轴的机械加工工序卡片
轴的机械加工工艺卡片
轴的机械加工工艺卡片
轴的机械加工工艺卡片包括以下内容:
1. 加工工序:轴的机械加工通常包括车削、铣削、钻削和磨削等工序。
根据轴的要求,可以选择单一工序或多个工序进行加工。
2. 材料选择:根据轴的用途和要求,选择合适的材料。
常见的轴材料包括碳钢、合金钢、不锈钢和铜合金等。
3. 工件装夹:将轴固定在机床上,以确保加工时的稳定性和精度。
常用的装夹方式包括三爪卡盘、四爪卡盘和心棘卡盘等。
4. 加工工艺参数:根据轴的要求和机床的性能,确定加工工艺参数,包括进给速度、切削速度和切削深度等。
5. 加工工具选择:根据轴的要求和加工工序,选择合适的刀具。
常见的刀具包括车刀、铣刀、钻头和砂轮等。
6. 加工精度控制:根据轴的精度要求,进行加工过程中的精度控制。
常见的精度要求包括直径公差、圆度和表面粗糙度等。
7. 加工表面处理:根据轴的要求,进行表面处理。
常见的表面处理方式有磷化、
镀铬和抛光等。
8. 检验和修正:对加工后的轴进行检验,根据检验结果进行必要的修正。
常见的检验方法包括测量和性能测试等。
9. 最终整理:对轴进行最终整理,包括去毛刺、清洗和包装等。
以上是轴的机械加工工艺卡片的一般内容,具体的加工工艺会根据不同的轴和加工要求而有所差异。
对于复杂的轴加工,可能需要进行多次的加工和修正,以满足特定的要求。
阶梯轴机械加工工序卡片演示教学

仲恺农业工程学院机械加工工序卡片产品型号零件图号产品名称零件名称阶梯轴共 1 页第 1 页车间工序号工序名称材料牌号金工车削45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料44.5 210。
5设备名称设备型号设备编号同时加工件数普通车床C616夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 热处理正火2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.03 半精端面YT15车刀1200 105 0.4 0.75 1 6.04 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.05 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.26 粗车φ400-0.039YT15车刀1000 105 0.4 1.1 1 8.77 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.28 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.09 热处理调质处理10 钳工修研中心孔11 半精车φ25+0.034-0.034YT15车刀1200 130 0.3 0.325 1 6.012 半精车φ30+0.015-0.002YT15车刀1200 130 0.3 0.65 1 6.2精品文档精品文档。
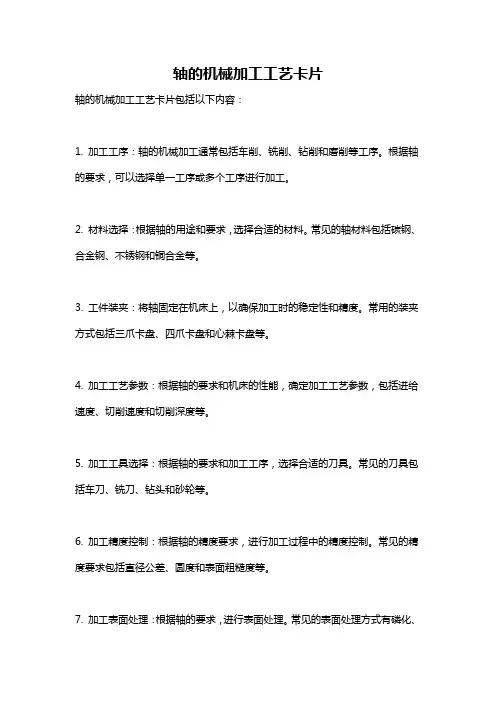
毕业设计输出轴机械加工工序卡片
产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第1页工步号1 粗车右端面至尺寸502 粗车外圆尺寸至$ 176车间工序号工序名称材料牌号金工车间 1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称三爪自定心卡盘工艺装备车刀,游标卡尺车刀,游标卡尺工位器具编号工位器具名称切削液乳化液工序工时(分)准终|单件主轴转速切削速度r/min m/min185进给量mm/r切削深度mm进给次数工步工时机动I辅助185机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第2页车间金工车间工序号工序名称材料牌号52 000191 毛坯种类锻件设备名称车床夹具编号2毛坯外形尺寸粗车外圆柱面每毛坯可制件数45钢每台件数设备型号CA6140工位器具编号设备编号同时加工件数工步号工艺装备王轴转速r/min切削速度m/min1 粗车外圆端面至266 车刀,游标卡尺185夹具名称三爪自定心卡盘工位器具名称进给量mm/r切削深度mm切削液乳化液工序工时(分)准终单件进给次数工步工时机动丨辅助产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第6页车间工序号工序名称材料牌号金工车间 