FR-PR-24A 涂布工序机头参数记录表
隧道检验频率217
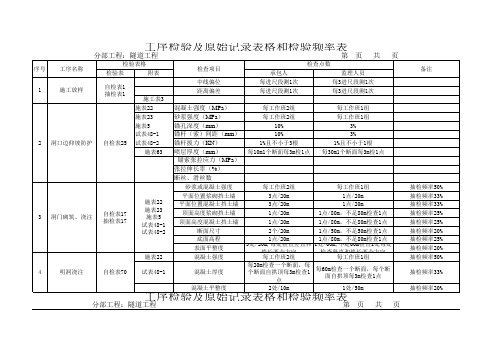
每工作班1组 1点/20m 1点/20m 1点/80m,不足80m检查1点 1点/80m,不足80m检查1点 1点/50m,不足50m检查1点 1点/80m,不足80m检查1点
3处/20m,每处检查竖直和墙长两个方向 1处/60m,不足60m检查1处每处检查竖直和墙长两个方向
施表22 4 明洞浇注 自检表70 试表48-1
每次立模 每次立模 每次立模 每次立模 每次立模 每次立模 1次/20m(曲线), 1次/50m(直线) 1次/20m(曲线), 1次/50m(直线) 1次/20m(曲线),1次 /50m(直线),每断面测拱 顶和两拱腰3点 1次/20m(曲线), 1次/50m(直线) 分别将引道中心线和隧道 中心线延长至两侧洞口, 比较其平面位置
监理人员 每工作班一组试件 1次单侧/60m 1次单侧/60m 1次单侧/60m 1次单侧/60m 1次单侧/60m
抽检频率33% 抽检频率33% 抽检频率33% 抽检频率33%
5% 10%
2组/每工作班 每500块抽查一组3块 每500块抽查一组3块 每500块抽查一组3块 每榀检查 每榀检查 每榀检查 每榀检查 每榀检查
工序检验及原始记录表格和检验频率表
分部工程:隧道工程
序号 工序名称 检验表格 检验表 附表 施表49 检查项目 搭接长度 卷材向隧道延伸长度
检查点数
第 页
共
页
备注 抽检频率33% 抽检频率20% 抽检频率20% 抽检频率20% 抽检频率20% 抽检频率33% 抽检频率33% 共检 抽检频率40% 抽检频率40% 抽检频率40% 共检 抽检频率30% 抽检频率30% 抽检频率30% 抽检频率25% 抽检频率20% 抽检频率30%
每工作班2组 每工作班1组 每20m检查一个断面,每 每60m检查一个断面,每个断 个断面自拱顶每3m检查1 面自拱顶每3m检查1点 点 2处/10m 1处/50m
涂层测厚数据记录表

区域10M2测点10M2厚度1(μm )厚度 2(μm )厚度3(μm )平均厚度(μm)五点平均厚度(μm )备注区域10M2测点10M2厚度1(μm )厚度 2(μm )厚度3(μm )平均厚度(μm)五点平均厚度(μm )备注147424143.3142414944.0242384642.024*******.7342465146.3342424543.0439454041.3446474546.0546564348.3540464744.3147414644.7149443944.0245464746.024*******.7342434242.3336514644.3441464744.7441575149.7539494042.7548475249.044.846.3 说明:1、选择若干区域,每块区域面积为10cm2,每一单独区域不得断开,检查区域的面积的总和应不小于总面积的5%; 2、在每块区域任意5个面积为100 cm2的正方形,并在正方形里选择三点进行测量,结果取平均值;3、允许有15%的读数可低于规定值,但每一单独读数不得低于规定值的85%。
