磁铁类检验标准
ASTM E 1444 – 05 磁粉检测标准惯例
标准编号:E 1444 – 05磁粉检测标准1本标准出版编号为E 1444;紧随编号后的数字是最初出版或最后一次修订的年份。
括号里的数字标明了最后一次正式批准的年份。
上标(e)标明了自最后一次修订或再批准后的编辑改变。
本标准已被国防部门认可。
1.适用范围1.1本标准确立了磁粉检测能发现铁磁性材料表面或近表面缺陷的最低要求。
和本标准一起的操作说明 E 709 可以作为检测的一个教程。
注释1:本标准替代MIL-STD-1949.1.2磁粉检测法可以用来检测铁磁性材料表面及近表面的裂纹,折叠,夹杂,切痕和其他不连续缺陷。
磁粉检测法可用于检测原材料,毛坯,成品和半成品材料,焊缝,以及在役检测。
磁粉检测法不适用于非铁磁性材料及合金如奥氏体不锈钢。
详见附录X6 .1.3本标准的各部分可由厂商和工程行业组织之间协商决定,或由工程行业组织特别指定。
1.4本标准并不涉及所有的安全领域。
本标准使用者有责任优先考虑操作者来改善并确立恰当的安全健康标准。
2.引用标准和文献2.1下列标准和文献的部分条文通过引用形成本标准的一个部份,在下面给于注明。
2.2ASTM 标准2 :A 275/A 275M Test Method for Magnetic Particle Examination of Steel ForgingsA 456 Specification for Magnetic Particle Inspection of Large Crankshaft ForgingsD 1966 Test Methods for Foots in Raw Linseed OilE 543 Practice for Evaluating Agencies that Perform NondestructiveTestingE 709 Guide for Magnetic Particle ExaminationE 1316 Terminology for Nondestructive Examinations2.3ASNT Documents:3SNT-TC-1A Recommended Practice No. “Personnel Qualification and Certification in Nondestructive TestingANSI/ASNT CP-189 Standard for Qualification and Certification of NDT Personnel2.4 Society of Automotive Engineers (SAE)-AMS Documents:4,5AMS 2641 Magnetic Particle Inspection VehicleAMS 3040 Magnetic Particles, Nonfluorescent, Dry MethodAMS 3041 Magnetic Particles, Nonfluorescent, Wet Method, Oil Vehicle, Ready-To-UseAMS 3042 Magnetic Particles, Nonfluorescent, Wet Method, Dry PowderAMS 3043 Magnetic Particles, Nonfluorescent, Wet Method, Oil Vehicle, Aerosol PackagedAMS 3044 Magnetic Particles, Fluorescent, Wet Method, Dry PowderAMS 3045 Magnetic Particles, Fluorescent, Wet Method,Oil Vehicle,Ready-To-UseAMS 3046 Magnetic Particles, Fluorescent, Wet Method,Oil Vehicle, Aerosol Packaged5AMS 5062 Steel, Low Carbon Bars, Forgings, Tubing,Sheet, Strip, and Plate 0.25 Carbon,MaximumAMS 5355 Investment Castings AMS I-83387 Inspection Process,AS 4792 Water Conditioning Agents for Aqueous Magnetic Particle Inspection AS 5282 Tool Steel Ring Standard for Magnetic