发动机缸盖进、排气座圈加工工艺的优化研究分析【工程管理论文】
汽车排气歧管加工要点及工艺改进研究
汽车排气歧管加工要点及工艺改进研究汽车排气歧管是连接汽车发动机与排气系统的重要部件,其加工质量直接影响到发动机的性能和排放的环保标准。
本文将介绍汽车排气歧管加工的要点,并就工艺改进进行研究。
汽车排气歧管加工的要点主要包括以下几个方面:1.材料选择:汽车排气歧管一般采用耐高温、抗腐蚀的不锈钢材料。
在材料选择时需要考虑其耐高温性能、强度和延展性等因素。
2.设计优化:合理的设计是确保排气歧管性能良好的关键。
需要考虑气流的流动性、压力损失和排气热量的分散等因素。
采用数值模拟等方法进行流场分析,找出优化设计方案,提高排气效率。
3.加工精度:排气歧管的加工精度直接影响到其尺寸精度和表面质量。
需要采用精密加工工艺和设备,保证尺寸精度和表面的光洁度。
4.焊接工艺:排气歧管的零件之间一般采用焊接连接。
焊接工艺要选择合适的焊接方法和材料,保证焊缝质量和强度。
5.热处理工艺:钢材一般需要进行热处理来提高其强度和耐腐蚀性。
需要选择合适的热处理工艺,控制好加热温度和冷却速率,避免产生过大的应力和变形。
对于汽车排气歧管的工艺改进,可以从以下几个方面进行研究:1.材料改进:通过研发新型材料来提高排气歧管的性能。
采用新型高温合金材料来提高耐高温性能,或者采用新型涂层技术来增强耐腐蚀性能。
2.流场优化:通过优化设计和制造工艺,改善排气歧管内的气流流动性,降低压力损失,提高排气效率。
3.焊接工艺改进:通过改进焊接工艺,提高焊接质量和强度。
可以采用先进的焊接方法,如激光焊接或电子束焊接,提高焊接效率和品质。
4.表面处理技术改进:通过改进表面处理技术,提高排气歧管的抗腐蚀性和表面质量。
可以采用先进的喷涂技术或者化学处理方法。
汽车排气歧管加工要点包括材料选择、设计优化、加工精度、焊接工艺和热处理工艺等方面。
对于工艺改进,可以从材料改进、流场优化、焊接工艺改进和表面处理技术改进等方面进行研究,不断提高排气歧管的性能和质量。
试论发动机气缸盖气门孔系加工的优化方法
试论发动机气缸盖气门孔系加工的优化方法作者:黄亚东来源:《科学与技术》 2019年第3期摘要:发动机是各类机械系统中故障率最高的设备之一,正确诊断和识别发动机故障并采取相应措施及时排除故障是关乎各类机械设备安全运行的大事。
其中发动机的气门机构是发动机故障频发的运动部件,直接影响发动机的正常运行。
气门在工作过程中经常受到机械冲击、热冲击和高速气流的冲击,易造成气门间隙异常、气阀漏气等故障。
本文主要研究发动机气缸盖气门孔系加工的优化方法。
关键词:发动机;气缸盖;气门孔系;加工;优化方法1引言发动机具有多样化的零部件,气缸盖便是其中之一,属于多孔薄壁件,气门座圈孔、气门导管孔等,直接关乎发动机结构性能。
气缸盖门孔系加工便是发动机制作的关键点之一,必须多角度优化加工方法,提高气缸盖气门孔系加工质量。
2气缸盖简述气缸盖承受着高温高压的作用,同时由于与高温气体接触而承受很高的热负荷。
为了保证气缸盖的良好密封,气缸盖既不能损坏,也不能变形。
为此,气缸盖必须具有足够的强度和刚度。
发动机气缸盖材料通常是铝合金、灰铸铁和蠕墨铸件。
汽油发动机通常使用铝合金,柴油发动机一般使用灰铸铁或蠕墨铸铁。
铝合金导热性好,有利于提高发动机的压缩比。
