IPQC巡检日报表(SMT)
合集下载
IPQC巡检日报表-咪头车间
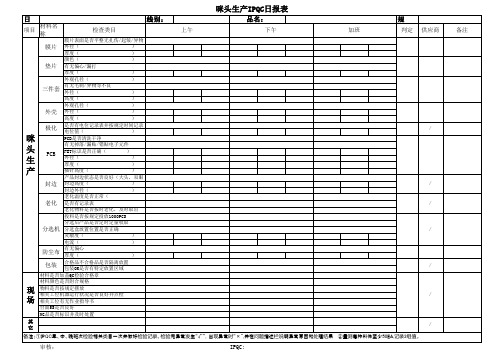
灵敏度(
)
电流(
)
防尘布
有无偏心 厚度(
)
包装
合格品不合格品是否隔离放置 包装OK是否有特定放置区域
材料是否加盖QC检验合格章
材料颜色是否附合规格
现 物料是否按规定摆放 场 相关工位机器运行状况是否良好并点检
相关工位有无作业指导书
台面5S是否良好
NG品是否标识并及时处置
其
它
上午
品名:
下午
规
加班
判定 供应商
/
/ / / / / /
备注:①IPQC早、中、晚班次检验相关类目一次并做好检验记录。检验无异常发生“√”,出现异常时“×",并在问题描述栏说明异常原因和处理结果 ②量测每种料件至少50EA,记录3组值。
审核:
IPQC:
备注
头 生
有无掉落/漏贴/错贴电子元件
PCB
FET标识是否正确( 外径(
) )
厚度(
)
产
插针高度(
)
产品封边状态是否良好(大头,双眼
封边 封边高度(
)
封边外径(
)
老化温度是否正常(
老化 是否有记录表
老化物料是否按时老化,及时取出
投料是否按规定投放1000PCS
分选后产品是否定时定量收取
分选机 分选盒放置位置是否正确
咪头生产IPQC日报表
日
线别:
项目
材料名 称
检查类目
膜片表面是否平整无扎伤/起皱/异物
膜片 外径(
)
厚度(
)
颜色(
)
垫片 有无偏心/漏打
厚度(
)
外观孔径(
)
三件套
IPQC巡检日报表(SMT)

烙铁温度及其接地电阻能否满足产品修理
回流焊
QC
检查时间: : 修理 每两小时抽检10PCS 修理品及本时间段总 体修理品质状况 : : : : : 相关工位人员是否佩戴静电手环,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具? 其它 生产前是否有检测炉温条件且合符要求?
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
F279-1A
IPQC巡检日报表(SMT)
班别:
白班
夜班
客户
检查站点 检查项目
产品
检查结果 锡膏是否失效?搅拌是否为3-5分钟?解冻时间 是否≥4H?锡膏储存温度是否都在0-10℃。锡 膏在钢网上的使用时间有无超过12小时。 钢网及刮刀是否满足品质要求? 印锡员工是否进行自检,并将真实不良状况进 行登记? 检查时间: : 每两小时抽检10PCS 印锡完成品及本时间 段的品质状况 : : : : : SMT上料、换料确认是否符合规定? 检查时间: : 每两小时抽检10PCS 贴装完成品及本时间 段总体贴装品质状况 : : : : : 回流条件能否满足品质要求? 检查时间: : 每两小时抽检10PCS 回流焊完成品及本时 间段总体回流焊品质 状况? : : : : : QC人员对标准是否明确?有无合格证? QC检查不良率是否满足规定要求?
回流焊
QC
检查时间: : 修理 每两小时抽检10PCS 修理品及本时间段总 体修理品质状况 : : : : : 相关工位人员是否佩戴静电手环,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具? 其它 生产前是否有检测炉温条件且合符要求?
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
F279-1A
IPQC巡检日报表(SMT)
班别:
白班
夜班
客户
检查站点 检查项目
产品
检查结果 锡膏是否失效?搅拌是否为3-5分钟?解冻时间 是否≥4H?锡膏储存温度是否都在0-10℃。锡 膏在钢网上的使用时间有无超过12小时。 钢网及刮刀是否满足品质要求? 印锡员工是否进行自检,并将真实不良状况进 行登记? 检查时间: : 每两小时抽检10PCS 印锡完成品及本时间 段的品质状况 : : : : : SMT上料、换料确认是否符合规定? 检查时间: : 每两小时抽检10PCS 贴装完成品及本时间 段总体贴装品质状况 : : : : : 回流条件能否满足品质要求? 检查时间: : 每两小时抽检10PCS 回流焊完成品及本时 间段总体回流焊品质 状况? : : : : : QC人员对标准是否明确?有无合格证? QC检查不良率是否满足规定要求?
