不锈钢焊接标准对照表
不锈钢焊条牌号对照表
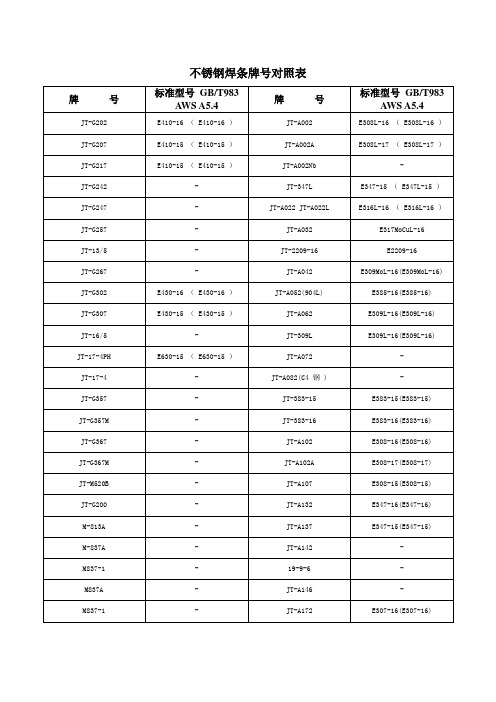
不锈钢焊条牌号对照表
不锈钢焊条选用表
注:括号内为GB/T 983-1985型号。
复合钢板的基体和复层分别选用各自适用的焊接材料进行焊接。
关键是接近复层的过渡层部分,必须考虑基层的稀释作用,应选用Cr、Ni含量较高的奥氏体填充金属来焊接过渡层
部分,以免出现脆硬组织。
复合钢板的基层较薄时(如总厚度不大于8mm),可以用奥氏体焊条或填充金属焊接复合钢的全厚度,这时更需考虑基层材料的稀释作用。
当复合钢板的厚度小于25mm时,基层也可全用E309-16等焊条,但焊接残余应力稍大些,消耗不锈钢焊条多。
当复合钢板的厚度大于25mm时,可先用铁素体焊条施焊一层过渡层,然后再用碳钢焊条焊接基层。
复合钢单面焊焊接材料的选用见表16。
中外焊接材料国家标准对照表

表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用
GB/T5118—1995低合金钢焊条
—1996低合金钢焊条
JISZ3212—1990,高强度钢焊条
JB/—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
—1992碳钢和低合金钢氧—可燃气焊接填充丝
—1997电渣焊用碳钢和低合金钢焊丝和焊剂
—1997碳钢和低合金钢气电焊焊丝
—1979可熔化嵌条
—1992钎焊和熔钎焊钎料
—1992钎焊和熔钎焊钎剂
JISZ3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
EN12070—1999耐热钢气保焊焊丝
①GB/T8110—1995等效采用了和
②GB/T14957其中部分焊丝用于气体保护焊
DIN1732—1988铝及铝合金焊丝和填充丝
JB/T4745—2002附录D压力容器用钛及钛合金焊丝
—1990钛和钛合金焊丝和填充丝
JB/T4745—2002附录D等效采用—1990
JB/—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中外焊条对照表

-
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
-
-
-
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS 3212—1990,高强度钢焊条
JIS Z3214—1999耐候钢焊条
JIS Z3223—1993钼及铬钼耐热钢焊条
JIS Z3241—1999低温钢用焊条
EN 499—1994碳钢及细晶粒钢焊条
EN 1599—1997耐热钢焊条
EN 757—1997高强度钢焊条
GB/T 5118等效采用AWS A5.5
JIS Z3351—1999碳钢和低合金钢埋弧焊焊丝
EN 756—碳钢及低合金钢埋弧焊焊丝
GB/T 5293—1999等效采用AWS A5.17—1989
GB/T 12470—2003埋弧焊用低合金钢焊丝和焊剂
AWS A5.23—1990低合金钢用埋弧焊焊丝和焊剂
JIS Z3352—1988碳钢和低合金钢埋弧焊焊剂
JIS Z3334—1999镍及镍合金焊丝和焊棒
DIN 1736—1985镍及镍合焊丝
GB/T 15620—1995参照采用AWS A5.14
GB/T 9460—1988铜及铜合金焊丝
AWS A5.7—1984铜及铜合金焊丝
JIS Z3341—1993铜及铜合金焊丝
DIN 1733—1988铜及铜合金焊丝
GB/T 983—1995不锈钢焊条
AWS A5.4—1992耐蚀铬钢及铬镍钢焊条
(word完整版)焊接材料对照表

焊接材料对照表焊接检验知识学习:一、焊接目视检查视力:在12英寸的距离处可达到Jaeger J2, 同时还应完成色盲测试(相当于中国视力规定的1。
