油气管道漏磁检测缺陷的三维成像技术
石油勘探开发中的两种三维技术
勘探开发石油勘探孖轚中的三维声波测井仪器技术早期的声波测量方法相对简单, 只是将地震信号与岩层进行对照拟 合。
现在,声波测量能掲示许多储层 与井眼特性,可以用来推导原始和次 生孔隙度、渗透率、岩性、孔隙压 力、侵入、各向异性、矿物组份、流 体类型、应力大小和方向、裂缝及其 方位,以及套管-水泥胶结质量等。
地 层特性通常有很强的方位性,因此, 必须进行三维测量才能提供完整的描 述。
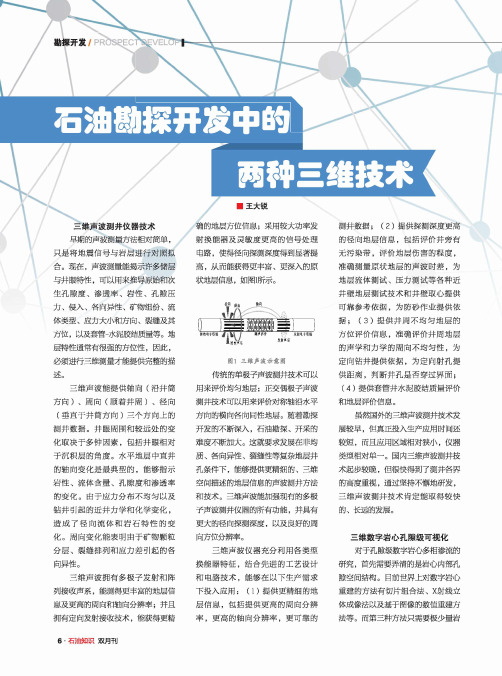
三维声波能提供轴向(沿井筒 方向)、周向(顺着井周)、径向 (垂直于井筒方向)三个方向上的 测井数据。
井眼周围和较远处的变两种三雄技术■王大锐确的地层方位信息;采用较大功率发 射换能器及灵敏度更高的信号处理 电路,使得径向探测深度得到显著提 高,从而能获得更丰富、更深入的原 状地层信息,如图1所示。
传统的单极子声波测井技术可以 用来评价均匀地层;正交偶极子声波 测井技术可以用来评价对称轴沿水平 方向的横向各向同性地层。
随着勘探 开发的不断深入,石油勘探、开采的测井数据;(2)提供探测深度更高 的径向地层信息,包括评价井旁有 无污染带,评价地层伤害的程度, 准确测量原状地层的声波时差,为 地层流体测试、压力测试等各种近 井壁地层测试技术和井壁取心提供 可靠参考依据,为防砂作业提供依 据;(3)提供井周不均匀地层的 方位评价信息,准确评价井周地层 的声学和力学的周向不均匀性,为 定向钻井提供依据,为定向射孔提供距离,判断井孔是否穿过界面;(4)提供套管井水泥胶结质量评价 和地层评价信息。
虽然国外的三维声波测井技术发 展较早,但真正投入生产应用时间还化取决于多钟因素,包括井眼相对 于沉积层的角度。
水平地层中直井 的轴向变化是最典型的,能够指示 岩性、流体含量、孔隙度和渗透率 的变化。
由于应力分布不均匀以及 钻井引起的近井力学和化学变化, 造成了径向流体和岩石特性的变 化。
周向变化能表明由于矿物颗粒 分层、裂缝排列和应力差引起的各 向异性。
油气管道泄漏监测技术研究
油气管道泄漏监测技术研究一、背景介绍油气管道作为石油化工行业的主要运输通道,具有着极其重要的地位,同时也存在着潜在的安全隐患。
据统计,全球每年因油气管道泄漏而造成经济损失达上百亿美元。
因此,研究油气管道泄漏监测技术具有重要的现实意义。
二、传统油气管道泄漏监测技术目前,传统的油气管道泄漏监测技术主要包括以下几种:1.巡检法:主要通过人工巡检管道的方式来发现管道泄漏情况。
然而,该方法人员成本高,且监测周期长,难以满足快速监测的需求。
2.遥感法:主要通过航空或者卫星的方式来监测管道泄漏情况。
然而,该方法监测灵敏度低,且无法实现深部管道泄漏监测。
3.地面振动法:主要通过监测管道周围地面的振动情况来发现管道泄漏情况。
然而,该方法易受外界干扰,且无法准确判断泄漏位置。
三、非侵入式监测技术随着科技的不断发展,新型的非侵入式监测技术逐渐出现,可以提高管道泄漏监测的准确度和灵敏度。
目前,主要的非侵入式监测技术主要有以下几类:1.红外成像技术:主要通过红外线镜头来监测管道周围的温度变化来发现泄漏情况。
