宽带钢热连轧机的板形检测
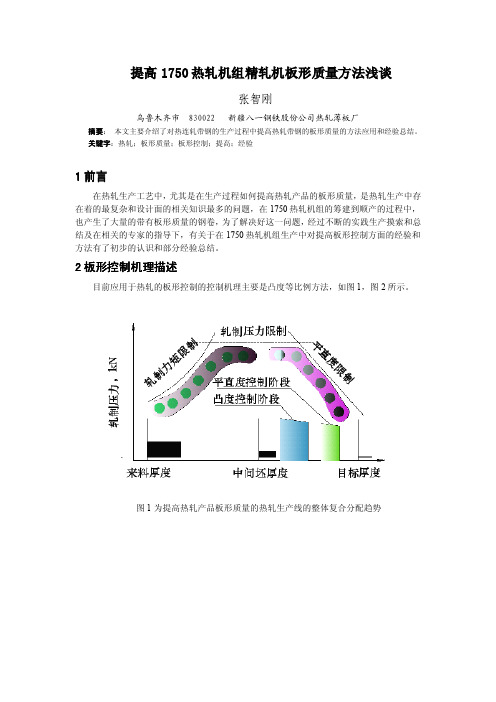
热轧精轧机板形控制操作方法和经验浅谈
OS 机架水平 DS
OS≥DS OS≥DS OS≥DS OS≥DS
水平度最大范围
≤0.15mm/3m ≤0.15mm/3m ≤0.15mm/3m ≤0.15mm/3m
支持辊轧制 吨位
8 万吨 8 万吨 8 万吨 6 万吨
水平度要求
精轧 机的下支 撑辊水平度倾斜方 向必须一致,同时下 支撑辊的水平度应 该≤0.05mm/m
轧机传动侧和操作侧的 HGC 动作不同步、响应不同步、活套在工作时有机械干涉,及 轧机之间的侧导板和过渡板存在着不利于钢带自由通过的因素,这些都是影响板形提高的最 基本的因素。AGC、AFC 自动闭环和开环控制功能的影响因素,由于外方调试的这些自动 控制功能时处于技术保密顾虑不是太充分的给 1750 热轧职工培训,导致有可能在使用的方 法不正确导致增加了堆钢的次数。同时,VAI 制作的自动控制功能是否有自身的缺陷和尚未 调试优化,导致了功能在工作时发生堆钢和轧烂的事故,这些都是影响到堆钢和轧烂的软件 方面的因素。
是否均匀的主要因素。精轧机的入口擦拭器和出口切水板对工作辊轧制时的紧密配合是提高 板形控制的基础工作,轧制薄规格时必须要求切水板精密结合。另外还要扼制精轧区的冷却 水对带钢的不规则冷却和异常冷却对轧制的钢卷的断面的不规则带来的温度不均匀的影响。 3.4.4 操作工调整时的方法对板形控制和提高的影响:
粗轧中间坯操作侧和传动侧的厚度偏差对精轧板形控制有明显的影响因素:粗轧轧出的 中间坯在操作侧和传动侧的厚度偏差值小于±1mm 时,精轧机控制板形比较空难。 粗轧轧 出的中间坯在操作侧和传动侧的厚度偏差值小于±1mm 时,中间坯在不存在明显的镰刀弯 时,精轧的轧制稳定性较好。 3.3 中间坯的横截面温度差对板形控制的影响因素:
通过用这样的操作方法,操作员充分的把握好对轧机在整体单个轧制计划中的稳定状态 的控制的几个重要的阶段。在前一个阶段的快速的调整中要把带尾的形状也要仔细观察,同 时结合对侧导板的夹紧间隙控制,使轧制计划在轧制到薄规格的主题材前进入轧机的稳定状 态,为轧制主题材做好一定的良好基础。对于状态不好的轧机或着对于试验比较高的轧制带 钢就要使轧机的稳定状态要控制的更高和更充分,可以相应的就增加更多的易轧材帮助操作 工充分的调平轧机。
板形自动控制在热连轧中的应用

机 械 工 程 与 自 动 化
M ECHANI CAL ENGI NEERI NG & AUT( ) M ATI ( ) N
NO .5 Oc t .
