保养条件下,如发现产品制造质量问题,在规定期限内请与云南昆船第二机械有限公司联系。
2.3 凡不符合使用说明书的操作而造成的设备损伤、人工事故,责任自负。
昆明船舶设备集团有限公司地址:中国云南昆明市人民东路81号邮政编号:650051Tel:(86) -871-3132541Fax:(86) -871-3135511E-mail:****************Ⅱ目次前言…………………………………………………………………………( Ⅱ)1 产品用途和使用范围………………………………………………………( 1)2 主要性能指标及技术参数…………………………………………………( 1)3 使用条件……………………………………………………………………( 4)4 工作原理……………………………………………………………………( 4)5 主要结构及系统……………………………………………………………( 5)6 吊运、开箱及保管…………………………………………………………( 8)7 安装与调整…………………………………………………………………( 8)8 使用与操作 (12)9 维护与保养 (13)10 常见故障及排除 (14)11 随机备件及附件 (15)12供货 (16)13 附图 (16)1 产品用途和使用范围SQ311~319系列曲刃水平滚刀式切丝机(以下简称切丝机)用于烟草制丝生产中,将经过处理的烟叶、•烟梗切成符合制丝工艺规范要求宽度的叶丝、梗丝。
切丝机常见故障及处理方法

切丝机常见故障及处理方法【摘要】烟丝制丝设备是卷烟生产的关键,直接关系到烟草生产企业的生产效益。
论文结合常见烟草制丝设备,分析烟草制丝设备在运行和生产中常见问题和故障,并给出具体的处理方法。
关键词:切丝机电气故障机械故障切丝机按其刀头结构及运动方式一般分为直切式、旋转式、滚刀式三种,滚刀式切丝机按切刀刃口线形状和刀辊轴线方向不同分为直刃倾斜滚刀式、直刃水平滚刀式、曲刃水平滚刀式三种。
无论哪种形式的切丝机其总体结构一般由机架、传动系统、送料系统、切割系统、磨刀系统、液压(气动)系统、电控系统及除尘系统等组成。
一、切丝工作原理物料经水平送料装置(振动小车),送入由上、下铜排链及机架组成的料槽里,由于预压紧输送带和上、下铜排链的同步运动,物料被连续不断地压紧并传送到刀门处,上刀门与上铜排链可一起绕转轴摆动升降,在刀门升降气缸的作下,对不断传送中的物料施以持续和恒定的压力,使物料形成“饼状”,以便于切丝。
在连续转动的刀辊上,均匀安装着8把片切刀,依次连续切割不断输出的“烟饼”。
切出烟丝的宽度由刀辊与上、下铜排链两者的速比来定。
带有滑动支架的磨刀砂轮,可沿着与刀辊转动轴线平行的方向往复运动,用于刃磨刀片。
金刚石修整装置每一往返后,自动修整砂轮。
修整后的砂轮,随同滑动支架运行到另一端时,沿刀辊方向进给一次。
上述过程周而复始,既可使砂轮始终保持锋利,又使砂轮与切刀、切刀与刀门口之间的间隙保持不变,加上刀辊与铜排链之间恒定的速比关系,确保了切丝宽度均匀一致。
切出的烟丝经过料槽输送出去。
同时,不断地将烟丝中的粉尘、金刚石修整砂轮时产生的微粒吸走,以提高烟丝的纯净度。
二、切丝机常见问题1.常见电气故障和原因分析切丝机电气故障的主要表现是电机长时间运行出现异味,电机温度异常升高,同时出现频繁跳闸的情况就可以判断为电气故障,同时也可以根据设备的自动报警显示符号来确定是否是电气故障。
产生这种问题的主要原因主要有两方面,一是电机制动器没完全脱开,存在摩擦阻力,导致电机负荷增加;另一种是切丝机刀片不够锋利,切烟饼时阻力较大,导致运转电机负荷增加,产生电机无故障。
铣床镗床原理图
SQ2工作台自动进给