2)二、气瓶储放区的温度不应低于—20℉也不能高于130℉三、华氏摄氏度温度换算公式:℃=5/9(℉—32);℉=(9/5℃+32)四、焊条识别:EXXXXE代表焊条;XX溶敷金属的最小抗拉强度,X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150—350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.ERXXS-XER代表焊条棒;XX溶甫敷金属的最小抗拉强度,S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.EXXT—X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。
五、焊接接头:对接、角接、T形、搭接、端接接头.六、圆整惯例:四舍五入;七、转换系数:面积尺寸:mm2=6。
452*102in2; in2=1。
550*10—3mm2电流密度:A/mm2=1。
550810—3A/in2; A/in2=6。
不锈钢材对照表
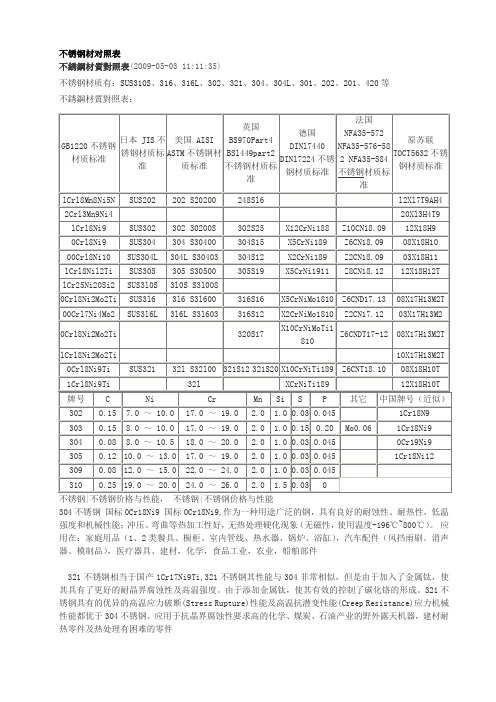
不锈钢材对照表不銹鋼材質對照表(2009-05-03 11:11:35)不锈钢材质有:SUS310S、316、316L、302、321、304、304L、301、202、201、420等不銹鋼材質對照表:不锈钢|不锈钢价格与性能,不锈钢|不锈钢价格与性能304不锈钢国标0Cr18Ni9 国标0Cr18Ni9,作为一种用途广泛的钢,具有良好的耐蚀性、耐热性,低温强度和机械性能;冲压、弯曲等热加工性好,无热处理硬化现象(无磁性,使用温度-196℃~800℃)。
应用在:家庭用品(1、2类餐具、橱柜、室内管线、热水器、锅炉、浴缸),汽车配件(风挡雨刷、消声器、模制品),医疗器具、建材,化学,食品工业,农业,船舶部件321不锈钢相当于国产1Cr17Ni9Ti,321不锈钢其性能与304非常相似,但是由于加入了金属钛,使其具有了更好的耐晶界腐蚀性及高温强度。
由于添加金属钛,使其有效的控制了碳化铬的形成。
321不锈钢具有的优异的高温应力破断(Stress Rupture)性能及高温抗潜变性能(Creep Resistance)应力机械性能都优于304不锈钢。
应用于抗晶界腐蚀性要求高的化学、煤炭、石油产业的野外露天机器,建材耐热零件及热处理有困难的零件316不锈钢国标0Cr17Ni12Mo2 国标0Cr17Ni12Mo2,因添加Mo,故其耐蚀性,耐大气腐蚀性和高温强度特别好,可在苛刻的条件下使用;加工硬化性优(无磁性). 应用在:海水里用设备、化工、染料、造纸、草酸、肥料等生产设备;照像、食品工业、沿海地区设施、绳索、CD杆、螺栓、螺母.316L不锈钢国标00Cr17Ni14Mo2 国标00Cr17Ni14Mo2,作为316钢种的低C系列,除与316钢的有相同的特性外,其抗晶界腐蚀性优于316;另外增加了钼元素,可以显著提高其耐晶间腐蚀、氧化物应力腐蚀的能力,以及减少焊接时的热裂倾向性.还有良好的耐氯化物腐蚀的性能.应用在:常用于纯水、蒸馏水、药品、酱、醋等卫生要求高、介质腐蚀性能强的场合,316钢的特别用途中对抗晶界腐蚀有特别要求的产品。
焊条标准牌号对照表
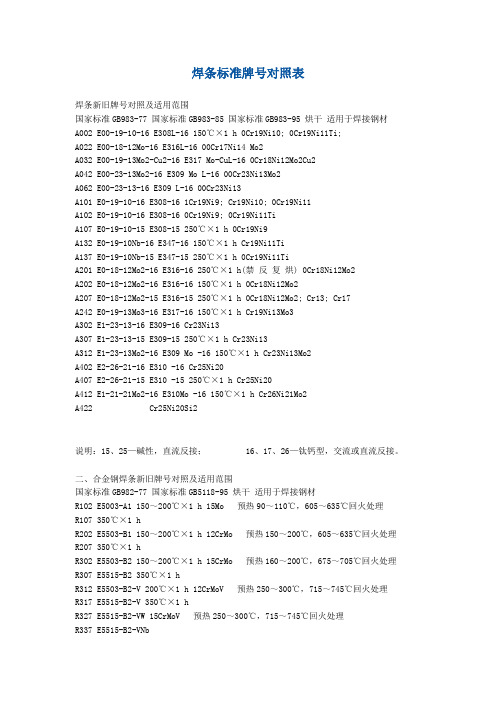
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14 Mo2A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 0Cr18Ni12Mo2Cu2A042 E00-23-13Mo2-16 E309 Mo L-16 00Cr23Ni13Mo2A062 E00-23-13-16 E309 L-16 00Cr23Ni13A101 E0-19-10-16 E308-16 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11A102 E0-19-10-16 E308-16 0Cr19Ni9; 0Cr19Ni11TiA107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9A132 E0-19-10Nb-16 E347-16 150℃×1 h C r19Ni11TiA137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11TiA201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3A302 E1-23-13-16 E309-16 Cr23Ni13A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2A402 E2-26-21-16 E310 -16 Cr25Ni20A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2A422 Cr25Ni20Si2说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。