该技术难以和管道结构完全匹配,容易产生误判。
2.气体检测技术:主要通过监测泄漏气体类型和浓度来发现泄漏情况。
该技术监测范围有限,无法监测管道内部泄漏。
3.声波检测技术:主要通过监测管道内部的声波来发现管道泄漏情况。
该技术适用于管道内部泄漏监测,但难以实现管道外部泄漏监测。
4.振动检测技术:主要通过监测管道周围地面的振动情况来发现泄漏情况。
该技术易受外界干扰,且无法实现管道内部泄漏监测。
4、其他监测技术除了以上提及的技术外,还有一些新型的监测技术在逐渐应用于油气管道泄漏监测当中,如:1.纳米技术:可通过针对泄漏点周围的纳米传感器来监测泄漏情况。
2.压力波检测技术:通过检测管道内部压力的变化情况来检测泄漏情况。
3.电子鼻技术:通过监测泄漏气体的电离程度和电离能力来发现泄漏情况。
四、结语随着科技的不断发展,油气管道泄漏监测技术逐渐趋于完善。
管道部件及典型缺陷漏磁内检测图像化显示研究

㊀2021年㊀第1期Pipeline㊀Technique㊀and㊀Equipment2021㊀No 1㊀基金项目:国家重点研发计划项目(2018YFF0215000)收稿日期:2020-09-16管道部件及典型缺陷漏磁内检测图像化显示研究孟祥吉1,宋兵臣2,刘㊀健1,陈金忠1,孟㊀涛1,何仁洋1(1.中国特种设备检测研究院压力管道部,北京㊀100029;2.中油石化建设工程有限公司,河南濮阳㊀457000)㊀㊀摘要:针对管道漏磁内检测图像化显示研究,采用磁偶极子模型建立漏磁场分布与缺陷特征之间对应关系㊂建立Φ219管道有限元仿真模型,研究永磁场对不同缺陷及管道部件的漏磁信号分析,提取管道周向360ʎ上径向漏磁信号,并将漏磁内检测信号转化成漏磁内检测图像㊂结果表明,通过对漏磁数据进行图像化显示更加直观辨别缺陷及管件特征,并对后续图像处理表征缺陷大小提供参考㊂关键词:漏磁;磁偶极子;励磁;图像化;管道部件;典型缺陷中图分类号:TG156㊀㊀㊀文献标识码:A㊀㊀㊀文章编号:1004-9614(2021)01-0026-07ResearchonVisualizationofMFLInternalInspectionforPipelineComponentsandTypicalDefectsMENGXiang⁃ji1,SONGBing⁃chen2,LIUJian1,CHENJin⁃zhong1,MENGTao1,HERen⁃yang1(1.ChinaSpecialEquipmentInspectionandResearchInstitutePressurePipingDepartment,Beijing100029,China;2.PetroChinaConstructionEngineeringLimitedCompany,Puyang457000,China)Abstract:Aimingattheresearchofpipelinemagneticfluxleakageinspectionimagedisplay.Themagneticdipolemodelwasusedtoestablishthecorrespondingrelationshipbetweenthemagneticleakagefielddistributionandthedefectcharacteristics.ThefiniteelementsimulationmodelofΦ219pipelinewasestablished,andthemagneticfluxleakagecharacteristicsofdifferentde⁃fectsandpipelinecomponentswereanalyzedbypermanentmagneticfield.Theradialmagneticfluxleakagesignalofpipelinecir⁃cumferential360ʎwasextracted,andthemagneticfluxleakagedetectionsignalwastransformedintomagneticfluxleakagedetec⁃tionimage.Theresultsshowthattheimagedisplayofmagneticfluxleakagedataismoreintuitivetoidentifythecharacteristicsofdefectsandpipefittings,thusprovidingreferenceforthesubsequentimageprocessingusedtocharacterizethedefectssize.Keywords:magneticleakage;magneticdipole;excitation;imaging;pipelinecomponents;typicaldefects0㊀引言随着国内石油天然气事业的发展,油气管道的建设和使用也随之繁荣[1]㊂油气管道一般敷设在地下或海底,在长期的服役中,管道会因为腐蚀㊁磨损㊁意外损伤等因素,发生泄漏,造成巨大的损失[2]㊂因此,对在役油气管道进行无损检测,十分必要㊂漏磁内检测是管道内检测应用广泛的一种无损检测技术[3-6]㊂对于漏磁内检测的理论研究,Y.Shi等[7]利用数值计算研究缺陷形状对漏磁信号的影响,得出漏磁信号的幅值随缺陷宽度和深度的增加呈递增的关系;F.Jiang等[8]采用二维矩形长直导线表面磁场的解析模型,最终导出了矩形裂纹表面磁场的解析解,研究了裂纹深度㊁宽度对水平㊁垂直磁感应强度和相位的影响㊂对于管道漏磁识别的研究,黄松岭等[9]介绍了缺陷的漏磁数据可视化㊁缺陷轮廓的二维成像和缺陷的三维漏磁成像㊂并在此基础上,讨论了缺陷漏磁成像技术的研究方向和发展趋势㊂王竹筠等[10]研究了Laplacian与多尺度数学形态学的焊缝漏磁图像边缘增强方法,提取漏磁信号图像的焊缝和缺陷边界㊂曹丽娜等[11]研究了管道漏磁图形化显示,结果表明曲线图形较好地表现了数据变化的真实性,灰度图的效果也较理想,管道的特征信息显示更形象㊁㊀㊀㊀㊀㊀第1期孟祥吉等:管道部件及典型缺陷漏磁内检测图像化显示研究27㊀㊀直观,提高了数据分析的质量㊂基于以上研究现状,本文通过磁偶极子模型和有限元仿真方法建立漏磁场分布与缺陷特征之间的对应关系㊂利用有限元仿真,研究影响永磁励磁漏磁场信号的各种因素,以达到最佳励磁状态,并且对不同缺陷及管道部件的漏磁特性进行分析;提取管道周向360ʎ上径向漏磁信号,并将漏磁内检测信号转化成漏磁内检测图像㊂1㊀缺陷漏磁场的