SQ3、SQ6主轴变速冲动
SQ4、SQ5进给变速冲动
SB1停止按钮
SB2正转启动按钮
SB3反转启动按钮
SB4正转点动按钮
SB5反转点动按钮
SQ7进给正转控制开关
SQ8进给反转控制开关
SQ高、低速控制开关
SR1、SR2速度继电器
R限流电阻
EL照明灯
HL指示灯
TC电源变压器
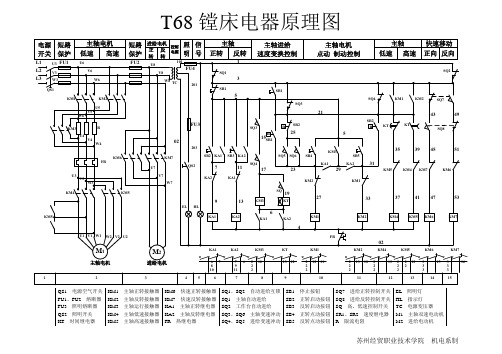
T68镗床电器原理图
QS1电源空气开关
FU1、FU2熔断器
FU3照明熔断器
QS2照明开关
KT时间继电器
KM1主轴正转接触器
KM2主轴反转接触器
KM3主轴运行接触器
KM4主轴低速接触器
KM5主轴高速接触器
KM6快速正转接触器
KM7快速反转接触器
KA1主轴正转继电器
KA2主轴反转继电器
FR热继电器
SQ1、SQ2自动进给互锁
苏州经贸职业技术学院机电系制
KA3冷却泵继电器
FR1主轴继电器
FR2进给热继电器
FR3冷却泵热继电器
VC整流桥堆
YC1主轴制动离合器
YC2进给制动离合器
YC3快速进给离合器
SB1、SB2停止按钮
SB3、SB4主轴启动按钮
SB5、SB6快速进给按钮
SQ1、SQ3进给正转按钮
SQ2、SQ4进给反转按钮
SQ5主轴冲动按钮
SQ6进给冲动按钮
SA1冷却泵控制开关
SA2主轴制动开关
SA3工作台进给开关
SA4主轴正反转选择开关
EL1照明灯
上、下、左、右指示灯
TC1 380V/110V控制变压器
SQ343切丝机垂直进料推烟板自动启闭系统

SQ343切丝机垂直进料推烟板自动启闭系统摘要:SQ343曲刃水平滚刀式切丝机属于垂直进料方式,且是高产机型,进料系统中的推烟板体积大且笨重,而推烟板的启闭又是人力拉动推烟板及由挂钩共同完成推烟板的启闭动作,该动作须两人配合方能完成,生产过程中换牌、停机清理通道频次高,劳动强度大,且挂钩锁紧存在安全隐患。
通过对推烟板启闭控制系统进行改造,利用手动换向阀控制气缸的伸缩,从而达到控制推烟板启闭的目的,大大提高工作效率和工作质量、降低劳动强度并消除安全隐患。
关键词:制丝线;切丝机;推烟板;启闭;气动控制系统;中图分类号:f768.29 文献标识码:A 文章编号:1674-3520(2015)-12-00-01一、切丝机背景贵定卷烟厂现今所使用的切叶丝机为国产SQ343型切丝机,该设备采用垂直进料方式,生产能力7000-14000kg/h,属于高产机型。
该机型用于烟草制丝生产中,将经处理的烟叶切成符合制丝工艺要求的叶丝。
其切丝宽度能在0.7-1.1mm范围内无级调整,生产能力能满足制丝线中叶丝配比量要求。
二、国产SQ343型切丝机现状问题SQ343型切丝机用于制丝线切叶丝,该设备采用垂直进料方式,因属于高产机型,推烟板比其他中、低产机型大且笨重。
每天操作工下班进行退切丝机料仓内的烟叶时,需拉开推烟板退料并清洁。
在卷烟生产制丝车间中,切丝机岗位大部分仅配置一名操作工,而因推烟板笨重,须两人合力才能人工开启推烟板。
一人用力向外拉开推烟板,另一人配合把推烟板安全挂钩挂上,将推烟板固定。
常常因操作工无配合人员无法完成退料清洁工作,使退料仓内两侧积垢,引起切丝不均匀,影响产品质量。
在操作过程中,如果挂钩未挂牢靠,而其中一名操作工松手放开推烟板时,极易造成安全事故,存在较大的安全隐患。
三、推烟板工作原理在SQ343切丝机上安装有垂直进料推烟板,操作工可根据所切丝烟叶的流量、品牌、水分及刀辊转速来实现推烟板调速运行,以满足制丝工艺质量要求。
SQ34型曲刃水平滚刀式切丝机使用说明书范文
