冷冻修边机抛射轮力度计算
切削加工常用计算公式
切削加工常用计算公式2007-10-08 10:32常用計算公式一、三角函數計算1.tanθ=b/a θ=tan-1b/a2.Sinθ=b/c Cos=a/c二、切削刃上选定点相对于工件的主运动的瞬时速度。
2.1 铣床切削速度的計算Vc=(π*D*S)/1000Vc:線速度(m/min) π:圓周率(3.14159) D:刀具直徑(mm)例題. 使用Φ25的銑刀Vc為(m/min)25 求S=?rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm2.2 车床切削速度的計算计算公式如下v c=( π d w n )/1000 (1-1)式中v c ——切削速度(m/s) ;dw ——工件待加工表面直径(mm );n ——工件转速(r/s )。
S:轉速(rpm)三、進給量(F值)的計算F=S*Z*FzF:進給量(mm/min) S:轉速(rpm) Z:刃數Fz:(實際每刃進給)例題.一標準2刃立銑刀以2000rpm)速度切削工件,求進給量(F 值)為多少?(Fz=0.25mm)F=S*Z*FzF=2000*2*0.25F=1000(mm/min)四、殘料高的計算Scallop=(ae*ae)/8RScallop:殘料高(mm) ae:XY pitch(mm) R刀具半徑(mm)例題. Φ20R10精修2枚刃,預殘料高0.002mm,求Pitch為多少?mmScallop=ae2/8R0.002=ae2/8*10ae=0.4mm五、逃料孔的計算Φ=√2R2X、Y=D/4Φ:逃料孔直徑(mm) R刀具半徑(mm) D:刀具直徑(mm)例題. 已知一模穴須逃角加工(如圖),所用銑刀為ψ10;請問逃角孔最小為多少?圓心座標多少?Φ=√2R2Φ=√2*52Φ=7.1(mm)X、Y=D/4X、Y=10/4X、Y=2.5 mm圓心座標為(2.5,-2.5)六、取料量的計算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)例題. 已知一模仁須cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每層切1.5mm,進給量為2000mm/min,求此刀具的取料量為多少?Q=(ae*ap*F)/1000Q=35*0.6*1.5*2000/1000Q=63 cm3/min七、每刃進給量的計算Fz=hm * √(D/ap )Fz:實施每刃進給量hm:理論每刃進給量ap:Z pitch(mm)D:刀片直徑(mm)例題(前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm為0.15mm,Z軸切深1.5mm,求每刃進給量為多少?Fz=hm * √(D/ap )Fz=0.2*√10/1.5Fz=0.5mm沖模刀口加工方法刀口加工深度=板厚-刀口高+鉆尖(0.3D)D表示刀徑鑽頭鑽孔時間公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:鑽孔全長N:回轉數f:進刀量系數D:鑽頭直徑v:切削速度如圖孔深l鑽頭孔全長L則L=l+D/3T=L/Nf=πDL/1000vf系數表f直徑mm進刀mm/rev1.6~3.2 0.025~0.0753.2~6.40.05~0.156.4~12.80.10~0.2512.8~250.175~0.37525以上0.376~0.6251英寸=25.4mm=8分25.4/牙數=牙距管牙計算公式例如25.4/18=1.414牙距為5/16絲攻馬力(槍鑽)W=Md*N/97.410W:所要動力(KW)Md:扭矩(kg-cm)N:回轉數(r.p.m)扭矩計算公式如下:Md=1/20*f*ps*f為進給量mm/rev系數r為鑽頭半徑賽(mm)α:切削抵抗比值ps.在小進給時,一般鋼為500kg/m㎡;一般鑄鐵為300kg/m㎡;。
