铸造材料、铸造用呋喃树脂、铸造用覆膜砂最有实力的厂家
全国十大酚醛树脂厂家
2017年酚醛树脂产量达100万吨由于国内酚醛树脂市场需求量大,且存在着市场供应缺口,新增酚醛树脂生产企业主要集中在经济发达地区,生产规模较小,产品系列少。
据统计,近年行业平均销售毛利率一直保持在10% 以上,这也是国内每年都有酚醛树脂新增产能出现的一个原因。
这一现状也造成了我国酚醛树脂行业的市场集中度较低,酚醛树脂市场仍然处于充分竞争状态,大多数企业的产品结构品种单一,市场灵活性差。
企业规模与国际知名酚醛树脂企业规模要小的多,且在品牌、研发、技术、环保等方面与国际知名企业有较大的差距。
前瞻产业研究院发布的《2017-2022年中国涂料树脂行业发展前景预测与领先企业经营分析报告》数据显示,截至2016年我国约有200多家酚醛树脂生产企业,生产能力约为130万吨/ 年,产量达到102万吨,居世界第一。
统计资料显示,近两年国内酚醛树脂产量较为稳定,开工率有所下降。
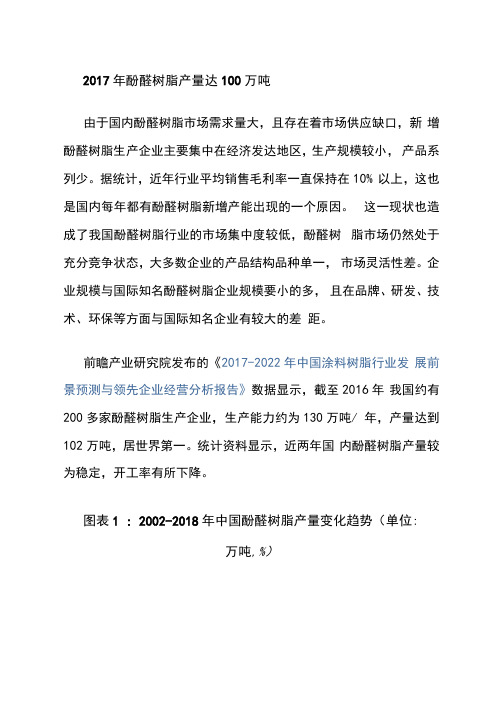
图表1 : 2002-2018年中国酚醛树脂产量变化趋势(单位:万吨,%)酚醛树脂产童〔万吨)増长率(%)2017年酚醛树脂生产分布情况2016年我国年产酚醛树脂101.8万吨,共有生产企业180多家,主要集中在华东地区,尤其是产量较大的厂家集中在江苏、浙江、福建、上海四省市,主要有济南圣泉集团股份有限公司、上海欧亚合成材料公司、上海双树塑料厂等。
下游各类酚醛塑料制品生产企业有近万家,主要分布在各类电子电器产品的线路板及耐热阻电配件、汽车刹车片及耐热塑料配件、玻璃钢制品等领域。
表2 :国内主要酚醒树脂生产企业及产能规模(单位:万吨)另外,国外一些大公司开始在中国建厂生产酚醛树脂,如日本松下电工公司在上海建厂(年产量3600吨);日本住友Bakelite 公司在苏州新建的生产线(产能是年产量6000t )等。
2010年9月美国瀚森(Hexi。
n )公司与美国迈图(MOmentiVe )公司合并成世界上最大特种化学公司和热固性树脂生产商,合并后的公司使用MOnmentiVe PerfOrmanCe materials 的名称。
中国制砂设备十大品牌排行榜
中国制砂设备十大品牌1、荥阳矿机河南省荥阳市矿山机械制造厂是从事矿山破碎工程技术产品开发研制与生产销售为一体的新技术企业,其旗下品牌荥阳矿机所覆盖产品——节能球磨机、系列浮选机、系列破碎机及砂石生产线等创新技术均已达到国内领先技术,部分产品达到国际先进水平。
2、沈重集团沈阳重型机械集团有限责任公司(原沈阳重型机器厂)始建于1937年,是新中国成立后建立的第一个重型机器厂,被誉为中国机械工业的"摇篮",是国家机械行业大型骨干企业之一。
1996年改制为沈阳重型机械集团有限责任公司。
企业主要产品包括电站、冶金、轧钢、矿山、锻压、橡胶、水泥、人造板、军工、环保等大型技术装备10大类。
3、黎明重工创立于1987年的河南黎明重工科技股份有限公司旗下品牌——黎明重工,是一家专业生产大中型破碎、制砂、磨粉设备,研、产、销三位一体的股份制企业,黎明重工创立近30年来,始终秉持“以品质打造品牌,以服务提升信誉”的品牌发展理念,致力于铸造黎明品牌,振兴民族工业。
4、焦矿机器河南焦矿机器有限公司始建于1949年,经过60多年的发展壮大,已成为我国重要的重型机械设备制造企业之一,是中国重型机械工业协会理事单位。
产品广泛应用于火力发电、水泥建材、化工化肥、冶金、矿山、环保等领域。
公司于2013年9月27日正式加盟河南中轴控股集团股份有限公司,该公司是中国机械工业500强企业,焦作市最大的机械工业企业。
5、上海山美上海山美重型矿山机械有限公司是中国领先的破碎筛分设备制造商,是以生产破碎机,制砂机,洗选设备等矿山机械为主,集研究、制造、销售为一体的现代化机械制造企业。
上海山美自创立以来始终视产品质量为企业的生命,目前已成为中国最具影响力的破碎、制砂设备的生产和出口基地之一,被誉为“中国破碎设备十大品牌”。
6、鑫海矿机烟台鑫海矿山机械有限公司,历经二十年的发展,从选矿设备制造商逐步成长为涉及矿物加工、耐磨橡胶、矿业投资和铸造机械的实业集团。
全国铸造企业名单