三四44.344.1一二处理意见检测人确认人检测日期确认日期填表日期201-12-3记录格式编号涂层测厚数据记录表类别:第一道底漆 (金森火炬管线)标准厚度40 µm区域10M2测点10M2厚度1(μm )厚度 2(μm )厚度3(μm )平均厚度(μm)五点平均厚度(μm )备注区域10M2测点10M2厚度1(μm )厚度 2(μm )厚度3(μm )平均厚度(μm)五点平均厚度(μm )备注188829187.0184879588.7282947884.7289918287.3383948286.3384798482.3485829186.0476818079.0586937986.0584828383.0181948386.0185828383.3295888288.3284859287.0387859288.0378848181.0483879287.3492828787.0582858483.7576878783.384.184.3 说明:1、选择若干区域,每块区域面积为10cm2, 每一单独区域不得断开,检查区域的面积的总和应不小于总面积的5%; 2、在每块区域任意5个面积为100 cm2的正方形,并在正方形里选择三点进行测量,结果取平均值;3、允许有15%的读数可低于规定值,但每一单独读数不得低于规定值的85%。
聚合物锂离子电池涂布首件检查记录表

项目操作员生产组长品质确认标准实测操作员生产组长品质确认左中右左中右一段二段三段四段五段六段工艺要求实际速度左边右边操作员生产组长品质确认左中右左中右一段二段三段四段五段六段工艺要求实际速度左边右边备注XX有限公司箔材宽度(mm)箔材厚度(um)箔材面密度(mg/mm 2)箔材来料料号判定及处理箔材外观来料批次★面密度(mg/mm 2)(复测/附样)间隙A(mm)生产测试数据品质测试数据判定及处理★面密度(mg/mm 2)(一次)判定及处理★面密度(mg/mm 2)(一次)极片厚度(um)前端10mm内厚度(um)尾端10mm内厚度(um)厚度削薄um 厚度削薄um1、首件在机头测量面密度合格后,开机至机尾后再取1-2大片测量面密度,须QC同时确认合格后方可批量生产,首件记录的面密度数据必须是机尾完全烘干的极片数据。
2、员工首检后必须由班组长确认签字后方能进行批量生产,带★项目必须QC同时确认合格后方可批量生产!材料确认单面双面设备特性设备特性烤箱段涂布速度(m/min)刮刀间隙(um)烤箱段涂布速度(m/min)刮刀间隙(um)工艺温度(℃)工艺温度(℃)显示温度(℃)单/双面是否对齐前端10mm内厚度(um)尾端10mm内厚度(um)厚度削薄um显示温度(℃)实测温度(℃)实测温度(℃)产品特性产品特性厚度削薄um ★面密度(mg/mm 2)(复测/附样)涂布长度A(mm)间隙A(mm)极片厚度(um)生产测试数据品质测试数据聚合物锂离子电池涂布首件检查记录表型号:批次:极性:□正极;□负极;日期:设备编号:项目工艺要求项目工艺要求极片外观□无颗粒 □无划痕 □无气泡 □无针孔 □无露箔 □极片完全烘干极片外观□无颗粒 □无划痕 □无气泡 □无针孔 □无露箔 □极片完全烘干涂布宽度(mm)涂布长度A(mm)。
土工布原始记录表
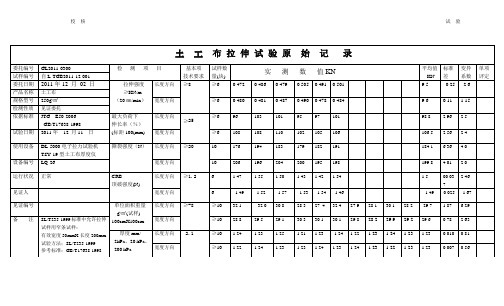