6 精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分)准终|单件工步号1工艺装备粗镗内孔至0 50 车刀,内径千分尺主轴转速r/min185切削速度m/min进给量切削深度mm/r mm进给次数工步工时机动|辅助2粗镗内孔至$ 79 3粗镗内孔至$ 104 车刀,内径千分尺185 车刀,内径千分尺1854 半精镗镗内孔至0 80 车刀,内径千分尺185 1 15 倒角车刀185产品型号机械加工工序卡片零件图号输出轴零件名称输出轴共10页第7页车间工序号工序名称材料牌号金工车间7 铳45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铳床X61W型铣床 1 夫具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件产品名称工步号工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度进给次数工步工时mm 机动辅助铣键槽16*10 铳刀,游标卡尺185产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第8页工步号工艺装备麻花钻,内径千分尺2分度,钻另一个斜空至$ 8 3 麻花钻,内径千分尺车间金工车间毛坯种类锻件设备名称钻床夹具编号工位器具编号主轴转速r/min185185工序号8工序名称钻毛坯外形尺寸设备型号每毛坯可制件数1设备编号Z525立式钻床专用夹具夹具名称工位器具名称切削速度m/min进给量mm/r切削深度mm材料牌号45钢每台件数1同时加工件数1切削液工序工时(分)准终|单件进给次数工步工时机动I辅助机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第9页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具名称切削液夹具编号工位器具编号工位器具名称工序工时(分)准终单件工步 号工步 内 容工艺装备主轴转速 切削速度 进给量 切削深度进给次数工步工时 r/minm/minmm/rmm机动辅助1 佥验185234机械加工工序卡片产品型号 零件图号产品名称 输出轴 零件名称输出轴共 10页 第10页车间 工序号工序名称材料牌号金工车间 10检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号 同时加工件数1工位器具编号工位器具名称工序工时(分)准终单件夹具名称切削液夹具编号。
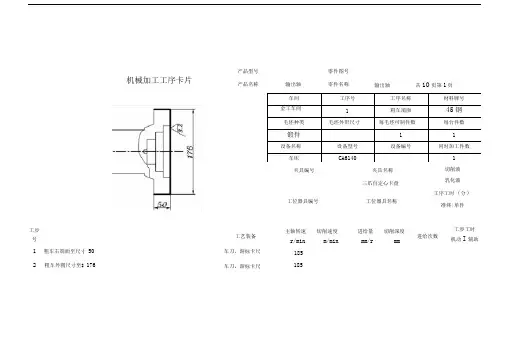
主轴加工工艺卡片
精铣
铣键槽
铣床
140
精车
加工三段螺纹
卧式车床
150
粗精磨
粗精磨各外圆
万能外圆磨床
第1页
共2页
机械加工工艺卡片
产品型号
零件图号
产品名称
SSCK20A
零件名称
主轴
序号
工序
工 序 内 容
车间
设备
工 艺 装 备
工等
工时
单件
备注
夹具
刃具
量具
辅具
0
备料
10
精锻
立式精锻机
20
热处理
正火
30
锯头
40
铣端面
专用机床
50
粗车
车各外圆面
卧式车床
60
热处理
调质220~240HBS
70
车大端面
卧式车床
80
粗车
仿形车小端各部
仿形车床
90
钻
钻打断各孔
摇臂钻床
第2页
共2页
机械加工工艺卡片
产品型号
零件图号
产品名称
SSCK20A
零件名称
主轴
序号
工艺 装 备
工等
工时
单件
备注
夹具
刃具
量具
辅具
100
热处理
高频感应加热淬火
110
数车
精车各外圆并车槽
数控车床
′
120
粗磨
粗磨个外圆
万能外圆磨床
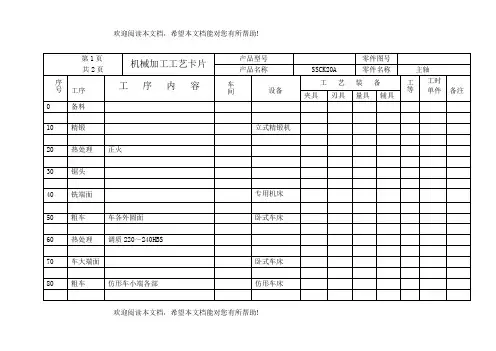
传动轴机械加工工序卡片
沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(1)页车间工序号工序名称材料牌号1 下料40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 切割棒料通用夹具,A型机机夹切断车刀360 79 0.2 36 1 描图描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(2)页车间工序号工序名称材料牌号2 粗车端面,钻中心孔40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ50端面通用夹具,45°端面车刀600 120 0.25 3 12 钻中心孔通用夹具,中心钻(B型)600 120 0.25 1.25 1 描图描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(3)页车间工序号工序名称材料牌号3 粗车外圆40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车φ30外圆顶尖,45°外圆车刀600 90 0.752 52 粗车φ45外圆顶尖,45°外圆车刀600 90 0.75 2.5 1 描图3 粗车φ30外圆顶尖,45°外圆车刀600 90 0.75 2 54 粗车φ22外圆顶尖,45°外圆车刀600 90 0.75 2 7 描校 5 去毛刺顶尖,45°外圆车刀600 80 0.75 0.05 1底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(4)页车间工序号工序名称材料牌号4 粗车槽40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗车4x2槽顶尖,45°外圆车刀600 90 0.75 1 12 粗车4x0.5槽顶尖,45°外圆车刀600 90 0.25 2 描图描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(5)页车间工序号工序名称材料牌号5 精车40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 12 精车φ45外圆顶尖,45°外圆车刀600 131 0.14 1 1 描图3 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 14 车φ22螺纹顶尖,45°外圆车刀100 15 0.75 2 5 描校 5 倒角顶尖,45°外圆车刀400 131 0.14 1 1底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(6)页车间工序号工序名称材料牌号6 热处理40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数铣床X62W 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗铣槽专用夹具190 59.69 136.8 0.8 12 精铣槽专用夹具190 59.69 136.8 0.4 1 描图3 热处理,淬火淬硬深度1.5-2.5,HRC30描校底图号装订号设计日期审核日期标准化日期会签日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共(7)页第(7)页车间工序号工序名称材料牌号7 检查40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ50mm×240mm 1 1设备名称设备型号设备编号同时加工零件数车床CR6150 01 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 检查2 入库描图描校底图号装订号设计日期审核日期标准化日期会签日期。
机械加工工艺过程卡片
机械加工工艺过程卡片
机械加工工序卡片
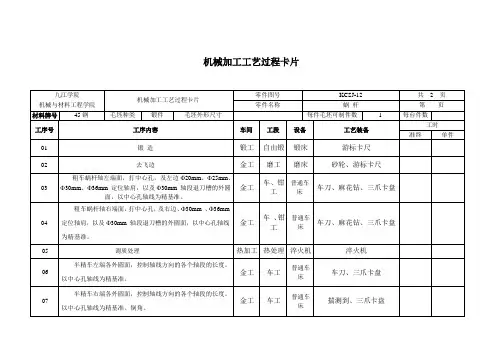
九江学院
机械与材料工程学院机械加工工序卡片
零件图号KCSJ-12 共页
零件名称ZA蜗杆第页
车间工序号工序名称材料牌号
数控车间 3 车左外端面45钢
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
锻件 1 1
设备名称设备型号设备编号同时加工件数
卧式车床C620-1 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称工序工时
准终单件
工步号工步内容工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/
(mm/r)
背吃刀量
/mm
走刀
次数
工时定额
1 打中心孔三爪卡盘960 24.