机械加工时间定额的计算公式和方法

机械加工时间定额的计算公式和方法刨削,插削,磨削,铣削,平面磨削,钻削和铰削,钻盲孔,齿轮加工2、刨削、插削tj——机动时间(min)L——切刀或工作台行程长度(mm)1——被加工工件长度(mm)11——切入长度(mm)12——切出长度(mm)13——附加长度(mm)14——行程开始超出长度(mm)15——行程结束时超出长度(mm)B——刨或插工件宽度(mm)h——被加工槽的深度或台阶高度(mm)U——机床平均切削速度(m/min)f——每双行程进给量(mm)i——走刀次数n——每分钟双行程次数n=(1000×VC)/L×(1+K)注:龙门刨:K=0.4-0.75插床:K=0.65-0.93牛头刨:K=0.7-0.9单件生产时上面各机床K=1①插或刨平面tj=(B+12+13)×i/(f×n)=2×(B×11+12+13)×i/(f×Um×1000)(min) ②刨或插槽tj=(h+1)×i/(f×n)=(h+1)×i×L/(f×Um×1000)(min)注:龙门刨:14+15=350mm牛头刨:14+15=60mm(各取平均值)③刨、插台阶tj=(B+3)×i/(f×n)(横向走刀刨或插)(min)tj=(h+1)×i/(f×n)(垂直走刀刨或纵向走刀插)(min)3、钻削或铰削tj——机动时间(min)1——加工长度(mm)11——切入长度(mm)11——切出长度(mm)f——每转进给量(mm/r)n——刀具或工件每分钟转数(r/min) Φ——顶角(度)D——刀具直径(mm)L——刀具总行程=1+11+12(mm)钻削时:11=1+D/[2×tg(Φ/2)]或11≈0.3P(mm)①一般情况tj=L/f×n(min)②钻盲孔、铰盲孔tj=(1+11)/(f×n)(min)③钻通孔、铰通孔tj=(1+11+12)/(f×n)(min)4、齿轮加工所用符号tj——机动时间(min)B——齿轮宽度(mm)m——齿轮模数(mm)Z——齿轮齿数B——螺旋角(度)h——全齿高(mm)f——每转进给量(mm/r)vf——进给速度(mm/r)g——铣刀线数n——铣刀每分钟转数(r/min)i——走刀次数11——切入长度(mm)12——切出长度(mm)D0——铣刀直径(mm)d——工件节圆直径(mm)f1——工件每转径向进给量(mm)f2——每双行程圆周进给量(mm)t——每齿加工时间(min)nz——加工每齿双行程次数n分——每分钟双行程次数①用齿轮铣刀铣削圆柱齿轮1)铣直齿轮tj=(B+11+12)×Z×i/vf(min)注:(11+12)=d0/(3~4)(mm)2)铣螺旋齿轮tj=(B/cosβ+11+12)×Z×i/vf(min)注:(11+12)=d0/(3~4)(mm)②用齿轮滚刀滚削圆柱齿轮(1)滚切直齿轮tj=(B+11+12)×Z/(g×f×n)(min)注:(11+12)=d0/(3~4)(2)滚切螺旋齿轮tj=(B/cosβ+11+12)×Z/(g×f×n)(min)注:(11+12)=d0/(3~4)③用模数铣刀铣蜗轮tj=(h+11)×Z/f(min)④用蜗轮滚刀径向滚切蜗轮tj=3×m×Z/(g×n×f)(min)⑤用指状铣刀成形铣齿轮tj=(B+0.5d0+12)/(f×n)=(B+0.5d0+12)/vf(min)注:12=2—5(mm)⑥插圆柱齿轮tj=h/(f1×n)+π×d×i/(f2×n)(min)⑦刨齿机刨圆锥齿轮tj=t×Z×i注:式中,t=nZ/n分(min)n分=1000×Vc/2×LL——刀具行程长度(mm)⑧磨齿tj=Z[L/n0(i/f1+212/f2+213/f)+iτ1+2i2τ2+2i3τ3] 