工艺过程卡片及工序卡片 - 副本 (2)
机械加工工序卡片工艺过程卡片
机械加工工序卡片工艺
过程卡片
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
车间
毛坯种
类
铸件
设备名
称
摇臂钻
床
夹具编号
工位器具编号
工
步工步内容工艺装备主轴速度
机械加工工序卡片
工艺装备
机械加工工序卡片
工艺装备
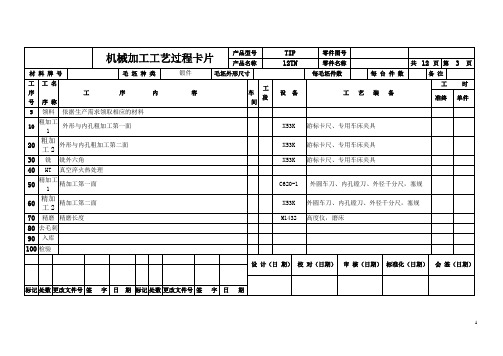
机械加工工艺过程卡片。
细长轴工艺过程卡

产品型号
零(部)件图号
第1页
产品名称
细长轴
零(部)件名称
细长轴
共1页
材料牌号
HT300
毛坯种类
铸件
毛坯外形尺寸
φ57X370
每毛坯件数
1
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铸造
铸造
热
金属模
2
清砂
清砂
热
3
时效
人工时效
热
加热炉
4
车
夹持外圆,用千分表校正同心,做两端面工艺顶孔
车床CA6136
倒角车刀,槽车刀
25
20
8
车
两顶尖装夹,精车外圆尺寸45,40,30到量,M27精车完成
金
车床CA6136
外圆车刀,螺纹车刀,两顶尖,跟刀架
29
20
9
车
装夹45外圆,校正外圆A基准面,钻18孔至17后换内孔车刀精车到量,端面精车。反面装夹40外圆M12孔完成,沉孔18深4精车完成,端面总长相关尺寸精车
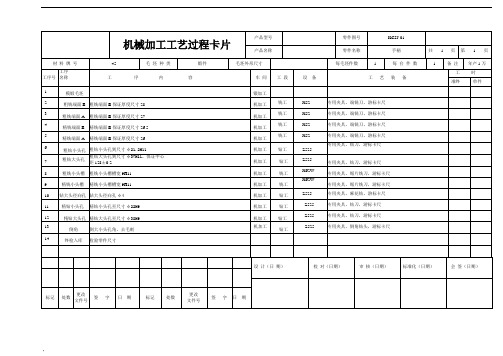
机械加工工艺过程卡片产品型号零部件图号第1页产品名称细长轴零部件名称细长轴共1页材料牌号ht300毛坯种类铸件毛坯外形尺寸57x370每毛坯件数1每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1铸造铸造热金属模2清砂清砂热3时效人工时效热加热炉4车夹持外圆用千分表校正同心做两端面工艺顶孔金车床ca6136三爪卡盘中心钻1055车两顶尖装夹外圆尺寸4540及30粗车留量至464131金车床ca613690度外圆车刀两顶尖25106车两顶尖装夹t55粗车半精车精车到量金车床ca6136螺纹车刀两顶尖23187车两顶尖装夹精车横向凹槽尺寸2x1倒角各棱边1x45金车床ca6136倒角车刀槽车刀25208车两顶尖装夹精车外圆尺寸454030到量m27精车完成金车床ca6136外圆车刀螺纹车刀两顶尖跟刀架29209车装夹45外圆校正外圆a基准面钻18孔至17后换内孔车刀精车到量端面精车
(完整版)塑料加工工艺过程卡片及成型工序模板

(完整版)塑料加工工艺过程卡片及成型工序模板塑料加工工艺过程卡片及成型工序模板(完整版)介绍本文档旨在提供塑料加工工艺过程卡片及成型工序模板的完整版本。
该工艺过程卡片和工序模板可以帮助加工厂有效管理和记录塑料加工过程,确保生产的一致性和质量。
工艺过程卡片1. 产品信息- 产品名称:- 产品编号:- 产品材料:- 产品尺寸:- 产品数量:2. 加工参数- 原料温度:- 注塑温度:- 注塑压力:- 热流道温度:- 冷却时间:- 射嘴直径:3. 操作指导- 开机前检查:- 塑料料筒更换:- 打开模具:- 调整注塑压力和温度:- 开始注塑:- 注塑完成后处理:4. 检验要点- 外观检查:- 尺寸检查:- 强度测试:- 颜色测试:- 检验记录:5. 注意事项- 安全操作:- 避免过度注塑:- 控制热流道温度:- 定期保养模具:- 处理异常情况:成型工序模板1. 工序编号:2. 工序名称:3. 工序描述:- 完成上一工序后,将产品移至本工序工作台。
- 按要求进行必要的准备工作,如调整设备设置和更换工装。
- 按照操作指导执行本工序的加工工艺。
- 在完成工序后,将产品移至下一工序工作台。
4. 操作要点:- 加工参数要求:- 操作时间要求:- 检验要求:- 注意事项:5. 相关记录:- 准备工作记录:- 加工过程记录:- 检验记录:以上为塑料加工工艺过程卡片及成型工序模板的完整版。
使用这些工具可以帮助加工厂更好地管理和记录整个塑料加工过程,提高生产效率和产品质量。
为确保准确性和一致性,每次操作前请仔细阅读操作指导并进行相关的检查和记录。
装配工艺过程卡片(模板)
标记