SQ34型曲刃水平滚刀式切丝机使用说明书范文二OO三年十月-1-目录1SQ341~SQ344型曲刃水平滚刀式切丝机概述041.1产品型号说明041.2产品品种代号041.3主要适用范围041.4主要技术参数051.5使用条件051.6切丝原理061.7切丝宽度与生产能力的关系072产品结构及特征092.1机架部件092.2输送装置102.3机头架部件152.4刀辊部件162.5砂轮磨刀器部件232.6气动系统272.7电气控制系统303产品技术特性及主要功能363.1技术特性363.2主要功能364外形及安装尺寸375安装、调整及调试40-2-5.1安装405.2调整415.3调试416使用和操作416.1工业PC机操作方法简介416.2开机准备496.3操作程序496.4使用中的有关操作方法517停机因素诊断及故障排除568维护保养和维修588.1日常维护保养588.2定期检查及维修588.3维修的有关程序和方法599运输、贮存649.1吊装运输注意事项649.2贮存6510开箱及检查6510.1开箱注意事项6510.2检查内容6511有关说明66-3-1SQ341~SQ344型曲刃水平滚刀式切丝机概述SQ341~SQ344型曲刃水平滚刀式切丝机系列产品(以下简称切丝机)是本公司综合应用国内外切丝设备的先进技术,通过技术创新,采用新的专利技术开发研制的具有自主知识产权和国际先进水平的国产新一代切丝设备。
1.1产品型号说明SQ341.2产品品种代号SQ341中产型切叶丝机SQ342中产型切梗丝机SQ343高产型切叶丝机SQ344高产型切梗丝机1.3主要适用范围用于烟草行业制丝生产中,将经处理的烟叶或烟梗切成符合制丝工艺要求的叶丝或梗丝。
其切丝宽度能在0.1~1.5mm范围内无级调整,生产能力能满足制丝线中叶丝及梗丝配比量要求。
适用于5000~12000kg/h制丝线的切丝生产:a)SQ341型和SQ342型适用于装备5000~8000kg/h制丝生产线;-4-改进设计代号型别序号:41~44型别代号:曲刃水平滚刀式组别代号:切丝类别代号:制丝b)SQ343型和SQ344型适用于装备8000~12000kg/h制丝生产线。
滚刀式切丝机压刀板弹性变形压紧力分析

创新方法研科技创新导报 Science and Technology Innovation Herald9烟草制丝工艺中的切丝是将经过前期处理后的片烟或烟梗切割成合格的叶丝或梗丝[1],目前制丝生产线中大量采用的是滚刀式切丝机[2]。
滚刀式切丝机依靠分布在其圆周方向上的刀片,对烟草物料进行连续的旋转切削,而压刀板所起的作用是压紧固定刀片,保证刀片切削过程的稳定[3]。
若压刀板压刀过紧,刀片进刀系统受阻导致切丝质量下降[4];反之,切丝过程中刀片失稳影响切丝甚至发生事故。
刀片压紧力由压刀板弹性变形产生,应用有限元法对压刀板的弹性变形进行数值模拟[5],定量求解压刀力对于压刀板的优化设计及改进具有重要意义。
1 刀片所需压紧力的理论计算刀片所需压紧力主要包括两部分,一是切削力沿刀片法向的分力1F ,二是刀片旋转的离心力2F 。
(1)切削力[6-7]分为主切削力t F 和法向切削力r F ,如图1所示。
在理想工况条件下,单位面积上的切削力为:ab F f t / (1)式中f 为单位切削力(N/mm 2)t F 为主切削力(N)①作者简介:苏玉龙(1986—),男,汉,山东莱芜人,硕士,助理工程师,主要从事烟草机械切丝机设计工作。
DOI:10.16660/ki.1674-098X.2015.33.009滚刀式切丝机压刀板弹性变形压紧力分析①苏玉龙(秦皇岛烟草机械有限责任公司 河北秦皇岛 066318)摘 要:根据滚刀式切丝机切削原理,分析了刀片在切削烟草物料时的受力情况,得到了滚刀式切丝机刀片所需压紧力的理论计算方法;通过有限元模拟分析,得出了压刀板的弹性变形结果,分析了在不同的压刀螺钉压紧角度和不同拧紧力矩时压刀板发生弹性变形产生压紧力的大小规律,得出了设计压刀板应该考虑的关键因素是设计合适的压刀螺钉压紧角度,从而为定量设计压刀板提供了新的途径。