将上式查表简化并取平均值为下式tj=Z[L/n0×3.18+0.33](min)式中,L=1+2[h(D-h)+10]1/2——砂轮行程长度(mm)n0——每分钟范成次数D——砂轮直径(mm)h——全齿高i1、i2、i3——粗、半精、精行程次数f1、f2、f3——粗、半精、精每次范成纵向进给量5、铣削所用符号tj——机动时间(min)L=1+11+12工作台行程长度(mm)1——加工长度(mm)11——切入长度(mm)12——切出长度(mm)Vf——工作台每分钟进给量(mm/min)n——铣刀每分钟转数(r/min)B——铣削宽度(mm)i——走刀次数d0——铣刀直径(mm)D——铣削圆周表面直径(mm)αp——切削深度(mm)β——螺旋角或斜角(度)①圆柱铣刀、圆盘铣刀铣平面、面铣刀铣平面 tj=(1+11+12)×i/Vf(min)注:(11+12)=d0/(3~4)(mm)②铣圆周表面tj=D×π×i/vf(min)③铣两端为闭口的键槽tj=(1-d0)×i/vf(min)④铣一端为闭口键槽tj=(1+11)×i/vf(min)⑤铣两端为开口的槽tj=(1+11+12)×i/vf(min)注:11=d0/2+(0.5-1)(mm)12=1-2(mm)⑥铣半圆键槽tj=(1+11)/vf(min)注:1=h——键槽深度(mm)11=0.5-1(mm)⑦按轮廓铣tj=(1+11+12)×i/vf(min)注:1——铣削轮廓长度(mm)11=αp+(0.5-2)12=0-3(mm)⑧铣齿条1)铣直齿条tj=(B+11+12)×i/vf(min)2)铣斜齿条tj=(B/cosβ+11+12)×i/vf(min)注:以上两式中11+12=d0/(3~4)(mm)⑨铣螺纹1)铣短螺纹tj=L/V周(min)注:式中,L=7πd/6(mm)V周——圆周进给速度(mm/min)d——螺纹外径(mm)2)铣长螺纹tj=d×π×L×g×i/(V周×P)(min)注:式中,L——螺纹长度(mm)g——螺纹头数(mm)p——螺纹升程(度)3)外螺纹旋风铣削tj=L×i/(nW×p)(min)4)内螺纹旋风铣削tj=L×i/(nW×p)(min)注:上两式式中L——被加工螺纹长度(mm)i——走刀次数nW=fZ×n/(d×π)——工件转数P——螺纹升程(mm)fZ——每齿(刀头)的圆周进给量(mm/z)n——铣刀转数(r/min)d——螺纹外(mm)6、用板牙或丝锥加工螺纹tj=[(1+11+12)/p×n+(1+11+12)/p×n1]×i=2×(1+2p)×i/(p×n)(mm) 式中,tj——机动时间(mm)1——加工长度(mm)11——切入长度(mm)12——切出长度(mm)p——螺距(mm)n——刀具或工件转数(r/min)n1——刀具或工件返回转数(r/min)7、拉削t1——H/(1000×VC)(min)式中,H——机床调整的冲程长度(mm)8、磨削所用符号tj——机动时间(min)h——每面加工余量(mm)B——磨轮宽度(mm)f纵——纵向进给量(mm/r)ft——磨削深度进给量(mm)n——工件每分钟转数(r/min)A——切入次数K——光整消除火花修正系数=1.3τ——光整时间(min)L——工件磨削长度(mm)11——工件磨削表面长度(mm)b——工件磨面宽度(mm)VW——工作台往复速度(m/min)fB——磨削宽度进给量(mm)Z——同时加工工件数①外、内圆磨削1)纵向进给磨削tj=2×L×h×K/(n×f纵×ft)(min)2)切入法磨削tj=[h×A/ft+τ]×K=(0.25×A/0.005+0.15)×1.3(min)②平面