Particle InspectionAS 5371 Reference Standards Notched Shims for Magnetic Particle Inspection 2.5 Federal Standards:4,6FED-STD-313 Material Safety Data Sheets, Preparation and the Submission of FED-STD-595 Colors2.6 Military Standards:4,6MIL-STD-1907 Inspection, Liquid Penetrant and MagneticParticle Soundness Requirements for Materials, Parts, andWeldmentsMIL-STD-2175 Castings, Classification and Inspection ofA-A-59230 Fluid, Magnetic Particle Inspection, Suspension2.7 OSHA Document:729 CFR 1910.1200 Hazard Communication2.8 ANSI Document:4,8ANSI/NCSL Z 540-1 General Requirement for CalibrationLaboratories and Measuring Test Equipment2.9 ISO Document:ISO 10012-1 Quality Assurance Requirements for MeasuringEquipment92.10 AIA Document:NAS 410 Certification and Qualification of NondestructiveTest Personnel102.11 DoD Contracts—Unless otherwise specified, the editions of the documents that are DoD adopted are those listed in the issue of the DoDISS (Department of Defense Index of Specifications and Standards) cited in the solicitation.2.12 Order of Precedence—In the event of conflict between the text of this practice and the referenced documents cited herein, the text of this practice takes precedence.3.术语3.1 定义—在本标准使用的定义引自术语E 1316 中和磁粉检测有关的定义3.2本标准特殊术语的定义:3.2.1 工程行业组织—公司, 机构或其他权威的磁粉检测部门或组织。
磁环(铁芯)外观检验标准

磁環(鐵芯)外观检验标准1.目的:为产品的外观检验提供标准。
2.范围:本文件适用于生产部产品外观检验作业员和品质部外观检验人员使用。
3.检验方法和标准3.1按以下方法选取检验方式:3.1.1 当产品外径小于2.54mm时,外观检验需在放大镜的辅助下进行,放大镜操作步骤如下:Step1:用相应的清洁纸或清洁布清洁放大镜的镜头。
Step2:打开显示装置3分钟,静待显示装置稳定。
Step3:放一个产品到放大镜上的检验台上,确保其位于显示屏的正中央。
Step4::调焦至最好位置,确保光线明亮,然后可进行检验,并按如下标准进行判定。
放大镜图片: (倍数)3.1.2当产品外径大于或等于2.54mm时,外观检验在肉眼目视下进行,不须使用放大镜,同样按如下标准进行判定。
注:进行外观检验时,本标准仅用来识别合格品与不合格品。
3.2清洁程度磁芯表面清洁,不含任何附加磁铁或其它杂质。
3.3缺角3.3.2缺角长度或宽度不得超过产品壁厚的1/4,并不得超过2mm。
如图一所示:3.3.3缺角光滑并无毛边。
3.3.4不用放大镜观察时,单面缺角不得超过3个,整个产品缺角不得超过6个。
1/4T3.4 形状和尺寸尺寸应在规定公差范围内,形状应满足图纸规定要求。
3.5 边角边角应平滑,不得有毛刺或糙边。
3.6 裂纹3.6.2 不得存在明显裂纹,对光目测时不能出现如下图二所示裂纹。
3.6.3 环绕圆周的裂纹不能超过圆周长的1/4,如下图三所示:3.6.4如下图四的裂纹也不能超过圆周的1/4。
它可能出现在产品的外周或内周。
