工艺过程及工序卡片
机械加工工艺过程卡片与工序卡片
机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片机械加工工艺过程卡片是根据零件的工艺要求和加工顺序编制的一种工作文件。
它主要描述了零件的加工过程,包括工艺路线、工艺参数、工装夹具、工艺手段以及工艺规程等内容。
该卡片是工序卡片的上层次,对于机械加工车间而言,是指导生产和管理的重要文档。
1.零件加工工艺路线:根据零件的结构特点和工艺要求,确定加工过程中的各个环节和顺序。
包括粗加工、精加工、合理的工序布置等内容。
2.工艺参数:描述了加工过程中一些重要的参数,如切削速度、进给量、切削深度等。
这些参数是确定工件加工质量和生产效率的关键因素。
3.工装夹具:指导机械加工过程中的夹具选择和使用。
包括夹具类型、夹具位置和夹具调整等内容。
4.工艺手段:描述了机械加工中所具备的各种工艺手段,如车削、铣削、钻削等。
并根据具体的工件要求,选择合适的工艺手段进行加工。
5.工艺规程:详细描述了机械加工过程中具体的操作方法和步骤。
包括加工精度要求、刀具选择、刀具切削角度以及刀具切削顺序等内容。
1.指导生产:工艺过程卡片能够对加工过程进行规范化和标准化管理,确保生产过程的准确性和可控性。
2.提高生产效率:通过合理规划和布置加工过程,避免生产中的重复操作和浪费,提高加工效率和生产能力。
3.保证加工质量:工艺过程卡片详细描述了加工过程中的参数和要求,可以及时发现和解决加工中的问题,确保零件的生产质量。
4.节约成本:通过合理设置工艺参数和工装夹具,可以降低加工成本,提高资源利用率。
二、工序卡片工序卡片是机械加工过程中的一种重要记录和指导工具。
它是对机械加工工艺过程卡片的细化和补充,更加具体地描述了每个工序的加工方法、操作顺序和操作要点等内容。
工序卡片的主要内容包括以下几个方面:1.工序顺序:描述了每个工序的顺序和次序。
2.加工设备:说明了该工序需要使用的设备和机床。
3.刀具选择:选择适合于该工序的刀具,并给出刀具的尺寸和规格。
4.工装夹具:描述该工序中使用的夹具类型和夹具的调整方法。
工艺过程卡与工序卡
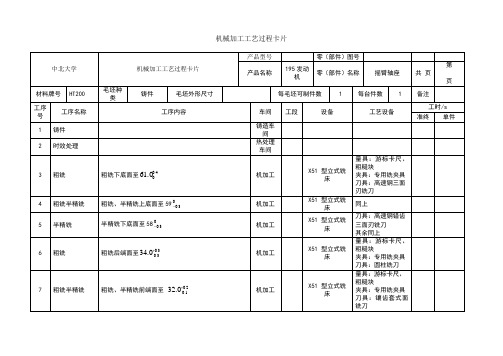
机械加工工艺过程卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第1 页车间工序号工序名材料牌号机加工3粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣下底面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:高速钢错齿三面刃铣刀651设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 2页车间工序号工序名材料牌号机加工4粗铣半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣上底面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:高速钢三面刃铣刀6512半精铣上底面同上80116设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 3页车间工序号工序名材料牌号机加工5半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精铣下底面刀具:高速钢错齿三面刃铣刀量具:游标卡尺、粗糙块夹具:专用铣夹具80136设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 4页车间工序号工序名材料牌号机加工6粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣后端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:圆柱铣刀6519设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第5 页车间工序号工序名材料牌号机加工7粗铣半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣前端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:镶齿套式面铣刀6512半精铣前端面同上6511设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第6 页车间工序号工序名材料牌号机加工8半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精铣后端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:镶齿套式面铣刀6511设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第7页车间工序号工序名材料牌号机加工9粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工卧式车床CM6125夹具编号夹具名称切削液专用车床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗镗刀具:YG8硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规2086414设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 