文章 编 号 : 1 6 7 2 — 6 4 1 3 ( 2 0 1 3 ) 0 5 — 0 2 0 8 — 0 2
置 主要是 利用 传感 技 术来 实 现 对 带 钢 板 形 的检 测 , 板 形 检测 主要 分两种 : 测 量 带 材横 向 张力 分 布 的 隐 含板 形 和测量 带材 表 面波浪 度 的宏 观 波形 。热 轧过程 中使 用 的检测 装 置 以测 量宏 观 板 形 为 主 , 目前 钢 铁 公 司采 用 较 多的是 激光板 形仪 。 1 板 形控 制 系统构 成 带 钢热 连轧 板 形 质 量 控 制 的 区 域 主 要 是 在 精 轧 区, 在精 轧 区域 的出 口安装 凸度 仪 和平 坦 度 仪 是 保证 板 形控制 的关 键 。 目前 , 热 连轧 生 产 线 大 多 采 用 四辊 六 机架 连轧 机组 , 对 于每 个 机 架来 说 都 具 备 正 负 弯 辊 和窜 辊 的 功 能 。 系 统 设 定 弯 辊 力 的 最 大 调 节 值 达 4 0 0 0 k N, 机架 F 1 、 F 2 、 F 3的 最 大 窜 辊 量 为 1 5 0 mm, F 4 、 F 5 、 F 6的最 大 窜 辊 量 为 2 0 0 mm。弯 辊 控 制是 动 态 板形 调控 的重要 手段 , 凸度 控制 、 平坦 度控 制 为反馈 的辅助 手段 。 板 形控 制程序 根 据其 系统 结 构 图设 计 编 写 , 如 图 1 所示 。该 系 统 中 主要 包 含 板 形 设 定 、 弯辊 力 前 馈控 制、 弯辊 力正 弯与 负 弯控 制 、 凸度 仪 的反 馈 闭 环 控 制 、 平 坦度 的反馈 闭环 控 制 、 板 形 与板 厚 的解 耦 控 制 等 手 段 。其 中板 形设定 主要 是 由操 作 人员 根据 客户 的 生产 要求, 按 已设 计好 的数 学模 型计算 设定 , 以达 到工艺 要 求 。弯辊 力 前馈控 制 的 目的主要 是对 带钢 在轧 制生 产 中的轧 制力 波动进 行预 控制 。 凸度反馈 控 制 与平坦 度 闭环 反馈 控制 是 为了得 到理 想板 形 的一种 精 细控制 手
新一代高技术宽带钢轧机电工钢高精度板形控制研究进展

新一代高技术宽带钢轧机电工钢高精度板形控制研究进展曹建国;宋纯宁;孙磊;谭星勇;李艳琳;孔宁【期刊名称】《塑性工程学报》【年(卷),期】2024(31)4【摘要】自由规程轧制是实现柔性一体化生产组织和追求最大生产效率的必要途径,板形控制一直是制约电工钢自由规程轧制的瓶颈难题。
阐述了国际上对新一代高技术宽带钢轧机机型的不断探索与板形控制技术特征及其日趋复杂化的进展研究;基于热模拟与数学模型构建了电工钢完整轧制过程的高温本构关系,建立了电工钢热塑性变形过程集成仿真模型,原创构建了电工钢自由规程轧制完整过程中可同时控制不均匀变形和不均匀磨损的非对称自补偿轧制作用机制、提出了一种由数据与机理融合驱动的电工钢自由规程轧制形性协同的非对称自补偿轧制轧辊辊形、液压窜辊和液压弯辊的高精度融合控制方法。
结合生产实际提出了新一代高技术热连轧自由规程轧制过程的全板形融合π机型与板形控制创新技术,突破性实现了高效低成本对新一代高技术宽带钢轧机自由规程轧制的高精度板形控制,为现场工业生产提供了理论基础和创新实现路径。