3.7 拔损(粘模)网纹和拔损(如下图五)面积不得超过所在面积的1/4,深度不得超过1mm 。
3.8 涂层 3.8.2 涂层粗糙的产品不可接受。
3.8.3 涂层缺角使磁芯暴露在空气中不可接受。
3.8.4 涂层过薄,以致磁芯裸露时,该批产品拒收。
3.9 外观标准实物参考图片3.9.2 外观标准实物参考图片如下图7至图9。
磁铁检验规范

1、目的和范围
本规范规定了磁铁的抽样、检验、判定和不合格的处置。
本规范适用于外协加工磁铁的进货检验。
2、引用标准
GB-2828-2003 逐批检查计数抽样及抽样表
4、检验方法 4.1 外观检验:
在适当光照条件下,裸眼距离30CM 检查进行直观检验; 4.2 尺寸检验:
使用测量精度应不小于
0.02mm 的游标卡尺或其它适用的长度测量器具进行外形尺寸测量。
4.3 可靠性检验: 详见5.3
5、 检验项目及标准
5.4 包装检验项目与标
5.4.1 产品外包装采用纸箱包装,应牢固,不破损,包装箱上应付有产品名称,数量,生产日期等标志。
5.4.3 产品在运输中一定要避免雨淋、受潮以及化学的腐蚀。
5.4.4 每批次货要求附有送货单。
6、检验、判定
6.1 从批产品中随机抽取相应的样本进行检验;
6.2 抽样检验中发现的不合格品数小于或等于相应的接收数Ac,则该批产品判为合格;
6.3 若抽样检验中发现的不合格数等于或大于相应的拒收数Re,则该批产品判定为不合格;
7、不合格的处置
7.1 通常情况下,不合格的批产品不得发放生产。
仓库应及时反馈采购部门,并在规定的
时间内向供应商退换;
7.2 让步接收应经不合格品审理,必要时应征得客户同意。
磁珠质量标准
磁珠的质量标准主要包括以下方面:
1. 外观检验:合格的磁珠表面应该光滑,无明显杂质,颜色均匀。
2. 粒径分布检验:磁珠的粒径是生产中一个重要的指标,影响着其在生物实验中的应用效果。
检测方法包括激光粒度分析法和电子显微镜观察法。
3. 磁性检验:磁性是磁珠的一项重要性能,对于磁珠的分离和固定有着至关重要的影响。
常用的磁性检验方法是通过将磁珠与磁铁相互吸附,观察吸附和释放的情况来评估磁珠的磁力强度。
4. 悬浮稳定性:MagBeadsTM磁性微球系列具有优良的悬浮性,半沉降速度慢,适合于自动化操作。
5. 磁响应性:MagBeadsTM磁性微球系列在表面磁场强度大于250 mT(2500 Gs)的磁场中,侧向完全磁分离时间小于1分钟。
6. 尺寸均一性:磁珠均一性是影响反应一致性、降低检测批间差的关键因素。
MagBeadsTM磁性微球系列具有1μm 大小,尺寸均一,微球尺寸偏差<10%,可以充分地保证批间一致性。
以上内容仅供参考,建议咨询专业人士获取更准确的信息。
潍坊油田电机钕铁硼磁铁执行标准

潍坊油田电机钕铁硼磁铁执行标准
潍坊油田电机钕铁硼磁铁的执行标准应符合以下要求:
1. 磁体外形应符合图纸要求。
2. 磁体表面光滑、无毛刺、划痕、锈蚀等缺陷。
3. 磁体磁性能应符合图纸规定和检验标准。
4. 磁体磁滞回线对称度好,斜率均匀、饱和磁感应强度高。
5. 磁体磁能积高,能满足电机性能要求,且功率密度高。
6. 磁体应具有良好的热稳定性能和机械强度。
7. 磁体在运输、安装和使用过程中应受到保护,不得碰撞或者变形等影响其磁性能的因素。
8. 检验时应按照斜截线法、霍普金斯法和最大能积法等方法进行,以确保磁体的质量符合要求。
9. 磁体应附有相应的标志和标签,标明产品名称、规格型号、生产日期、生产
厂家等信息。
磁铁来料检查标准
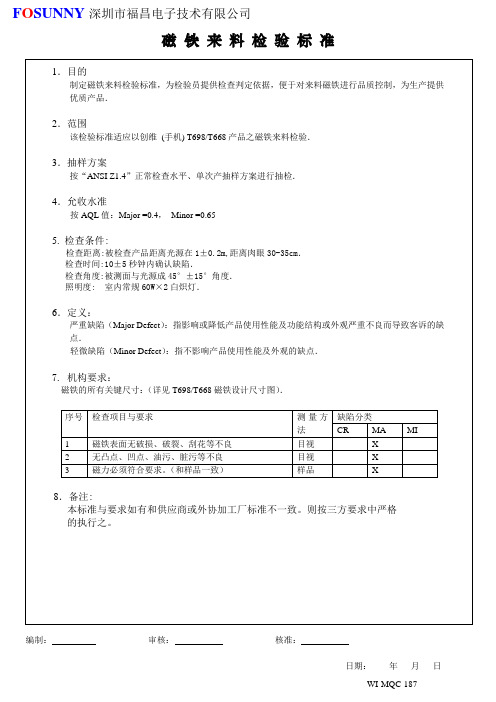
按AQL值:Major =0.4,Minor =0.65
5.检查条件:
检查距离:被检查产品距离光源在1±0.2m,距离肉眼30-35cm.
检查时间:10±5秒钟内确认缺陷.
检查角度:2白炽灯.
6.定义:
严重缺陷(Major Defect):指影响或降低产品使用性能及功能结构或外观严重不良而导致客诉的缺点.
FOSUNNY深圳市福昌电子技术有限公司
磁铁来料检验标准
1.目的
制定磁铁来料检验标准,为检验员提供检查判定依据,便于对来料磁铁进行品质控制,为生产提供优质产品.
2.范围
该检验标准适应以创维(手机) T698/T668产品之磁铁来料检验.
3.抽样方案
按“ANSI Z1.4”正常检查水平、单次产抽样方案进行抽检.
样品
X
8.备注:
本标准与要求如有和供应商或外协加工厂标准不一致。则按三方要求中严格
的执行之。
编制:审核:核准:
日期:年月日
轻微缺陷(Minor Defect):指不影响产品使用性能及外观的缺点.
7.机构要求:
磁铁的所有关键尺寸:(详见T698/T668磁铁设计尺寸图).