IPQC巡检记录表
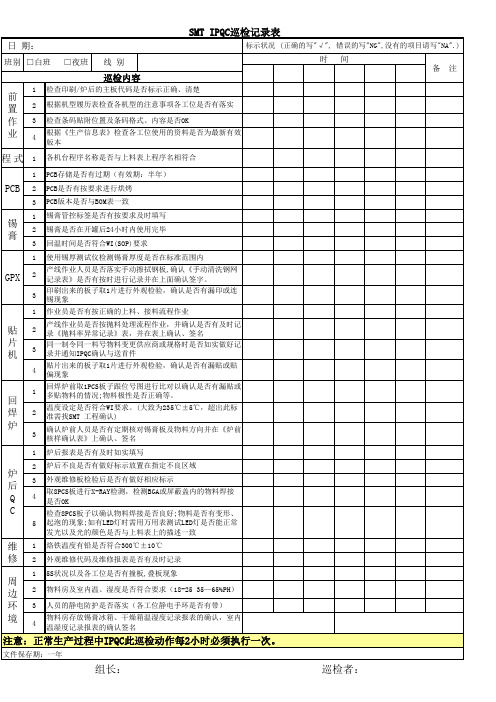
2
温度设定是否符合WI要求。(大致为235℃±5℃,超出此标 准需找SMT 工程确认)
3
确认炉前人员是否有定期核对锡膏板及物料方向并在《炉前 核样确认表》上确认、签名
1 炉后报表是否有及时如实填写
2 炉后不良是否有做好标示放置在指定不良区域
炉 后
3 外观维修板检验后是否有做好相应标示
Q
4
取8PCS板进行X-RAY检测,检测BGA或屏蔽盖内的物料焊接 是否OK
环 3 人员的静电防护是否落实(各工位静电手环是否有带)
境
4
物料房存放锡膏冰箱、干燥箱温湿度记录报表的确认,室内 温湿度记录报表的确认签名
注意:正常生产过程中IPQC此巡检动作每2小时必须执行一次。
文件保存期:一年
组长:
巡检者:
3 回温时间是否符合WI(SOP)要求
1 使用锡厚测试仪检测锡膏厚度是否在标准范围内
GPX
贴 片 机
回 焊 炉
2
产线作业人员是否落实手动擦拭钢板,确认《手动清洗钢网 记录表》是否有按时进行记录并在上面确认签字。
3
印刷出来的板子取1片进行外观检验,确认是否有漏印或连 锡现象
1 作业员是否有按正确的上料、接料流程作业
2
产线作业员是否按抛料处理流程作业,并确认是否有及时记 录《抛料率异常记录》表,并在表上确认、签名
3
同一制令同一料号物料变更供应商或规格时是否如实做好记 录并通知IPQC确认与送首件
4
贴片出来的板子取1片进行外观检验,确认是否有漏贴或贴 偏现象
1
回焊炉前取1PCS板子跟位号图进行比对以确认是否有漏贴或 多贴物料的情况;物料极性是否正确等。
业
4
根据《生产信息表》检查各工位使用的资料是否为最新有效 版本
IPQC巡检日报表-SMT
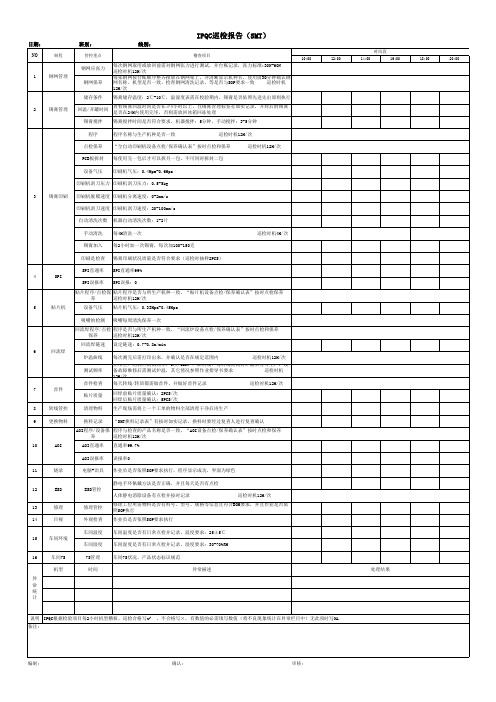
.8m/min
6
回流焊
炉温曲线 每次测完后需打印出来,并确认是否在规定范围内
巡检时机12H/次
测试频率
正常生产的机种测试频率:1次/12H,产品转线:每转线需测好炉温后方可生产,设
备故障维修后需测试炉温,其它情况参照作业指导书要求
巡检时机
12H/次
首件检查 每天转线/转班都需做首件,并做好首件记录
巡检时机12H/次
7
首件
贴片质量
回焊前贴片质量确认:2PCS/次 回焊后贴片质量确认:5PCS/次
8
转线管控
清理物料 生产现场需将上一个工单的物料全部清理干净后再生产
9
更换物料
换料记录 “SMT换料记录表”有按时如实记录,换料时要经过复查人进行复查确认
AOI程序/设备保 程序与检查的产品名称是否一致,“AOI设备点检/保养确认表”按时点检和保养
修理工位所需物料是否有料号。型号、规格等信息且符合BOM要求,并且作业是否依 照SOP执行
作业员是否依照SOP要求执行
15 车间环境
车间温度 车间湿度
车间温度是否有日常点检并记录,温度要求:25±5℃ 车间湿度是否有日常点检并记录,湿度要求:30-70%RH
16
车间7S
7S管理
车间7S状况,产品状态标识规范
贴片程序/点检保 贴片程序是否与所生产机种一致,“贴片机设备点检/保养确认表”按时点检保养
养
巡检时机12H/次
5
贴片机
