机械加工工艺过程卡及工序卡
机械加工工艺过程及工序卡片
日期
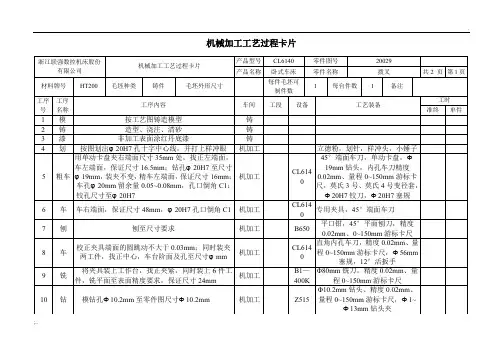
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第2页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
11
钻
模钻孔Φ10H7至Φ9.9mm,铰孔至Φ10H7
Φ80mm铣刀,精度0.02mm、量程0~150mm游标卡尺
10
钻
模钻孔Φ10.2mm至零件图尺寸Φ10.2mm
机加工
Z515
Φ10.2mm钻头、精度0.02mm、量程0~150mm游标卡尺,Φ1~Φ13mm钻头夹
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
卧式车床
CL6140
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
切削深度/mm
进给
次数
工步工时
机动
辅助
1
用单动卡盘装夹右端面车床35mm处,找正左端面,车左端面16mm至16.5mm
机械加工工艺过程及工序卡片

签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第5页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
05
粗车
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
机加工
Z32K
Φ9.9mm钻头,Φ10H7铰刀,Φ1~Φ13mm钻头夹,精度0.02mm、量程0~150mm游标卡尺,Φ10H7塞规
12
漆
按油漆工艺涂上油漆
13
检
综合检查,Φ4mm锥销孔装配时做出
14
入库
清洗干净,在无油漆面上涂上防锈油,入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
机械加工工艺过程卡与工序卡
机械加工工艺过程卡与工序卡一、机械加工工艺过程卡的定义和内容机械加工工艺过程卡是一种记录机械加工过程中工艺和工序信息的文件,用于指导工人进行机械加工操作。
它通常由机械加工工艺工程师编制,对于复杂的机械零件加工尤为重要。
机械加工工艺过程卡的内容通常包括以下几个方面:1.零件名称:记录待加工零件的名称和编号,用于区分不同零件。
2.工艺说明:详细说明零件的加工工艺和方法,包括加工工序、工艺路线、刀具选择、加工参数等。
3.加工设备:记录所需的加工设备和工具,包括机床型号、刀具规格、夹具等。
4.加工工序:按照加工工艺路线,逐个列出零件的加工工序,包括粗加工、精加工、表面处理等。
5.工序要求:对每个工序的要求进行明确,包括尺寸、精度、表面质量、加工余量等。
6.加工顺序:按照加工工艺路线,明确标示每个工序的加工顺序,遵循先粗加工后精加工的原则。
7.加工参数:列出每个工序的加工参数,如转速、进给速度、切削深度等。
8.检验要求:对每个工序的检验要求进行说明,包括检验项目、检验方法、检验工具等。
9.质量控制:对每个工序的质量控制要求进行说明,包括检验频率、检验点、不合格品处理等。
10.备注:对一些特殊加工要求或注意事项进行补充说明。
二、工序卡的定义和内容工序卡是机械加工工艺过程卡的详细拆分,针对每个具体工序编制的详细操作指导文件。
每个工序卡记录了具体工序的操作要点、注意事项和工序的质量控制要求。
工序卡的内容通常包括以下几个方面:1.零件名称和工序号:记录待加工零件的名称和工序号,用于区分不同工序。
2.工序说明:对工序的加工方法和操作要点进行详细说明,包括加工设备、刀具选择、切削方式等。
3.加工要求:明确工序的加工尺寸、外观和质量要求,包括精度、表面质量、孔径尺寸等。
4.加工参数:列出工序的具体加工参数,包括转速、进给量、切削深度等。
5.操作顺序:按照工序的操作流程,进行详细的操作顺序和步骤说明。
6.注意事项:列出工序中需要特别注意的事项和问题,以确保加工质量和工人的安全。
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
机械加工工艺过程及工序卡片
机械加工工艺过程卡片
九江学院
机械与材料工程学院
机械加工工艺过程卡片
零件图号
共 页
零件名称
第 页
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
工序号
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
机械加工工序卡片
九江学院
机械与材料工程学院
机械加工工序卡片
零件图号
共 页
零件名称
第 页
(工序简图)
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具ቤተ መጻሕፍቲ ባይዱ称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
机械加工工艺过程及工序卡片
22
0.15
0.45
5
铰孔车床至Φ20H7
Φ20H7铰刀,Φ20H7塞规
32
0.04
设计日期
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第6页