关键词:滚刀式切丝机 弹性变形 压刀板 压紧力中图分类号:TS43文献标识码:A文章编号:1674-098X(2015)11(c)-0009-02图1 切削力分析图图2 压刀板受力模型及有限元模型图3 刀片压紧力随螺钉压紧角的变化图4 刀片压紧力随拧紧力矩的变化新方法研究科技创新导报 Science and Technology Innovation Herald10a 、b 为物料切面的长和宽(mm)根据物料含水率、物料纤维、切削条件等,引入工况系数K ,可推出切削力的计算公式:f b a K F t ⨯⨯⨯= (2)根据经验,叶丝的工况系数在1.1~1.5之间,梗丝在1.2~1.8之间,单位切削力f 在0.01~0.04 N/m m 2之间。
切丝机原理及结构(尹文刚)

点击控制触摸屏主界面上的“设臵”按钮打开“参数 设臵”对话框,在“切丝宽度” 一栏中的输入切丝宽度(可 输入范围3~30,单位0.01mm)。当切丝宽度实际值与显示 值有误差时,可使用主界面上的“切丝宽度微调” 一栏中的 三角按钮进行修正,修正程度取值范围-400~十400
一、切丝机开机前检查工作 1.液压(气压)系统的检查 2.料仓的检查 3.刀门装置的检查 4.进刀系统的检査 5.砂轮修整器的检查 6.磨刀系统的检查
切丝机刀门装臵包括;上刀门、上刀门座、上刀门盖板、 左右侧刀门、下刀门座、下刀门及下刀门盖板等
对刀门装置的检查有以下几个方面: (1)检查各刀门是否磨损:
(2)检查上刀门升降是否顺利 (3)检査下刀门是否下沉
(1)碟型弹簧的检查。
(2)刀片寿命的检查
刀片的使用寿命取决于刀片的进给量和刀辊的转速
3.技术要点
(1)流量均匀稳定,不超过设备的工艺制造能力, 供料均衡,铺料均匀不脱节, 刀门四角勿空松。 (2)刀门应平行,并与刀片平行,刀门与刀片间的 间隙调整适当。 (3)刀片材质、硬度和尺寸规格应均匀一致,磨刀 砂轮符合质量要求。正常运行 期间刀口应锋利,不卷 刃、不缺口。 (4)刀片进给系统应保持工作正常。 (5)刀门高度适当,压力调整适宜,正常工作时应 保证稳定。 (6)调整切丝机时不合格叶丝必须剔除。 (7)切丝宽度设定应充分考虑到对叶丝物理指标和 感官质量的影响。
《培训教材》
2013版
—尹文刚
切丝机的结构
1.喂料系统 2.机架 3.送料系统 4.刀门系统 5.刀辊系统
6.磨刀系统 7.液压(气压)系统 8.电控系统
喂料系统的作用是将上道工序送来的物料均匀地送入切 丝机送料系统的料仓内,确保切丝机连续供料,同时将物料 初步压实。 切丝机喂料系统分为垂直喂料和水平喂料两种方式。
提高SQ35系列切丝机稳定性一些论文

提高SQ35系列切丝机稳定性的一些探索【摘要】通过使用profibus-dp技术来控制排链及刀辊变频器,避免了模拟量控制的弊端,保证了切丝宽度的稳定控制。
【关键词】切丝机;6se70变频器;profibus-dp;s73000.引言目前烟草行业的竞争日益激烈,烟草制品的质量稳定性是烟草企业对外竞争的重要保证。
就制丝环节来说,切丝宽度的控制是至关重要的一个指标,它对烟丝的填充值、碎丝率等都有重大的影响。
1.问题的提出我们浙江中烟工业有限责任公司杭州卷烟厂制丝车间目前使用的是两台由昆明第二机器厂生产的sq35型曲刃水平滚刀式切丝机,经过多年的使用后发现该系列切丝机存在着切丝不稳定的情况,经过检查多是由于电气系统设计的局限以及线路老化引起的,因此有必要对现有的电气系统进行一些改进,从而保证切丝宽度的稳定。