设备气压 贴片机气压:0.33Mpa-0.45Mpa
吸嘴的检测 吸嘴每周清洗保养一次
回流焊程序/点检 程序是否与所生产机种一致,“回流炉设备点检/保养确认表”按时点检和保养
保养
6
回流焊
炉温曲线 每次测完后需打印出来,并确认是否在规定范围内
巡检时机12H/次
测试频率
正常生产的机种测试频率:1次/12H,产品转线:每转线需测好炉温后方可生产,设
备故障维修后需测试炉温,其它情况参照作业指导书要求
巡检时机
12H/次
首件检查 每天转线/转班都需做首件,并做好首件记录
巡检时机12H/次
7
首件
贴片质量
回焊前贴片质量确认:2PCS/次 回焊后贴片质量确认:5PCS/次
8
转线管控
清理物料 生产现场需将上一个工单的物料全部清理干净后再生产
9
更换物料
换料记录 “SMT换料记录表”有按时如实记录,换料时要经过复查人进行复查确认
AOI程序/设备保 程序与检查的产品名称是否一致,“AOI设备点检/保养确认表”按时点检和保养
修理工位所需物料是否有料号。型号、规格等信息且符合BOM要求,并且作业是否依 照SOP执行
作业员是否依照SOP要求执行
15 车间环境
车间温度 车间湿度
车间温度是否有日常点检并记录,温度要求:25±5℃ 车间湿度是否有日常点检并记录,湿度要求:30-70%RH
16
车间7S
7S管理
车间7S状况,产品状态标识规范
贴片程序/点检保 贴片程序是否与所生产机种一致,“贴片机设备点检/保养确认表”按时点检保养
养
巡检时机12H/次
5
贴片机
设备气压 贴片机气压:0.33Mpa-0.45Mpa
吸嘴的检测 吸嘴每周清洗保养一次
回流焊程序/点检 程序是否与所生产机种一致,“回流炉设备点检/保养确认表”按时点检和保养
保养
IPQC巡检日报表

SMT巡检日报表
日期:
稽核项目 时段稽核项目 上线物料是否有合格标签及料号 上线PCB是否使用防静电包装 产品安放是否规范,是否有状态标识,良品不良品是否隔离且标识醒目 物料 锡膏的储存及使用 锡膏/胶水的型号厂商是否符合要求,是否超有效期 各站物料与是否与料表相符 胶水储存及使用 作业员上岗证确认 人员 操作是否符合作业 是否有防静电自检 是否做ESD防护,敏感工位是否佩戴有绳静电环 CAR改善措施是否确实导入 相应ECN及联络单是否及时导入 作业指导书是否正确指导作业 作业规范 网板清洗纪录确认 及记录 样品、图纸、BOM表、上料表、作业指导书、设备操作指导书是否为最新有效版本 相应站别是否有记录,不良是否及时记录,不良率超标是否及时反馈 是否做好静电防护点检记录 车间温/湿度 环境 生产RoHS产品时是否有明确的区域?各种标识是否清楚? 由非RoHS切换到RoHS产品的管控 日稽核项目 治具是否正常,有无损坏 有无点检、校验、保养 仪器设备 参数设置是否正确 是否在计量期内 通电仪器是否有接地措施 抽检项目 首件稽核 印刷质量 贴片质量 炉后质量 测试质量 TOP3项 序号 线别 站别 问题描述 确认人 原因分析 责任单位改善措施 抽样 数 不合格描述及处理记录 参作业指导书 / / / 参《生产工具治具点检规范》 参作业指导书 参作业指导书 参作业指导书 参《锡膏管制规范》 作业指导书 参《IPQC AUDIT规范》 参《胶水管制规范》 / 参作业指导书 参作业指导书 参作业指导书 / / / / / / / 参《车间温湿度管理规范》 参《RoHS管理规范》 参《RoHS管理规范》