校核试验土工布拉伸试验原始记录委托编号GL2011-0300 检测项目基本项技术要求试样数量(块)实测数值KN 平均值KN标准差变异系数单项评定试样编号自L-TGB2011-12-001委托日期2011年12 月02 日拉伸强度≥KN/m(20㎜/min)长度方向≥8 ≥6 0.472 0.486 0.479 0.505 0.491 0.501 9.5 0.25 2.6产品名称土工布规格型号250g/㎡宽度方向≥6 0.480 0.481 0.487 0.490 0.478 0.484 9.6 0.11 1.15 检测性质见证委托依据标准JTG E50-2006GB/T17638-1998 最大负荷下伸长率(%)(标距100(mm)长度方向≥25≥696 103 101 95 97 101 98.8 2.96 2.5试验日期2011年12 月11 日宽度方向≥6108 108 110 102 105 106 106.5 2.56 2.4使用设备DL-5000电子拉力试验机TSY-19型土工布厚度仪撕裂强度(N)长度方向≥2010176 194 183 179 182 191 184.1 6.36 4.0 设备编号LQ-26 宽度方向10206 196 204 200 195 198 199.8 4.01 2.0运行状况正常CRB顶破强度(N)长度方向≥1.2 6 1.47 1.55 1.50 1.43 1.42 1.54 1.5 00.0372.46见证人宽度方向 6 1.49 1.52 1.57 1.53 1.54 1.46 1.49 0.025 1.67见证编号单位面积重量g/㎡(试样)100cmX100cm 长度方向≥-8≥1032.1 32.0 30.8 28.3 27..4 32.4 27.9 28.1 30.1 28.2 -29.7 1.87 6.29 -备注SL/T235-1999标准中允许拉伸试样用窄条试样:有效宽度50mmX长度200mm试验方法;SL/T235-1999参考标准:GB/T17638-1998宽度方向≥1028.8 29.5 29.1 30.3 30.1 30.1 29.8 28.2 29.9 29.2 29.6 0.78 2.63厚度mm/2kPa、20 kPa、200 kPa长度方向 2.1≥10 1.24 1.23 1.25 1.21 1.23 -1.24 1.22 1.23 1.24 1.23 1.23- 0.010 0.81 -宽度方向≥10 1.22 1.24 1.23 1.23 1.24 1.23 1.24 1.23 1.22 1.23 1.23 0.007 0.56。
首件记录表-焊接
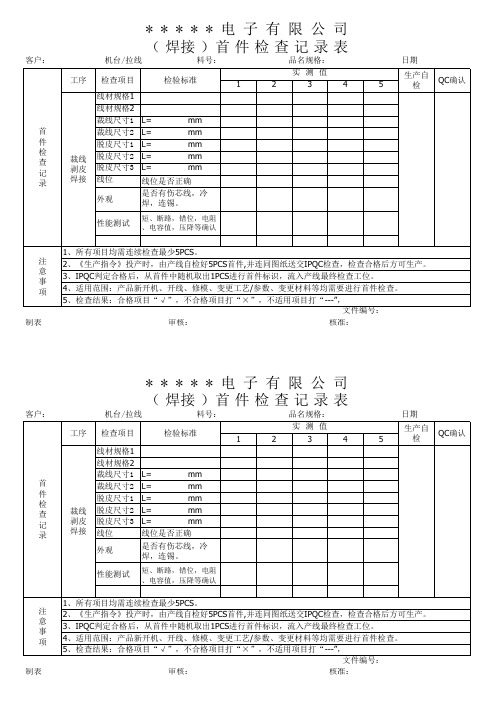
1、所有项目均需连续检查最少5PCS。
2、《生产指令》投产时,由产线自检好5PCS首件,并连同图纸送交IPQC检查,检查合格后方可生产。
3、IPQC判定合格后,从首件中随机取出1PCS进行首件标识,流入产线最终检查工位。
4、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
5、检查结果:合格项目“√”,不合格项目打“×”,不适用项目打“---”, 文件编号:
审核:
核准:
客户:
首 件 检 查 记 录
*****电子有限公司
( 焊接 )首 件 检 查 记 录 表
机台/拉线
料号:
品名规格:
工序 检查项目
5、检查结果:合格项目“√”,不合格项目打“×”,不适用项目打“---”, 文件编号:
审核:
核准:
客户:
首 件 检 查 记 录
*****电子有限公司
( 焊接 )首 件 检 查 记 录 表
机台/拉线
料号:
品名规格:
工序 检查项目
检验标准
1
线材规格1
线材规格2
裁线尺寸1 L=
mm
裁线尺寸2 L=
mm
脱皮尺寸1 L=
mm
裁线 脱皮尺寸2 L=
mm
剥皮 脱皮尺寸3 L=
mm
焊接 线位
线位是否正确
外观
是否有伤芯线,冷 焊,连锡。