另外,铝合金铸造性能优异,适于浇铸结构复杂的零件。
因气缸盖功能的多样性及重要性,其设计结构是发动机中最复杂的部件,也是加工精度要求最高的部件。
气缸盖的加工精度对发动机的整体性能和可靠性有着直接的影响。
气缸盖内的关键加工部位是导管座圈安装孔、导管座圈孔、进排气挺杆孔、进排气凸轮轴孔以及VVT阀安装孔(部分VVT阀安装孔设计在气缸盖罩上)。
以上的加工内容的质量需严格进行控制。
3气缸盖常见的工艺缺陷气缸盖的主要功用:是密封气缸,与气缸套和活塞一起组成燃烧室。
通过对以前维修过的发动机进行调查研究,结合对正在维修中的气缸盖的观察发现,在气缸盖的维修过程中存在的主要质量问题是:气缸该密封不严,在使用过程中漏气,造成发动机功率不足、燃烧不正常、燃料消耗大、排气温度不均等质量问题。
气缸盖气门导管孔加工工艺论文
气缸盖气门导管孔加工工艺论文摘要:在加工气缸盖本体上气门导管孔和进气阀座孔、排气阀座孔时,钻气门导管孔底孔是直接影响气门导管孔与进、排气阀座孔的精加工精度的重要因素,因此加工时应注意,多次加工,尽量预留倒数第二刀的进给量;气门导管孔的扩孔尽量不采用扩孔钻,应改为单刃镗刀或多刃铣刀的刀具或者复合刀具。
0 引言气缸盖是柴油机的重要部件,它的加工精度直接影响着柴油机的性能,因此气缸盖本体对各个孔系的设计精度要求较高,特别是气门导管孔与进、排气阀座孔的同轴度精度要求更是较高。
淄博柴油机总公司生产的气缸盖本体材料为蠕墨铸铁,其气门导管孔与进、排气阀座孔在同轴度、以及与端面的垂直度上要求很高,而且长径比一般为1:4-1:7之间。
但由于气缸盖本体的结构很复杂和该孔具有的特殊位置,使其长径比一般可达到1:6-1:9之间,而某柴油机的气缸盖本体的气门导管孔的长径比达到1:10,加工其用的刀具刀杆长径比达到1:15。
这在加工中保证气门导管孔与进气阀座孔、排气阀座孔的同轴度、以及与端面的垂直度等要求增加了加工难度。
也就是说,气门导管孔与进气阀座孔、排气阀座孔的加工是气缸盖加工的关键技术。
在没有复合刀具的情况下,就如何加工气缸盖本体上的气门导管孔与进气阀座孔、排气阀座孔,保证气门导管孔与进气阀座孔、排气阀座孔在同轴度以及与端面的垂直度等方面,进行一下探讨,以供参考。
1 柴油机气缸盖本体在加工气门导管孔与进、排气阀座孔中存在的主要加工难度和问题该公司气缸盖本体上的气门导管孔与进、排气阀座孔的相互位置尺寸关系见图1和图2所示,气缸盖本体的高度是421mm(图中未标出),由图可以看出,气门导管孔的直径为Φ42H7、表面粗糙度Ra1.6、圆度为0.01mm、圆柱度为0.025mm、与端面垂直度为0.05mm;进气阀座孔、排气阀座孔的表面粗糙度Ra1.6、圆度为0.01mm、圆柱度为0.025mm且与气门导管孔的同轴度分别为Φ0.02mm和Φ0.06mm。
汽车排气歧管加工要点及工艺改进研究

汽车排气歧管加工要点及工艺改进研究汽车排气歧管是连接发动机排气口和消声器(或涡轮增压器)的一种管道,其主要功能是将发动机排出的废气导入消声器或涡轮增压器,并对废气进行一定程度的分流和缓冲,以提高发动机性能和降低噪音。
在汽车排气歧管加工过程中,需要注意以下几个要点:1. 材料选择:排气歧管通常采用不锈钢、钛合金或铸铁等耐高温材料制作,不仅要具备一定的强度和刚度,还要具备良好的耐高温、耐腐蚀和抗振动性能。