页码:1/2 旧版本号:A00
班别:
检查标准 1 2 2H时段检验 3 4 5 6
检验结果
原因分类(IPQC填写) 人 机 料 法 环Fra bibliotek备 注
日期:
稽核项目 时段稽核项目 上线物料是否有合格标签及料号 上线PCB是否使用防静电包装 产品安放是否规范,是否有状态标识,良品不良品是否隔离且标识醒目 物料 锡膏的储存及使用 锡膏/胶水的型号厂商是否符合要求,是否超有效期 各站物料与是否与料表相符 胶水储存及使用 作业员上岗证确认 人员 操作是否符合作业 是否有防静电自检 是否做ESD防护,敏感工位是否佩戴有绳静电环 CAR改善措施是否确实导入 相应ECN及联络单是否及时导入 作业指导书是否正确指导作业 作业规范 网板清洗纪录确认 及记录 样品、图纸、BOM表、上料表、作业指导书、设备操作指导书是否为最新有效版本 相应站别是否有记录,不良是否及时记录,不良率超标是否及时反馈 是否做好静电防护点检记录 车间温/湿度 环境 生产RoHS产品时是否有明确的区域?各种标识是否清楚? 由非RoHS切换到RoHS产品的管控 日稽核项目 治具是否正常,有无损坏 有无点检、校验、保养 仪器设备 参数设置是否正确 是否在计量期内 通电仪器是否有接地措施 抽检项目 首件稽核 印刷质量 贴片质量 炉后质量 测试质量 TOP3项 序号 线别 站别 问题描述 确认人 原因分析 责任单位改善措施 抽样 数 不合格描述及处理记录 参作业指导书 / / / 参《生产工具治具点检规范》 参作业指导书 参作业指导书 参作业指导书 参《锡膏管制规范》 作业指导书 参《IPQC AUDIT规范》 参《胶水管制规范》 / 参作业指导书 参作业指导书 参作业指导书 / / / / / / / 参《车间温湿度管理规范》 参《RoHS管理规范》 参《RoHS管理规范》
页码:1/2 旧版本号:A00
班别:
检查标准 1 2 2H时段检验 3 4 5 6
检验结果
原因分类(IPQC填写) 人 机 料 法 环Fra bibliotek备 注
IPQC生产巡检记录表
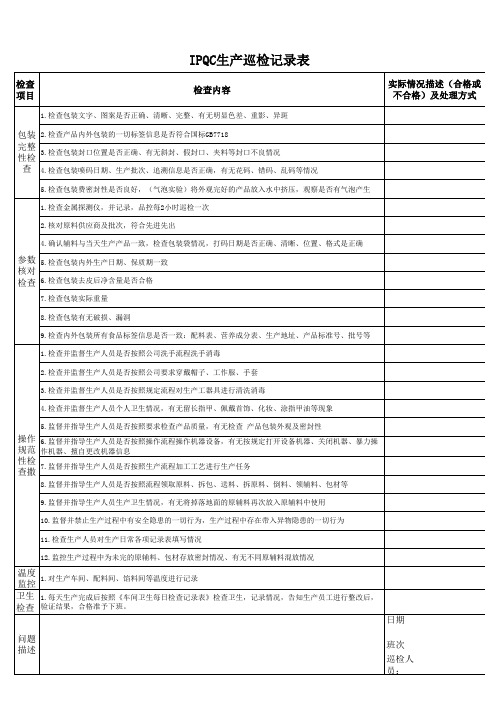
7.检查包装实际重量
8.检查包装有无破损、漏洞
9.检查内外包装所有食品标签信息是否一致:配料表、营养成分表、生产地址、产品标准号、批号等
1.检查并监督生产人员是否按照公司洗手流程洗手消毒
2.检查并监督生产人员是否按照公司要求穿戴帽子、工作服、手套
3.检查并监督生产人员是否按照规定流程对生产工器具进行清洗消毒
IPQC生产巡检记录表
检查 项目
检查内容
实际情况描述(合格或 不合格)及处理方式
1.检查包装文字、图案是否正确、清晰、完整、有无明显色差、重影、异斑
包装 2.检查产品内外包装的一切标签信息是否符合国标GB7718 完整 性检 3.检查包装封口位置是否正确、有无斜封、假封口、夹料等封口不良情况 查 4.检查包装喷码日期、生产批次、追溯信息是否正确,有无花码、错码、乱码等情况
温度 监控