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第2页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
机械加工工艺过程及工序卡片
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
(机械制造行业)机械加工工艺过程卡片及工序卡
连杆加工工艺过程卡片及工序卡
学生姓名
届
学院(系)机械学院
指导教师
职称
2013 专业机械工程及自动化 副教授
天型号 产品名称
492Q 连杆总成
零件图号 零件名称
760-1004050 连杆
共(3)页 第(1)页
材料牌号
天津理工大学
机械加工工艺过程卡片
产品型号 产品名称
492Q 连杆总成
零件图号 零件名称
760-1004050 连杆
共(3)页 第(2)页
材料牌号 工 工序 序 名称 号
45Mn 工
毛坯种类 序
16 钳工 钻扩铰螺栓孔
17 钳工 杆盖螺栓孔倒角 18 铣工 铣杆盖缺口面 19 铣工 铣杆油槽 20 钳工 钻油孔 21 钳工 煮螺栓 22 钳工 装配螺栓 23 车工 半精镗大头孔 24 车工 大头孔倒角
毛坯外形尺寸 容 车间 工段
每件毛坯可制件数
设备
工
每台件数 艺装备
4 备注
工
时
准终 单件
Z535
钻头φ42.5
1
镗床 J-24,D-24,气动测头,内径表 18~35
2.4
铣床
J-25,三面刀铣刀φ100×22,锉刀
4.8
磁力探伤机
钳工台
重量分选仪 ZDF-1000 型 金属电刻字机 DK100 型
25 磨工 精磨两大平面
26 车工 精镗大小头孔
27 车工 车小头厚度 28 车工 修重小头
29 钳工 珩磨大头孔
30 钳工 压铜套
锻件 内
毛坯外形尺寸 容 车间 工段
每件毛坯可制件数
(完整版)机械加工工艺过程卡与工序卡
湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 1页车间工序号工序名称材料牌号1粗铣端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0。
70工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣小头端端面A1Ø50mm硬质合金面铣刀,专用夹具37558。
90。
15310.30。
382翻转夹具,粗铣小头端端面A237558。
90.15310。
30。
38(完整版)机械加工工艺过程卡与工序卡设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 2页车间工序号工序名称材料牌号2铣大头端端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件2。
73工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣大头端端面A面至6119.00 mm,BØ50mm硬质合金面铣37558。
90。
1572 2.20。
38面至8122.0mm刀,专用夹具设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14 页第 3页车间工序号工序名称材料牌号3扩小头孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数钻床Z30801夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0.93工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/min机动辅助1粗扩铸造毛坯孔Ø16mm 至Ø1921.00+mmØ19mm 硬质合金扩孔钻,专用夹具 20011。
机械加工工艺过程卡和工序卡的区别
机械加工工艺过程卡和工序卡的区别在机械加工中,工艺过程卡和工序卡是两个重要的文档,它们在生产过程中起着不可替代的作用。
尽管它们看起来可能有些相似,但实际上在内容和用途上存在着一些关键区别。
本文将探讨机械加工工艺过程卡和工序卡之间的区别,帮助读者更好地理解这两者的功能和作用。
工艺过程卡工艺过程卡是一种详细描述每一个产品制造工艺流程的文档。
它通常由工艺工程师或技术人员编制,包含了加工工艺、设备要求、工时估计、质量控制要求等内容。
工艺过程卡的主要作用是指导生产现场的操作人员按照既定的工艺流程进行生产制造,保证产品质量和生产效率。
工艺过程卡通常包含的内容有:•产品加工工艺流程•工序顺序和内容•设备工具要求•产品质量要求•加工工时预估•周边环境要求工艺过程卡是一份非常重要的文档,它直接关系到产品的质量和工艺效率。
一份良好的工艺过程卡可以明确指导生产操作,降低生产过程中的错误率和损耗率,提高生产效率和产品质量。
工序卡工序卡是指针对每个单独工序所编制的文档,它包含了工序的具体要求、工艺参数、操作方法、质量检验标准等内容。
工序卡通常由生产操作人员或质量管理人员编制,用于具体指导每一个工序的操作和质量监控。
工序卡通常包含的内容有:•工序名称和编号•工序操作要求•工序加工参数•质量检验要求•安全注意事项•工序操作步骤工序卡的作用在于具体指导生产操作人员在执行每一个工序时的具体操作要求,保证每一个工序都按照要求进行,并且提供必要的质量控制指导。