最后展望了宽幅电工钢高精度板形控制的创新发展趋势。
【总页数】12页(P131-142)【作者】曹建国;宋纯宁;孙磊;谭星勇;李艳琳;孔宁【作者单位】北京科技大学机械工程学院;北京科技大学顺德创新学院;北京科技大学人工智能研究院;北京科技大学国家板带生产先进装备工程技术研究中心;北京科技大学高效轧制与智能制造国家工程研究中心【正文语种】中文【中图分类】TG333.72【相关文献】1.韶钢宽板轧机板形控制实践2.新一代高技术宽带钢轧机的板形控制3.新一代高技术宽带钢冷轧机全机组一体化板形控制4.带钢冷轧机整辊式板形仪和板形控制系统5.带钢冷轧机整辊无线式板形仪和智能板形控制系统因版权原因,仅展示原文概要,查看原文内容请购买。
热轧宽带钢轧机板形控制技术

S形 辊 形 , 当轴 向 移 动 时 , 以 连 续 改 变 辊 缝 的 凸 度 , 当 可 相
于改 变 了轧 辊 的凸 度 轧 件 越 宽 , 应 的 凸度 量 越 大 。 C 对 CV 轧 机 轧 辊 结 构 见 图 l 。
一
8 8 8
图 l CV C轧 辊 结构
2 2 P 技 术 . C
P wR C、 S等 多 种 新 型 轧 机 及板 形 控 制 技 术 , 些 轧 机 和 技 这 术 各 有 所 长 , 时并 存 和 相互 竞 争 , 明 板 形 控 制 技 术 目前 同 表 仍 然 是 一 项 处 于 发 展 中的 技 术 . 要 继续 研 究 和 开发 。 需 2 目前 比较 有 效 的 几种 板 形 控 制 技 术
回转 中心 , 叉 侧 做 圆 弧 状 运 动 。这 样 , 交 当轧 机 两 侧 的交 叉
机 构 同 时 向 轧 机 出 口侧 ( 入 口侧 ) 作 时 . 下 轧 辊 的 轴 或 动 上
线 形 成 了 一个 交 叉 布置 的位 置 。这 时 轧 机 上 下 工 作 辊辊 面
的实际距 离( 即辊 缝 ) 轧 辊 轴 线 方 向是 变 化 的 . 中交 叉 沿 其
维普资讯
冶金 设备 管理 与维修
・
第2 6卷 2 0 . ( 第 l 4期 ) 08 2总 3
四新 ・
热 轧 宽带 钢 轧 机板 形 控 制技 术
付 志海 姜 兴东 栗 露 刘成 刚 鞍 山 l4 2 ) 1 0 1 ( 鞍钢设 备检修 协力 中心
点 处 最 小 , 辊 两 端 最 大 ( 图2 。 就 形 成 了一 个 中间 凹 , 轧 如 )这
两 边 凸 的 曲面 . 而 抵 消 了 轧 辊 由 于受 轧 制 力 作 用 产 生 弯 从 曲所 造 成 的钢 板 横 向厚 度 不 均 的 现 象 。18 轧 机 的 凸度 控 70 制 能 力 可 达 士2 t 其 P 轧 机 交 叉 传 动 机 构 见 图 3 0 m, C  ̄ 。
科技成果——板带轧机板形控制技术

科技成果——板带轧机板形控制技术成果简介提高板带轧机板形质量的一个重要途径是采用新的板形控制技术。
目前普遍采用的诸如加大弯辊力、采用可移动中间辊等手段在提高了轧机板形控制能力的同时,也带来了轧辊剥落、辊耗增加等负面结果。
目前国内已经投产的板带轧机在板形控制方面均存在一些不足。
本成果在板形控制和辊形设计思想上实现了突破和创新,通过与宝钢和武钢等大型钢铁企业的合作,获得了板形质量明显提高的实际效果,年经济效益超亿元。
