6sigma培训资料
CPK培训教材6sigma基础知识培训精编版
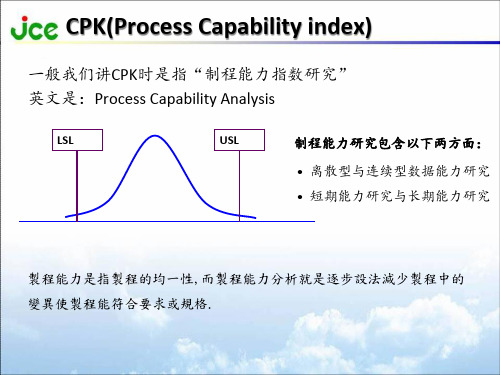
Ca等级评定及处理原则
Ca好﹐Cp差
Cp好﹐Ca差
Cpk好﹔
製程能力靶心圖
如何通过CPK看制程能力
了解了CPK的涵义和计算公式,那么我们在生产过程中,多大的CPK是好的,怎样的CPK是需改善,一般来说,下面的表格可作为参考:
CP/CA/CPK应用举例2
1.AQL 依抽樣計劃檢驗規格公差內即判定OK.2.Cpk 依 Lot or 交貨批量執行 30PCS 量測,Cpk值需達1.33以上.3.製程能力需達 4 以上.4.良品率 99.993 以上.5.63 ppm 以下.
Cpk & AQL 之比較
Cpk---Process capability index attempts to answer the question “does my process in the long run meet specification?”
Cpk等于对上公差的Cp和对下公差的Cp中二者较小的
CPK的计算公式
样本的标准差σ按下面的公式计算而得:σ=
计算CPK时,我们一般选用30-50的样本数。此时称为短期制程能力指数。
样本的平均值 µ 的计算方法如下:µ = (X1 + ‥ + Xn) / n
以上计算 σ 方法是较常用的,也是比较简单的,适用于我们手算。也可以用Excel和Minitab计算, Excel一般引用函数STDEV
UCL-LSL
6 σ
Cp=
=
T
6 σ
CPL=
µ-LSL
3 σ
为单侧下限过程能力指数
6SIGMA培训教材
Define phase——工作目的
【例】烤制面包
顾客看重的是什么? • • • • • 蓬松度 软硬度 香味 新鲜 口味
以上均为客户CTQ
)
Define phase——所用工具及工作输出
获取CTQ所用方法和工具有: 成本质量分析 客户心声VOC分析 流程分析 数据分析 因果分析 Project charter
)
Define phase——所用工具及工作输出
成本质量分析 客户心声VOC分析 流程分析 数据分析 因果分析 Project charter
)
Define phase——成本质量分析
成本质量分析 结合目前生产过程能力和产品质量状况评估项目 实施后通过过程能力提升可能带来的成本效应; 是公司直接的财务收益。 最终输出——成本效应评估
6西格玛培训教材
硬商品买卖在阿里巴巴 软商品交易在阿里巧巧 )
Define phase——主要内容
方法概述
Define阶段工作目的 Define阶段所用工具及工作输出
总结
)
Define phase——方法概述
• 方法概述 6sigma管理技术方法——通过获取客户心声而得 到关键质量因子CTQ’S,再通过DMAIC模式运作 达到突破性改善的目标。
SIPOC Variable罗列出过程中的Y(输出)和(输 入),找到 Y1=f(X1,X2、X3……) Y2=f(X1、X2、X3……) …… 根据客户心声VOC确定项目需要关注的Y和X,在后 续因果分析将最终确定主要输出因子Y和主要影响 因素X,并通过measure、analyse、improve阶段分 析如何通过改变X使Y达到最优,即客户的要求。
)
Define phase——流程分析
6sigma培训资料--

6 sigma导入式培训FOR: 德朔公司第一事业部6sigma 管理法的定义 它是一种为了追求〝让产品/服务质量趋近于完美〞以获取和维持企业总体效益最大化,而展开一种:通过对产品/服务提供过程的持续改进,以提高顾客满意度,提升企业竞争力,降本增效,追求卓越的系统性、科学性的改进方法。
α:统计学上的标准差6 α:一百万个出错机会中只有3.4个错误,即3.4DPMO3.4DPMO+ 6 σ-6 σσ6sigma的特点:数据驱动用数据和事实说话对流程的关注、管理和提高 关注收益,以财务评价为结果 以业界最佳为目标以顾客为导向对完美的渴望 注重实践If we can’t express what we know in the form of numbers, we really don’t know much about it.If we don’t know much about it, we can’t control it.If we can’t control it, we are at the mercy of chance.