磨削1)周磨tj=2×L×b×h×K/(1000×VW×FB×ft×Z)(min)注:L=11+20(mm)fB=平均15(mm)ft=0.003-0.085(mm)VW=5-20(m/min)2)端磨tj=h×i/(f双×n双)(min)注:f双——双行程轴向进给量(mm)n双——每分钟双行程数(双程/min)3)无心磨tj=L×i/(0.95×Vf)(min)式中,Vf——轴向进给速度(mm/min)L=1+B(单件)L=n工×1+B(多件连续进给)(mm)1——工件长度(mm)nZ——连续磨削工件数。
机加工常用术语和计算公式

机加工常用术语和计算公式
术语和单位
Dm:加工直径(mm)。
Vc:切削速度(m/min)。
n:主轴转速(r/min)。
Tc:加工时间(min)。
Qz:金属去除量(cm3/min)。
Im:加工长度(mm)。
Pc:有效功率(kW)。
kc0,4:切削厚度为0,4mm时的单位切削力(N/mm2)。
fn:每转进给量(mm/r)。
kr:主偏角(度)。
Rmax:表面粗糙度(μm)。
rε:刀片刀尖半径(mm)。
ap:切削深度(mm)。
公式
切削速度(m/min):Vc=π×Dm×n/103
主轴转速(r/min):n=vc×103/(π×Dm)
金属去除量(cm3/min):Qz=vc×ap×fn
所需功率(kW):Pc=vc×ap×fn×kc0,4/60×103[0,4/fn×sin κr]0,29
加工时间(min):Tc=Im/fn×n
表面粗糙度(μm):Rmax=fn2/rε×125
刀尖R补偿公式:Z=R-R*tan(a/2)
X=Z*tan(a)
在实际操作车倒角编程时起点,终点应同时偏移一个Z或同时偏移
一个2*X
在车R弧时,车出来的R凹弧和起,终点尺寸会比图纸要求大一个刀尖R,凸R弧和起,终点尺寸会比图纸要求小一个刀尖R,所以在编程时起点,终点以及R都要相应的放大或缩小一个刀尖R。
喷砂机技术参数

喷砂机技术参数喷砂机技术参数移动⽓动喷砂机(单枪)由于磨料对⼯件表⾯的冲击和切削作⽤,使⼯件的表⾯获得⼀定的清洁度和不同的粗糙度,使⼯件表⾯的机械性能得到改善,因此提⾼了⼯件的抗疲劳性,增加了它和涂层之间的附着⼒,延长了涂膜的耐久性,也有利于涂料的流平和装饰,把表⾯的杂质、杂⾊及氧化层清除掉,同时使介质表⾯粗化,消除⼯件残余应⼒和提⾼基材表⾯硬度的作⽤。
分类吸⼊式1.⼀般组成喷砂机喷砂机⼀个完整的吸⼊式⼲喷砂机⼀般由六个系统组成,即结构系统、介质动⼒系统、管路系统、除尘系统、控制系统和辅助系统。
2. ⼯作原理是吸⼊式⼲喷砂机是以压缩空⽓为动⼒,通过⽓流的⾼速运动在喷枪内形成的负压,将磨料通过输砂管吸⼊喷枪并经喷嘴射出,喷射到被加⼯表⾯,达到预期的加⼯⽬的。
在吸⼊式⼲喷砂机中,压缩空⽓既是供料动⼒⼜是射流的加速动⼒。
压⼊式⾼压喷砂机对于压⼊式⼲喷砂机我们重点介绍压⼊式喷砂⼯作单元,即由压⼒罐和喷枪组成的基本⼯作单元。
1.⼀般组成⼀个完整的压⼊式⼲喷砂机⼯作单元⼀般由四个系统组成,即压⼒罐、介质动⼒系统、管路系统、控制系统。
2.压⼊式⼲喷砂机的⼯作原理压⼊式⼲喷砂机是以压缩空⽓为动⼒,通过压缩空⽓在压⼒罐内建⽴的⼯作压⼒,将磨料通过出砂阀压⼊输砂管并经喷嘴射出,喷射到被加⼯表⾯达到预期的加⼯⽬。
在压⼊式⼲喷砂机中,压缩空⽓既是供料动⼒⼜是射流的加速动⼒。
液体式液体喷砂机相对于⼲式喷砂机来说,最⼤的特点就是很好地控制了喷砂加⼯过程中粉尘污染,改善了喷砂操作的⼯作环境。
下⾯将对液体喷砂机的结构组成和⼯作原理进⾏详细地介绍。
1.⼀般组成⼀个完整的液体喷砂机⼀般由五个系统组成,即结构系统、介质动⼒系统、管路系统、控制系统和辅助系统。