北京鑫胜龙铸造有限公司北京联华铸造有限公司北京市西航铸造厂北京市泽润丰铸造有限责任公司北京垡头铸造有限公司北京市通州联同工贸公司北京市光环电信设备铸造有限责任公司北京市鑫众源铸造有限责任公司北京通州宋庄铸造厂北京市通州京乐通铸造厂北京市祥东铸造厂北京市菲美特协立铸造有限公司北京方瑞铸造有限公司北京市通州区大杜社铸造厂北京市通州三间房铸造厂北京市大稿铸造厂北京市顺义后鲁铸造厂北京市龙实福利金属制品厂北京市清华沙河机械厂北京华亨机械有限公司北京长力五金制造厂北京市平谷县新星铸造厂北京大华峪铸造厂北京市密云建华铸钢厂北京市长城铸造有限责任公司北京荏原机械有限公司北京金炜机械铸造有限公司亚新科铸造(北京)有限公司北京首钢京顺轧辊有限公司北京万丰达耐磨材料厂北京市久兴铸造有限公司北京永久进工贸有限责任公司北京中发钢球有限责任公司北京鑫焱森工贸有限公司北京奥福环保设备厂北京市菲美得机械有限公司北京东赵锻造有限公司北京银捷通科技有限责任公司北京宏野鑫金属材料加工厂北京晟世昌耐磨材料制造中心北京京顺轧辊厂北京宜联工贸有限公司北京源辰铸造有限责任公司北京恒利达金属制品厂天津市天福精密机床修理厂天津市仪表有色金属铸造厂天津市享丰铸造厂天津市塘沽区玛钢厂天津市汉沽区福田制造厂茶淀铸钢厂茶西农机修造厂大田铸造厂孔雀五金厂连顺机械加工厂天津市汉沽区分析仪器厂连兴金属制品厂汇丰铸件厂汉沽区福田铸钢厂天津市钢铁铸件厂天津市明山五金制品工贸公司天津市津西玛钢厂天津市光明铸钢件有限公司天津市津西西兰铸造厂天津市津南铸钢件厂天津市津南区二道桥五金铸造厂天津市津南东埂铸造厂天津市林川铸造厂光明铸造厂天津市富兴达铸造公司天津市机械铸造厂宁河县芦台镇旺达精密件制造有限公司天津市宏达铸造厂天津市立鑫晟精细铸造有限公司天津市宝坻区宝袁福利精密铸件厂天津市宝坻区宝霍铸造厂天津市津锻液压机铸造厂天津市环星铸钢厂天津市轩政机械制造有限公司天津勤美达工业有限公司天津宝利福金属有限公司天津汉肯机电有限公司天津伸和有限公司天津英昌钢琴铸件有限公司天津三达铸造有限公司天津三和铁制品有限公司天津市鑫山钢模板制造有限公司天津市宝溢工业制品有限公司天津市海德金属有限公司纽泰克(天津)铸造有限公司贝尼托天津金属制品有限公司天津长吉兴金属有限公司天津市搏铁铸物产品加工厂天津市环达冶金轧辊厂天津市圣方金属制造有限公司天津市金旭铸造有限公司天津市天作铸造有限公司天津市卡实好燃具有限公司天津市利亨工贸有限公司天津市汉沽区津汉铸钢厂天津市天重江天重工有限公司天津市巴氏轻工机械有限公司天津市青榆铸造有限公司天津市福荣工业制品有限公司福克思铸造有限公司天津市天迈金属制品有限公司天津市宝玲精密金属制品有限公司天津市蓟县曲轴铸造有限公司天津市顺佳金属有限公司天津五苑机械工程设计有限公司天津市常磁幸福机械加工厂天津金长城橡塑金属制品有限公司天津天重重型机器有限公司天津市津重重工机器设备制造有限公司天津市格瑞特工贸有限公司天津盛泰钢铁有限公司宁河县芦台镇恒达金属制品有限公司宁河县昌隆纺织配件有限公司天津市塘汉铸造机械厂天津市金桥精铸机械有限公司天津市宁河县精益金属机件加工厂石家庄市兆华铸造厂石家庄市佛口实业公司石家庄新兴铸管有限责任公司鹿泉市裕华精密铸钢厂河北省鹿泉市东方工业公司石家庄龙马铸造有限公司石家庄南甘子第一铸钢厂石家庄特种轧辊厂石家庄金鑫精密铸造有限公司河北省鹿泉市铸造总厂石家庄市东方铸钢厂石家庄市栾城县城关铸造厂唐山市古冶区宏达铸钢厂唐山市丰南区特种钢厂唐山市丰南区四合铸造厂迁安市宏信铸造有限公司迁西县福利铸造厂遵化市益众实业公司玉田县福利铸钢厂邯郸市邯山冶金机械备件厂保定市久通管道厂张家口市桥东区银鑫铸钢厂张家口市桥东区八达综合加工厂宣化冶金机械厂河北省鸡泽县玛钢铸件厂肥乡县高利来机械制造有限公司涉县诚信设备有限公司深泽县纺织机配件厂藁城市铸造总厂冶金基地涿州新技术开发公司保定知感工贸有限公司易县百泉铸造厂易县长安铸造有限公司唐县钢圈厂唐县信达机械铸造有限责任公司唐县安乐铸造有限公司高碑店市光华铸造厂高碑店市和平办铸造冶炼集团公司河北顺达铸造有限公司三河市燕郊镇铸造厂香河县玛钢厂泊头市锐通铸业有限责任公司泊头市宏利铸业有限责任公司泊头市寺门村镇白佛堂铸造厂泊头市立达铸造厂吴桥县兴华铸件厂孟村县冶金铸造厂河北省阜城县四达机械有限公司保定市开源铁塔厂石家庄大成冀台精密铸造有限公司沧县东关垚森铸造厂石家庄华成精密铸造有限公司乐县金城铸造有限公司泊头市华港机械铸造有限公司泊头市冀通铸业有限公司石家庄辰祥铸造有限责任公司乐亭县博诚铸造有限公司泊头市享托铸造有限公司保定吉信金属制品有限公司秦皇岛始兴铸造有限公司肥乡县东方铸造有限公司秦皇岛乐金电子有限公司霸州市宏伟摩托车配件有限公司保定风帆不锈钢制品有限公司黄骅市金鑫机械有限公司河北省阜城县盛达铸造厂泊头市交河博盛铸造厂泊头市五合机械铸造厂泊头市江城铸造厂泊头市通达铸造厂泊头市峰达铸造厂沧州福道冶金轧辊有限公司献县明进铸造制品有限公司香河县燕岭重型锻造有限公司灵寿县大兴铸造有限公司河北玉刚铸造有限公司灵寿县城关镇铸造厂保定万利达铸造有限公司定兴县肇兴机械有限公司保定中达铸造有限公司保定华龙铸造有限公司保定市双虎铸造有限公司泊头市富镇铸造模具厂泊头市华龙铸件厂泊头市恒盛工艺铸造有限责任公司泊头市河日铸造有限公司泊头市精工铸造厂泊头市精华铸造有限公司泊头市华星铸造厂景县昌隆铸造有限公司河北省景县明达铸造有限责任公司泊头市福财铸造有限责任公司泊头市龙鑫铸造有限责任公司黄骅市三菱金属制品有限公司大厂回族自治县华丰铸造有限责任公司唐山市丰南区华盛铸钢厂河北省阜城