磁荷模型1.1㊀漏磁内检测的基本原理漏磁内检测以高导磁率的铁磁性材料为作用对象,石油管道管壁为铁磁性材料,使用磁铁对管道壁进行磁化,磁场的磁力线被束缚在管道壁的内部沿着管道的方向传播,几乎没有磁场溢出㊂空气的磁阻远大于管壁的磁阻,当管道上某处存在缺陷时,原先均匀分布的磁场会在缺陷处产生畸变,使得部分磁场溢出,这种在缺陷处溢出的磁场为缺陷漏磁场㊂图1显示为被饱和磁化的管道在缺陷处溢出磁场㊂图1㊀缺陷漏磁场分布示意图1.2㊀缺陷漏磁场的磁荷模型确定缺陷漏磁场与缺陷几何参数的对应关系,是进行缺陷定量分析的前提条件,采用磁偶极子法来建立漏磁场分布模型,如图2所示㊂图2㊀矩形槽的磁荷模型示意图根据磁偶极子理论模型[12],材料表面矩形槽引起漏磁场近似表达式,建立三维空间坐标系,空间中的任意一个点P处磁场强度的水平分量Hx和垂直分量分量Hy为:Hx=ρs2πμ0arctanh(x+b)(x+b)2+y(y+h)-arctanh(x-b)(x-b)2+y(y+h)éëêêùûúú(1)Hy=ρs4πμ0ln(x+b)2+(y+h)2(x+b)2+y2-ln(x-b)2+(y+h)2(x-b)2+y2éëêêùûúú(2)式中:2b为面偶极子长度;h为深度;ρs为两边的磁荷面密度㊂1.3㊀缺陷大小对漏磁信号的影响1.3.1㊀缺陷长度对漏磁信号的影响通过磁偶极子理论分析,由图3直观看到缺陷长度的影响情况㊂(a)水平分量漏磁信号(b)垂直分量漏磁信号图3㊀缺陷长度对漏磁信号的影响固定缺陷的宽度㊁深度,改变缺陷长度分别为2㊁4㊁6㊁8㊁10㊁12mm㊂从图3看出,随着缺陷长度的增加,垂直分量的幅值呈递增趋势㊂1.3.2㊀缺陷深度对漏磁信号的影响固定缺陷的长度㊁宽度,改变缺陷的深度分别为㊀㊀㊀㊀㊀28㊀PipelineTechniqueandEquipmentJan 2021㊀1㊁2㊁3㊁4㊁5㊁6mm㊂从图4可以看出,随着缺陷深度的增加,垂直分量和水平分量呈递增的趋势㊂(a)水平分量漏磁信号(b)垂直分量漏磁信号图4㊀缺陷深度对漏磁信号的影响从图3和图4可以得到,相对水平分量,垂直分量的变化趋势明显,为更好地定量表征缺陷大小,以垂直分量进行分析㊂2㊀管道励磁仿真模型的建立使用Comsol有限元仿真软件,建立Φ219(壁厚为7mm)管道永磁励磁磁路模型㊂表1为模型的几何尺寸及材料属性㊂图5为建立的永磁磁路模型,其中模型已将空气层及管道隐藏显示㊂空气的相对磁导率为1,管道㊁钢刷㊁永磁铁和轭铁的B-H曲线如图6所示㊂表1㊀漏磁磁路模型各部分几何尺寸及材料属性mm部件名称模型内半径模型外半径模型长度材质管道102.5109.5500X52钢刷79.5102.57010#永磁铁69.579.570NdFeB轭铁 69.5200Q235空气层250.0600图5㊀永磁磁路模型(a)管道B-H曲线(b)钢刷B-H曲线(c)永磁铁B-H曲线(d)轭铁B-H曲线图6㊀不同材料的磁化曲线㊀㊀㊀㊀㊀第1期孟祥吉等:管道部件及典型缺陷漏磁内检测图像化显示研究29㊀㊀㊀㊀长输管道进行漏磁内检测可以判定管道是否存在缺陷,通过对管道缺陷进行识别分析及早对管道进行维修,以预防管道事故的发生,提高管道运行寿命㊂在有限元分析中,建立典型缺陷及不同的管道特殊部件,包括缺陷㊁焊