工序卡的编制需要结合具体的生产工艺和产品要求,确保每一个工序都能够按照要求准确执行。
工艺过程卡与工序卡的区别尽管工艺过程卡和工序卡都是用于指导生产操作的文档,但它们之间存在着明显的区别。
主要区别如下:1.内容层次不同:工艺过程卡是对整个产品制造工艺流程的概略描述,包含了整个生产过程的主要步骤和要求;而工序卡则是对每一个具体工序的详细描述,包含了每一个工序的具体操作要求和质量标准。
机械加工工艺过程卡片及工序卡
连杆加工工艺过程卡片及工序卡学生姓名届 2013学院(系)机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第(2)页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85(1)保证加工面距中心线尺寸18.35±0.102t=0.5(2)两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 (1)其一平面必垂直设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(3)页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5(1)保证加工面距中心线尺寸18.35±0.10(2)两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0(1)其中一大平面赢平直不直度≯0.10mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(4)页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(5)页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体和盖第(6)页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平整一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工艺过程卡填写说明
+%)查表得到,不计准备和终结时间;
(15) 设备负荷率=(13 x(4)十(251天x8小时x60分x(12);
(16) 根据需要填写。
(1)过程卡和工序卡的总页数;
(2)当前页页序;
(3)按零件图填写;
(4)按设计任务书填写,包括了备品率和废品率;
(5)按零件图填写;
(6)填写“铸件”、“锻件”、“圆钢”、“板钢”等;
(7)每毛坯可加工同一零件的数量;
(8)工序号,可依自然数连续或不连续编号;
(9)工序名称如“钻xx孔”、“粗铣xx面”、“攻xx螺纹” 等;
(10)填写设备名称如“立钻”;
(11)填写设备型号如“ Z5125A ”;
(12)填写该工序所需设备数量;
(13)基本时间t m和辅助时间t a之和,也称为操作时间。
基本时
间取自工序卡。
辅助时间按工序卡所表明的工序操作动作,查各动作的时间定额标准并累加得到(未见占基本时间百分比数据) ;
(14)工时定额t t按公式t t= (t m+t a) [1+ ( a+® % ]计算。
其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比
机械加工工序卡填写说明
(1 )、( 3)、(4)、( 5)、(6)、(11)同于对工艺过程卡相应内容的说明;
(2)采用的切削液名称,如“水”、“水溶液”、“乳化液”等;
(7)工序简图。
要求:①主要简图是零件在机床上装夹位置的主视图,应有零件的外形轮廓,与本工序无关的结构要素不表示。
②完整表示工序定位基
准、夹压力方向和作用面、夹压方式(机械夹紧、液压夹紧、气动夹紧、电磁夹紧),也可规定夹压位置。
③用特粗线条表示出加工面,注明工序尺寸及
公差、加工面的相对位置精度、表面粗糙度等。
④表示工序同时装夹零件的数目和排列方式。
⑤若绘制简图的位置不够,可另页绘制(该页上保留工序卡表头,其它位置绘简图),顺序在本工序卡片之后,有页码。
(8)若需要专用夹具,填写夹具名称,如“钻夹具”。
否则不填;
(9)本工序工序内容序号,依自然数连续编号;
(10)工序加工内容和主要技术要求。
外协序只写工序名称和主要技术要求,如热处理的硬度和变形要求、电镀的镀层厚度。
设计或工艺要求加工面配做配钻时,要在配做配钻前该面的最后工序另起一行注明,如“XX孔与XX
件配钻”;
(11)填写设备型号如“ Z5125A ”;
(12)专用的填写编号,由于没有编号规则,可填写刀辅具名称,并示以“专用”含义,如“成形铳刀”。
标准的填写名称、规格,如“锥柄钻头①14.3X 200”、“ 45°车刀”;
(13)填写量检具名称,如“孔位检具”、“卡规”等,已有“专用”含义。
标准的填写名称、规格、精度,如“卡尺0~125, 0.02”、“杠杆表0~0.8, 0.01 ”。
(14)、(15)、(16)、(17)切削用量三要素,由分析计算或查表得到。
(18 )工件切削部分的长度;
(19 )直接改变加工对象几何状况或材料性质的工艺过程所消耗的时间,用相应加工方法基本时间计算公式计算。
切削加工时,不仅与切削长度、走刀次数和切削用量有关,还与切入量、切出量、刀具尺寸等有关。
注:范文素材和资料部分来自网络,供参考。
只是收取少量整理收集费用,请预览后才下载,期待你的好评与关注)。