8页车间工序号工序名材料牌号机加工10钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x811设备名称设备型号设备编号同时加工立式钻床Z525夹具编号夹具名称切削液专用钻床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1钻孔刀具:莫式锥度麻花钻夹具:专用夹具量具:游标卡尺塞规39413134设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第9页车间工序号工序名材料牌号机加工11半精镗精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工卧式车床CM6125夹具编号夹具名称切削液专用车床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精镗刀具:YG8硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规30001503192 精镗刀具:YG3X硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规3000150338设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第10页车间工序号工序名材料牌号机加工12粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒min切削速度/m﹒min进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1铣槽口刀具:锯片铣刀夹具:专用夹具量具:游标卡尺375手动10145设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
(完整版)工艺过程卡和工序卡卡片
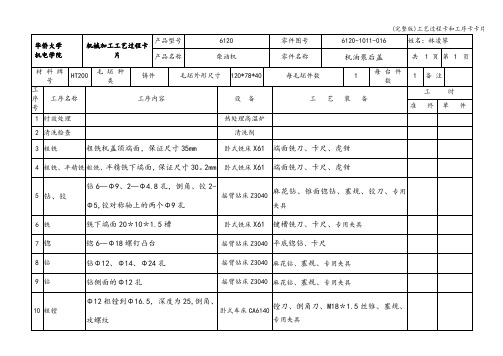
华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第1页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*4011设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣机盖顶端面,保证尺寸35mm硬质合金端面铣刀、卡尺16011。
65132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120—1011—016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第2页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*351设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1粗铣下端面,保证尺寸31mm硬质合金端面铣刀、卡尺1601 1.64132。
82华侨大学机电学院机械加工工序卡片产品型号6120零件图号6120-1011-016姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13页第3页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30。
21设备名称设备型号设备编号同时加工件数摇臂钻床Z30401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm机动辅助1钻6-Φ9mm孔Φ9高速钢麻花钻、塞规6300.290。
工艺过程卡、工序卡
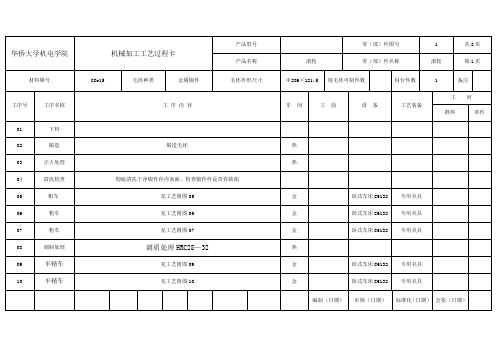
华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ280外圆工序号05零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s粗车Φ280外圆至Φ282.3硬质合金车刀YT15 121.5 1 1.85 1 125 2 58.32编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ215、Φ255工序号06零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ280右端面硬质合金车刀YT1536.75 1 1.8 1 125 2 17.6 2粗车Φ215内圆至Φ212.6及Φ203右端面硬质合金车刀YT1566.75 1 1.8 1 180 2 22.3 3粗车Φ137右端面至Φ203内圆硬质合金车刀YT1534.9 3 1.55 1 250 2 25.14粗车Φ255内圆至Φ253.6及Φ215右端面硬质合金车刀YT1517.7 10 2.05 1 125 2 