实测值
2
3
4
性能测试
短、断路,错位,电阻 、电容值,压降等确认
日期 5 生产自检 QC确认
注 意 事 项
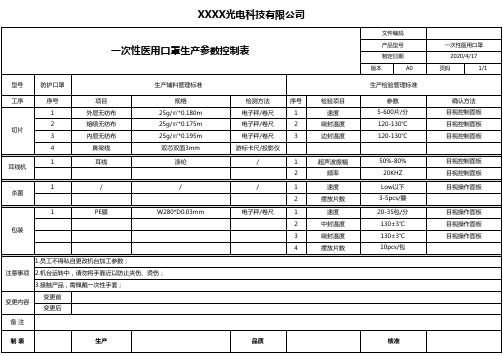
一次性医用口罩生产参数控制表
检验项目 速度
端封温度 边封温度
超声波振幅 频率 速度
摆放片数 速度
中封温度 端封温度 摆放片数
品质
文件编码
产品型号
制定日期
版本
A0
生产检验管理标准
参数 5-600片/分 120-130℃ 120-130℃
50%-80% 20KHZ Low以下
3-5pcs/叠 20-35包/分
130±3℃ 130±3℃ 10pcs/包
核准
一次性医用口罩
2020/4/17
页码
1/1
确认方法 目视控制面板 目视控制面板 目视控制面板
目视控制面板 目视控制面板 目视操作面板
目视操作面板 目视操作面板 目视操作面板
XXXX光电科技有限公司
一次性医用口罩生产参数控制表
型号 工序 切片
耳线机
防护口罩
序号 1 2 3 4 1
1 杀菌
1 包装
项目 外层无纺布 熔喷无纺布 内层无纺布
鼻梁线 耳线
/
PE膜
生产辅料管理标准 规格
25g/㎡*0.180m 25g/㎡*0.175m 25g/㎡*0.195m 双芯双面3mm
涤纶
/
W280*D0.03mm
1.员工不得私自更改机台加工参数;
注意事项 2.机台运转中,请勿将手靠近以防止夹伤、烫伤;
3.接触产品,需佩戴一次性手套;
变更内容
变更前 变更后
备注
制表
生产
Байду номын сангаас
检测方法 电子秤/卷尺 电子秤/卷尺 电子秤/卷尺 游标卡尺/投影仪
/
/
电子秤/卷尺
序号 1 2 3
1 2 1 2 1 2 3 4
土工膜(布)表格
土工膜(布)进场验收台账
施工单位:中国水利水电第五工程局有限公司材料名称:
土工膜(布)抽样检验台账
施工单位:中国水利水电第五工程局有限公司材料名称:
土工膜(布)入库台账
施工单位:中国水利水电第五工程局有限公司材料名称:
土工膜(布)入库台账
施工单位:中国水利水电第五工程局有限公司材料名称:
江苏溧阳抽水蓄能电站工程
库底铺膜基面处理工序质量评定表施工单位:中国水利水电第五工程局有限公司
江苏溧阳抽水蓄能电站工程
库底排水排气系统工序质量评定表施工单位:中国水利水电第五工程局有限公司
江苏溧阳抽水蓄能电站工程
库底下(上)层土工布铺设及缝合工序质量评定表施工单位:中国水利水电第五工程局有限公司
江苏溧阳抽水蓄能电站工程
库底土工膜铺设及焊接工序质量评定表施工单位:中国水利水电第五工程局有限公司
江苏溧阳抽水蓄能电站工程
库底膜上覆土工序质量评定表施工单位:中国水利水电第五工程局有限公司
库底排水排气系统工序质量评定表施工单位:中国水利水电第五工程局有限公司
库底排水排气系统工序质量评定表施工单位:中国水利水电第五工程局有限公司。
测试步骤和数据记录表R4
高压级活门打开晚,高压级供气时引气压力低
PS增加到70~75PSI,检查PS、PC管路、接头有无渗漏
如有渗漏
消除渗漏
6、PS增加到70~75PSI,测量PC压力值
18>PC>14PSI
如PC<14或>18PSI
PC过高则9级引气压力高,在较高转速下9级活门关闭
PC过低则反之
11、拆除PS、PC管路和压力表,恢复飞机管路
N/A
N/A
N/A
N/A
N/A
12、启动APU,打开APU引气,检查下游压力感应管路有无渗漏
应无渗漏
如有渗漏
引气压力偏高
消除渗漏
完成恢复工作