处数 更改文件号 签字
日期
标记
处数 更改文件号
签字
日期
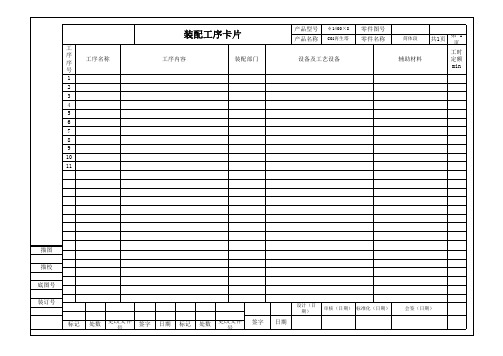
装配工序卡片
工 序 序 号 1 2 3 4 5 6 7 8 9 10 11 工序名称 工序内容 装配部门
产品型号 产品名称
φ1400×8 C02再生塔
零件图号 零件名称
筒体段
共1页 第 1页 工时 定额 min
设备及工艺设备
辅助材料
描图 描校 Leabharlann 图号 装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)
装配工序卡片产品型号14008零件图号产品名称零件名称工序名称工序内容装配部门设备及工艺设备辅助材料1011描图底图号装订号设计日期审核日期标准化日期会签日期签字日期标记更改文件号签字日期标记更改文件号c02再生塔工时定额min装配工艺过程卡片产品型号零件图号产品名称零件名称工序名称车间工段设备工序工时简图
柴油机连杆零件机械加工工艺过程卡片及工序卡(第一部分)【范本模板】
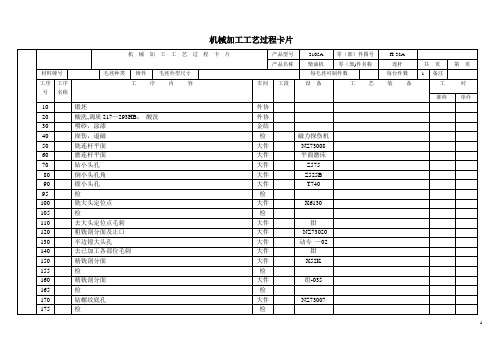
机械加工工艺过程卡片产品名称柴油机零(部)件名称大件老连杆共(43 )页第( 1 )页车间工序号工序名称材料牌号50 铣连杆平面毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数连杆两平面铣床NZ73008 专—229 4夹具编号夹具名称切削液冷却液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣上平面至连杆身中心平面86 108 2.09 1。
8 1 描图2 精铣上平面至杆身中心平面86 108 2.09 0.7 13 粗铣下平面至86 108 2。
09 1。
8 1 描校4 精铣下平面86 108 2。
09 0.7 1装订号设计(日期)审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称柴油机零(部)件名称连杆共(43 )页第( 2 )页车间工序号工序名称材料牌号60 磨两平面毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数平面磨床苏联037-1 6夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 磨上平面至杆身中心平面1000 1100 0。
02 0。
4 20 描图磨下平面至尺寸1000 1100 0。
02 0.4 20 退磁描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称柴油机零(部)件名称连杆共(43 )页第( 3 )页车间工序号工序名称材料牌号70 钻小头孔毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立钻Z575 021—51 1夹具编号夹具名称切削液浮化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻小头孔至尺寸88 11.75 0.34 54 1 描图描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号2105A 零(部)件图号H—32A产品名称柴油机零(部)件名称连杆共(43 )页第( 4 )页车间工序号工序名称材料牌号大件老连杆80 倒小头孔角45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数立衍X525B 021—56 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔上端倒角至尺寸85 12。
KCSJ-01 手柄机械加工工艺过程卡片及工序卡
59.35
0.18
1
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
KCSJ-01
产品名称
零件名称
手柄
共
2
页
第
2
页
车间
工序号
工序名称
材料牌号
机加工
3
粗铣端面A
