机械加工工艺过程卡片,检验卡片样图
机械加工工艺过程卡片
机械加工工艺过程卡片
机械加工工艺过程卡片
XXX
材料牌号:XXX
工序号:01、02
锻件毛坯外形尺寸、零件图号、零件名称、车间工段、KCSJ-12、蜗杆、每件毛坯可制件数、设备工艺装备、每台件数、工时、准终单件
工序内容:
锻造:去飞边,锻工自由锻
金工磨工:锻床,磨床,游标卡尺,砂轮、游标卡尺
车床工:车刀、麻花钻、三爪卡盘
03粗车蜗杆轴左端面,打中心孔,及左边ΦXXX、
Φ25mm、Φ30mm、Φ36mm定位轴肩,以及Φ30mm轴段退刀
槽的外圆金工面,以中心孔轴线为精基准。
粗车蜗杆轴右端面,打中心孔,及右边、Φ30mm、
Φ36mm定位轴肩,以及Φ30mm轴段退刀槽的外圆面,以中
心孔轴线为精基准。
04金工:半精车左端各外圆面,控制轴线方向的各个轴
段的长度。
以中心孔轴线为精基准。
半精车右端各外圆面,控制轴线方向的各个轴段的长度。
以中心孔轴线为精基准。
倒角。
05金工:铣键槽,选择两个Φ30mm外圆面作为基准。
06车工:车蜗杆螺纹,选择两个Φ30mm外圆面作为基准。
07金工:淬火。
以中心孔轴线为精基准。
08金工:揣测到、三爪卡盘。
09钳工:淬火。
10车工:热加工热处理。
普通车床。
11普通立式铣床:铣刀、专用夹具。
12普通车床:车刀、专用夹具。
13砂轮、游标卡尺:淬火机。
14砂轮、游标卡尺:磨工。
15深度游标卡尺:车工、钳工。
去毛刺、检验、入库。
金工、检验、仓库。
机械加工工序卡片工艺过程卡片
1
粗车外圆 mm
车刀
游标卡尺
120
50
1
84s
2
粗车 mm
镗刀
游标卡尺
160
37
1
117s
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
底图号
装订号
描校
描图
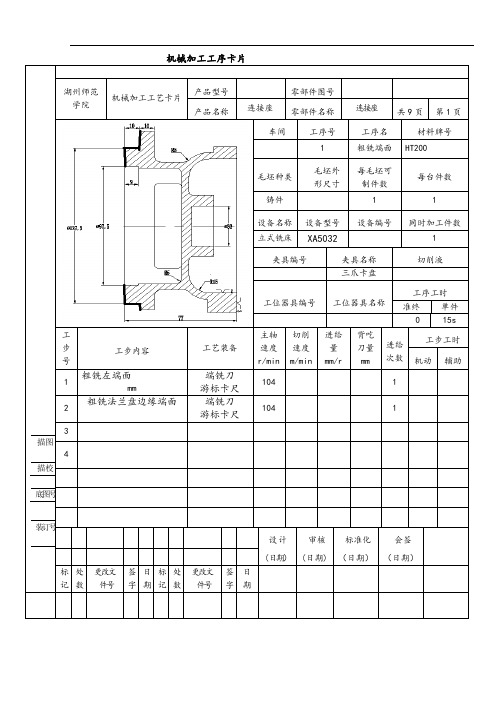
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
1
每台件数
1
备注
工序号
工 名 序 称
工 序 内 容
车间
工段
设 备
工艺装备
工 时
准终
单件
1
粗铣左凸台左端面
粗铣左端面~~mm 粗铣左凸台~
XA5032立式铣床
高速钢镶齿端铣刀、游标卡尺、专用夹具
2
粗铣右凸台右端面
粗铣右端面~
粗铣右凸台~5mm
XA5032立式铣床
高速钢镶齿端铣刀、游标卡尺、专用夹具
3
粗车外圆
18
1
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
机械加工工艺过程卡片及工序卡

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
工艺卡片模板100例
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
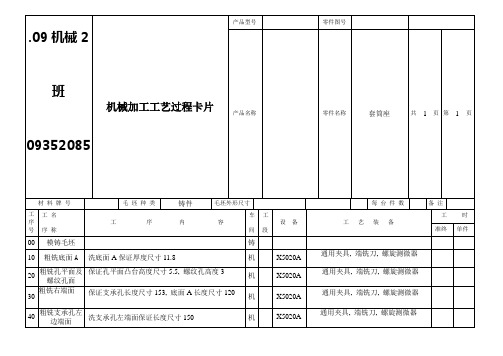
套筒座
共
1
页
第
1
页
材料牌号
毛坯种类
铸件
毛坯外形尺寸
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
00
模铸毛坯
铸
10
粗铣底面A
洗底面A保证厚度尺寸11.8
机
X5020A
通用夹具,端铣刀,螺旋测微器
20
粗铣孔平面及螺纹孔面
保证孔平面凸台高度尺寸5.5,螺纹孔高度3
通用夹具,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
机械加工工艺过程卡片
车床
CA6136
夹具编号
夹具名称
通用夹具
工位器具编号
工位器具名称
每台件数 1
同时加工件数
切削液
工序工时 /s
准终
单件
工步号 工
步
内
1 调头装夹
2 半精车φ40.5--39×58mm
3 半精车φ46.5--45.5×90mm
4 半精车φ51.8--50×28mm
容
工艺装备
主轴转速 r/min
切削速度 m/min
0.67
0.4
2
1
三爪卡盘,45°车刀,切断刀
设 计 日 期 校 对 日期 审 核 日期 标准化 日期 会 签 日期
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序 3 卡片
机械加工工序卡片
产品型号 产品名称
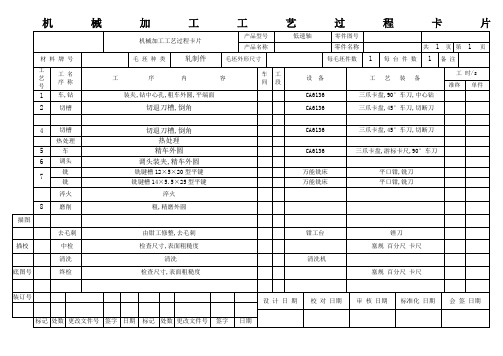