2. 设计优化:排气歧管的设计应充分考虑流体力学和声学原理,通过合理的管径和长度以及分流板的设置,降低废气流动的阻力和噪音水平,提高发动机的性能。
3. 加工工艺:排气歧管的加工通常包括切割、折弯、焊接等工艺过程。
在切割过程中,应选择合适的切割工具和参数,确保切割面平整光滑。
在折弯过程中,应控制好折弯角度和弯曲半径,避免过大的变形和应力积累。
在焊接过程中,应选择适合材料的焊接方法和填充材料,保证焊缝的强度和密封性。
4. 表面处理:为了提高排气歧管的耐腐蚀性和耐热性,常常需要进行表面处理,如镀锌、热镀锌、热喷涂等。
这些表面处理方法不仅可以增加排气歧管外表面的保护层,还可以改善其传热性能,提高发动机的热效率。
在工艺改进方面,可以使用以下几种方法:1. 优化流动道设计:通过改变歧管内部的流道形状和尺寸,减小流动阻力和涡流损失,提高排气的流动效率和噪音控制效果。
2. 采用内衬材料:在排气歧管内部采用陶瓷、陶瓷合金或陶瓷涂层等材料进行内衬,可以有效提高流体的传热性能和耐腐蚀性能,降低排气温度和噪音水平。
3. 应用声学消声技术:通过在排气歧管的特定位置设置消声装置,如消声器、消声波反射器等,可以有效降低发动机排气噪音,提高乘车舒适性。
4. 采用先进制造技术:如激光切割、数控折弯、自动焊接等先进制造技术,可以实现对排气歧管的精确加工和高效生产,提高产品的质量和生产效率。
通过合理选择材料、优化设计和改进工艺,可以提高汽车排气歧管的性能和质量,满足市场需求,并为汽车工业的可持续发展做出贡献。
气缸盖机械加工工艺技术关键分析
气缸盖机械加工工艺技术关键分析摘要结合近年来国内外内燃机行业发展的新趋势和工作实践,对结构复杂的气缸盖机械加工提出了进、排气门座圈锥面与导管孔的加工是其工艺技术关键,从定位方式、基准选择、气门座底孔与导管孔底孔的加工,气门座圈锥面加工方式和导管孔的加工方式等方面进行了探讨和分析。
关键词气缸盖;机械加工;技术关键;定位;基准气缸盖是内燃机零件中结构较为复杂的箱体零件,也是关键件,其精度要求高,加工工艺复杂,且加工质量直接影响发动机整体性能。
对于内燃机气缸盖制造,其制造系统虽然不同,但加工工艺及工艺设计中所采用的工艺技术仍有许多共同之处。
其进、排气门座圈锥面与导管孔的加工是气缸盖加工中最关键的工序,精度一般为:高速发动机座圈底孔与其导管底孔的同轴度为φ0.03mm,座圈锥面对导管孔的同轴度为φ0.025mm,转速低于3600r/min的内燃机可分别降为φ0.05mm,0.04mm,一般采用钻--(复合扩)--半精谴气门座孔、导管底孔—精谴气门座底孔、枪铰导管底孔—压导管、座圈—精车座圈锥面、枪铰导管孔工艺。
根据零件结构、生产纲领及加工精度,以直列三缸、四缸柴油机灰口铸铁材料的气缸盖为例,结合国内外机械加工工艺的发展趋势及莱动公司缸盖生产的具体情况,对其进行探讨分析。
1 定位方式工件的定位方式对其精度影响很大,一种是采用一面两销定位,但这种方式有一个缺点,由于存在导管孔及气门座孔到销孔的位置精度误差,因此使加工余量不均匀,不易达到产品精度要求。
而采用以平面和导管外圆表面定位,使导管和气门座孔纵向轴线与机床主轴轴线相重合,则可使加工余量均匀,加工精度高。
但是,这种工艺在一个工位上只能加工一个气门座,生产率较低。
因此,大批量生产时,仍然经常采用一面两销定位,作为加工线全线的统一精基准。