1.对生产车间、配料间、馅料间等温度进行记录
卫生 1.每天生产完成后按照《车间卫生每日检查记录表》检查卫生,记录情况,告知生产员工进行整改后, 检查 验证结果,合格准予下班。
日期
问题 描述
班次
巡检人 员:
5.检查包装费密封性是否良好,(气泡实验)将外观完好的产品放入水中挤压,观察是否有气泡产生
1.检查金属探测仪,并记录,品控每2小时巡检一次
2.核对原料供应商及批次,符合先进先出
4.确认辅料与当天生产产品一致,检查包装袋情况,打码日期是否正确、清晰、位置、格式是正确
参数 5.检查包装内外生产日期、保质期一致 核对 检查 6.检查包装去皮后净含量是否合格
8.监督并指导生产人员是否按照流程领取原料、拆包、送料、拆原料、倒料、领辅料、包材等
9.监督并指导生产人员生产卫生情况,有无将掉落地面的原辅料再次放入原辅料中使用
8.检查包装有无破损、漏洞
9.检查内外包装所有食品标签信息是否一致:配料表、营养成分表、生产地址、产品标准号、批号等
1.检查并监督生产人员是否按照公司洗手流程洗手消毒
2.检查并监督生产人员是否按照公司要求穿戴帽子、工作服、手套
3.检查并监督生产人员是否按照规定流程对生产工器具进行清洗消毒
IPQC生产巡检记录表
检查 项目
检查内容
实际情况描述(合格或 不合格)及处理方式
1.检查包装文字、图案是否正确、清晰、完整、有无明显色差、重影、异斑
包装 2.检查产品内外包装的一切标签信息是否符合国标GB7718 完整 性检 3.检查包装封口位置是否正确、有无斜封、假封口、夹料等封口不良情况 查 4.检查包装喷码日期、生产批次、追溯信息是否正确,有无花码、错码、乱码等情况
温度 监控
1.对生产车间、配料间、馅料间等温度进行记录
卫生 1.每天生产完成后按照《车间卫生每日检查记录表》检查卫生,记录情况,告知生产员工进行整改后, 检查 验证结果,合格准予下班。
日期
问题 描述
班次
巡检人 员:
5.检查包装费密封性是否良好,(气泡实验)将外观完好的产品放入水中挤压,观察是否有气泡产生
1.检查金属探测仪,并记录,品控每2小时巡检一次
2.核对原料供应商及批次,符合先进先出
4.确认辅料与当天生产产品一致,检查包装袋情况,打码日期是否正确、清晰、位置、格式是正确
参数 5.检查包装内外生产日期、保质期一致 核对 检查 6.检查包装去皮后净含量是否合格
8.监督并指导生产人员是否按照流程领取原料、拆包、送料、拆原料、倒料、领辅料、包材等
9.监督并指导生产人员生产卫生情况,有无将掉落地面的原辅料再次放入原辅料中使用
IPQC制程巡检日报表
性能测试
按照性能检验作业指导书操作
耐压测试
戴绝缘手套、人身安全、规范 操作、2200V/2s
老化测试
相序接线正确,老化240循环次
整机组装
标签一致性,塑料件注塑质量
包装袋使用的规格、套袋整洁 包装-套包装袋、贴标签 、无破损
包装-套纸浆
纸浆使用的方向
包装-装内盒
内箱有无破损,附件包无遗漏
包装-封箱、贴外箱标签
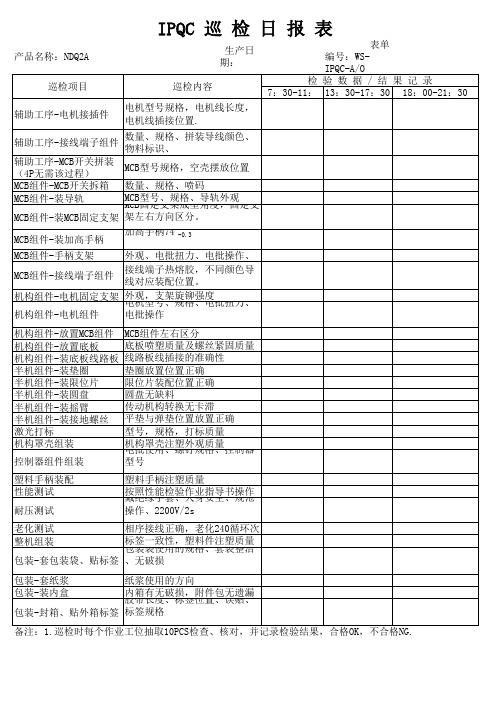
IPQC 巡 检 日 报 表
产品名称:NDQ2A 巡检项目
生产日期:
表单编号:WS-IPQC-A/O
巡检内容