减速器
车间
毛坯种类
零件图号
零件名称 低速轴
共 1 页第 1 页
机
材料牌号
工 艺 号
工名 序称
1 车,钻
2 切槽
械
加
工
工
艺
过
程
卡
片
机械加工工艺过程卡片
毛坯种类
轧制件
产品型号 产品名称 毛坯外形尺寸
低速轴
零件图号 零件名称
每毛坯件数 1
共 1 页第 1 页 每台件数 1 备注
工
序
内
容
装夹,钻中心孔,粗车外圆,平端面
切退刀槽,倒角
车工 间段
设备
CA6136 CA6136
mm
进给次数
工步工时 机动 辅助
低速档 高速档
机械加工工艺过程卡片+工序卡

80
7
扩4×Φ12H7至4×Φ11.8
T05
Φ11.8钻头
500
90
8
扩2×Φ30H7至2×Φ19
T06
Φ19钻头
300
80
编制
审核
批准
共4页
第1页
(单位)
数控加工工序卡片
产品名称或代号
零件名称
材料
零件图号
数控镗铣孔盘类零件
凸块
锻铝
LX07-01
工序号
程序编号
夹具名称
夹具编号
使用设备
车间
20
711/712/713/71
Φ16高速钢直柄立铣刀
Φ16
强力铣夹头刀柄
BT40-C22-95
C22
卡簧C22-16
3
T03
Φ2中心钻
Φ2
弹簧卡头刀柄
BT40-ER25-80
ER25
卡簧ER25-10
4
T04
Φ8.5高速钢直柄麻花钻头
Φ8.5
莫氏短圆锥钻夹头刀柄
BT40-Z16-45
B16
自紧式钻夹头B16
5
T05
Φ11.8高速钢锥柄麻花钻头
15
铰4×Φ12H7( )Ra1.6成
T12
Φ12H7铰刀
200
100
内径表
千分尺
16
攻6×M10-7H螺纹成
T13
M10-H2丝锥
200
300螺Leabharlann 规编制审核批准
共4页
第2页
(单位)
数控加工工序卡片
产品名称或代号
零件名称
材料
零件图号
数控镗铣孔盘类零件
机械加工工序卡片工艺过程卡片-模板
机械加工工序卡片产品型号零部件图号蚌埠学院机械加工工艺卡片调整臂外壳产品名称零部件名称共8页第1页车间工序号工序名材料牌号1 粗铣端面 KT350毛坯外每毛坯可毛坯种类每台件数形尺寸制件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床 X51 1夹具编号夹具名称切削液专用夹具工序工时工位器具编号工位器具名称准终单件0 71.76s 工主轴切削进给背吃工步工时进给步工艺装备速度速度量刀量工步内容次数号 r/min m/min mm/r mm 机动辅助粗铣A面至35.05-35.695 端铣刀 1 104 49.1 0.8 1.5 1 15.6s 2.34s mm Ra12.5um 游标卡尺粗铣C面至13.5-12.865mm 端铣刀 2 104 49.1 0.8 1.5 1 15.6s 2.34sRa12.5um 游标卡尺粗铣B面至33.969-34.031 端铣刀 3 104 49.1 0.8 1.5 1 15.6 2.34s mm Ra12.5um 游标卡尺粗铣D面至13-12.73mm 端铣刀 4 104 49.1 0.8 1.5 1 15.6 2.34s 描图Ra12.5um 游标卡尺描校底图号装订号设计审核标准化会签(日期) (日期) (日期) (日期) 标处更改文签日标处更改文签日记数件号字期记数件号字期机械加工工艺过程卡片产品型号零件图号蚌埠学院机械加工工艺过程卡片产品名称零件名称调整臂外壳共1页第1页每毛坯可材料牌号 KT350 毛坯种类铸件毛坯外形尺寸 1 每台件数 1 备注制件数工时工名工序号工序内容车间工段设备工艺装备序称准终单件粗铣凸台粗铣两端面至X51立式铣高速钢套式面铣刀、游标卡35.881 两端面34.031~33.969mm Ra12.5um 床尺、专用夹具 s半精铣凸半精铣两端面至32~31.83mm X51立式铣高速钢套式面铣刀、游标卡58.932 台两端面 Ra6.3um 床尺、专用夹具 s镗孔T716立式金3 镗刀、游标卡尺、专用夹具62.1s Φ62mm 刚镗床X51立式铣 4 铣槽26m 38.5s 铣刀、游标卡尺 +床铣舌台两粗铣、半精铣至12~11.76mm XA613卧式高速钢套式面铣刀、游标卡94.815 面 Ra6.3um 铣床尺、专用夹具 s钻Φ12mm钻、粗铰孔至12.18~12.16mm X525立式复合麻花钻、铰刀内径千分16.566 孔 Ra6.3um 钻床尺 