84.9华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ240Φ137及14°槽工序号07零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ240左端面、硬质合金车刀YT1575.25 1 1.8 1 180 2 25.08 2粗车Φ280左端面及Φ240外圆、硬质合金车刀YT1519.3 3 1.8 1 180 2 19.3 3粗车Φ137内圆至Φ135.6硬质合金车刀YT1526 1 1.4 1 250 2 6.2 4 粗车14°槽14°切槽专用刀具9 1 1 250 2华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ280工序号09零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s半精车Φ280外圆至Φ280.9硬质合金车刀YT15116 1 0.7 0.5 125 2 111.4华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ215Φ255工序号10零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ280右端面硬质合金车刀YT1513.65 1 1.2 0.5 125 2 13.1 2半精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.45 1 0.7 0.5 180 2 45.0 3半精车Φ137右端面至Φ203内圆硬质合金车刀YT1533.7 1 1.1 0.5 280 2 16.24 半精车Φ255内圆及Φ215右端面、硬质合金车刀YT1517.5 1 0.7 0.5 125 2 16.8华侨大学院机电学院机械加工工艺卡片工序名称加工螺纹孔工序号11零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具立式钻床Z525安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1钻孔高速钢钻头20 1 7.82 铰孔20 1 0.23 攻丝、15 1华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ240Φ137及14°槽工序号12零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ240左端面硬质合金车刀YT1554.05 1 1.2 0.5 180 2 36.0 2半精车Φ280左端面及Φ240外圆硬质合金车刀YT1520 1 1.3 0.5 180 2 13.33 半精车Φ137内圆、硬质合金车刀YT1525.5 1 0.7 0.5 250 2 12.244 半精车14°槽14°切槽专用刀具0.7 1 0.5 250 2华侨大学院机电学院机械加工工艺卡片工序名称精车Φ280外圆工序号15零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ280外圆硬质合金车刀YT15110 1 0.3 0.25 180 3 146.7华侨大学院机电学院机械加工工艺卡片工序名称精车Φ215内圆工序号16零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.75 1 0.3 0.25 250 3 65.04华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ280外圆工序号17零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s金刚石车Φ280外圆金刚石车刀110 1 0.15 0.2 180 3 183.3华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ215内圆工序号18零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设。
机械加工工艺过程卡片及工序卡

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
工艺过程卡与工序卡
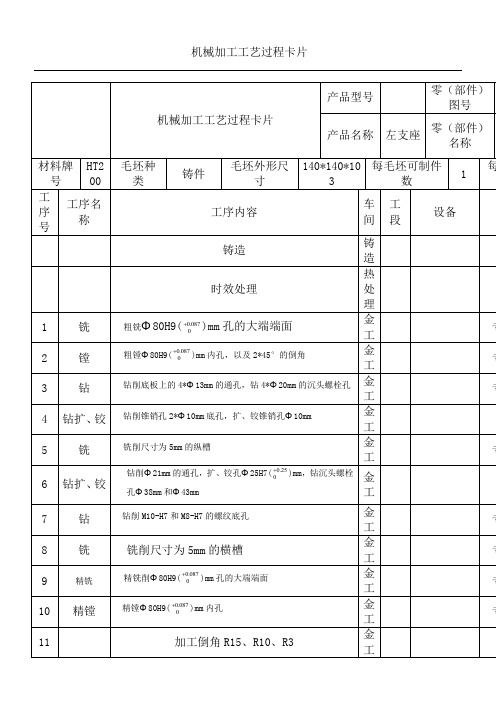
机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部件)图号 产品名称 左支座零(部件)名称材料牌号 HT200 毛坯种类铸件毛坯外形尺寸140*140*103 每毛坯可制件数1每工序号 工序名称工序内容 车间 工段 设备铸造 铸造 时效处理热处理1 铣 粗铣Φ80H9(087.00+)mm 孔的大端端面 金工 专2 镗 粗镗Φ80H9(087.00+)mm 内孔,以及2*45°的倒角 金工 专3钻钻削底板上的4*Φ13mm 的通孔,钻4*Φ20mm 的沉头螺栓孔 金工 专4 钻扩、铰 钻削锥销孔2*Φ10mm 底孔,扩、铰锥销孔Φ10mm 金工 5铣铣削尺寸为5mm 的纵槽金工专6 钻扩、铰 钻削Φ21mm 的通孔,扩、铰孔Φ25H7(25.00+)mm ,钻沉头螺栓孔Φ38mm 和Φ43mm金工 7 钻 钻削M10-H7和M8-H7的螺纹底孔金工 专8 铣铣削尺寸为5mm 的横槽金工 专9 精铣精铣削Φ80H9(087.00+)mm 孔的大端端面 金工 专10 精镗精镗Φ80H9(087.00+)mm 内孔 金工 