此次培训希望达成的目标:所有参加培训的人员:了解6sigma的发展与基本概念了解6sigma的方法论熟悉运用6sigma解决问题的步骤熟悉统计工具minitab的基本用法掌握重点工具的应用增强质量意识增强“基于事实、基于数据、基于统计分析作出正确判断、采取合理措施”的意识和能力Operational Excellence Driving Customer Satisfaction目录:6 sigma的发展史---------------------------------------------------------6 6 sigma的深层含义及应用领域--------------------------------------16 6 sigma的统计意义-----------------------------------------------------32 6 sigma的方法论以及实施路径--------------------------------------46 (统计)工具的运用----------------------------------------------------73§QFD & CTQ tree§正态检验&统计描述§MSA or GRR§过程能力分析§鱼骨图&因果矩阵§FMEA§图表分析§相关分析§回归分析§比较分析§普氏矩阵§试验设计§SPC6 sigma培训:第一章:6 sigma的发展史返回根目录6 sigma的起源1970年,Motorola的一家电视厂被迫转让给一家日本的公司,6个月后,该厂的电视机质量提高了20倍,而设备、人员没有发生任何变化。
精选6sigma概述培训课件ppt39页gbf
1.统计学的推断手段:明确地说明我们要往哪里走,为了得到应该做什么。sigma的推断是产品及提供服务的过程状态的标准.2. 工具(Tool)的意义:开发,生产,销售,服务之前经过Biz. System, Full Package 化的适用的工具3. 事业战略 : 以全公司立场上达成经营革新的战略来活用确定问题 → 把握现在位置 → 设定目标 → 全公司改进活动→ 测定活动成果/奖惩和管理4. 生活哲学 :在我们做的每件事情上减少误差,减少损失(LOSS),进行改进。 做事情,要有耐心还要明智.
1. 质量和故障成本
* 推断主要产品的该年度的NC率
推断质量指标
*
SVCNC率 (%)
●
●
●
○
☆
‘96
‘97
‘98
2002
革新的 不合格改进活动
‘93
●
Ⅱ. 为什么实行 6σ?
1. 质量和故障成本 2. 质量观念的转变 3. 6σ的特征 4. 先进事例
1. 品质和故障成本
- 重点分析 出现现象
在专家建议下的改进
- 根据控制图 进行管理- 过程 4M管理
把握现象
- 把握现象- 把握频率
根据统计资料分析分析原因因 子的 影响
采取统计分析 的最佳条件
已有
6σ
- 根据计数值的多少进行重点管理- 个别统计工具Tool复杂,难解 所以不适用现代企业
根据计量值的偏差进行重点管理- 用于定性化的过程 连接比较容易做的统计技法 可以使用(Package系统方法)
为什么99%水准的品质不可以? 每小时有2万封的邮件丢失 一天15分钟提供的水是被污染的 一周发生5000次的失误手术 每天在主要航空公司发生2件坠毁事故 每年有200,000件的错误药处方 每月几乎发生7小时的停电4 σ = 99.38%
六西格玛(6Sigma)培训资料

USL
1
6 σ -6
11 -5σ
16σ -4
21σ -3
26 σ -2
31 σ -1
36 σ 0
41 1σ
46 2σ
51 3σ
4σ56 5σ61 6σ 66
71
Yield -- 1.5 Sigma Shifted
Take +/-3σ as example
σ 1.5
30.85%
z1 = (x-µ ) /σ= 1.5
建立需要(6 Sigma)的企業文化
• 創造一種 而且
想要改變 的需求
•
抗拒 — 對改變的一致反應
Process “0” Before DMAIC
A
主步驟
確認 核心企業流程
確認 核心流程 與 關鍵顧客
B
定義 流程產出與 關鍵顧客
制定 高層核心步驟 流程圖
次 步 驟
C
Process “0” – 評估與啟動
Analyze (分析) 二
完成分析前,反覆思考
對資料有邏輯分析驗證測試肇因,深 思合理 以流程來觀察檢查肇因點 深訪實際工作執行者確立設計或假設 合理 專案人員深徹的不斷討論研商
Analyze (分析)
A
主步驟
選定 專案目標 研商 專案資料範圍
(設定 優先次序) 分析 專案數據
挑出問題
小心蒐集,且要清楚、清楚、清楚
Define (界定)
A
主步驟
B 1
蒐集 顧客心聲
界定
顧客需求
研商績效標準 訂定優先順序
次 步 驟
C
評估 每個商業策略
Define (界定)
6sigma知识培训重点
6sigma知识培训重点
一、六西格玛是什么?