县铸钢厂泊头市鑫兴铸造厂泊头市京通铸造有限责任公司宽城满族自治县峪耳崖铸钢厂兴隆县津池合金铸造有限公司鹿泉市海达玛钢厂河北方正铸造有限公司石家庄市北方工艺制品有限公司唐山市丰南区宏业铸钢厂秦皇岛市海港天马锻造厂河北省阜城县恒昌玛钢厂灵寿县文方铸造厂泊头市宏发铸造厂定州东方铸造有限公司鹿泉市栈道桥西玛钢有限公司鹿泉市栈道宏达玛钢厂沧县东方铸造厂泊头市兴林工艺铸造有限责任公司泊头市腾达建材铸造厂泊头市宏丰铸业有限责任公司唐山鑫汇机械设备制造有限公司石家庄市北铜冶铸钢厂石家庄北铜冶铸造厂易县长安第二铸造厂承德新达特种有色金属铸造有限责任公司鹿泉市栈道聚元玛钢厂大成(保定)精密铸造有限公司石家庄阿细亚铸造有限公司泊头市华民机械铸造厂涞水县东方机械制造有限公司献县企成玛钢厂泊头市江北精密铸造厂邯郸市虹光铸造有限公司石家庄华通机械制造有限公司石家庄市栾城县利华铸造有限公司保定鸿力预应力技术有限公司河北恒山铸造有限公司灵寿县宏舟铸造成有限公司张家口市龙达锻压厂唐山市华运交通器材有限公司邯郸群山铸造有限公司保定恒沣铸造有限公司石家庄金鑫金属制品有限公司泊头市盛源综合加工厂北京第一机床铸造有限责任公司承德万通科工贸有限公司唐山市丰南区德力机械配件制造厂河北省丰维机械制造有限公司献县西八玛钢厂泊头市通发铸造有限责任公司唐山金兴精铸永磁有限公司河北省景县永铸液压橡塑制品厂泊头市东建铸造有限责任公司吴桥县开发区铸钢有限公司泊头市龙翔铸造量具有限责任公司泊头市金长城铸物有限责任公司泊头市东升宏运铸造有限责任公司保定菲迪斯玛铸造装饰有限公司献县天瑞玛钢有限公司邯郸市前百家铸造有限公司河北天宇高科冶金有限公司河北省阜城县鑫锋机械厂定州市麒麟铸造有限公司唐山市丰南区华茂冶金机械配件厂泊头市翔龙铸业有限责任公司石家庄市宏光精工机械制造有限公司衡水宜丰机械冶金制造有限公司唐山联合压铸有限公司赵县振兴铸造有限公司泊头市庆发铸造有限责任公司唐山张氏耐磨材料厂秦皇岛安冶精密铸造有限公司献县滨河铸造有限公司献县十五级海生铸造厂泊头市广德铸模有限责任公司保定杰达铸造有限公司献县群兴玛钢厂献县城东永红玛钢厂献县恒兴玛钢厂泊头市鑫胜龙铸造有限责任公司泊头市真空铸造有限责任公司唐山市诚利德合金铸造厂秦皇岛秦锰铁路辙叉厂承德新新机械制造有限公司唐山宏威实业有限公司泊头市永达五金冲压有限公司唐县昌达铸业有限公司献县恒通铸造有限公司迁安市海铖耐磨金属材料厂河北德成钢结构有限公司藁城市平乐面粉机铸件厂泊头市华艺工艺铸造有限责任公司泊头市金鹏铸业有限责任公司泊头市艺美铸造有限公司泊头市亚澳铸品有限责任公司柏乡县金鑫机铸造有限责任公司香河县通达铸造有限公司泊头市韩集永兴铸造厂河北省阜城县印刷机械配件厂献县中和铸造有限责任公司张家口顺达铸造厂大厂华兴铸造有限公司石家庄奥达铸造有限公司泊头市众业铸品有限公司河北省阜城县生发机械设备有限公司泊头市治福铸业有限责任公司献县东方铸造有限公司栾城县天一铸造有限公司沧州八尾金属工业有限公司唐山市丰润区财利铸造厂泊头市泉欣铸造有限公司泊头市瑞富特金属制品有限责任公司南大港峰达钢业有限公司银特金属制品有限公司任丘市泰达铸造有限公司唐山大方铸造有限公司邢台县恒业轧钢有限公司石家庄市统一铸造有限公司献县久耐金属制品有限公司保定华煜金属制品有限公司馆陶县超远农机铸造有限公司藁城市永昌熔炼厂吴桥县建工机械铸钢有限责任公司唐山东盛精密铸造有限公司唐山市丰润区恒泰精密铸件厂献县宏远玛钢铸件有限公司泊头市华洋铸业有限公司石家庄岑岭金属制品有限公司石家庄盛邦威业工贸有限公司泊头市质信铸业有限责任公司唐山富达铸钢厂泊头市京良电力设备有限公司张家口恒盛伟业工贸有限公司吴桥县春盈有限责任公司高碑店市三聚工业有限责任公司鹿泉市天帅铸钢有限公司三河市久兴铸造有限公司河北北方铸业有限公司献县富光产业有限公司张家口市万恒矿山机械有限公司献县志钵机械有限公司献县泰乐铸造有限公司张家口市永胜机械制造有限公司沧州正旭精密铸造有限公司泊头市新元铸业有限责任公司泊头市盛程铸业有限公司樊兴源大型钢模板有限公司迁西县新集镇联营铸钢厂张家口市永昌铸业有限公司河北豪特耐磨材料有限公司泊头市众熔铸物公司石家庄市奥政轧辊有限公司邢台轧辊冶金炉料有限公司石家庄迈可金属制品有限公司河北荣昌铸业有限公司献县张村玛钢厂河北省阜城县龙飞机械制造有限公司河北新常山机械工业有限公司河北省柏乡县中鲁铸造厂河北高碑店市鑫兴铸造厂河北高碑店永昌铸造厂献县十五级铸造厂献县东八建筑机械厂献县河街小屯玛钢厂献县西杨村玛钢厂献县八章建材厂故城县新华铸件厂故城县同心风机配件厂故城县利源汽缸套有限公司故城县第一铸造厂行唐县南桥镇铸造厂行唐县光华轧钢铸造厂藁城市顺意铸钢有限公司藁城市鹏辉封头制造有限公司遵化市长鑫铸造厂遵化市平安城燕山铸钢厂河北省高碑店市军城办事处撞河铸造集团清河县华源铸造有限公司辛集市北方铸造有限公司定州市砖路先锋铸造厂涿州市永乐机床铸造有限公司献县永杰铸造有限公司高碑店市雄野炼铁铸造综合厂高碑店市永盛铸造厂沧县宏达铸造厂.