焊条型号与牌号对照表

焊条型号与牌号对照表常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应 CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnAH08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/ 20R/20E4315 J427E5016 J506 H10MnSiH120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoG E5515-B2-VR317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVG E6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni100Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢, Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407表12.4 常用焊条型号和牌号对照表型号牌号型号牌号E4303 结422 E6016 结606E4316 结426 E6015 结607E4315 结427 E7015 结707E5003 结502 E308 奥102E5016 结506 E308L 奥002E5015 结507 E347 奥132E515 结557 E316L 奥022不锈钢焊条牌号对照表牌号AWS公称成分备注A001E308L-1500Cr19Ni10C≤0.04%,A002E308L-1600Cr19Ni10C≤0.04%,A022E316L-1600Cr18Ni12Mo2C≤0.04%,良好的耐热、耐腐蚀、抗裂性A032E316Cul-1600Cr19Ni13Mo2CuA042E309Mol-1600Cr23Ni13Mo2C≤0.04%,A05200Cr18Ni24Mo5C≤0.04%焊缝耐甲酸、醋酸、氯离子腐蚀性能A062E309L-1600Cr23Ni13A101E308-160Cr19Ni10C≤0.08%A102E308-160Cr19Ni10C≤0.08 %钛钙型药皮A107E308-150Cr19Ni10C≤0.08%低氢型药皮A132E347-160Cr19Ni10Nb C≤0.08%具有优良的抗晶间腐蚀性能A137E347-150Cr19Ni10NbA201E316-160Cr18Ni12Mo2优良的耐蚀、耐热、抗裂性能和抗氯离子腐蚀性能A202E316-160Cr18Ni12Mo2A207E316-160Cr18Ni12Mo2A212E316 Nb -160Cr18Ni12Mo2Nb比A202、A207有更好的抗晶间腐蚀性能A222E316 Cu -160Cr19Ni13Mo2Cu2由于含Cu,所以在硫酸介质中很耐蚀A242E317-160Cr19Ni13Mo3Mo含量高,抗非氧化性酸、有机酸性能佳A302E309-161Cr23Ni13C≤0.15%,异种钢、高铬钢、高锰钢等A307E309-151Cr23Ni13A312E309 Mo-161Cr23Ni13 Mo2A402E310-162Cr26Ni21C≤0.20%,用于硬化性大的铬钢和异种钢A412E310Mo-161Cr26Ni21 Mo2。
常见不锈钢标号对照表

08X13
2Cr13
SUS420J1
420J1
420S29
X20Cr13
Z20C13
20x13
1Cr17
SUS430
430
7Cr17
SUS440A
440A
9Cr18
SUS440C
440C
X105CrMo17
Z100CD17
95X18