然而,毛坯粗基准的选择更加重要,在气缸盖生产线中,一般采用顶面,第1 ,3(4)进气门座孔和进气道方孔作为粗基准加工定位销孔或加工出过渡基准后加工定位销孔,保证气门座孔和气道质量。
毕业设计(论文)-发动机缸盖的改进设计
各专业完整优秀毕业论文设计图纸摘要本文通过使用先进的计算机辅助设计手段,对奥迪发动机缸盖进行改进设计,目的是改进该发动机的使用性能。
其中主要内容是对奥迪发动机缸盖局部进行改型,将原来的扁球形燃烧室改成楔形燃烧室,其进排气道形状也随燃烧室的改变而相应改变。
另外,经过现场测绘,熟悉了解奥迪发动机缸盖的生产加工工艺及受力特点,利用AUTOCAD软件绘制的奥迪发动机缸盖的二维工程图,通过UG软件对改进设计后的奥迪发动机缸盖的局部改进区域建立实体模型,并提出一些关于复杂实体建模的观点,然后对改进后的进气道用UG的PRT 文件通过转换成IGS文件,导入Gambit软件,并用Gambit软件进行网格划分,最后将Gambit的MSH文件导入Fluent软件,用Fluent软件对改进前后进气道内气体的流速进行CFD仿真模拟,并进行比较。
关键词:发动机缸盖,UG建模,网格划分 , CFDImproved Design for the Head of Audi EngineABSTRACTImproved design for the head of audi engine is conducted , with the semispherical combustion chamber changed to combustion chamber of wedge form , and the figure of the intake duct and the exhaust duct are also changed with the combustion chamber , by means of the advanced CAD techniques , in order to get better performance of the whole machine.2D drafting is drawn by AutoCAD after mapping on site , and 3D model is established by UG. At the same time, some view points about modeling are brought up. Change the PRT file of improved intake duct to the IGS file , lead to Gambit , and make it plot the grid. Finally , changed the MSH file of Gambit lead to Fluent , and use the CFD method analyze the velocity of the air in improved and original intake duct , compare with each other.Key words:cylinder head, UG modeling, plot the grid, CFD奥迪发动机缸盖的改进设计施佳伟0611031080 引言气缸盖是用来密封发动机机体缸孔的重要部件,与缸套共同形成燃烧室,气缸盖上有很多孔道,分别是水道,承担分配各缸冷却水的分布冷却;油道,是润滑发动机上部零部件的主要通道;气道,分别是进气道和排气道。