2 0.07 0.
3 1 基本辅助
2 车端面三爪卡盘740.6 91.8 0.4 0.4
3 1
3 粗车Φ36的定位轴肩三爪卡盘970.8 92.
4 0.2 0.41 2
4 粗车Φ30外圆面三爪卡盘980.0 93.
5 0.2 0.40 2
5 Φ30的轴端圆弧退刀槽三爪卡盘890 72.4 0.08 0.41 3
6 粗车出Φ30外圆面三爪卡盘890.0 78.2 0.21 0.41 2
7 粗车Φ25外圆面三爪卡盘900.0 80.2 0.21 0.43 2
8 粗车Φ20外圆面三爪卡盘890.0 84.6 0.20 0.41 2
9 倒圆角三爪卡盘980.0 90.1 0.24 0.45 1。
(完整版)阶梯轴机械加工工序卡片
仲恺农业工程学院机械加工工序卡片产品型号零件图号产品名称零件名称阶梯轴共 1 页第 1 页车间工序号工序名称材料牌号金工车削45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料44.5 210。
5设备名称设备型号设备编号同时加工件数普通车床C616夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 热处理正火2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.03 半精端面YT15车刀1200 105 0.4 0.75 1 6.04 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.05 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.26 粗车φ400-0.039YT15车刀1000 105 0.4 1.1 1 8.77 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.28 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.09 热处理调质处理10 钳工修研中心孔11 半精车φ25+0.034-0.034YT15车刀1200 130 0.3 0.325 1 6.012 半精车φ30+0.015-0.002YT15车刀1200 130 0.3 0.65 1 6.2。
阶梯轴机械加工工序卡片
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
机动
辅助
1
热处理
正火
2
粗车端面,并钻中心孔毛坯外圆
15车刀
1000
105
0.4
0.75
1
6.0
3
半精端面
15车刀
1200
105
0.4
0.75
1
6.0
4
粗车φ25+0.034 -0.034
15车刀
1000
105
0.4
1.1
1
6.0
1
6.0
9
热处理
调质处理
10
钳工
修研中心孔
11
半精车φ25+0.034 -0.034
15车刀
1200
130
0.3
0.325
1
6.0
12
半精车φ30+0.015 -0.002
15车刀
1200
130
0.3
0.65
1
6.2
13
半精车φ400 -0.039
15车刀
1200
130
.0.3
0.325
1
8.7
14
1400
150
0.2
0.25
1
6.2
18
精车φ400 -0.039
30车刀
1400
150
0.2
0.325
1
8.7
19
精车φ30+0.015 -0.002
30车刀
轴工艺卡
机动
辅助
0
装夹
1
铣键槽14*50
X5012立式升降台铣床
800
30.14
0.08
1.1
5
2
铣键槽8*47
X5012立式升降台铣床
800
30.14
0.08
1.0
5
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
11
页
第
10
签字
日期
标记
处数
更改文件号
签字
日期
粗车
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
输出轴
共
11
页
第
2
页
车间
工序号
工序名称
材料牌号
5
粗车
45号钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
碳钢
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
01
工位器具编号
工位器具名称
工序工时(分)
设备编号
同时加工件数
夹具编号
夹具名称
切削液
04
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
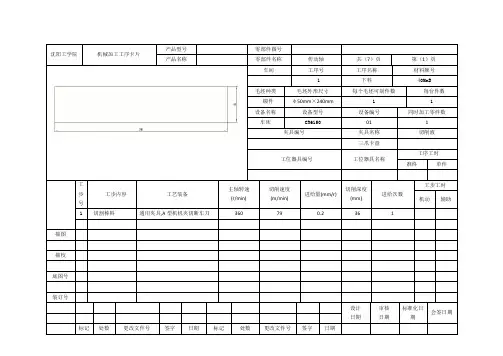
机械加工工艺卡片实例
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工序卡片产品型号零件图号