2.⼯作原理液体喷砂机是以磨液作为磨液的供料动⼒,通过磨液泵将搅拌均匀的磨液(磨料和⽔的混合液)输送到喷枪内。
压缩空⽓作为磨液的加速动⼒,通过输⽓管进⼊喷枪,在喷枪内,压缩空⽓对进⼊喷枪的磨液加速,并经喷嘴射出,喷射到被加⼯表⾯达到预期的加⼯⽬的。
冷冻去毛边机
冷冻修边机,全称为自动喷射式冷冻修边机,冷冻修边理论起源于上世纪70年代欧美,后被日本改良该设备主要用于替代手工对橡胶模压件、精密注塑及压铸件产品进行去毛边处理,此类设备从70年代末开始已经在发达国家被广泛使用,国内也在2000年后开始逐步推广并成为橡塑行业必备的后道工序设备之一。
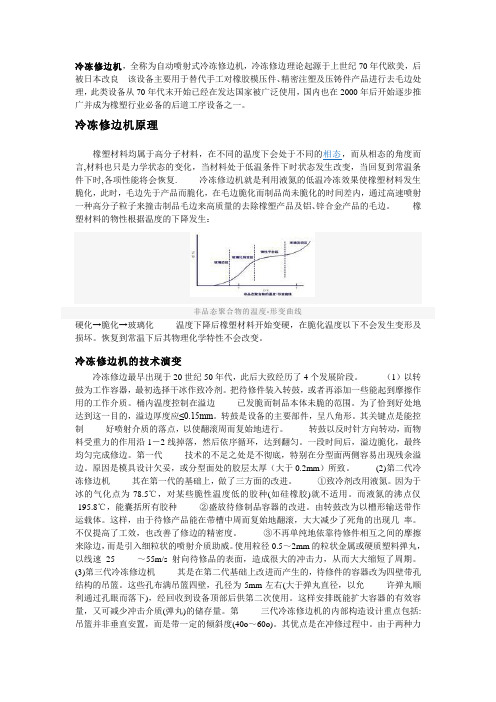
冷冻修边机原理橡塑材料均属于高分子材料,在不同的温度下会处于不同的相态,而从相态的角度而言,材料也只是力学状态的变化,当材料处于低温条件下时状态发生改变,当回复到常温条件下时,各项性能将会恢复. 冷冻修边机就是利用液氮的低温冷冻效果使橡塑材料发生脆化,此时,毛边先于产品而脆化,在毛边脆化而制品尚未脆化的时间差内,通过高速喷射一种高分子粒子来撞击制品毛边来高质量的去除橡塑产品及铝、锌合金产品的毛边。
橡塑材料的物性根据温度的下降发生:非品态聚合物的温度-形变曲线硬化→脆化→玻璃化温度下降后橡塑材料开始变硬,在脆化温度以下不会发生变形及损坏。
恢复到常温下后其物理化学特性不会改变。
冷冻修边机的技术演变冷冻修边最早出现于20世纪50年代,此后大致经历了4个发展阶段。
(1)以转鼓为工作容器,最初选择干冰作致冷剂。
把待修件装入转鼓,或者再添加一些能起到摩擦作用的工作介质。
桶内温度控制在溢边已发脆而制品本体未脆的范围。
为了恰到好处地达到这一目的,溢边厚度应≤0.15mm。
转鼓是设备的主要部件,呈八角形。
其关键点是能控制好喷射介质的落点,以使翻滚周而复始地进行。
转鼓以反时针方向转动,而物料受重力的作用沿1-2线掉落,然后依序循环,达到翻匀。
一段时间后,溢边脆化,最终均匀完成修边。
第一代技术的不足之处是不彻底,特别在分型面两侧容易出现残余溢边。
原因是模具设计欠妥,或分型面处的胶层太厚(大于0.2mm)所致。
(2)第二代冷冻修边机其在第一代的基础上,做了三方面的改进。
①致冷剂改用液氮。
因为于冰的气化点为-78.5℃,对某些脆性温度低的胶种(如硅橡胶)就不适用。
喷砂机技术参数
喷砂机技术参数移动气动喷砂机(单枪)由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰,把表面的杂质、杂色及氧化层清除掉,同时使介质表面粗化,消除工件残余应力和提高基材表面硬度的作用。
分类吸入式1.一般组成喷砂机喷砂机一个完整的吸入式干喷砂机一般由六个系统组成,即结构系统、介质动力系统、管路系统、除尘系统、控制系统和辅助系统。
2. 工作原理是吸入式干喷砂机是以压缩空气为动力,通过气流的高速运动在喷枪内形成的负压,将磨料通过输砂管吸入喷枪并经喷嘴射出,喷射到被加工表面,达到预期的加工目的。
在吸入式干喷砂机中,压缩空气既是供料动力又是射流的加速动力。
压入式高压喷砂机对于压入式干喷砂机我们重点介绍压入式喷砂工作单元,即由压力罐和喷枪组成的基本工作单元。
1.一般组成一个完整的压入式干喷砂机工作单元一般由四个系统组成,即压力罐、介质动力系统、管路系统、控制系统。
2.压入式干喷砂机的工作原理压入式干喷砂机是以压缩空气为动力,通过压缩空气在压力罐内建立的工作压力,将磨料通过出砂阀压入输砂管并经喷嘴射出,喷射到被加工表面达到预期的加工目。
在压入式干喷砂机中,压缩空气既是供料动力又是射流的加速动力。
液体式液体喷砂机相对于干式喷砂机来说,最大的特点就是很好地控制了喷砂加工过程中粉尘污染,改善了喷砂操作的工作环境。
下面将对液体喷砂机的结构组成和工作原理进行详细地介绍。