s钻孔31.877 台式小钻床麻花钻5XΦ4(3mm s钻Φ13mm钻孔至 X525立式33.128 孔并钻沉复合麻花钻 13.12~13mmRa25um 钻床 s 头孔钻孔钻孔至13.92~13.8mm X525立式23.01描图 9 复合麻花钻Φ13(8mm Ra25um 钻床 s钻M10螺X525立式77.5610 钻底孔复合麻花钻描校纹底孔钻 s钻Rc1/8锥X525立式77.9511 钻底孔复合麻花钻螺纹底孔钻床 s 底图号12 攻丝攻丝 13 去毛刺钳工台装订号14 清洗清洗机 15 终检设计审核标准化会签 (日期) (日期) (日期) (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片模板
标记
处数
更改文件号
签字
日期
日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
注:同系列产品可参照加工
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备型号
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备型号
工装夹具
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片(一)产品型号154轴套零件图号产品名称轴套零件名称轴共 1 页第 1 页材料牌号40CRBG 毛坯种类毛坯外形尺寸日产量工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 钻孔钻孔保证同轴度机加工车工直径23钻头,游标卡尺。
20 车B端车加工P部,车内孔保证直径24.8,内孔C1倒角.机加工车工液压三软爪,外圆车刀,内孔车刀,游标卡尺,内径量表,圆角卡规,粗糙度量仪。
30 车A端车加工P部,内孔C1倒角机加工车工液压三软爪,外圆车刀,内孔车刀,圆角卡规。
40 质检入库质检入库送货设计(日期)校对(日期)审核(日期)化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 2 页车间工序号工序名称材料牌号机加工20 车B端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数数控车床CAK4085Dj 1 夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分) 准终单件游标卡尺,内径表,圆角规,工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 车P部亚肯外圆车刀800 200 0.25 12 车内孔并倒C1角亚肯硬质合金刀杆800 240 0.3 1.8 1设计(日期)校对(日期)审核(日期)化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 3 页车间工序号工序名称材料牌号机加工30 车A端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床SKT200Z 1夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分)准终单件圆角规工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 车B端P部,内孔倒C1角.亚肯外圆车刀1200 200 0.25 1设计(日期)校对(日期)审核(日期)化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 1 页车间工序号工序名称材料牌号机加工10 钻孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床CAK6150Dj 1夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分)准终单件游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 钻直径23孔直径23麻花钻500。
机械加工工序卡片工艺过程卡片
工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名