获得了包括国家科技进步一等奖、原冶金部科技进步一等奖在内的多项奖励。
技术主要内容1、板带轧机变接触轧制技术板带轧机变接触轧制简称VCR(Varying Contact Rolling),由与轧机形式相适应的辊形设计(“VCR变接触支持辊”、“均压型PPT中间辊”、“轴向移位变凸度工作辊”和“ASR非对称自补偿工作辊”)及配套的工艺制度、控制模型和带钢平坦度检测装置等多项技术所组成。
具有增强轧机对板形的调控能力、提高消化来料板形和规格波动能力、使机架间负荷分配趋于合理、保证轧制过程顺行、提高板形质量和生产率、实现超平材超薄材等极限难轧品种的轧制、降低轧辊及轴承消耗等效果。
武钢和宝钢等企业的冷热连轧机已采用了这项技术。
2、板带轧机板形控制模型板形控制模型与控制系统是现代化板带轧机的重要标志,是实现板形自动控制的关键。
通本单位自主开发了热连轧机板形自动控制模型、板形板厚解耦模型、冷连轧机的弯辊自动设定模型和板形控制目标生成模型,并成功应用于大型工业轧机,属于国内首创。
该技术的开发和应用,不仅提高了轧机板形自动控制的水平,改善了产品质量,提高了生产效率,同时也显示在板形控制这个国际前沿领域,我国的理论研究和技术开发已经达到了国际先进水平。
应用范围及效益本项技术不需要对设备进行大的改造,因此适合国内的各类四辊、六辊轧机,如常规四辊、HC、CVC、WRS、PC等薄带轧机以及中厚板轧机等。
我国已经投产和正在建设的宽带钢轧机和中厚板轧机有几十套,以年产200万吨的连轧机为例,通过提高板形质量,年经济效益可达千万元。
板型仪在带钢质量检测控制中的应用

厂 I = 二 ]探头
. 一 ‘。 。
- J
\
/
厚 度
0j | \ | l 臻 0 嚣 蔑A
| . |
图 l 凸度 测 量 原 理 图
的测 量 分 析 计 算 处 理 即 可 得 出 被 测 物 的 凸 度 。I MS 凸度 仪测 量装 置 C型架 上臂 安装 X射 线发 射 装 置 , 下 臂 装 有检 测 X射线 衰 减能 量 的 电气 检 测 装 置 , 通过 检 测到 的射 线衰 减 能量 测算 被测 物厚 度 。 x射线 通过 物 质 时 部 分 被 吸 收 , 经 衰 减 吸 收后 的 强度 按指 数 曲线 下降 , 其 吸收关 系 式为 :
板 型仪 在 带钢 质量 检 测 控 制 中的应 用
李合 征
( 山东 钢 铁 股 份 有 限 公 司 莱 芜 分公 司 自动 化 部 , 山 东 莱 芜 2 7 1 1 0 4 )
摘 要 :带 钢 板 型 优 劣 是 影 响 产 品质 量 的 重要 指 标 , 而仪 表 与 T D C相 结 合 能 够 实 现 热 连 轧 的精 确 检 测 和 闭 环 控 制 ; 凸度 仪 和 平 直 度 仪 能 够 提 供 精 确 、稳 定 的钢 坯 质 量 反 馈 数 据 来 源 , 通 过 闭 环 控 制 , 提 高 了板 型 质 量 ;
第 l 期( 总第 1 8 2期 )
2 0 1 4年 O 2月
机 械 工 程 与 自 动 化
ME CH ANI CAL ENGI NEE RI NG 8 L AUTOM ATI ON
No. 1
Fe b .