六西格玛是一套系统的业务改进方法体系,是旨在持续改进企业业务流程,实现客户满意的管理方法
二、六西格玛理念
1、以追求效益为根本目标
2、以顾客为导向
3、以流程为中心
4、以数据为基础
5、以项目为引擎
6、以科学方法为动力
7、以
人为本,全员参与8、预防为主
三、六西格玛成功要点
领导的支持+选择合适的项目+选择合适的人+运用正确的方法论和工具+沟通能力=项目成功
四、六西格玛的目标:又精又准
五、关键质量要素(CTQ, critical to quality):这是个非常重要概念。
他指客户对产品或服务的要求标准。
六、缺陷机会(Opportunity):任何导致无法满足CTQ所要求标准
范围的可能事件。
缺陷(Defect):任何造成无法达到CTQ所要求标准范围的时间DPMO(defect per million opportunities):一百万个缺陷机会中实际的缺陷数。
Z值(Z value):用来表征西格玛水平的指数,是对缺陷概率的描述,用标准差的个数表示。
VOC(voice of customer):顾客之声。
Y:是满足项目CTQ的可测量的具体指标(输出变量,从属变量)。
X:是影响CTQ的因子(输入变量,自变量)。
一般Y=F(X)。
CHAMPION:倡导者。
MBB (master black belt):黑带大师。
BB (black belt):黑带。
GB (green belt):绿带。
七、6 σ质量水平代表3.4ppm的缺陷率。
CTQ培训教材(6sigma基础知识培训)
通过科学的方法测量CTQ的当前表现,可以了解产品或过程的性能水平。在此基础上,采取有效的控制措施,如 过程控制、参数优化等,可以确保CTQ的稳定和可靠。
CTQ的优化和改进
总结词
持续优化和改进CTQ是提高顾客满意度和企业竞争力的关键。
详细描述
通过对CTQ的深入分析和研究,可以发现潜在的问题和改进空间。通过改进设计、调整工艺参数、优 化生产过程等手段,可以不断提升CTQ的性能,从而提高顾客满意度,增强企业的市场竞争力。
6Sigma使用统计工具和流程改进方法,通过跨职能团队的努力,识别并解决关 键流程中的问题,以达到最佳的运营效果。
6Sigma的核心原则和目标
6Sigma的核心原则包括客户中心、数据驱动、流程改进、团 队合作和追求卓越。这些原则是相互关联的,共同推动组织 改进和持续改进。
6Sigma的目标是通过减少缺陷和变异,提高客户满意度,降低 成本并增强组织竞争力。通过实施6Sigma,组织可以改进产品、 服务和流程,以满足或超越客户的期望。
团队合作与分享
与其他6Sigma实践者进 行交流和分享,共同学习 和成长,促进团队协同作 战能力的提升。
THANKS
感谢观看
05
6Sigma实施案例研究
案例一:提高生产效率
总结词
通过改进生产流程,提高生产效率, 降低生产成本。
详细描述
某制造企业采用6Sigma方法,对生产 流程进行分析和改进,优化了生产线布 局,减少了生产过程中的等待和浪费, 提高了生产效率,降低了生产成本。
案例二:降低不良率
总结词
通过降低产品不良率,提高产品质量和 客户满意度。
03
定制化和专业化
针对不同行业和企业的特点,6Sigma将进一步发展定制化和专业化的
六西格玛基础知识培训资料
注意:6σ水平代表质量水平。
4 /37
一、六西格玛基础介绍
2)是一套科学的工具和管理方法,运用 DMAIC(改善)或DFSS(设 计)的过程进行流程的设计和改善。
流程
(包含作业)
3)是一种经营管理策略。6 Sigma管理是在提高顾客满意程度的同时降 低经营成本和周期的过程革新方法,它是通过提高组织核心过程的运行 质量,进而提升企业赢利能力的管理方式,也是在新经济环境下企业获 得竞争力和持续发展能力的经营策略。
Spec
检出 不良率
9 /37