序号
检查项目与要求
测量方法
缺陷分类
CR
MA
MI
1
磁铁表面无破损、破裂、刮花等不良
目视
X
2
无凸点、凹点、油污、脏污等不良
目视
X
3
磁力必须符合要求。(和样品一致)
ASTM A 275(A 275M-96 锻钢件磁粉检验检验规范
范围1.1本方法提供锻钢件的磁粉检测规程。
此规程能获得一致的检测结果,其结果可为验收标准的依据。
本标准不包含验收标准或推荐的质量等级。
ASTM A 275/A 275M - 96191故或与要探测的有害缺陷无关的其他特性造成的。
此术语的含义表明该磁痕与可能构成缺陷的不连续性无关。
4 应用依据4.1如按询价、合同,订单或规范的要求需对锻件进行磁粉检测时,则制造厂与用户应 就下列各项取得一致意见:4.1.1锻件上需进行磁粉检测的部位 ;4.1.2认为是缺陷磁痕的类型、尺寸、数量、部位和取向,4.1.3 施加磁粉的方法、退磁要求及磁场强度。
4.2如用户拟在锻件上加工出大凹槽,则制造厂发货前有权当设计允许时在粗加工锻 ()件上加工出切口或凹槽,以便检测内部情况。
4.3验收标准。
5 人员要求5.1使用本标准从事检测的人员,应按 SNT −推荐方法规定的书面程序或供需双方TC-1A 认可的其它国家标准进行资格鉴定和取证。
6 检测时期6.1除非用户另有规定,验收检测应在最终机械加工表面状态和最后热处理状态或离最 终机械加工还有英寸()余量的表面状态的锻件上进行。
0.030.8mm 6.2 当磁粉检测采用半波整流电流、直流电流和直接磁化时,验收检测可在最终机加工 表面状态加上英寸以内余量范围的锻件上进行。
0.03(0.8mm)7 磁化装置7.1可采用整流全波或半波或直流做磁化电源见第章。
如果电流通过工件本体,则()(9)磁化装置应包括具有足够表面积和夹持力的触头或夹持器,使之流过所需电流的被检部件不受损伤烧伤。
()7.2只要能证明检测裂纹类缺陷的灵敏度不低于直接磁化法,也可在直流模式下使用携 带式电磁轭交—直流作为磁化装置。
()8 磁粉8.1检测介质应由良好分散性的铁磁粉组成,它可悬浮在适当的液体介质中或以干粉的 形式使用。
8.2磁粉的尺寸、形状及其磁性,不论对单个还是就总体而言都是重要的见第章。
(10)9 表面清理9.1磁粉检测的灵敏度在很大程度上取决于被检表面的状况。
磁铁类检验标准完整版
磁铁类检验标准标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]1. 目的制定本公司的检验标准和试验方法,确保本公司所有手机磁铁类材料能满足研发设计、生产装配以及用户的使用要求。
2. 适用范围本规程适用于本公司所有手机磁铁类材料的检验。
注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。
3. 缺陷类别定义A类严重缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷。
B类重缺陷(Major Defect):产品存在下列缺陷,为主要缺陷。
1)功能缺陷影响正常使用;2)性能参数超出规格标准;3)导致客户拒绝购买的严重外观缺陷;4)包装存在可能危及产品形象的缺陷。
C类次要缺陷(Minor Defect):不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4. 检验条件及环境1)在自然光或60W-100W(照度达600~800Lux)冷白荧光灯照明条件下检验;2)观察距离:300-350mm ;3)观察角度:水平方位45°±15°;4)检验时按正常要求的距离和角度扫描整个被检测面:10S±5S;5)检验人员裸视或矫正视力以上,不能有色盲、色弱者。
5. 抽样标准抽样检验依GB2828-2003标准,取一般检验水平Ⅱ。
AQL:A类缺陷为0,B类缺陷为,C类缺陷为。
特殊项目(尺寸、可靠性)抽样方案为:S-1或具体规定数量,Ac = 0,Re = 1。
6. 包装要求包装检验现品票要求⑴、产品包装为胶袋包装,现品票粘在胶袋表面正中的位置;⑵、产品包装为纸箱包装, 现品票应粘在纸箱的右上角。
现品票参考格式:物料标签7.外观检验8.尺寸9.可靠性检验常规检验可靠性试验10. 参考文件《检验和试验程序》《品质部抽样方案》。
n35磁铁技术要求
磁铁是一种能产生磁场的物质,由于其独特的性质,被广泛用于各种领域,如电子、机械、医疗等。