产品名称零件名称第二轴共6页第 1 页
车间工序号工序名称材料牌号
金工 2 车HT150
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
锯床V6-G4025带锯床 1
夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 保持总长412±1.5mm 钢尺350 3 0.5 50 1 1 56
机械加工工序卡片产品型号车床零件图号
产品名称零件名称第二轴共6页第 2 页
车间工序号工序名称材料牌号
金工 2 车40CR
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
专机铣钻专机 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1
同时铣两端面、钻两端中心孔(外圆柱定位),
保证总长407
专用量具400 8 1.3 2 1 1 0.8
机械加工工序卡片产品型号零件图号
产品名称零件名称第二轴共6页第 3 页
车间工序号工序名称材料牌号
金工 2 车40CR
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
车床CK6140 1
夹具编号夹具名称切削液
通用三爪卡盘
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钳工划线划针, 游标高度尺
2 车∅45.5外圆, 达尺寸要求, 车∅37.6外圆, 车退刀槽,
车∅37.5外圆, 留0.5mm余量, 车∅34.5外圆, 留
0.5mm余量, 车∅34.5外圆, 留0.5mm余量, 车∅30.5
外圆, 留0.5mm余量, 车∅30.49,∅26.5,∅26,∅16 留
0.5mm余量.
游标卡尺0-125(0.02)500 13.35 0.35 2 1 0.13 0.76
3 调头车.车退刀槽,车∅37.5外圆, 车∅34.5外圆, 车∅
27外圆留0.5mm余量
游标卡尺0-125(0.02) 500 13.35 0.35 2 1 0.13
0.32
机械加工工序卡片产品型号零件图号
产品名称零件名称共6页第 4 页
车间工序号工序名称材料牌号
金工 2 车40CR
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
车床CK6140 1
夹具编号夹具名称切削液
通用三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
工步内容工艺装备主轴转速切削速度
工步号工步容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钳工划线划针, 游标高度尺
2 车∅37.6外圆, 车∅37.5外圆, 留0.1mm磨量, 车∅
34.5外圆, 留0.1mm磨量, 车∅34.5外圆, 留0.1mm
磨量, 车∅30.5外圆, 留0.1mm磨量, 车∅30.49,留
0.1mm磨量∅26.5,∅26,∅16达图示要求
游标卡尺0-125(0.02)650 15.5 3 0.2 1 0.3 0.15
3 调头车.车退刀槽,车∅37.5外圆, 车∅34.5外圆, 车∅
27外圆留0.1mm磨量
游标卡尺0-125(0.02) 650 15.5 3 0.2 1 0.3 0.09
机械加工工序卡片产品型号零件图号
产品名称零件名称第二轴共6页第 5 页
车间工序号工序名称材料牌号
金工 5 铣40Cr
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
铣床X52K 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 粗铣留0.5mm余量游标卡尺0-125(0.02)360 6 0.3 3 1 0.55 0.7
2 精铣达图示要求游标卡尺0-125(0.02)720 12 0.2 0.5 1 0.55 0.3
机械加工工序卡片产品型号车床零件图号
产品名称零件名称第二轴共6页第 6 页
车间工序号工序名称材料牌号
金工 2 车40CR
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
磨床M1420 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 磨∅37.6外圆, 磨∅37.5外圆,磨∅34.5外圆磨∅34.5
外圆, 磨∅30.5外圆,磨∅30.49达图示尺寸公差达及表
面粗糙度要求.
专用量具, 螺旋测微器900 20 0.150 0.1 1 1.2 0.9
2 磨∅37.5外圆, 磨∅34.5外圆, 磨∅27外圆留0.1mm
磨量达图示尺寸公差达及表面粗糙度要求.
专用量具, 螺旋测微器900 20 0.150 0.1 1 1.2 0.5。