检验数据/结果记录 7:30-11:30 13:30-17:30 18:00-21:30
辅助工序-电机接插件
电机型号规格,电机线长度, 电机线插接位置物料标识、
外观、电批扭力、电批操作、
MCB组件-接线端子组件
接线端子热熔胶,不同颜色导 线对应装配位置。
机构组件-电机固定支架 外观,支架旋铆强度
机构组件-电机组件
电机型号、规格、电批扭力、 电批操作
机构组件-放置MCB组件 MCB组件左右区分
机构组件-放置底板
底板喷塑质量及螺丝紧固质量
机构组件-装底板线路板 线路板线插接的准确性
半机组件-装垫圈
垫圈放置位置正确
半机组件-装限位片
限位片装配位置正确
半机组件-装圆盘
圆盘无缺料
半机组件-装摇臂
传动机构转换无卡滞
半机组件-装接地螺丝 平垫与弹垫位置放置正确
激光打标
型号,规格,打标质量
机构罩壳组装
机构罩壳注塑外观质量
控制器组件组装 塑料手柄装配
电批使用、螺钉规格、控制器
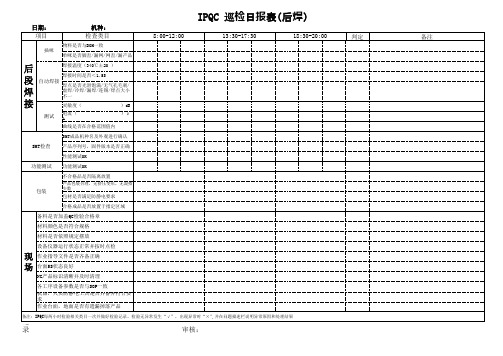
IPQC巡检日报表-后焊
记
录
审核:
判定
备注
日期: 项目
插咪
机种: 检查类目
物料是否与BOM一致
单咪是否脚歪/漏网/网歪/漏产品
IPQC 巡检日报表(后焊)
8:00-12:00
13:30-17:30
18:30-20:00
后
焊接温度(340℃±20 )
段 焊接时间是否<1.5S 自动焊接
焊点是否光滑饱满/无气孔毛刺/
焊
虚焊/冷焊/漏焊/连锡/焊点大小
不一
接
灵敏度(
)dB
测试
电流(观进行确认
SMT检查 产品序列号,固件版本是否正确
性能测试OK
功能测试 功能测试OK
包装
不合格品是否隔离放置 产品包装合理,无挤压变形,无混搭 少数
包材是否满足防静电要求
合格成品是否放置于指定区域
备料是否加盖QC检验合格章
材料颜色是否符合规格
材料是否依照规定摆放
设备仪器运行状态正常并按时点检
现 作业指导文件是否齐备正确 场 台面5S状态良好
NG产品标识清晰并及时清理
各工序设备参数是否与SOP一致 机器,人员防静电工具是否齐备并符合要 求 作业台面,地面是否有遗漏掉落产品
备注:IPQC每两小时检验相关类目一次并做好检验记录。检验无异常发生“√”,出现异常时“×",并在问题描述栏说明异常原因和处理结果
录
审核:
判定
备注
日期: 项目
插咪
机种: 检查类目
物料是否与BOM一致
单咪是否脚歪/漏网/网歪/漏产品
IPQC 巡检日报表(后焊)
8:00-12:00
13:30-17:30
18:30-20:00
后
焊接温度(340℃±20 )
段 焊接时间是否<1.5S 自动焊接
焊点是否光滑饱满/无气孔毛刺/
焊
虚焊/冷焊/漏焊/连锡/焊点大小
不一
接
灵敏度(
)dB
测试
电流(观进行确认
SMT检查 产品序列号,固件版本是否正确
性能测试OK
功能测试 功能测试OK
包装
不合格品是否隔离放置 产品包装合理,无挤压变形,无混搭 少数
包材是否满足防静电要求
合格成品是否放置于指定区域
备料是否加盖QC检验合格章
材料颜色是否符合规格
材料是否依照规定摆放
设备仪器运行状态正常并按时点检
现 作业指导文件是否齐备正确 场 台面5S状态良好
NG产品标识清晰并及时清理