太原钢城企业公司铸造厂太原钢城企业公司机械总厂大同市福利宏达铸钢有限责任公司山西长治七四四五机械制造厂晋城市兴达铸件有限公司晋城市金马工业有限公司山西晋城抗磨材料厂晋城市周宇玛钢有限责任公司晋城市中原铁路通信信号有限公司大同县地方国营农机修造厂山西省代县晋立铸钢厂山西交城县东昌锅炉设备有限公司山西省平遥县兴隆铸造厂山西省临汾市尧都区福利永盛铸造厂山西乔山铸造有限公司曲沃县恒通铸造有限公司国营华晋冶金铸造厂山西东方机铸工业有限公司大同爱碧玺铸造有限公司亚新科国际铸造(山西)有限公司太原机车车辆厂工业公司太谷县金泰电力器材有限公司山西源盛铸锻实业有限公司武乡县农业机械修造厂太谷县电力玛钢金具有限公司翼城县华乐冶金实业有限公司北京铁路局太原机车车辆配件厂山西省平遥县金宇工贸有限公司山西迎宪铸造有限公司山西华翔互兴冶铸有限公司太谷县申达铸造有限公司晋城市金工铸业有限公司山西省平遥县华兴电机铸造有限公司阳泉市科化镁制品有限公司山西省广灵县外贸易离心铸管厂山西省平遥县开元特种铸造有限公司临汾宝鑫实业有限公司山西省华翔同创铸造有限公司祁县金旺机械厂山西省平遥县永坚重型铸造有限公司山西钰欣铸造有限公司山西省平遥县永发铸造有限公司山西省平遥县永华铸造有限公司临汾金鼎实业有限公司太谷县通远电力器材有限公司曲沃县常华动力机体有限公司泽州县金秋铸造有限责任公司山西省平遥县祺昌铸造厂山西鑫昌盛铸造有限公司太谷县永强电力金具制造有限公司山西省平遥县曙光工业有限公司山西金宝特机械工业有限公司山西汉通机械有限公司山西小笠原铸造有限公司交城县至成铸造有限公司侯马市益昌铸造有限公司太谷县雍和铸造有限公司阳泉市精工铸造有限公司长治市高新区红光精密铸造厂山西省交城县新兴管件有限公司汾西县玉匣铸业有限公司山西省交城县东方铸造厂山西省交城县玛钢厂山西省平遥县西郭永兴橡胶厂山西省平遥县双庆铸造有限公司山西省平遥县北三狼腾胜铸造有限公司闻喜县隆凯铸造有限公司内蒙古兴华机械制造厂内蒙古铸锻总厂包钢综企集团公司冶金机械厂包钢综企集团公司第三铸造厂内蒙古乌审旗机械耐磨材料股份有限公司包头青山特铸有限公司赤峰九宇铸业有限责任公司鄂尔多斯华宇机械铸造有限责任公司通辽电力修造厂包钢(集团)冶金轧辊制造有限公司沈阳新兴制动材料有限公司沈阳铸铜厂沈阳市黎明铸造总厂沈阳铸造厂沈阳气体压缩机厂有色金属配件厂中捷友谊厂十一分厂沈阳市望花铸铁厂沈阳市潜水泵虎石台分厂沈阳市通达铸造厂沈阳市星火铸造厂沈阳市东风铸造厂沈阳市于洪区彰驿铸造厂沈阳晨旭铸铁有限公司沈阳大方电力设备厂沈阳市金山工矿机械配件厂沈阳市正发锻造厂沈阳市北陵铸造厂沈阳市平罗暖气片厂沈阳市红升铸造有限责任公司沈阳市于洪区小芳铸造厂沈阳市辽东铸造厂沈阳市精密铸造厂辽中县城北铸造厂大连经济技术开发区瑞尔高技术产业公司大连华义铸造厂大连华辉重型冶金机械有限公司大连泉峰铸造有限公司大连大玖机械有限公司大连市旅顺光阳耐磨铸钢有限公司大连乾宝铸铁有限公司大连市金州区机械加工厂普兰店市四达机械厂普兰店市盛普铸钢有限公司大连华枝金属制品有限公司庄河市成达机械厂庄河市古城机械厂鞍山市大吉机械制造有限公司鞍山市天阳锻造厂鞍山市千山区齐大山矿山机械配件厂鞍山千钢机械制造有限公司鞍山市千涌冶金配件厂抚顺市德利机械厂抚顺市石油化工设备厂配件分厂抚顺市金鹏铸造厂抚顺钢厂金属机电制造公司清原县亿达机械厂本钢特钢劳服轧钢厂本钢镀锌钢管厂本溪市天成民政铸造厂本钢南芬选矿综合厂本溪满族自治县民政工矿新型机械厂桓仁特钢锻造有限责任公司丹东市曙光锻件厂丹东市隆盛铸造有限公司丹东市凤凰合金铸造有限公司东港市小甸子有色金属配件厂东港市长山农机厂东港市高合金耐磨铸造厂东港市民政熔炼铸造厂东港市铸钢厂东港市民政金属加工厂东港市长青机械修造厂东港市中原新洲机械厂东港市曙光铸造机械厂丹东华鑫铸造有限公司丹东市华夏电器厂锦州市双凌精密铸造厂营口经济技术开发区嘉兴精密锻造厂营口老边示范金属加工厂营口市老边区第二铸造厂大石桥市铁西铸钢厂盖州市熊岳管件总厂营口经济技术开发区熊岳宏扬铸造厂阜新光大电力实业公司阜新市锅炉附机三厂灯塔市沈旦堡镇第二铸造厂开原市福利铸钢厂昌图县两家子农场修造厂法库县东兴铸钢厂沈阳市宇新机械铸造厂朝阳柴油机铸造有限公司北票市三星铸钢有限公司朝阳新建环保机械工业有限公司朝阳市新星机械厂朝阳市银鑫铸造有限公司凌源市恒兴铸钢有限公司瓦房店巨龙机械厂鞍钢附企铸造厂腾鳌分厂葫芦岛铸钢有限责任公司北票市庆德合金钢铸件有限公司沈阳铸造研究所沈阳市向东铸造厂沈阳市华强球墨铸铁厂沈阳市华盛铸钢厂沈阳平兴达冶金机械厂沈阳市盛成机械厂大连金泽特钢有限公司大连高鑫起重设备有限公司大连金州合金铸造厂鞍山锻压机械厂鞍钢机械实业铸钢金泉公司鞍钢机械实业总公司鞍钢机械开发公司铸造厂鞍钢矿山附企大选福利阀门厂鞍钢矿山民企齐大山医院福利厂鞍钢附企无缝实业发展公司机械加工厂海城市二道河铸件厂