0Cr18Ni9
SUS304
304
304S15
X5CrNi189
表1-1国内不锈钢标准钢号对照表
中国
日本
美国
英国
德国
法国
前苏联
GB1220-92
GB3280-92
JIS
AISI
UNS
BS970
BS1449
DIN17440
Din17224
NFA35-575
NFA35-576
ГОСТ
5632
0Cr13
SUS410S
S410
1Cr13
SUS410
410
410S21
X7Cr13
SUS302 18Cr-8Ni-0.1C冷加工后可获高强度,但延伸劣于301钢,用于建筑物外部装饰材料。
SUS302B 18Cr-8Ni-2.5Si-0.1C抗氧化性能优于302钢,在900摄氏度以下具有与310S钢等同的抗氧化性能和强度,用于汽车尾气净化装置、用作工业炉等高温设备材料。
SUS303 18Cr-8Ni-高S提高切削性能和抗高温粘结性能。最适于用自动车床加工螺栓和螺母
≤0.02.0
17-19
8-11
5×(C-0.02~0.8)
≤0.03
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AST M A450/A450M
1.5-2.5按壁厚分
(Mpa)
GB/T5777 C10
P max=7.5
P=2Rt/D 式中 R=50% σ 0.2
议可用焊缝探伤代替
P=2RtD 式中 R=50% σ 0.2
气压
P=0.59
P=1MPa
晶间腐蚀试验
GB4334.5
附加要求 GB4334.5
± 1.00
> 864- ≤ 1219
+4.48/-0.80
> 101.6 ~≤ 190.5
+0.38/-0.64
> 101.6 ~≤ 190.5
+0.38/-0.64
≥ 140
按协议
按协议
≥ 63 ~ 76
±0.30
> 190.5 ~≤ 228.6
+0.38/-1.14
> 190.5 ~≤ 228.6
补充要求
GB3323 Ⅲ级 (20%)
20%X 射线 Ⅲ级
涡流 / 探伤
压力试验
水压
P=2.45 可用无损探伤代替
双方协议可用无损探伤代替
1.5-6.0 按壁厚分或经双
GB/T7735 A级
P=2Rt/D 式中 R=50% σ 0.2
方协议用无损探伤代替
1.5-2.5 按壁厚分经协
ASTM A530/A530M
+0.38/-1.14
壁厚偏差 (mm)
壁厚
允许偏差
± 10%t, 最小允许偏差为± 0.2
D ≤ 508
t ≤ 8
+15%t/-12.5%t
+ 不规定 /-12.5%t
± 10%t
平均壁厚允许偏差
D ≤ 508
t ≤ 8
+15%t/-12%t
± 10%t
t > 8
+15%t/-10%t
± 10%t
(TP321 应进行稳定化处理 )
外径偏差 (mm)
外径
普通
高级
Ⅰ级
Ⅱ级
外径
允许偏差
± 1% π D (测周长)
外径
允许偏差
外径
允许偏差
外径
允许偏差
外径
允许偏差
< 20
± 0.30
± 0.20
外径
允许偏差
外径
允许偏差
焊态
≥ 20 ~ 50
± 0.50
±0.40
<25
±0.10
≤ 10
± 0.15
≥50
不锈钢焊接管标准对照表
项目\ 标准
GB12771-91
HG20537.2-92
HG20537.3-92
HG20537.4-92
ASTM A312/A312M
ASTM A249/A249M
ASTM A688/A688M
JIS G 3468
牌号
0Cr19Ni9
0Cr18Ni9
0Cr18Ni9
0Cr18Ni9
+ 不定 /-10%t
不圆度偏差Δ D/D
同外径偏差
同外径偏差
≤ 1.5%D
≤ 2%D
弯曲度(mm/m)
2.0mm/m ~2.5mm/m
1.0mm/m
3mm/3m
5mm/3m
合理的直度
0.8mm/900mm
实用性平直
焊缝余高 (mm)
≤ 15%t 最小高度为 0.18
外缝余高与母材平
内缝余高≤ 15%t
±0.20
> 30 ~ 50
± 0.30
≤ 168 ~ 325
± 1%D
> 219.1- ≤ 457
+2.40/-0.80
50.8 ~ < 63.5
±0.25
50.8~<3.5
±0.25
固溶态
≥ 40 ~ 65
±0. 80
±0. 6 0
> 457- ≤ 660
+3.20/-0.80
63.5 ~ < 76.2