专11加工倒角R15、R10、R3金工12 终检检验设计(日期)审核(日期)标准(期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左支座车间工序号工序名金工 1粗铣Φ80孔的大端面毛坯种类毛坯外形尺寸每毛坯可件数铸件140*140*103 1设备名称设备型号设备编立式铣床X61型铣床夹具编号夹具名称专用夹具工位器具编号工位器具名工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm1 粗铣Φ80H9mm孔的大端端面镶齿套式面铣刀1.97 0.99 3.2设计(日审核(日标准化(日期)期)期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称左车间工序号工金工 2粗镗内孔2*45毛坯种类毛坯外形尺寸每毛件铸件140*140*103设备名称设备型号设备卧式镗床T611卧式镗床夹具编号夹具专用工位器具编号工位器工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm1 粗镗Φ80H9内孔到Φ77 镶焊硬质合金的双刃镗刀1.33 0.33 0.52 2*45°倒角YG8硬质合金镗刀6.67 1.72 0.2设计(日期)审核(日期)标准化(日期)标处更签日标处更改签字日记数改文件号字期记数文件号期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工3毛坯种类毛坯外形尺寸铸件140*140*103设备名称设备型号立式钻床Z5150夹具编号工位器具编号工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1刀1 钻削底板上的4*Φ13mm的通孔Φ13mm的硬质合金钻头11.67 0.48 0.32 钻削4*Φ20mm的沉头螺栓孔Φ20mm的高速钢孔钻6.67 0.42 0.25设审计(日期)核(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工 4 2毛坯种类毛坯外形尺寸铸件140*140*103设备名称设备型号立式钻床Z5150夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 钻削锥销孔2*Φ10mm底孔Φ9mm高速钢麻花钻6.67 0.19 0.252 扩锥销孔Φ10mm Φ9.7mm高速钢扩孔钻10 0.3 0.63 铰锥销孔Φ10mm Φ10mm高速钢铰刀5 0.16 1.5设计(日期)审核(日期)标准化标记处更改文签日标处更改文签日数件号字期记数件号字期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工 5铣5毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号铣床X61夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 铣削尺寸为5mm的纵槽锯片铣刀 1.97 0.99 3设计(日期)审核(日期)标准化(日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工 6毛坯种毛坯外形尺类寸铸件140*140*103 设备名称设备型号立式钻床Z5150夹具编号工位器具编号工工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走长/1 钻削Φ21通孔Φ21mm的高速钢钻头6.67 0.43 0.22 扩孔Φ25H7 Φ24.7mm高速钢扩孔钻5 0.39 0.23 铰孔Φ25H7 Φ25mm的高速钢铰刀13.33 1.05 0.24 钻沉头螺栓孔Φ38mm Φ38mm的高速钢孔钻3.33 0.4 0.25 钻沉头螺栓孔Φ43mm Φ43mm的高速钢孔钻3.33 0.45 0.2设计(日期)审核(日期)标准化(期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工7钻和毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号立式钻床525夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 钻削M10-H7螺纹底孔莫氏锥柄麻花钻3.25 0.10 0.952 钻削M8-H7的螺纹底孔莫氏锥柄麻花钻4.53 0.09 0.95设计(日期)审核(日期)标准化(日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工8铣5毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号铣床X61型夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 铣削尺寸为5mm的横槽锯片铣刀 1.97 0.99 3设计(日期)审核(日期)标准化(日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间工序号金工9 80毛坯种类毛坯外形尺寸每铸件140*140*103设备名称设备型号铣床X61型夹具编号夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀度/m1 精铣削Φ80H9(087.00 )mm孔的大端端面镶齿套式面铣刀5 2.51 3.2设计(日期)审核(日期)标准化(日期标记 处数 更改文件号签字 日期 标记 处数 更改文件号 签字日期机械加工工序卡片产品型号零(部件)图号产品名称左支座零(部件)名称车间 工序号 金工10精毛坯种类 毛坯外形尺寸每铸件 140*140*103 设备名称 设备型号卧式镗床 T611夹具编号 夹专工位器具编号工位工步号工步内容工艺设备主轴转速/r ﹒s -1 切削速度 /m ﹒s -1 进给量/mm ﹒r -1走刀度/m 1精镗Φ80H9(087.00)mm 内孔 YG8硬质合金镗刀8.332.090.2设计(日期) 审核(日期) 标准化(日期标记处数 更改文件号 签字 日期 标记 处数 更改文件号 签字日期。