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
60
59.35
0.18
1
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
终检入库
检验零件尺寸
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
KCSJ-01
产品名称
零件名称
手柄
共
2
页
第
1
页
车间
工序号
工序名称
材料牌号
机加工
2
粗铣端面B
HT200
毛坯种类
生产工艺流程卡范文

生产工艺流程卡范文生产工艺流程卡是用于指导和记录产品的生产工艺流程的一种重要生产管理工具。
它主要包括工序名称、工序内容、工时、工装、生产设备、检验要求、质量控制点等,以及在每个工序下方设计上料、工器具、质量检查等空白位置。
以下是一个典型的生产工艺流程卡的内容示例。
一、制作产品的物料准备:1.物料名称:XXX2.物料规格:XXX3.物料数量:XXX二、工序一:准备工作1.工序名称:准备工作2.工序内容:(1)清洁生产设备(2)对产品进行初步检查3.工时:30分钟4.工装:无5.生产设备:清洁工具6.检验要求:无7.质量控制点:无8.上料:(1)物料A:XXX数量(2)物料B:XXX数量9.工器具:(1)工具A:1个(2)工具B:2个10.质量检查:无三、工序二:加工1.工序名称:加工2.工序内容:(1)设置生产设备(2)加工物料(3)对产品进行加工检查3.工时:2小时4.工装:夹具5.生产设备:加工机床6.检验要求:加工表面粗糙度应满足XXXX要求7.质量控制点:(1)加工精度检验(2)加工尺寸检查8.上料:(1)物料C:XXX数量(2)物料D:XXX数量9.工器具:(1)工具C:2个(2)工具D:3个10.质量检查:(1)检查加工精度(2)检查尺寸四、工序三:组装1.工序名称:组装2.工序内容:(1)对产品进行组装(2)进行组装检查3.工时:1小时4.工装:无5.生产设备:组装台6.检验要求:组装精度应满足XXXX要求7.质量控制点:(1)组装精度检验(2)组装质量检查8.上料:(1)物料E:XXX数量(2)物料F:XXX数量9.工器具:(1)工具E:3个(2)工具F:2个10.质量检查:(1)检查组装精度(2)检查组装质量五、工序四:包装1.工序名称:包装2.工序内容:(1)对产品进行包装(2)进行包装检查3.工时:30分钟4.工装:包装纸箱5.生产设备:无6.检验要求:包装完整,无损坏7.质量控制点:无8.上料:无9.工器具:无10.质量检查:(1)检查包装是否完整(2)检查包装是否损坏以上是一个典型的生产工艺流程卡的示例。
工艺过程卡及工序卡(范本)
30铣
机械加工工序卡片
产品型号 零件图号
产品名称
零件名称
共
12 页 第 6 页
车间
工序号 工序名称 材 料 牌 号
工序30 铣六角 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
设备名称
设备型号
设备编号
同时加工件数
C620-1
夹具编号
夹具名称 切削液
专用卡爪
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给
次数 工步工时
r/min m/min mm/r mm 机动 辅助 1 铣外六角
铣刀
380 44.1 0.33 1.3 1 4.5s 380 44.1 0.33 1.3 1 122.97s 380 44.1 0.33 1.3 1 43.04s 380 44.1 0.33 1.3 1 17.44s
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
外六角
外六角。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(min)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时/min
r/min
m/min
mm/r
mm
机动
辅助
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期