瓦房店通达机械有限公司抚顺永发铸造有限公司抚顺东盛挖掘机铸钢有限公司沈阳生生发金属制品有限公司沈阳永达有色铸造厂沈阳铁道制动机厂铸造分厂沈阳三普精密铸件有限公司沈阳黎明铝合金压铸厂沈阳东华制铁有限公司宁国市三方耐磨材料有限公司清原分公司沈阳大渊精密铸造有限公司抚顺卓伦机材实业有限公司建成(抚顺)铸管及配件有限公司丹东金舆冶金机械有限公司锦州三和铸造有限公司锦州北台铸造有限公司营口荏原制作有限公司北票市大三家锻制法兰厂北票市兴隆钢铁铸造有限公司沈阳市斯特荣金属有限公司沈阳彤宇金属制品有限公司大连(林)精密铸造有限公司大连丸佑工业有限公司大连旅桑铸铁有限公司大连东南铸物有限公司大连庆堂工业有限公司大连太平洋管件有限公司大连俊湖铸造有限公司大连中盈精密铸有限公司大连兴丰阀门有限公司大连清本铁工有限公司大连华冠五金铸件有限公司大连四达铸造有限公司大连连美机械有限公司抚顺市永兴塑胶制品有限公司抚顺市城东机械厂抚顺县大维铸造厂抚顺市田兴机床厂丹东五四农机厂凤城市通远堡镇智勇铸造厂阜新市万达铸业有限公司辽阳神州五金有限公司辽阳鑫铁机械铸造有限公司辽阳市嘉泰精铸机电厂盘锦康道精铸工业有限公司北票保国劳动服务公司北票市铸钢总厂北票华电铸钢有限公司盖州市宏伟水泵铸件有限公司铁岭县三力铸造厂抚顺市鑫盛挖掘机配件制造有限公司沈阳市鸿利铸造厂沈阳卡特尔高炉风口有限责任公司沈阳市于洪区宏浩钢厂辽中县同合铸造厂沈阳鑫火铸造有限公司沈阳金鑫镀铸机械厂沈阳全成机电铸造有限公司沈阳元众铸铁型材制造有限公司大连市金州东方铸钢厂瓦房店市龙源机械厂瓦房店市复州城镇良金冲压件厂大连宝瑞铸业有限公司鞍山市方正铸造厂沈阳马刚汽车制动器有限公司大连棋联精密铸造厂大连金州茂隆实业有限公司沈阳市荣大铸造厂鞍山市中舜科工贸有限公司海城市曙光冶矿机械有限公司海城市顺达铸钢厂北票市多元合金铸造有限责任公司凌源腾钢机械制造有限公司辽宁建钢集团有限公司大连金州凤祥精密铸造有限公司大连潮银阀门有限公司大连市金州区天源铸造机械厂大连吉广铸造有限公司普兰店市广德机械有限公司大连富丽达机械制造有限公司大连金雕铸锻工业有限公司大连长泰阀具有限公司大连榆藤兄弟机械有限公司葫芦岛市威力耐火机械制造有限公司铁岭县蔡牛乡铸造厂本溪运通玛铁有限责任公司鞍山市永成金属制品厂营口经济技术开发区鑫鹏管件有限公司庄河市蓝天精密铸造有限公司大连中兴合金钢铸造有限公司朝阳占国铸钢有限公司朝阳市华光铸钢厂东港市鑫达铸钢有限公司葫芦岛莲花山铸造有限公司鞍钢机械开发合金蓖条厂大连世纪钢铁有限公司瓦房店市凯利铸造厂大连久志铸造有限公司大连达发铸造厂丹东博亚机械制造有限责任公司大连鑫威隆铸造有限公司大连三明铸造有限公司大连三箭铸造工业有限公司营口市老边钢琴配套铸造厂鞍山万鑫机械厂抚顺顺达实业有限公司葫芦岛锦西化机重工有限公司沈阳市杰达金属制品有限责任公司沈阳谷川金属有限公司沈阳世创精密铸造有限公司丹东金鼎铸造有限公司大连福岛精密铸造有限公司鞍山海越铸业有限公司朝阳市龙城区方达铸钢厂沈阳沈水合金钢厂沈阳众孚气体压缩机铸造有限公司大连金州实仑铸造有限公司海城市国旭合金铸钢有限责任公司沈阳鼎盛机械制造有限公司。
全国十大酚醛树脂厂家

国内的老大,济南圣泉。
济南圣泉集团股份有限公司介绍济南圣泉集团股份有限公司始建于1979年,占地3500亩,总部坐落于“一代儒商”孟洛川的故里章丘刁镇。
现有员工3600人,总资产60亿元,是一家专注于各类植物秸秆的研究、开发与综合利用,涉足树脂及新材料、大健康、生物质和生物医药四大产业的创新型企业集团。
公司是农业产业化国家重点龙头企业和国家4A级标准化良好行为企业。
经过30多年创新可持续发展,公司在植物秸秆的研发和综合利用方面走出了一条对全球有示范意义的成功道路,成为全球生物质能源和生物质新材料产业的引领者,入选了中国民营企业制造业500强。
主导产品方面,以呋喃树脂为主的铸造用系列材料全球产销量第一;在酚醛树脂和复合材料领域,建成全球单体产能最大的全自动酚醛树脂生产线,生产规模进入世界前三位,建有全球最大的热固性外墙保温材料生产基地。
创新是圣泉发展的灵魂。
公司牢固树立尊重劳动、尊重知识、尊重人才、尊重创造的理念,每年投入科研资金近1.5亿元,初步构建起支撑企业全面发展的立体创新体系,科技创新、市场创新和管理创新成绩斐然。
截至目前,集团研发中心拥有员工300余人,其中高级职称以上人才30余人,外籍高级专家28人,硕士学历以上专业人才150人。
创新群体和创新思想的融合铸就了圣泉的辉煌。
致富思源,富而思进。
在做大做强企业的同时,圣泉集团奉行“取之自然,服务社会,造福人类”的责任理念,积极投身公益慈善事业,做受人尊敬的企业,并提出创建幸福企业的美丽构想。
近年来累计各类捐助及公益性投资8000余万元用于社会教育事业,扶贫救灾活动以及其他社会福利和公益事业,并建立了一只3000万元的慈善公益基金,在社会上树立了良好的典范。