标准的工艺过程卡及工序卡片
产品型号
拨叉831007
零件图号
产品名称
拨叉
零件名称
拨叉
材料牌号
HT200
毛坯种类
铸件
毛坯尺寸
每坯件数
2
每台件数
1
工
序
号
工序内容
加工
车间
设备
夹具
刀具
量具
单件工进
(min)
名称
型号
名称
规格
名称
规格
名称
规格
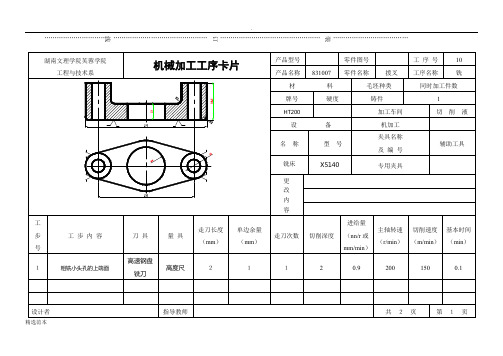
10
粗铣小头孔的上端面
机
铣床
X5140
专用夹具
高速钢盘铣刀
高度尺
20
粗铣中间孔的上端面
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
扩两小端头孔
高速钢直柄麻花钻
高度尺
2
1
1
2
0.9
200
100
0.098
设计者
指导教师
共 7 页
第7页
………………………… ……………………………………… ………………………………………… ………………………………
湖南文理学院芙蓉学院
工程与技术系
工序名称
铣
材 料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
加工车间
切削液
设备
机加工
名称
型号
夹具名称
及编号
辅助工具
铣床
X5140
专用夹具
更
改
内
容
工
步
号
机械加工工艺过程卡片与工序卡片

机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片1.定义2.主要内容(1)工艺路线:根据零件的图纸和技术要求,详细描述每个工序的顺序和前后关系等。
工艺路线应尽可能简洁明了、便于操作。
(2)加工方法:具体记录每个工序的加工方法和过程,包括机床、刀具、切削速度、进给量、切削液等。
(3)工具、工装和夹具:详细描述每个工序所需的工具、工装和夹具等。
这些工具应当符合零件的加工要求,能够确保加工精度和质量。
(4)工序检查:指导加工者进行每一道工序的自检和互检工作,以确保加工质量。
3.作用(1)提供工艺指导:工艺过程卡片详细描述了零件加工的每个步骤和要求,能够为操作人员提供明确的工艺指导,确保加工过程的准确和高效。
(2)记录加工信息:工艺过程卡片记录了每个工序的加工方法、设备和工具等信息,方便工艺工程师对加工过程进行评估和改进。
(3)保证加工质量:通过工艺过程卡片的指导,加工人员可以按照规定的工序严格执行加工要求,确保加工质量达到或超过技术要求。
二、工序卡片1.定义工序卡片是机械加工过程中用于记录和指导每个工序操作要求和指导要点的文件。
它是机械加工工艺文件系统中的一部分,也是机械加工生产过程中必不可少的文件。
2.主要内容工序卡片主要包括以下内容:(1)工序名称:准确描述该工序的名称和编号。
(2)操作要点:详细描述该工序的操作要点,包括操作方法、操作顺序、操作规范等。
(3)质量要求:规定该工序的质量要求和检查方法,确保加工质量达到技术要求。
(4)安全注意事项:记录该工序的操作安全要求和注意事项,保证操作人员的安全。
3.作用工序卡片的作用主要体现在以下几个方面:(1)提供操作指导:工序卡片详细描述了每个工序的操作要点和操作顺序,提供了明确的操作指导,帮助操作人员正确完成每个工序。
(2)规范操作流程:通过规定每个工序的操作要点和质量要求,工序卡片能够规范操作流程,保证每个工序的一致性和高效性。
(3)保证操作安全:工序卡片记录了每个工序的操作安全要求和注意事项,能够提醒和强调操作人员的安全注意事项,保证操作人员的安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0
1.54
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
法兰盘
零件名称
法兰盘
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
5
半精车φ52 外圆, φ120 的外圆、粗镗φ36 的孔、半精镗φ36 的孔
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
法兰盘机械加工工艺规程
国防工业职业技术学院
目 录
机械加工工艺过程卡......................................................................................................1
机械加工工序卡...........................................................................................................3