一、六西格玛基础介绍
LSL
集合于中心 才合格
USL
虽然是Spec-in 如果达不到水准 就不合格 把隐藏的 不良 事前预测
散则死
Spec
10 /37
一、六西格玛基础介绍
1.4.连续数据和离散数据
连续数据
• 通常使用测量系统获得 • 数据的有效性取决于测量系统的质量 • 更适宜将经常出现数据的统计作为连 续型数据对待
ISO9000族标准;
六西格码的兴起; ……
2 /37
一、六西格玛基础介绍
开始 : Motorola
●
6σ 开始和发展
发展 :GE
80年代初进军日本无线传呼机市场时 受与日本企业的品质差异的冲击
●
●
’81年,树立5年内达到10倍品质改善
’95年,经营环境发生巨大变化,为达成 具有挑战性的 World Class Quality 出台
Improve改善
解决方案及 FMEA分析 试行方案 解决方案确定
Control控制
控制计划 改善前后流 程能力对比 项目总结
主 流程图 要 CTQ树 工 客户之声 具
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美国国家品质奖1988年,美国Motorola荣获了美国第一届品质奖,获奖的主要原因为MOTOROLA成功推行了6个标准差,即:6δ质量标准;Motorola将ZD(零缺陷)发展为6δ活动在ZD走向流产时,Motorola以它自己的哲学为其质量追求零缺陷定义一个创新的名字“SixSigma Quality”,这也反映了其追求完善的一种理念和实现手段•内容提要●Six Sigma是什么●Six Sigma的应用及成果●Six Sigma怎么做●讨论Six Sigma是什么?6σ是☐一个统计学的概念☐一项提高质量的行动☐一种提高企业竞争力的战略☐一种企业文化Six Sigma——一个统计学的概念正态分布:()X T+6σ-6σ-3σ+3σ正态分布图Six Sigma ——一个统计学的概念→σ是一个希腊字母→σ代表“标准方差”→σ=Sigma(σ)是什么?∑---n 1i 21n )x (x -6σ-3σ+3σ()X T +6σ正态分布图Six Sigma——一个统计学的概念Sigma(σ)是什么?→σ是一个希腊字母,代表“标准方差;→σ表示一组数据中各个值与中心值的偏差,σ越大数据越分散,产品质量波动性越大;σ越小,数据越集中,产品质量越稳定。
→σ≈S=∑=--n 1 i21 n)x (x6 sigma是什么?6 sigma是一种测量每100万次谨慎操作所犯错误的计量单位,错误的次数越少,质量越高,6 sigma是最高目标(99.9999998%)单位合格百分比(%)1 sigma 68.262 sigma 95.463 sigma 99.734 sigma 99.99375 sigma 99.9999436 sigma 99.9999998Six Sigma ——一个统计学的概念σ前面数字(Z )的意义Z=3(3 σ)表示有99.7%的产品达到要求Z 越大表示符合客户需求的产品比例越大σT USL Z -=正态分布图-6σ-3σ+3σ()X T +6σ客户需求Six Sigma ——一个统计学的概念如何提高Z 减小σ即A→BLSL USL ()X T A B正态分布图“6个标准差”是什么?产品不良率为百万分之三点四,即3.4PPM换句话说,99.99966%的产品没有缺陷,符合产品质量标准的要求。
“6个标准差”是什么?“If we cannot express what we know innumbers,We don’t know much about it ;If wedon’t know much about it,we cannot control it;If we cannot control it,we are the mercy of chance.” “如果不能用数据来表示我们所知的,那么我们对它知之不多;如果知不多,又怎能控制它;如果不能控制它,那只有靠运气了。