在不同的应用领域中,对磁铁的技术要求也会有所不同。
下面是关于N35磁铁技术要求的相关内容。
1.永磁力:永磁力是指磁铁在特定距离下产生的磁场力。
磁铁的永磁力要求高,能够保持稳定的磁力输出。
N35磁铁是一种中等强度的永磁材料,对永磁力的要求适中。
2.稳定性:磁铁的稳定性是指其在不同环境温度、湿度等条件下,能够保持稳定的磁性能。
N35磁铁在一般环境条件下具有较好的稳定性,但在高温环境下会发生磁性能降低的情况,因此在高温环境中使用时需要注意。
3.高温特性:高温特性主要指磁铁在高温环境下的磁性能表现。
对于N35磁铁来说,其最高工作温度为80摄氏度,超过这个温度会导致磁性能的降低。
因此,在高温环境中使用N35磁铁时,需要注意工作温度的要求,避免超过其承受范围。
4.防腐性:由于磁铁常常需要暴露在潮湿的环境中,对防腐性的要求较高。
N35磁铁通常采用电镀或镀铝等方式来增加其表面的防腐性能,以延长磁铁的使用寿命。
5.加工性能:对于N35磁铁的加工性能要求较高。
N35磁铁通常采用铸造或压制等工艺进行制造,然后通过磨削、铣削、切割等工艺进行加工。
因为N35磁铁比较硬,易碎且难加工,所以需要使用专业的设备和工艺进行加工。
6.磁性偏差:对于N35磁铁来说,其磁性能需要符合一定的标准,不能出现太大的偏差。
因此,在生产过程中需要进行严格的质量检验,确保磁铁的磁性能符合要求。
总结起来,N35磁铁的技术要求主要包括永磁力、稳定性、高温特性、防腐性、加工性能和磁性偏差等方面。
了解和掌握这些技术要求,能够帮助我们更好地选择和使用N35磁铁,并确保其在各种应用场景中的性能表现。
磁铁检验标准规范
文件制修订记录
视力:具有正常1.0-1.2视力及色感
照明度:近似正常日光,室内无日光时用800-1200Lux荧光灯照明度为标准
目测距离:产品距灯光源90CM,眼睛距产品30CM。
★检验方法:
视线与部品被检测面成45°角,上下左右转动15°检查部品,观察时间:≤10秒
检查顺序为:先正面下侧右侧上侧左侧背面。
★抽样方案:
抽样检验标准:按 MIL-STD-105EⅡ级单次抽样方案抽检。
成品尺寸按特殊检验水准S=3标准随机抽样测试。
★可接受质量等级:
致命缺陷(CRI)-- 0
主要缺陷(MAJ)— 0.65
次要缺陷(MIN)— 1.5( 供应商来料按 1.0标准验收)
★包装标准
产品的包装应与客户上所注明的包装方式、包装数量一致。
产品的外箱标签须填写正确,无少填、错填现象。
标签内容须与箱内产品一致。
外箱无破损、脏污等现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 目的
制定本公司的检验标准和试验方法,确保本公司所有手机磁铁类材料能满足研发设计、生产装配以及用户的使用要求。
2. 适用范围
本规程适用于本公司所有手机磁铁类材料的检验。
注:若新产品不断出现或本标准中的项目涉及不到,应根据公司要求在本标准中加入未涉及到的项目或修正本标准。
3. 缺陷类别定义
A类严重缺陷(Critical Defect):产品存在对使用者的人身及财产安全构成威胁的缺陷。
B类重缺陷(Major Defect):产品存在下列缺陷,为主要缺陷。
1)功能缺陷影响正常使用;
2)性能参数超出规格标准;
3)导致客户拒绝购买的严重外观缺陷;
4)包装存在可能危及产品形象的缺陷。
C类次要缺陷(Minor Defect):不影响产品使用,最终客户有可能愿意让步接受的缺陷。
4. 检验条件及环境
1)在自然光或60W-100W(照度达600~800Lux)冷白荧光灯照明条件下检验;
2)观察距离:300-350mm ;
3)观察角度:水平方位45°±15°;
4)检验时按正常要求的距离和角度扫描整个被检测面:10S±5S;
5)检验人员裸视或矫正视力以上,不能有色盲、色弱者。
5. 抽样标准
抽样检验依GB2828-2003标准,取一般检验水平Ⅱ。
AQL:A类缺陷为0,
B类缺陷为,
C类缺陷为。
特殊项目(尺寸、可靠性)抽样方案为:S-1或具体规定数量,Ac = 0,Re = 1。
6. 包装要求
包装检验
现品票要求
⑴、产品包装为胶袋包装,现品票粘在胶袋表面正中的位置;
⑵、产品包装为纸箱包装, 现品票应粘在纸箱的右上角。
现品票参考格式:
物料标签
7.外观检验
8.尺寸
9.可靠性检验常规检验
可靠性试验
10. 参考文件
《检验和试验程序》《品质部抽样方案》。