2.原理介绍物料经送料装置进入由上、下排链及机架构成的楔形通道,上下排链作输送运动,上排链在作输送运动的同时又在刀门气缸作用下对物料施以持续压力,在上下排链的复合运动中使物料形成“饼状”并输送到刀门处。
转动的刀辊上均匀装有8把刀片,刀片在推刀驱动装置的作用下可持续定量进给,从而将从刀门连续输出的“烟饼”切成烟丝,从落料斗送出。
切丝机由一个高性能plc对排链电机变频调速器和刀辊电机变频调速器进行集中控制。
以刀辊电机为主动电机、排链电机为被动电机,当切丝宽度设定值设定后,给刀辊电机调定一定的转速,plc即按照预存的公式进行高速运算,并通过对排链电机变频调速器频率输出量的控制,使排链电机获得相应的速度。
3.原因分析sq35型切丝机采用德国西门子公司的6se70系列变频来控制对应的排链和刀辊电动机,采用端子控制的方式,即通过x102板上的26、27端子输入0-10v的模拟量来调节变频器的输出频率,达到控制电动机以的运行速度。
由于变频器通过采集电压信号来控制输出,我们知道电压信号遇到电阻具有分压作用,而经过分析从模拟量产生到最终输入到变频器的回路中有许多我们所谓的“断点”,即接触器的一副触点、接线端子等,我们也知道导体的电阻与它的接触面积成反比,一旦这些断点接触不好,在接触的部分仅有少量的接触面积,那么就相当于是在接触部分串接了一个电阻,那么到达变频器的电压自然需要被分掉一部分的电压,则变频器的输出频率变小,电动机的转速自然会变低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SQ3A系列滚刀式切丝机电气系统
1. 电气控制原理简介 系统概述:SQ3A系列切丝机是我公司自行设计制造的数控式新一 代制丝设备。电气控制系统由我公司独立设计,并申报了国家专利,电 控系统的主要特点为:电辊和排链分别由两个电机带动,两个电机又分 别由两个变频器驱动。采用可编程控制器作整机核心控制器器件。控制 操作面板上安装有彩色触摸式显示控制屏,需显示的数据和故障图形能 清晰地显示在屏幕上,使切丝机的操作和调整设定更为方便可靠。根据 厂家要求可以安装通讯模块,实现切丝机与外设的联网通讯。 切丝机由PLC进行集中控制,PLC担负着切丝宽度控制,各机械运 动启停,故障检测,整机保护报警信号等的控制。彩色触摸显示屏是人 机对话的窗口,通过它可以进行切丝宽度设定、刀片宽度设定和显示工 作状态选择设定、刀辊转速显示、排链转速显示、切丝宽度显示、切丝 产量显示、刀辊电流显示、排链电流显示、刀门高度显示以及整机动画 图显示等。
2。电气控制系统的组成及各部分的功能
2.1 慨述 SQ3A系列切丝机电气控制系统由三部分组成:即电气控制柜, 机身电路及悬吊控制盒。三个部分按电控原理图进行电气连接(详见 电路图),各部分的作用阐述如下。 2.2 电气控制柜 电气控制柜位于切丝机右侧,电气控制的大部分主要元件均装在 此柜中。 柜内分为左右两个空间,左边空间最上边是已经组态的PLC可编 程控制器和小型继电器。中间是各种交流接触器,低压断路器。最下 边是一排接线端子。左上边有三个钮子开关;XB1出料振槽联锁, XB2 气压联锁短接,XB3电器箱照明。在单机调试时,可将XB1和 XB2接通,使无“出料振槽信号”和“气压低落”时,仍能启动切丝 机。另外,还有一块专用的刀门高度数字显示电路板,它的作用是将 刀门高度电位器取得的信号进行处理,用于刀门高度显示。电柜右边 装有两个变频器,厚度较小的是排链电机变频器,另一个是刀辊电机 变频器,它们下边装有一个制动单元,用于刀辊电机停机时制动,使 刀辊在短时间内快速停止转动。电柜右侧下边有一排外引接线端子 XT2。切丝机到生产线安装时,可利用这些端子进行在线连接,使切 丝机在生产过程中与其他设备联动,正常进行生产作业。详见电原理 图。电柜右上侧端面上安装了一个切丝机上电空气开关,一个钥匙开 关和一个三位旋钮开关,当打开钥匙开关后,才允许排链在维修时进, 停,退运动,速度由事先设好的输入量决定。另外还装有一个小车振 槽的电源插座。