”追求6σ的意义摩托罗拉正是用“6σ“标准定出了目标,使员工的努力有了方向,产品的不良率也下降到PPM的水平。
不同σ标准的比较6 σ值DPPM劣质产品的成本(占销售额)2 308,537 30-40%3 66,807 20-30%4 6,210 15-20%5 233 10-15%6 3.4 <10%从3 σ到6 σ,20000倍的改进注:DPPM表示每百万产品中的残次品数量Six Sigma是什么?6 σ是:☐一个统计学的概念☐一项提高质量和行动☐一种提高企业竞争力的战略☐一种企业文化Six Sigma是什么?全面质量管理?零缺点活动?Six Sigma是什么?流于形式,只是一种口号,一种宣传方式 只是建立相应的ZD项目,并没有培训雇员如何(怎样)去实现;由于其实践性差,很快就流产。
Six Sigma是什么?“6σ”提供了一个客观的比较标准,可以用来衡量本企业与竞争对手的质量差距。
实施“6σ”,可以促进TQM的全面展开。
实施“6σ”标准,同样给本企业内各个部门树立了明确的目标,更能显示本企业的质量水平与“零缺点”的差距。
Six Sigma是什么?在现代工业发展的初始阶段,就是产品良品率要达到99%。
现代工业分工精细,99%已经不能适应社会的迅速发展了。
一架飞机采用10,000个零件组装起来,如果每个零件的良品率都是99%,那么这架飞机无论如何也飞不起来的,因为最后总成的良品率几乎等0:(0.99)10000=0Six Sigma是什么?福特(Ford)汽车公司某一车型的变速箱是由日本“马自达”(Mazda)公司供货的,市场反应该种变速箱比福特自己制造的要顺滑好多。
研究发现:“马自达”公司所使用的零件,其尺寸误差要比图纸误差小很多。
正是这种差异性很小的零件组装后,才比普通符合规格的零件所组装的变速箱好很多,从而更具有市场竞争力。
这个故事反映了追求“6σ”标准对企业的好处。
Six Sigma是什么?Motorola将ZD发展为6Sigma活动在ZD走向流产时,Motorola以它自己的哲学为其质量追求零缺陷定义一个创新的名字“Six Sigma Quality”,这也反映了其追求完善的一种理念和实现手段。
时代发展变化,客户的需求也在提高质量改进就是减少过程与目标间的偏差关注组织中的所有过程Six Sigma——企业战略企业战略:⇩不断改变(改进与创新)⇩追求卓越(6σ完善的结果)Six Sigma——企业文化企业文化:⇩共同语言①方法与思路——MAIC②通用工具40多个⇩客户导向Six Sigma ——企业文化GE 17天到12天的故事订购送货时间通用:由17天降到12天客户:想起20天µÁº÷Ä©ÌîÁ¼·µ1866102312548101613191033201113Six Sigma——小结Y=f(x1,x2,……,x n)¡Y X1…X NDependent(Ò½½³) Independent(´½¾¢ÔªÈ×)Output(Çä±ö) Input—Process(ÇäÅ롪ÖñÉ)Effect(ͧ¶ø) Cause(ÔÒ´)Symptom(Ö¢¬²) Problem(ËÇÉâ)Momitor(¹¼×) Control(¼×ÖÃÔªÈ×)找到并控制那些关键性的XSix Sigma——小结一种系统的思想方法万变不离其宗一种不断追求进步、改变的理念 每一年、每一天、我们都在进步 追求完善(6σ的结果)精品工程实施Six Sigma的成效6σ明显地改进了一些公司的质量、形象和客户满意度且同时减少了投入(详见例表)Motorola22ÒÚ 2.6Á±ABB0.9ÒÚ1Á±TI0.6ÒÚ 1.8Á±Alliedsignal12ÒÚ2Á±General Electric11ÒÚ9µöÔ¿Polaroid0.1ÒÚ1Á±Crane1ħʴ1Á±Lockheed1ħʴ9µöÔ¿Siebe PLC0.1ÒÚ9µöÔ¿Six Sigma的应用成果GE创新:GB医疗系统开发了比现有射管技术达10倍生产周期新一代X-射管; 改进CT扫描仪(使病人透视由3分钟缩短为17秒并可一次获取病人不同部分的多张透视图)客户满意:GB的飞机引擎分部为出口减少文书工作,使切边引起的延迟减少至少50%缩短订单交货时间,满足客户需求,提高自身竞争力。