未来,圣泉将进一步增强自主创新意识,大力发展生物技术,加快推进生物质新能源和新材料的研发进程,实现传统产业、新兴产业、高新技术产业的渗透融合,在全面转型升级发展中促进整体经济素质跃升,实现“立百年圣泉,为人类造福”的远大目标,为民族品牌腾飞助力!13 评论分享举报。
铸造用呋喃树脂成分
铸造用呋喃树脂成分铸造用呋喃树脂是一种高性能的树脂材料,它被广泛应用于汽车、机械、航空航天等领域的铸造过程中。
呋喃树脂的主要成分是呋喃环和氧原子,它的结构紧密、交联度高,具有优异的耐高温、耐腐蚀、耐磨损、抗压强度等性能。
本文将从呋喃树脂的组成、性能和应用等方面对铸造用呋喃树脂进行详细解析。
一、呋喃树脂的组成1.呋喃环:呋喃树脂分子中含有呋喃环结构,呋喃环是一种氧杂环化合物,它具有优异的相容性、溶解性、化学稳定性和热稳定性等特点。
2.氧原子:呋喃树脂分子中含有大量氧原子,氧原子是形成交联结构的重要原料,它能够与其他分子中的氢原子或羟基结合形成氢键或酯键等键型。
3.活性基团:呋喃树脂分子中还含有具有化学反应活性的基团,它们能够与其他分子中的活性基团进行缩合反应,从而形成交联结构。
二、呋喃树脂的性能1.优异的耐高温性能:呋喃树脂具有较高的玻璃转化温度和热分解温度,能够承受较高温度的作用,并保持较好的机械性能和稳定性。
2.良好的耐腐蚀性能:呋喃树脂具有较好的耐化学品性能,能够承受化学物质的腐蚀,尤其是酸碱溶液的腐蚀。
3.高强度和高硬度:呋喃树脂具有较高的抗压强度、抗弯强度和硬度,能够承受较大的压力,同时具有良好的耐磨性能。
4.良好的加工性和成型性:呋喃树脂在成型过程中具有良好的流动性和成型性,容易加工成各种形状的制品,且成品表面光滑、平整,精度高。
三、铸造用呋喃树脂的应用呋喃树脂可以用作铸造粘结剂、砂芯材料、加固材料、密封材料等,在铸造过程中发挥着重要的作用。
1.铸造粘结剂:呋喃树脂在铸造过程中可以作为粘结剂,将砂型材料和铸造金属材料黏合在一起,确保铸造件的成型和成品质量。
2.砂芯材料:呋喃树脂可以作为砂芯材料,制造内腔复杂的铸造件,如汽车缸盖、汽缸体等,其砂芯的精度和表面粗糙度都得到了很好的控制。
3.加固材料:呋喃树脂可以作为加固材料,强化铸造件的强度和硬度,可以用于改善传统铸造件的性能,提高其使用寿命。
铸造用呋喃树脂砂
第一章铸造用呋喃树脂砂概述一、自硬呋喃树脂砂的特点1. 优点:1)铸件表面光洁、棱角清晰、尺寸精度高;2)型砂的溃散性好,清理、打磨容易,从而减少了落砂清铲修整工序中对铸件形状精度的损害;3)由于在各个工序中都最大限度的排除了影响铸型、铸件变形和损坏的因素,所以树脂砂铸件的铸件表面质量、铸件几何尺寸精度方面比黏土可以提高1~2级,达到了CT7~9级精度和1~2mm/600mm的平直度,表面粗糙度大有改观;4)减轻劳动强度大大改善了劳动条件和工作环境,尤其是减轻了噪声、矽尘等,减少了环境污染;5)树脂砂型(芯)强度高(含高温强度高)、成型性好发气量较其它有机铸型低、热稳定性好、透气性好,可以大大减少铸件的粘砂、夹砂、砂眼、气孔、缩孔、裂纹等铸件缺陷,从而降低废品率,可以制造出用黏土砂难以做出的复杂件、关键件;6)旧砂回收再生容易可以达到90%左右的再生回收率。
在节约新砂、减少运输、防止废弃物公害方面效果显著。
2. 缺点:1)对原砂要求较高,如粒度、粒形、SiO2含量、微粉含量、碱金属盐及黏土含量等都有较严格要求;2)气温和湿度对硬化速度和固化后强度的影响较大;3)与无机类黏结剂的铸型相比,树脂砂发气量较高,如措施不当,易产生气孔类缺陷;4)与黏土砂相比,成本仍较高;5)对球铁件或低碳不锈钢等铸件,表面因渗硫或渗碳可能造成球化不良或增碳,薄壁复杂铸钢件上易产生裂纹等缺陷;6)浇注时有刺激性气味及一些有害气体发生,CO气发生量较大,需要良好的通风条件。
二、自硬呋喃树脂砂原辅材料1. 原砂:原砂品质对树脂用量,树脂砂强度以及铸件质量影响很大,某些工厂由于忽视对原砂质量的严格要求,给生产带来很多麻烦。
表1列举了不同大小和材质的铸件采用原砂的技术指标。
表1 树脂自硬砂用原砂的技术指标(质量分数,%)①微粉:对30/50、40/70筛号的原砂、140筛号以下为微粉;对50/100、70/140筛号的原砂,200筛号以下为微粉;对100/200筛号的原砂,270筛号以下为微粉。
呋喃树脂砂的使用方法

呋喃树脂砂的使用方法由于树脂自硬砂具有尺寸精度高、生产周期短、铸件质量高等特点,该工艺越来越多地用在机床、阀门、铸管、模具等众多领域,成为改善铸件质量、提高工艺水平的一种重要工艺方法。
本公司以其先进的技术和可靠的质量控制体系生产多种型号的自硬树脂,以适应铸钢、铸铁、有色金属及特殊要求的场合,其产品被越来越多的铸造企业采用。
呋喃树脂自硬砂工艺的一个特点就是固化速度、脱模时间受温度、湿度影响很大,最佳的温度范围是20℃~30℃,湿度则是越低越好,这时无论是固化剂用量、树脂砂强度还是固化速度都较理想。