1.一般组成一个完整的液体喷砂机一般由五个系统组成,即结构系统、介质动力系统、管路系统、控制系统和辅助系统。
2.工作原理液体喷砂机是以磨液作为磨液的供料动力,通过磨液泵将搅拌均匀的磨液(磨料和水的混合液)输送到喷枪内。
压缩空气作为磨液的加速动力,通过输气管进入喷枪,在喷枪内,压缩空气对进入喷枪的磨液加速,并经喷嘴射出,喷射到被加工表面达到预期的加工目的。
加工中心常用计算公式

所用铣刀为ψ10;请问逃角孔最小
为多少?圆心坐标多少?
Φ=√2R2
Φ=√2*52
Φ=7.1(mm)
X、Y=D/4
X、Y=10/4
X、Y=2.5 mm
圆心坐标为(2.5,-2.5)
Q=(ae*ap*F)/1000
Q:取料量(cm3/min) ae:XYpitch(mm)ap:Zpitch(mm)
S=1000*25/ π*25
S=320rpm
F=S*Z*Fz
F:进ቤተ መጻሕፍቲ ባይዱ量(mm/min) S:转速(rpm) Z:刃数
Fz:(实际每刃进给)
例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
值)为多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
1.tanθ=b/a θ=tan-1b/a
2.Sinθ=b/c Cos=a/c
Vc=(π*D*S)/1000
Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)
S:转速(rpm)
例题. 使用Φ25的铣刀Vc为(m/min)25求S=?rpm
Vc=πds/1000
25=π*25*S/1000
Md:扭矩(kg-cm)
N:回转数(r.p.m)
扭矩计算公式如下:
Md=1/20*f*ps*
f为进给量mm/rev系数
r为钻头半径赛(mm)
α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;
D表示刀径
钻头钻孔时间公式
T(min)=L(min)/N(rpm)*f(mm/rev)
CNC常用计算公式

CNC常用計算公式一、三角函數計算1.tanθ=b/a θ=tan-1b/a2.Sinθ=b/c Cos=a/c二、切削速度的計算Vc=(π*D*S)/1000Vc:線速度(m/min) π:圓周率(3.14159) D:刀具直徑(mm) S:轉速(rpm)例題. 使用Φ25的銑刀Vc為(m/min)25 求S=?rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm三、進給量(F值)的計算F=S*Z*FzF:進給量(mm/min) S:轉速(rpm) Z:刃數Fz:(實際每刃進給)例題.一標準2刃立銑刀以2000rpm)速度切削工件,求進給量(F值)為多少?(Fz=0.25mm)F=S*Z*FzF=2000*2*0.25F=1000(mm/min)四、殘料高的計算Scallop =(ae *ae )/8RScallop :殘料高(mm) ae :XY pitch(mm) R 刀具半徑(mm) 例題. Φ20R10精修2枚刃,預殘料高0.002mm ,求Pitch 為多 少?mmScallop=ae 2/8R0.002=ae 2/8*10ae=0.4mm五、逃料孔的計算Φ=√2R2 X、Y=D/4Φ:逃料孔直徑(mm) R 刀具半徑(mm) D :刀具直徑(mm)例題. 已知一模穴須逃角加工(如圖),所用銑刀為ψ10;請問逃角孔最小為多少?圓心座標多少?