缸盖气门导管座圈的加工及改进

缸盖气门导管座圈的加工及改进作者:王晓俊来源:《工业设计》2016年第06期摘要:L46发动机缸盖的气门座圈和气门导管均为粉末冶金压制烧结而成,具有较高的硬度,是整台发动机的材料中耐冲击、耐磨性最好的材料。
在加工上有一定难度,而在实际应用中,由于切削状况复杂,对刀具以及设备均有很高的要求,所以经常发生多种问题。
本文中对加工所用的刀具以及加工工艺的改进的指导思想,就是解决在汽缸盖加工中经常发生的问题。
关键词:导管座圈加工;同轴度及跳动量;刀具成本汽车发动机缸盖是整台发动机中的重要零部件之一,而缸盖的气门座圈密封面和导管孔加工是缸盖加工的关键工序。
气门座圈的密封性直接影响发动机的做功效率及动力输出。
缸盖的座圈和导管均为粉末冶金压制烧结而成,具有较高的硬度和材料密度,是整台发动机的材料中耐冲击、耐磨性最好的材料。
加工时有一定的难度,对刀具的要求和加工设备的精度、刚性等要求都非常高。
在实际应用中,由于切削状况复杂,在加工过程中发生多种问题。
因此对刀具改进和工艺改进的指导思想,就是为了解决在L46发动机的缸盖加工中发生的问题:(1)座圈密封面对导管孔的跳动量达不到工艺要求;(2)座圈刀片易出现爆口,刀具成本上升;(3)刀具耐用度低;为此,就针对这些问题进行了分析和作了一些改进。
1缸盖座圈及导管加工的工艺简介L46缸盖座圈及导管的加工是采用GROB公司提供的BZ500型CNC加工中心。
刀具是选用了Mapal精密刀具公司的刚性组合刀具。
工艺上分二各工步来完成座圈和导管的精加工。
(1)先用Ø 7.9×Ø 8.002的阶梯先导刀具进行导管孔的预加工;(2)再用Ø 8.01的(PCD)铰刀和(CBN)精密镗铰刀的组合刀具一次成形,加工完成导管孔和座圈孔的加工。
(精密镗铰刀和镗刀一样,采用单刀刃切削。
其基本原理是利用支撑导条来吸收切削产生的阻力和振动。
其独特的结构,超精密的内孔精度,优异的表面粗糙度及高经济效益,已被汽车工业广泛采用。
夏利轿车发动机抽屉盖进、排气座口加工工艺的改进
1 引言
发动机缸 盖进 、 气 门座 口对 导管 孔跳 动量 的大 排 小直接影响缸 盖配气 的密封 性 , 封 陛差将 会导致 发 密 动机功率下降 、 油耗增加 . 响整机 性能。为提高整机 影 性能 , 对这一指 标 的要求 越来越 高 :为 了达 到这项 主
要 指 标 , 足 现 代 化 大 批 量 生 产 需 要 , 内 外 汽 车 制 造 满 国
A d e d Rer 1n iI , h r G ae d N w A d eod(o gFl D sot rd , e
ln ome Fll o gF r r i DtDAT rae ae) ; e E C e tD t
m A d e
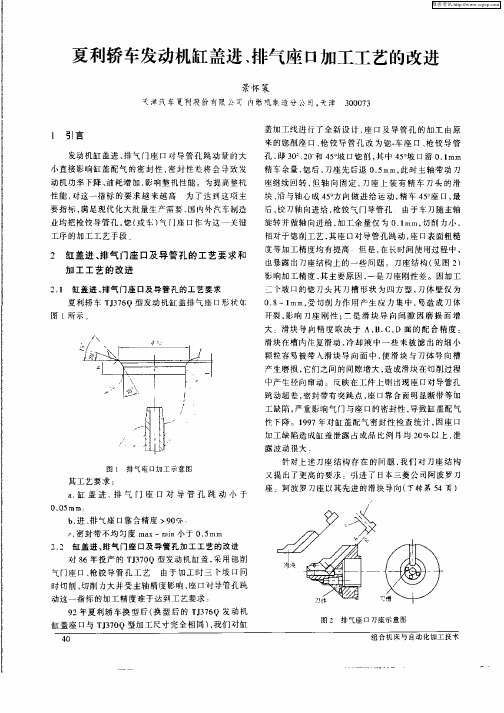
夏利轿车发动机缸盖进 、 排气座 1加工工艺的改进 3
景 怀 策