文章 编 号 : 1 6 7 2 — 6 4 1 3 ( 2 0 1 4 ) 0 1 — 0 2 1 l — O 2
热轧带钢板形质量改进

度方 向各点厚度拟合 凸度 曲线 , 保证了模型计算用 凸度的准确性 。 () 2 计算机 自适应采用 了后计算 凸度 , 即根据 实测弯辊力 、 轧制力等参数 , 计算 凸度与实测 凸度 比较 , 作用于下一块带钢 。 () 3 优化凸度 、 平直度修正值 , 由以前 的逐块钢 累加变为每块钢单独计算 , 使误差更小。 () 4 优化凸度、 平直度修正平滑系数 , 由以前所
维普资讯
第 3 卷第 3 4 期
20 0 6年 6月
江 苏 冶 金
Ja g uM ealry in s tl g u
场 4 。 z3 No 3 .
J 20 u 06
热 轧 带钢 板 形 质 量 改 进
赵 新刚
( 太原钢铁( 团) 集 有限公司 , 山西 太原 0 0 0 ) 3 00
现问题就是带钢的凸度和平直度未达到 目标值 , 在 带钢横截面上产生 了不均匀延伸, 这些差异产生 了
对应带材的内部应力 , 最终表面为板形缺陷。带钢 的横截面不 均匀延伸则是 由于凸度与有载辊缝不 匹配引起 的, 因此解决板形 问题 的关键是通过 控制
收稿 日期 :0 60 —0 2 0-32
表 3 精轧各机架工作辊辊型( 单位 : m) m
机 架 F 1 R F 4 F 6 F 7
32 1 精轧窜辊策略改进 .. 根据下机轧辊 的实测磨损情况, 结合计算机模 型中轧辊磨损计算值 , 调整 了最大窜辊量 , 制定 了
根据轧辊磨损判定窜 辊条件及窜辊步长缩减 系数 ,
级 为 0 7 。 .1
()调节活套液压阀, 3 优化活套张力参数, 保证 活套控制的灵敏度及粘度。
()增加轧辊冷却集管 , 4 增大喷嘴, 增设滤 网,
热轧带钢线板形控制
热轧带钢线板形控制研究[摘要]:在热轧带钢的生产中,板形问题是经常出现和必须加以控制的问题。
随着客户对热轧带钢要求的不断提升,以及热轧带钢产品薄规格化。
如何提高板形质量,成为了热轧带钢产品质量提升的重要影响因素。
也是各轧钢厂需长久研究的课题。
[关键词]:热轧带钢板形分类控制研究中图分类号:tg333.7+1 文献标识码:tg 文章编号:1009-914x(2012)20- 0010-01热轧卷板【hot rolled coils 】是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。
从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
由于热连轧钢板产品具有强度高,韧性好,易于加工成型及良好的可焊接性等优良性能,因而被广泛应用于船舶、汽车、桥梁、建筑、机械、压力容器等制造行业。
板形是热轧板带产品的一项重要的质量指标。
板形包括带钢整体形状(横向、纵向)以及局部缺陷。
带钢的截面形状(profile)和平直度(flatness)是描述板形的两个重要方面。
截面形状反映的是带钢沿板带宽方向的几何外形,平直度反映的是带钢沿长度方向的平坦形状。
截面形状和平直度是相互影响,相互转化的,共同决定了带钢的板形质量。
1.热轧带钢的板形分类板形直观来说是指板带材的翘曲度,其实质是板带材内部残余应力的分布。
只要板带材内部存在残余应力,即为板形不良。
如残余应力不足以引起板带翘曲,称为“潜在”的板形不良;如残余应力引起板带失稳,产生翘曲,则称为“表观”的板形不良。