TP304N TP316N
SUS 304LTPY
00Cr17Ni14Mo2
00Cr17Ni14Mo2
00Cr17Ni14Mo2
00Cr17Ni14Mo2
TP321
TP321
TP316 TP316L
SUS 316TPY
0Cr18Ni11Ti
0Cr18Ni10Ti
0Cr18Ni11Ti
0Cr18Ni11Ti
±0.30
63.5 ~ <76.2
±0.30
≥ 65 ~90
± 1.00
±0. 8 0
≥ 51%D
> 660-≤ 864
+4.00/-0.80
76.2 ~≤ 101.6
±0.38
76.2~≤101.6
±0.38
> 318.5
± 0.5%D
≥ 90 ~ 140
± 1.20
≥ 35
≥ 35
≥ 35
≥ 35 (焊态≥ 25 )
焊缝横向引导弯曲
扩口试验
面弯、背弯
正面导向弯曲
正面导向弯曲
反向弯曲
反向弯曲
特殊要求 JIS Z3122
a=60° 扩 20%D
弯芯直径 d=3t
根部导向弯曲
根部导向弯曲
或展平
压扁试验 (mm)
D 〈 200 H=D/3
H=1.09/(0.09+t/D)
t > 8
+15%t/-10%t
< 4
+0.5/-0.6
可双方协议为 +18%t/0
最小允许偏差为≤± 0.2
D>508
t ≤ 8
+ 不定 /-12.5%t
最小壁厚允许偏差
D>508
t ≤ 8
+ 不定 /-12.5%t
≥ 4
+12.5%t/-15%t
t > 8
+ 不定 /-10%t
+20%/-0
t > 8
±1%D
±0.8%D
≤ 168
10.3- ≤ 48.3
+0.40/-0.80
< 25.4
±0.10
< 25.4
±0.10
<13
±0.25
±0.20
≥ 25 ~ 38
±0.15
> 10 ~ 30
± 0.20
± 0.75%D
> 48.3- ≤ 114.3
+0.80/-0.80
25.4 ~≤ 38.1
±0.15
H=1.09/(0.09+t/D)
要求
要求
展平试验
D ≥ 200 弦高 H=D/4
反向展平
同右
t ≥ 10%D 或≥ 3.4 或 D<9.5
无损探伤
GB/T 7735 B 级
GB/T7735 A级
GB3323
补充要求 ( 射线探伤 )
代替水压
特殊要求 JIS Z3106
当 t>6.3mm时应达到
100%X 射线 Ⅱ级
25.4~≤38.1
±0.15
≥ 13 ~ 25
±0. 40
±0. 3 0
最小值为± 0.3
> 114.3- ≤ 219.1
+1.60/-0.80
> 38.1 ~< 50.8
±0.20
> 38.1 ~ <50.8
±0.20
≤ 318.5
± 1%D
≥ 25 ~ 40
±0. 60
±0. 4 0
≥ 38 ~ 51
TP304LN TP316LN
SUS 316LTPY
(1Cr18Ni9Ti)
(1Cr18Ni9Ti)
(1Cr18Ni9Ti)
(1Cr18Ni9Ti)
SUS 321TPY
规格范围 (mm)
D ≤ 560
10 ≤ D ≤ 76
D ≤ 325
377 ≤ D ≤ 1020
10.3 ≤ D ≤ 762
D ≤ 127
00Cr19Ni11
00Cr19Ni10
00Cr19Ni10
00Cr19Ni10
TP304 TP304L
TP304 TP304L
TP304 TP304L
SUS 304TPY
0Cr17Ni12Mo2
0Cr17Ni12Mo2
0Cr17Ni12Mo2
0Cr17Ni12Mo2
TP316 TP316L
TP316 TP316L
15.9<D ≤ 25.4
165.2 ≤ D ≤ 1016
0.4 ≤ t ≤ 8.1
75 ≤ D ≤ 1200 或更大
t ≥ 0.7
屈服强度σ 0.2 ( MPa )
≥ 180-220
≥ 175-205
≥ 175-205
≥ 170-205
≥ 170-205
≥ 170-205
≥ 175-240
≥ 175-205
附加要求 GB4334.5
附加要求 GB4334.5
ASTM 262E 法
ASTM 262E 法
ASTM 262E 法
特殊要求 JIS G0575
( 补充要求 )
( 补充要求 )
( 补充要求 )
热处理
要求
要求
要求
附加要求
要求
要求
要求
特殊要求
( 固溶处理或稳定化处理 )
(TP321 应进行稳定化处理 )
抗拉强度σ b (MPa)