天津汽车夏利艘份有 限 霹 内燃机 机遣分公 司, 3 0 7 天津 00 3 盖加 工线进 行 了全新 设计 , 口及 导管孔 的加 工 由原 座 来 的锪削座 口、 枪铰 导管 孔 改为 锪. 车座 1 、 铰 导管 2枪 I 孔 , 3 。2 即 0 、旷和 4 。 口锪削 , 中 4 。 口留 0 1 m 5坡 其 5坡 .m 精 车余 量 , 锪后 , 刀座先 后退 0 5 .mm, 此时 主轴带 动刀 座继续 回转 , 但轴 向 固定 , 刀座 上装 有 精 车 刀头 的滑 块 、 与轴心成 4 。 向做 进 绐运 动, 沿 5方 精车 4 c 口, 5座 最 后, 铰刀轴 向进给 , 枪铰气 门导管孔 。由于车刀随主轴 旋转 并做轴 向进给 , 工余量仅 为 0 1ii切削力 小 , 加 .//, ii 相 对于锪削工艺 , 其座 口对导管孔跳动 , 口表面粗糙 座 度等加工精度均有提 高:但 是 , 在长时 间使用过程中 , 也暴露 出刀座结构上 的一些 问题 。刀座结 构 ( 图 2 见 ) 影响加 工精度 , 其主要原 因 , 一是刀 喹刚 性差。因加工 三个坡 口的锪刀头 其刀槽 形状 为 四方型 , 刀体 壁 仅为 0 8 //, 切削力 作 用产 生应力 集 中, ~1ii受 ii 易造 成刀 体 开裂 , 响刀座 刚性 ; 是滑 块 导 向 间隙 因磨 损 而增 影 二 大:滑块 导向精 度取 决 于 A B C D面 的配合 精 度= 、.、 滑块在槽内往复滑动 , 冷却 液 中一些 未被 滤 出 的细 小
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
杨涛涛张裕张皓
摘要:发动机缸盖座圈经常与高温高压的燃气相接触,承受着较高的热负荷和机械负荷,这要求座圈有较高的耐磨性和密封性,若发动机缸盖进、排气座圈的环带密封带及对导管孔跳动值不良,将会使气门在工作时发生中心偏移,导致有害的热传导和气门及导管孔的快速磨损,直接影响发动机功率、油耗及性能,故座圈和导管孔的加工精度提出了较高要求。
其加工工艺设计也越来越受到重视。
关键词:发动机缸盖工艺设计
近年來,发动机行业作为机械设计的重要方面,在一定范围内取得了实质性的成果。
为保证发动机缸盖能够承受很大的热负荷和机械负荷,需要保证缸盖配气的密封性,故在缸盖加工过程,对缸盖进、排气座圈方面的工艺要求也越来越高,如我司生产的LJ465Q-2A缸盖,其座口环带跳动值小于0.05mm,座圈粗糙度小于Ra0.8,环带密封带宽度1.3±0.1。
一、生产工艺流程
发动机缸盖毛坯一般为合金铸铝件,作为发动机上关键零部件之一,加工精度要求较高,加工工艺复杂,而其加工质量直接影响发动机整机性能。
通过不断的考察和研究,发动机缸盖加工的生产工艺已经逐渐成熟,基本能满足精度要求。
其中对于缸盖关键工序的座圈和导管孔加工工艺,一般采用复合锪座圈底孔及部分导管底孔流程主要是先对缸盖毛坯上线检查——转铰加工导管底孔,座圈底孔——气门导管,气门座圈压装——锪铰气门导管孔,气门座圈——座圈环带试漏——成品下线。
整个工艺过程中,在锪铰气门座圈,气门导管孔工序直接关系座圈对导管孔的跳动值的实现。
二、重点工艺
随着现代汽车行业的竞争日益加剧,加工进、排气座圈孔和导管孔的加工已作为衡量发动机缸盖精加工的重要关键工序之一,其形位公差和精度的要求也越来越高,越来越受到各发动机工厂重视。
经过较长时间的发展,发动机缸盖进、排气座圈和导管孔的加工工艺已经逐渐成型,一般采用复合锪座圈底孔及枪铰导管底孔,我司缸盖线在工艺规划时吸收了同行的经验和教训,在座圈和导管孔的加工上进行了有效的优化设计。