(1)理想板形。
理想板形应该是平坦的,内应力沿带钢宽度方向上均匀分布。
当去除带钢所受外应力和纵切带钢时,热轧带钢板形仍然保持平直。
(2)潜在板形。
潜在板形产生的条件是内部应力沿带钢宽度方向上不均匀分布,但是带钢的内部应力足以抵制带钢平直度的改变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高 温产 生 干 扰 ,通 常 采用 非 接 触式 方 法测 量 板 形。 热轧厂 2 0 0 2年引进 )] fo 8 从 7 年代起 ,几乎所 有能反映板形质 量 的物 理量都 0
被尝试用于板形检测方法 的研究 , 如测距法 、 张法 、 测 为 了提高激 光平坦度 仪 的检 测性能 ,1 8 9 3年新 日铁 北村公 一等 人采用 激光莫 尔法 测量 热轧带 钢平
糁移 牲莉
科 技 葡
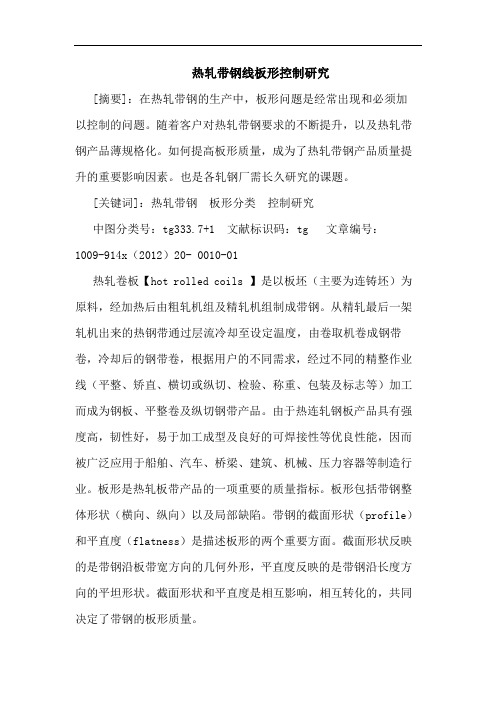
宽带钢 热连轧机 的板形检测
S a eDee to f i eS rp f rCo t u u t l n i h p t cin o d ti o n i o sHo l g M l W n Ro i l
供稿I 杨光辉 ,李洪波 ,张杰 ,孙 ̄ /A G G a gh iL o gb , H NGJ , U a 1 N u n .u, I n -o Z A e S N J n ] Y H i i
板 宽方 向厚 度 的变 化来 反 映 ,而平 坦度 表示 的是带 触 辊辊 面磨 损后必 须重 磨 ,磨 后需 进行 技术 要求 很
钢 在垂 直 于 板 面方 向的 翘 曲程 度 。两者 相 互 影 响 ,
制 中不 可或缺 的两个 方面 。
高 的重 标定 ; 此外 ,在维 修 和更换 传感 器 时 ,轧 机
发展 ,采用数 字 投影技 术 的板形 仪也 开始 出现 ,其 系统 ,并 在多 特蒙德 热带 钢轧机 上成 功地 进行 了在 优势是 可以实现面结构照明及 自适应 投影 。 线 试 验 【 ,后 由德 国 I 】 MS公 司制 出基 于该 方 法 的 17 9 7年 , 比利 时 冶 金 研 中 心 的 R b r Pr t T p l o et i e l o Pa n三维平坦 度测量 系统 ( 承德燕 山带钢有 限公 等人 最 先 发 表 文章 ,报 道 了采 用 激 光 三角 法 测 量 司轧 钢生 产线 2 0 0 2年 引进 ,澳大 利 亚 B P钢铁公 H 热 轧 带 纲 平 坦 度 的 新 方 法 ,并 于 1 8 9 0年 推 出 第
国 内外 板形 检测 技术 的发 展
号 比较 直接 ,可靠 度高 ,因此 测量 的板 形指 标 比较
精 确 ( 已达 ± . ) 现 05 。但 是接 触 式板 形检 测 装置 在 I
带钢 断 面几何 形状 和平坦 度是 目前 表示带 钢板 检 测 过程 中易 划伤 板 带 表 面 ,造 成 板带 新 的缺 陷 , 形 的两个 主 要的指 标 ,断 面几 何形 状可 以用 带钢 沿 而且造 价 昂贵 ,维 护 困难 ,尤 其是 备 件太 昂贵 ; 接
但 都可 以归 。早 司 的空气 轴承 式板 形仪 。此外 ,典 型 的接 触式 板 形