N/A
N/A应下降到≤4PSI
如PC>4PSI
如HSV活门工作正常,则无影响
该功能仅作为在HSV活门不能正常关闭时,辅助活门关闭
如HSV工作正常,无卡滞,无需处理
10、PS降低到30PSI,观察PC压力值
PC恢复到14~18PSI
如未恢复
高压级活门打不开,低转速时引气压力低
更换HSR调节器
但如未反映相关故障,仅记录现象,不做处理
N/A
N/A
N/A
N/A
N/A
6、缓慢增加PS,观察PRSOV到全开时的PS值
PS应≤10PSI
如>10PSI,PRSOV才全开
引气压力偏低
增加PS到70~75PSI,检查PS管、PC管路、通往450F的管路有无渗漏,
如有漏气
引气压力偏低
消除渗漏后,重复步骤6
如仍然PS>10PSI全开
引气压力偏低
更换PRSOV,如未反映相关故障,仅记录,不做处理
注塑工艺参数设定记录表
三 段
压力P3
速度V3
注塑 时间
转保压方式
压力P1
保
一 段
速度V1
时间T1
压
压力P2
二 段
速度V2
时间T2
压力
储料 速度
位置
背压
冷却时间
锁模压力
周期
签名
确认
临时变更认可
注塑参数设定及操作说明: 1、更换模具时,调机员根据《注塑工艺目视卡》设定参数,首件合格后,调机员将注塑参数记录于此表中,质检员确认。 备 2、生产过程中,任何参数的调整或需堵塞模穴生产,都需通知质检员重新进行首件确认,同时调机员将调整后的参数记录 在本表中,如参数在目视卡公差范围内的,由质检员确认即可;如参数超出目视卡公差范围,则需得到品管工程师确认,并 注 需得到质量工程师的临时变更认可,并由质量工程师确定是否要作过程变更。 3、临时更换机台生产时,由调机员在本表作记录,必须告知质检员并需得到品管工程师确认,且必须得到质量工程师的临 时变更文件。
注塑工艺参数设定记录表
PN:QG填写的数值为实际设定值
日期
时间
设备编号
原料干燥
温度 时间
定模 模温
动模
T1
T2
料筒温度
T3
T4
T5
主流道T1
热流道温度 分流道T2
热 嘴T3
行程S1
一 段
压力P1
速度V1
注
行程S2
二 段
压力P2
塑
速度V2
行程S3
韩荣面板仪表
自动控制计测业界的技术领先企业
外形及面板加工尺寸(单位:mm) 线路图
HDM3
D
面板仪表
D8
9
面板仪表
Panelmeter
HP3
5 位数码刻度表
·高精度指示器(最大范围的±0.03% ) ·最大显示(-19999~19999) ·传送输出(4-20mA d.c) ·通信功能可选择(RS232 或 RS485)
D
面板仪表
面板仪表
Panelmeter
一览表
■ 数码刻度表
型
号
HDM3
HP3
MP3
MP6
D
面板仪表
外
形
(mm)
显
示
功
能
输
入
输
出
电源电压 页
96(W)×48(H)
96(W)×48(H)
4 位(0~9999)
5 位(±19999)
缩放比例
缩放比例
3 通道
1-5V d.c
4-20mA d.c
4-20mA d.c
频率测定(Hz)
多种输入 5V,50V,500V a.c 显示专用,4-20mA d.c 继电器(HI,GO,LO) 晶体管,通信(RS485)
100-240V a.c,50/60Hz(共用)
55
D2
3
面板仪表
Panelmeter
■数码功率表(Cos¢)·刻度表
型
号
PF3
D
面板仪表
外
形
(mm)
显
示
65
HLP1
48(W)×26(H) -1999~9999
刻度表 4-20mA d.c 显示专用