T616
游标卡尺,镗刀,塞规
30s
5
钻
钻Ф8mm的锥销孔钻到一半,然后与轴配做钻通,再钻M8x1mm的螺纹孔,攻M8x1mm的螺纹
Z512
专用夹具,游标卡尺,千分尺,麻花钻
32s
6
铣
铣断保证图样尺寸
X52K
游标卡尺,千分尺,铣刀
126s
7
钳工
去毛刺
钳工台
虎钳,平锉
8
终检
检查
检验台
塞规卡尺等
9
10
设计(日期)
Z512
麻花钻,铰刀,游标卡尺,千分尺
7s
3
粗铣
粗铣中间孔上端面至Ф25mm,周径至Ф71mm;粗铣中间孔下端面至22mm,周径至Ф71mm;精铣两头孔的端面至50mm;精铣中间孔上端面至25mm,周径至Ф73mm;精铣中间孔下端面至周径至Ф73mm;
X52K
车刀,游标卡尺
54s
4
镗
粗镗、半精镗、精镗Ф55mm孔至图样尺寸
24
25
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
法兰盘
零件名称
法兰盘
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
粗车φ52 外圆,长度为15的右端面,60的右端面、φ120
的外圆
HT150
毛坯种类
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2015.7.6
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
法兰盘
零件名称
法兰盘
共
2
页
第
2
页
材料牌号
毛坯种类
铸铁
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序容
车
间
工
段
设备
工艺装备
工时
准终
单件
0
0
0
0
2
粗车φ52 外圆
三爪卡盘、车刀、游标卡尺
257
46
0.9
2.8
2
0
1.54
3
粗车15右端面
三爪卡盘、车刀、游标卡尺
257
46
0.9
2.25
2
0
1.54
4
粗车60右端面
三爪卡盘、车刀、游标卡尺
257
46
0.9
2.3
2
0
1.54
5
粗车φ120 的外圆
三爪卡盘、车刀、游标卡尺
257
46
0.9
3.5
11
去毛刺
去除机械加工所留下的毛刺
钳工台
虎钳、锉刀
12
清理并吹净
在乳化液中清洗零件保证没有赃物并吹净
清洗机
13
检验
检验以上加工尺寸
检验台上
游标卡尺、千分尺
14
热处理
表面淬火
15
磨
磨φ80 的外圆、15的左端面及60的左端面、磨φ52 的外圆、15的右端面并切出3X0.5的槽然后倒角
外圆磨床
游标卡尺、千分尺、砂轮、卡规、
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
1.54
73.84
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
三爪卡盘
理工大学学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
CA6140车床
零件名称
拨叉
共
1
页
第
1
页
材料牌号
毛坯种类
铸铁
毛坯外形尺寸
170
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
铣削
粗铣Φ40mm孔的两头的端面
X52K
铣刀,游标卡尺
9.4s
2
钻 铰
钻铰两端Φ22mm孔之图样尺寸
刀具工作图...............................................................................................................24
量具工作图...............................................................................................................25
夹具总装图...............................................................................................................22
夹具零件图...............................................................................................................23
1.15
156.15
16
精镗
精镗φ62 的孔
镗床
塞规、镗刀
1.2
84.4
17
精镗
精镗φ36 的孔
镗床
千分尺、镗刀
0.4
77
18
精镗
浮动镗刀块精镗φ36 的孔并加工出6X6半圆槽
镗床
塞规、浮动镗刀块
0.4
78.84
19
去毛刺吹净
去除所有残余的毛刺
钳工台
20
检验
检验
检验台上
游标卡尺、千分尺、塞规、卡规
23
零件图...................................................................................................................20
零件-毛坯合图...........................................................................................................21