期 的板形 仪 几乎都 采用 接触 式测 量方 法 ,接 触式 板 仪还 有 : 国 B I 德 F 研究 所 的分段 辊式 张应 力分 布 检 形 检测 装置 由于 和板 带直接 接触 ,检测 到 的板形 信 测仪 ] ,以及韩 国浦项制铁 的 FaSL接触 式板形 检 l I t
2 6
会_世攀 2 1 年 第2 矗 0 2 期
科 技 葡
测装 置 J 。
龌影I :莉 皇
平坦 度仪 ( 宝钢 1 8 mm 热轧 厂 1 9 年 引进 ) 50 96 ,比
热 轧带 钢通 常在微 张力 下轧制 ,为 防止振 动和 利 时 IM 公 司 的 R R OME E 2 0 T R 0 0平 坦 度 仪 ( 山 梅
物力用 以开发板形检测设备 ,英 国、法 国、德国和 日 本等 国都相继开发 出了 自己的板形检 测装置 。 种 隐性板 形缺 陷 多采 用测 带钢 宽度 方 向 的张力 ( 应 力 ) 的方法 检 测板 形 [ 目前 ,在 冷 轧上 应 用较 场 4 】 。
尽 管 各 国研 制 的板 形仪 千 姿 百 态 ,外 形 各 异 , 多 的是 瑞 典 AB B公 司 的分 段 辊 式 和英 国 DA Y 公 V
电磁法 、 振动法 、 电阻法 、 声波法 、 放射线法 、 水柱法 、 坦度获 得成 功 ; 9 8 日本住友 金属松井 健一 等人 18 年 位移 法和 光学 法等 [,其 中以非接 触式 的光 学测 量 采用 三光束 激光 光切法 在线 测量平 坦度 ,将平 坦度 7 】 方法 在热 轧上 应用 最 广泛 ,如 图 1 示 。此 后 ,随 测量的研究工作推 向新阶段 [。 所 9 】 着激 光技 术和光 电元 件 的发展 ,采 用激 光作 为光 源 19 9 8年 ,德 国操 作 运 行 研 究 所 与 蒂森 ・ 虏 克 的板 形仪 已比较 普遍 ,主要 利用 了激 光亮度 高 、准 伯 钢 公 司 和 光 学 测 量 技 术 公 司合 作 , 由 Mihe c al 直性好 等优 点 。近年来 ,随着 数字 投影技 术 的飞速 Den r 人 研 制 了基 于 投影 条 纹 法 的平 坦 度 测量 ge 等
才 能 向板 形 调节机 构发 出正 确 的指令 。平 坦度 测量 会划伤板 面。但非 接触式 板 形仪 的板形 信 号为非 直
与控 制 的研 究始 于上世纪 5 年 代 】 0 。瑞典 电气公 司 接信号 ,处理不好容易失真 ,因此测量精度 低 (目前 AE S A于 16 9 7年研 制 出第 一 台测 量冷 轧带钢 平坦度 精度最高约为 ± . ) 25 。 I
的多段接触辊式平坦度仪 ,并首先在加拿大铝业公 司 冷轧 带钢通 常在 较大 的 张力下 轧制 ,加之 冷轧
的 Kn s n厂 的 四辊 冷轧 机 上投入 运 行 ,取 得 了明 钢板 又 比较薄 ,在张 力作 用下 ,冷轧 板 的平坦 度缺 igt o 显 的经济效益 [ 2 】 。此后 ,各 国都投 入了大量的人 力和 陷 因板材 弹性延 伸 大多体 现 为张力 分布 不均 ,对此
方法受 到 了越来 越多 的重视 。非接 触式 板形 仪 的硬
相互 转化 ,共 同决定 了带 钢 的板形 质量 ,是板 形控 必 须停 车 ,严 重影 响生 产。 因而非 接触 式板 形检 测
平坦 度检测是板形 自动控制 中的一个关键环节 , 件 结构 相对 简单 而易 于维护 ,造 价及 备件相 对便 宜 只有 向控制系统提供准确而可靠 的平坦度信 息 ,系统 的多 ; 感器 为非 转 动件 ,安装 方便 ; 传 非接 触式 不