Φ=√2R2Φ=√2*52Φ=7.1(mm)X、Y=D/4X、Y=10/4X、Y=2.5 mm圓心座標為(2.5,-2.5)六、取料量的計算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm) 例題. 已知一模仁須cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每層切1.5mm,進給量為2000mm/min,求此刀具的取料量為多少?Q=(ae*ap*F)/1000Q=35*0.6*1.5*2000/1000Q=63 cm3/min七、每刃進給量的計算Fz=hm * √(D/ap )Fz:實施每刃進給量hm:理論每刃進給量ap:Z pitch(mm)D:刀片直徑(mm)例題(前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm為0.15mm,Z軸切深1.5mm,求每刃進給量為多少?Fz=hm * √(D/ap )Fz=0.2*√10/1.5Fz=0.5mm沖模刀口加工方法刀口加工深度=板厚-刀口高+鉆尖(0.3D)D表示刀徑鑽頭鑽孔時間公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:鑽孔全長N:回轉數f:進刀量系數D:鑽頭直徑v:切削速度如圖孔深l鑽頭孔全長L則L=l+D/3T=L/Nf=πDL/1000vf系數表f直徑mm進刀mm/rev1.6~3.2 0.025~0.0753.2~6.40.05~0.156.4~12.80.10~0.2512.8~250.175~0.37525以上0.376~0.6251英寸=25.4mm=8分25.4/牙數=牙距管牙計算公式例如25.4/18=1.414牙距為5/16絲攻馬力(槍鑽)W=Md*N/97.410W:所要動力(KW)Md:扭矩(kg-cm)N:回轉數(r.p.m)扭矩計算公式如下:Md=1/20*f*ps*f為進給量mm/rev系數r為鑽頭半徑賽(mm)α:切削抵抗比值ps.在小進給時,一般鋼為500kg/m㎡;一般鑄鐵為300kg/m㎡;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷冻修边机抛射轮大小决定抛射力度
冷冻修边机的抛射轮转速是冷冻修边机使用过程中要经常设置使用的一个参数,有经验的操作员可以通过设置不同的抛射轮转速来控制力度从而来处理不同的待处理产品。
抛射轮转速是如何来控制力度的大家可能不是很清楚,下面以南京赫格(Higher )冷冻修边机为参照给大家介绍下:
冷冻修边的原理是将待处理橡塑产品经过冷媒低温脆化后,再通过冷冻粒子喷射来去除毛边,而冷冻粒子的喷射及喷射力度正是由抛射轮来决定的,这主要决定于抛射轮的两个因素: 一:抛射轮的大小
众所周知,冷冻粒子在抛射离抛射轮时的线速度v=rω,当转速固定的情况下,抛射轮的直径越大,线速度越大。
二:抛射轮的转速
同样是在抛射轮一定的情况下,转速愈大线速度愈大。
综上,根据动量定理: Ft=Mv
冷冻粒子在撞击处理产品时,动量越大,力度越大。
在冷冻粒子规格确定了的情况下在冷冻粒子规格确定了的情况下,,冷冻粒子的线速冷冻粒子的线速率率直接影响到力度直接影响到力度,,且冷冻粒子的力度与线速度呈正比与线速度呈正比。
下面我们来计算下南京赫格的冷冻修边机的线速度:
根据条件:赫格抛射轮:D=300mm
转速(MAX ):N=7000r/min
冷冻粒子抛射角:θ= 30°
冷冻粒子的最大线速率:
V =πdn/60/cosθ=3.14 X 0.3 X 7000 /60 /0.891
=123.3 米/秒
根据动能定理:E=1/2MV 2
可知,在粒子规格一定的情况下在粒子规格一定的情况下在粒子规格一定的情况下,,粒子的动能是与线速率的平方成正比的粒子的动能是与线速率的平方成正比的。