各工序设备参数是否与SOP一致 机器,人员防静电工具是否齐备并符合要 求 作业台面,地面是否有遗漏掉落产品
备注:IPQC每两小时检验相关类目一次并做好检验记录。检验无异常发生“√”,出现异常时“×",并在问题描述栏说明异常原因和处理结果
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烙铁温度及其接地电阻能否满足产品修理要求?
生产日期
改善措施 效回流焊
QC
检查时间: : 修理 每两小时抽检10PCS 修理品及本时间段总 体修理品质状况 : : : : : 相关工位人员是否佩戴静电手环,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具? 其它 生产前是否有检测炉温条件且合符要求?
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
F279-1A
IPQC巡检日报表(SMT)
班别:
白班
夜班
客户
检查站点 检查项目
产品
检查结果 锡膏是否失效?搅拌是否为3-5分钟?解冻时间 是否≥4H?锡膏储存温度是否都在0-10℃。锡 膏在钢网上的使用时间有无超过12小时。 钢网及刮刀是否满足品质要求? 印锡员工是否进行自检,并将真实不良状况进 行登记? 检查时间: : 每两小时抽检10PCS 印锡完成品及本时间 段的品质状况 : : : : : SMT上料、换料确认是否符合规定? 检查时间: : 每两小时抽检10PCS 贴装完成品及本时间 段总体贴装品质状况 : : : : : 回流条件能否满足品质要求? 检查时间: : 每两小时抽检10PCS 回流焊完成品及本时 间段总体回流焊品质 状况? : : : : : QC人员对标准是否明确?有无合格证? QC检查不良率是否满足规定要求?
生产日期
改善措施 效回流焊
QC
检查时间: : 修理 每两小时抽检10PCS 修理品及本时间段总 体修理品质状况 : : : : : 相关工位人员是否佩戴静电手环,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具? 其它 生产前是否有检测炉温条件且合符要求?
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
F279-1A
IPQC巡检日报表(SMT)
班别:
白班
夜班
客户
检查站点 检查项目
产品
检查结果 锡膏是否失效?搅拌是否为3-5分钟?解冻时间 是否≥4H?锡膏储存温度是否都在0-10℃。锡 膏在钢网上的使用时间有无超过12小时。 钢网及刮刀是否满足品质要求? 印锡员工是否进行自检,并将真实不良状况进 行登记? 检查时间: : 每两小时抽检10PCS 印锡完成品及本时间 段的品质状况 : : : : : SMT上料、换料确认是否符合规定? 检查时间: : 每两小时抽检10PCS 贴装完成品及本时间 段总体贴装品质状况 : : : : : 回流条件能否满足品质要求? 检查时间: : 每两小时抽检10PCS 回流焊完成品及本时 间段总体回流焊品质 状况? : : : : : QC人员对标准是否明确?有无合格证? QC检查不良率是否满足规定要求?