2.3 机身电路 机身电路是对机身上安装的刀辊电机、排链电机、砂轮电机、往 复电机、匀梗(供料)电机进行供电的电路和机身上各传感器进行连 接的电路。 五个电机的供电均由电柜中相应的交流接触器控 小刀门脱落(1、2) 、砂轮耗尽、砂轮备好、排链超载、刀门超高、气 压低落。另外还有两个旋钮开关,分别是砂轮往复手动左、右行SB9. 维修排链进、停、退SA4。机头上还装有砂轮往复行程开关,刀辊电 机手动制动和手动进刀的按钮盒。机身进料通道上方装有高、低料位 光电开关。机身上的电器件根据电路图进行连接,最终引至电柜。完 成切丝机的电力驱动、故障检测、手动控制、料位控制、往复控制等 功能。 机头右侧柜中装有两个电磁阀,一个是气源管道通断,一个是刀 门气缸升,停,降。另外还有一个空气压力开关,用来检测系统压力, 当空气压力低时,空气压力动作,切丝机停止工作。
2.4 悬吊控制盒
3 电气控制系统
3.2 控制模式 本系统采用刀辊和排链分别驱动,由PLC(或工控机)及高性能 全数字矢量变频器协调二者之间按调定速比同步运行。从而实现制丝 工艺规定范围内精确的切丝宽度并无级可调。 3.3 驱动控制技术 3.3.1 高品质的刀辊传动控制 刀辊传动系统采用西门子公司的三相交流异步伺服电动机(带旋 转变压器,报闸系统,强制冷却风机)和与之匹配的SEW公司新型 MOVIDRIVE电流矢量全数字控制变频器组成,电机内置的旋转变压 器闭环反馈控制回路,增大了电机低速转矩,且电机对负载的变化响 应时间小至几毫秒,极大提高了动态性能,实现精确运转。另外,电 机内置的报闸系统给更换刀片和设备维护保养提供了极大的便利。 3.3.2 无超调,无静差的排链伺服系统 排链传动系统采用SEW公司三相交流同步伺服电动机(带旋转 变压器)及相匹配的伺服控制全数字变频器,电机内置的旋转变压器 闭环反馈控制回路,增大了电机低速转矩,且电机对负载的变化响应 时间小至几毫秒,极大提高了动态性能,保证排链按所设定的速比快 速,精确地跟踪刀辊转速。实现无超调,无静差。
3.3.3 同步技术 采用SEW公司MOVIDRIVE驱动变频器功能扩展选件DFP11A同 步板,DFP11A同步板对主机(刀辊变频器)和从机(排链变频器) 的转子转角进行不断的比较,根据同步运行的比率数的设置值进行控 制,实现刀辊电机与排链电机按可调比率同步运行,从而保证了精确, 稳定的切丝宽度。 3.4 总线技术 SQ3A系列切丝机电控系统采用PROFIBUS(或DEVICENET)现 场总线,由西门子S7300PLC(或ABSLC500 ) 的CPU对刀辊变频器, 排链变频器,彩色显示触摸屏通过PROFIBUS(或DEVICENET)现场 总线,完成数据的实时交换,保证控制系统的可靠稳定运行。 3.5 通讯技术 SQ3A系列切丝机系统根据用户的需要,可配置相应的通讯模块 与制丝线相应的现场总线联网通讯(标准配置PROFIBUS-DP). 3.6 监控技术 SQ3A系列切丝机采用彩色显示触摸屏通过与PLC的CPU模块通 讯实现全汉字化的友好界面,具有动画仿真切丝机运行状态,工艺参 数的设置,工作参数的显示以及故障自诊断等功能。