随着冬季的到来,固化速度明显降低,每降低8℃,固化速度就降低一半。
许多客户尤其是新客户常发现2-3小时也不能脱箱,影响生产速度,所以用户必须掌握树脂砂工艺的特性,采取必要措施来解决这个问题。
常用的方法有:⒈更换固化剂公司有针对不同季节使用的固化剂,当冬季到来之前,注意及时更换使用G09固化剂或酸值更大的固化剂。
⒉ 增加固化剂的用量增加固化剂用量可以显著提高固化速度,这是生产中常用的方法,但加入量不宜过高,一方面增加成本,另一方面对终强度有害,且增加发气量,易产生气孔等缺陷。
⒊ 提高砂温通过增加砂温调节装置来提高砂温。
⒋ 增加环境温度很多铸造车间冬季无取暖设备,温度只有0℃左右,严重影响了固化速度,为此可以在造型现场设置几个取暖炉适当提高环境温度。
⒌ 提高模具、砂箱温度,保持干燥对金属模型、芯盒、砂箱可以适当加热以提高固化速度,对木模、木砂箱一定要保持其干燥。
另外,温度对树脂、固化剂粘度影响较大,因而波及定量泵流量,为保证加入量准确,每天生产前需校验树脂、固化剂量。
树脂砂的可使用时间随着树脂种类的不同有很大变化,它是供用户选择生产方法、工装、设备的重要依据,因此有必要介绍一下可使用时间的概念及其检测方法,以便于用户更好地控制生产。
⒈定义:树脂砂的可使用时间是指从混砂完毕至放置到不能制作出合格型芯的这段时间。
铸造用砂常识
铸造用砂常识潮模砂、粘土砂、水玻璃、覆膜砂、树脂砂都属于铸造中的砂铸,不过是不同的粘结剂的区别。
潮模砂、粘土砂、湿型砂是一样的,粘结剂都是普通粘土或膨润土,由于在混砂过程中要加入水,所以就叫潮模砂。
水玻璃砂的粘结剂是钠水玻璃,一般通过吹二氧化碳硬化或加硬化剂自硬化。
覆膜砂的粘结剂一般是酚醛树脂,有微毒,一般用来说砂芯用。
树脂砂的粘结剂为呋喃树脂,树脂砂造型在浇注后发气量比较大。
目前用树脂砂造型的铸件质量在砂铸中是最好的。
水玻璃砂是用来做型壳的一种材料,也可做粘结剂,并非一种独立的铸造方法主要有两种使用方法:1,石英砂+水玻璃(做粘结剂用)做好砂型,通入二氧化碳快速固化2,失蜡铸造制壳工序时,加入水玻璃做粘结剂水玻璃的蜡很软的,硅溶胶的蜡很硬。
硅溶胶的产品表面比水玻璃的好。
两者只是在制造型客质量上有差别,硅溶胶制造出来的型客更适合精密铸造,制造出来的产品表面光滑度好,变形小,缩水比率小,且尺寸精密不需要二次加工。
但是硅溶胶做的基本都是小产品,水玻璃消失模做的产品相对较大。
两者只是在制造型客质量上有差别,硅溶胶制造出来的型客更适合精密铸造,制造出来的产品表面光滑度好,变形小,缩水比率小,且尺寸精密不需要二次加工。
水玻璃的蜡很软的,硅溶胶的蜡很硬。
硅溶胶的产品表面比水玻璃的好。
原理都是一样的两者用的蜡、面砂、粘接剂都不一样产品的质量有明显区别的。
国外基本都是硅溶胶工艺,水玻璃工艺应该国内更多一些。
还有水玻璃清砂比较麻烦,因为水玻璃会烧结在铸件表面硅酸钠的水溶液俗名水玻璃好像也叫泡花碱,水玻璃砂具有价格低、强度高、无毒等优点,在铸造生产中获得广泛应用,但是由于其溃散性差,因此不能完全取代其它粘结剂。
改善水玻璃砂溃散性的措施有多种,但均不能达到令人满意的效果。
二氧化碳水玻璃砂由于造型效率高,铸型不用烘烤即能浇注等特点,因而在铸钢件及部分铸铁件生产上得到较广泛的应用。
但长期以来,这种型砂存在溃散性差和旧砂再生麻烦二大难题,从而大大限制了其更广泛的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
慧聪网专访:珠海福联公司总经理谢树忠
2006/12/26/17:43 来源:慧聪网涂料行业频道
珠海市斗门福联造型材料实业有限公司总经理:谢树忠
点击此处查看全部新闻图片
慧聪网:您能否简单地给我们介绍一下贵公司的基本情况吗?
谢树忠:我司成立于1993年,是国内最早专业从事铸造造型材料研究开发、生产销售和技术服务的高科技型企业之一,现已通过ISO9001。
2000国际质量认证,是广东省铸造学会副理事长单位。
公司现占地3。
5万平方米。
已建成年产呋喃树脂6千吨的生产能力,并正着手扩大至1万吨以上产能(该项目被列为广东省06-07年度重点扶持项目);扩大后将成为我国乃至亚洲最大的呋喃树脂星产基地之一。
同时,已建成年产量5千吨固化剂、1。
5万吨覆膜砂、5千吨铸造涂料、5千吨酚醛树脂、5千吨压铸辅助材料和熔剂的生产能力。
我司设有研究所,有专职科研工程师范10名,拥有全套精良的检测及实验设施,我们的经营宗旨是“造成顾客满意产品,铸上帝追捧名牌”,“做行业领头羊”是我们的目标。
我司以:“铸力”为注册商标的系列铸造、压铸材料产品畅销全国,远销东南亚,近十年来每年保持50%以上的增长率,现已成为了我国南方规模最大的新型铸造、压铸材料生产和研究基地,并正逐步成为国内乃至亚洲同行业的
龙头企业。
慧聪网:贵公司的产品优势是什么?