三、缸盖进、排气座口的工艺改进
在社会经济的推动下,发动机行业在社会发展中的比重有所增加,是现代汽车行业发展必不可少的一部分。
发动机缸盖的工艺设计影响着发动机的正常运转,与整个发动机性能之间有着不可分割的联系,因此,对发动机缸盖工艺要求越来越高。
发动机缸盖结构较为复杂,零件表面分布着许多孔特征和槽特征,如排气门座孔、气门导管孔等,作为发动机的重要组成部分,发动机缸盖进、排气座圈加工工艺与发动机整体性能有着不可分割的联系。
近年来,发动机缸盖设计工艺虽然缺德了实质性的成果,但也存在一些问题,可以采用对缸盖加工线进行全新设计的方式,对发动机缸盖进、排气座口工艺进行优化改进。
作为汽车发动机的重要零件,发动机缸盖在组成方面,是一个能够承载多种零件组合的主体零件,其加工质量与发动机的整体性能之间有着必然的联系,是机床厂家和发动机厂家非常重视的方面。
由于发动机缸盖加工工艺复杂,加工精度要求较高,毛坯成本也比较高,在加工前,要进行虚拟加工,使相关的设计、制造人员加深对发动机缸盖可制造性能进行判断了解,减少加工时间。
在进行加工时,可以采取适当合并工序的方式,保证零件尺寸加工精度的要求。
发动机缸盖是发动机机体组的重要组成部分,主要用来密封气缸的顶部,与气缸以及活塞顶部组成燃烧室,发动机缸盖的形状和结构都极为复杂,在承受热负荷时,缸盖容易变形,破坏气门和气缸盖的密封性。
由于汽缸盖要求有足够的刚度和强度,在进行材料选择时,要考虑到机械强度、导热性、材料铸造等因素。
气门座圈在压入过程中,会留出缸盖壁厚的加工余量,切除过大变形量来满足加工精度的要求,这与切削过程有一定的相似之处,当刀具离开刀件之后,加工变形量会产生回弹,可以对切削力引起的工件变形进行补偿,提高加工精度。
车刀做向轴进给运动时,随着主轴旋转,这时候加工量和切削力都非常小,相对来说,座口对导管孔跳动以及表面粗糙度等精度加工有所提高。
锪刀头的形状为四方形,棱角分明,容易发生摩擦,加之锪刀头的刀体壁比较薄,受切削力作用产生的应力相对较为集中,对刀体造成损害的可能性较大,使刀座刚性发生一定变化;圆形无边无棱,可以将锪刀头的形状由四方形改为圆形,能够有效避免切削力产生的应力集中现象,从而提高刀体的刚性。
滑块导向的精度与各个面的配合精度的联系十分紧密,当冷却液中的一些细小颗粒进入到滑块导向面中,能够使滑块与刀体的导向槽接触,发生磨损。
对滑块的导向结构的改进刻不容缓,可以使其与螺纹形成无间隙贴合,沿45°方向进行无间隙滑动,减小磨损量,提高加工精度,延长其使用寿命。
缸盖的优化设计对发动机的整体性能以及整个发动机行业都带来非常积极有利的影响,是现代汽车行业必然面临的竞争趋势。
可以通过对机床刀箱夹具进行改造,采用湿法、干法和比较法对水道、油道和阀座等进行密封测验,新增气门阀座导管孔精加工机床,有效保证产品的质量。
四、结束语
在采用HSK整体式刀柄结构,保证了载同一轴线上采用车削座圈锥面和枪铰导管孔时,能够很好的保证座圈对导管孔的同轴度、跳动值,同时采用锪车削加工座圈有效避免了因原XFU自动化锪削方式引起的刀刃磨损较快时,磨损缺陷会在复制到环带密封带上的问题。
为了保证发动机设计性能的实现,发动机缸盖进、排气座圈的加工工艺是不可忽视的要素,必须做好其加工工艺设计工作。