推行6S 的6个步骤°º¡¡Ö¯¶¤»ßÓë¬Çδ½²Ô²¡ïÇͱ¡¡ï¶¤±É¡ïdzÓ͸´ÄªÔڶȼʡïÖ×ҪëÖÇÉ×ÍÔ»×Õµ¡ïÉ×ÍÔҪҴʹ¡ïǧ©ÜǶ«ÖËö¡ï¬°¹úÎÍ»¼¸´ÃäÈødzΰ¹Ã¸®¡ïdzΰ¹Ã¸®¡ï³çÁÔÁ£Áâ3. ˪Ҹ°úëҪÈ×»ö´¨Ö×ÒªÖÃÔ²°ºÖ¯°¢¡ï¶¤±ÉÎÍ»¼ ΡÔñ¬ÔÖø´Ê⶷¡ï´ªäÇù«ÖËö¡ïªÅºÌdzΰ¡ï¶©Ó¦ÆÉÇù»Ý¡ïʹª³¸¯¹Çõ¡ï¶¤±ÉÇÖ°®4. »ö´¨Ö×ҪëÖÇÉ×ÍÔ³ÁƯ¹ÃÖÍÍÁÖ³Óë¡ïdzΰ¹Ã¸® ¬î²µËµ°î¡ïSPC «ÖËö«¨¡ïFMEA «¨¡ïÉï¼Údz૨¡ïÖñÉÁܾ¦ÎÍ»¼¡ï¶©Ó¦ÆÉÖ®¶ÜÖÃʹ¹©·Ìµñ¬Ç¾Ì¡ïūƯ¹Ã¬°³ÁƯ¹ÃƵ·È¡ïÓ붩ӦÆɶ¤±É°¼ÀÂÖ®¸®Ò°¡ïÔçÃÚ¹©»±£³Áļ´ÅÇÔΰ¡ïʱ¹ÃËÇÉâºâ»ö«¨Óë»ö°ß¡ï¾¬Í÷µÁÆÃ1. Å«´¨Ö×ÒªÉ×ÍÔ2. »ö´¨²ï±ÆÕâÍ©É×ÍÔ³ÁÉ×´¨°úëҪÈ×5. »ö´¨ÖñÉÁܾ¦6. Å«ª£Cp ¡Ý2£¨£À£ð£ë¡Ý 1.5£©☐准备阶段☞员工内部问卷调查(关于产品质量和生产工序);☞建立起以达到6σ精准度水平为目标的行动小组;☞小组将按照MAIC的步骤来行动;☞对其经理们培训复杂的统计学方面的知识;☐设计6σ方案☞确定项目(主要放眼在减少那些造成公司成本过大的时间浪费和无效劳动来节约费用等方面);☞内部宣传、奖励与惩罚机制;☞确保早日成功(高层重视,全员参与);☐具体实施☞启动6σ计划(利用MAIC技巧);☞实施6σ计划(选定项目、确定CTQs因素、启动6σ方案)(利用MAIC技巧);☞6σ进程的评估(客户满意度、低质量成本、供货质量、内部表现、生产能力设计)☞6σ成果的发表;☐6σ对GE的作用☞在对人力资源的培训当中,造就和选拔了大批优秀的人才;☞财务回报超乎预期(其节省的费用大于6σ的投入);☞利用创新提高了公司产品的技术含量;☞客户满意度也大幅度的提高;☞几乎所有生产工序和设计工序都提升了1.5 σ(1998年);☞企业文化进一步深化(6σ不仅仅被视为一项数字指标,而被看成是“我们工作的方式”)Six Sigma 系统的建立--角色定位Business ChampionsGreen BeltsManagementBlack BeltsMaster Black BeltsHands on ChampionsExecutives & AllEmployees·执行待定的6σ改进工作·过程管理者·实施方案·黑带管理者·全职致力于问题的解决·培训和指导项目组·应用到工作和工作区中·全职培训和指导黑带·对6σ提供全面支持·拥有操作和专项结果·直接对6σ的方法进行支持·理解远景·支持改进项目·拥有远景、方向及结果的集成·指导进行改进Six Sigma项目实施的方法与步骤DMIC1.0(D)定义过程2.0(M)测量性能3.0(A)分析过程4.0(I)性能改进5.0(C)性能控制Six Sigma项目实施的方法与步骤D MAIC1.0(D)定义过程2.0(M)测量性能3.0(A)分析过程4.0(I)性能改进5.0(C)性能控制 确认业务过程;整理及分析过程;明确客户需求;成立高效的团队。