谢树忠:如果在同行中没有竞争优势,我们不可能保持连续十作年的快速发展,我认为我们在产品方面的优势主要表现在:(1)产品齐全:我司是国内最早从事新型铸造材料研发和生产的企业之一,多年来瞄准市场需求大力通过自主创新,成功研发出呋喃树脂、固化剂、覆膜砂、酚醛树脂、涂料、压铸材料、熔剂等七大系列共150余个产品,产品种类齐全,使广大铸造成厂家可以实现“一站式购物”,我司几乎成为“铸造(含压铸)原辅材料超市”。
(2)质量保证体系健全:人司多年前便已通过了ISO9000质量管理体
系认证,建立了一支高素质的研发和质量管理队伍,拥有可能是国内最为齐全的检测手段如在五年前我们就拥有价值百万的惠普色谱、质谱仪。
我们还为客户培养了一百余名检测人员和产品应用技术工人,为客房检测过上万个样品。
我们有一支由五名资深工程师组成的服务队伍,随时为客房解决技术问题,提供贴身的技术服务、售后服务。
(3)产品质量优良:我司成立不久,即提出要做待业领头羊,这首先表现在职质量技术水平要在行业中领先。
因而我们很早就成立了研究所,不断改善产品质量和开发新产品,使用大部分产品质量、技术水平要在行业中领先。
因而我们很早就成立了研究所,不断改善产品质量和开发新产品,使大部分产品质量、技术水平随时保持在国内领先的水平
慧聪网:目前贵公司的生产规模和市场销售状况如何?
谢树忠:我们预计2006年可产呋喃树脂7200吨、酚醛树脂3500吨、固化剂4000吨、覆膜吵16500吨、铸造涂料5500吨、压铸辅材、熔剂及其他3500余吨。
我们是以销定产,产品销售率可达99﹪,主要市场为广东、福建、广西等省及部分出口。
其中广东、福建市场中我司主产品的占有率分别高达70﹪和60﹪左右。
我司现还在着手把呋喃树脂产能扩产至1。
5吨/年,二年后可达产。
该项目已被列为广东省重点技改项目,获省、市的财政支持。
届时我司年产各类产品可以达到6万吨/年。
慧聪网:贵公司采取哪些方式来刺激市场的销售和发展的?
谢树忠:我们采取的方式和措施有:(1)加大广告宣传力度,通过专业杂志、网站等到媒体大力宣传企业,让客户认识我们、了解我们。
(2)积极参加铸造成界各类活动。
(3)培植市场,让潜在客户认识我司产品,教会他们应用,举办应用培训班等,让潜在客户尽快成为客户。
(4)推行富有挑战性的销售报酬体系
考核办法,大大提高了营销人员的积极性。
慧聪网:各大企业之间的竞争是非常激烈的,您是如何看待这种竞争?您认为贵公司竞争优势在哪?
谢树忠:这几年该行业竞争日趋激烈,包括来自跨国企业的竞争。
但有了追兵,我们才能跑得更快。
例如近二年来,人们的主产品呋喃树脂就推出了第三,四、五代:而前十年我们才从第一代推至第二代。
我们的竞争优势主要在:上面说到的我们产品的三大优势;我们的研发能力强,可保持产品技术优势长期存在甚至不断增强:(3)我们贴近三角这个广大市场及南方各省,产品更适于南方气候使用特点:(4)
我们拥有高素质的人才队伍。
慧聪网:请问您如何看待企业的品牌建设?
谢树忠:企业界的品牌是企业赖以生存和长期发展的保证,人们很早就提出了“造成顾客满意产品,铸上帝追捧名牌”的品牌战略方针,我们现在正在着手申办广东省名牌子产品。
慧聪网:作为民营企业取得如此大的成功,企业管理模式是什么?
谢树忠:这个问题很难回答,很难说我们的管理模式是什么。
这些年我们主要在企业股分制再造上,1998年我们就搞了股份制,让公司中高层干部参股,按现代企业管理体制运作,注重以人为本,以市场为主导,
以满足客户需要为中心,来开展一系列经营活动。
慧聪网:贵公司提出“以制度管人,制度大于人、大于总经理”的公司管理理念。
在实际工作中又是如何具
体体现的?
谢树忠:这句话是我在10年前提出来的。
省市多个团体企业曾因这一理念来我司考察、交流。
这一理念落到具体上就是:要建立人性化的完善的规章制度,并把制度提升到高于总经理的高度。
换言之,总经理也需要遵守制度,总经理的行为违背了制度也要受罚,从而使企业实现制度化管理,防止高层随意破坏制度,防止制度执行乏力。
但我们在制定制度时亦充分考虑到人性化因素,而制度一旦形成,也是绝情的。
慧聪网:下一阶段公司研发的重点和方向是什么?
谢树忠:下一阶段的重点:(1)进一步把市场推向内地各省及东南亚等国;(2)搞好技改项目,把产能提高至6万吨/年;(3)打造广东省名牌产品,继而打造中国名牌产品;(4)逐步在西南、中南设立分
支机构。
慧聪网:据我所知,谢总继三年前成为首批来自民营企业的市第五次党代会党代表后,第二次成为来自民营企业的区党代表并出席中共珠海市斗门区第二次代表大会。
请谈谈您的感受。
谢树忠:我司是珠海市最早成立党组织的民营企业,且多年来党组织对促进企业健康、快速、发展上起到了一定的作用,可而我也就有幸成为市党代会首批民企老板身份的党代表。
感受有二点:(1)党对民营企业的发展越来越重视;(2)民企设立党组织有利于通过发挥党员的先锋模范作用来带动整个企业的团队,
很有利于企业的发展。
慧聪网:据了解,谢总还是个很热衷于做公益事业的人,这些年来,累积向社会捐款达10多万元,你的
初衷是什么?
谢树忠:我做得很不够。
我认为我们民营企业界主能有今天,离不开党和国家的正确路线方针政策,离不开社会的关心和支持,没有这些,便没有我们的今天。
因而我们为社会分忧,为社会做点贡献,是对社会
的回报,是天经地义的。
慧聪网:谢总的一言一行,对企业来说应该有着潜移默化的影响,您是怎样带领这个企业发展的?
谢树忠:企业老总的一言一行对企业的影响是很大的。
因此企业老总必须要有高尚的情操和人格魅力,才能凝聚一支富有战斗力的团队,使企业健康、快速发展。