缝㊁法兰㊁外接物等模型,如图7所示㊂(a)缺陷模型(b)焊缝模型(c)法兰模型(d)外接金属物模型图7㊀典型缺陷和管道特殊部件模型3㊀仿真结果分析3.1㊀典型缺陷仿真结果3.1.1㊀单一缺陷漏磁图像化管道缺陷漏磁场受多种因素的影响,如管道材质㊁管道内压㊁管壁磁化强度㊁缺陷尺寸㊁缺陷位置等㊂其中,缺陷尺寸对管道缺陷漏磁信号影响最大㊂为说明缺陷尺寸对漏磁信号的影响,进行了不同缺陷半径和缺陷深度的仿真分析㊂当圆柱型缺陷深度固定为4mm,缺陷半径分别为2㊁4㊁6㊁8㊁10mm;当缺陷半径固定为6mm,缺陷深度分别为2㊁3㊁4㊁5㊁6㊁7mm,分别进行漏磁仿真分析,图8给出了两种情况下的径向磁感应强度曲线㊂从图8(a)可以看出,径向磁场强度随着缺陷半径的增大而增加,并且两峰值之间的间距也逐渐变宽㊂从图8(b)可以得到,径向磁场强度的幅值随着缺陷深度的增加而增大㊂图9和图10为缺陷漏磁的图像,图9给出了不同半径的图像,从图9中可以明显看出图像化缺陷漏磁信号的面积随着缺陷半径的增大而增加㊂由图10可知,图像化的缺陷漏磁信号能量明显随着缺陷深度的增加而增大㊂(a)不同半径径向磁场强度(b)不同深度径向磁场强度图8㊀不同尺寸的径向磁场强度3.1.2㊀相邻缺陷漏磁图像化管道经过长年的运营,存在多个缺陷相邻甚至缺陷连成片区的现象,研究各个缺陷漏磁场之间是否存在相互影响,能够进一步提高管道缺陷的识别度㊂仿真中2个相邻缺陷半径为6mm㊁深为4mm,2个相邻缺陷间距分别为10㊁20㊁30㊁40mm㊂从图11清晰地显示,两缺陷相邻越近,两者之间的影响程度越大,随着间距的增大,其相互影响程度逐渐降低,当两缺陷相邻间距大于20mm时,多个相邻缺陷可以明显区分㊂3.2㊀管道部件漏磁场仿真结果对管道进行漏磁内检测时,除管体缺陷外,管体上的补板㊁焊缝㊁法兰㊁外接金属物等管件也产生漏磁场㊂在仿真分析过程中,检测器的检测方向与缺陷漏磁场分析过程相同,并按照与获取缺陷漏磁场径向漏磁分量的方法得出补板㊁焊缝㊁法兰㊁外接金属物的漏磁图像㊂㊀㊀㊀㊀㊀30㊀PipelineTechniqueandEquipmentJan2021㊀(a)半径为4mm㊀㊀㊀㊀(b)半径为6mm(c)半径为8mm㊀㊀㊀㊀(d)半径为10mm图9㊀不同缺陷半径图像(a)深度为1mm㊀㊀㊀㊀(b)深度为3mm(c)深度为5mm㊀㊀㊀㊀(d)深度为7mm图10㊀不同缺陷深度图像㊀㊀㊀㊀㊀第1期孟祥吉等:管道部件及典型缺陷漏磁内检测图像化显示研究31㊀㊀(a)间距为10mm㊀㊀㊀㊀(b)间距为20mm(c)间距为30mm㊀㊀㊀㊀(d)间距为40mm图11㊀不同缺陷间距漏磁图像从图12可以看出,当磁场通过补板时,漏磁场发生明显变化,补板漏磁场能量明显大于缺陷漏磁场㊂(a)补板与缺陷图像㊀㊀㊀㊀(b)缺陷图像图12㊀补板与缺陷漏磁图像对比管道焊缝检测是无损检测技术中的难题㊂以管道接口处的环焊缝与螺旋焊缝为研究对象,分析焊缝漏磁场的分布㊂图13为环焊缝与螺旋焊缝的图像,从图中可以清晰看出环焊缝的磁感应强度呈周向分布,螺旋焊缝的磁感应强度呈周向螺旋分布㊂长输管道中,法兰保障管道连接的密封性,具有易于更换㊁检测㊁拆卸等优点,被广泛使用㊂法兰连接使管道连接处管壁突增,因此当进行漏磁内检测时,会在法兰连接处检测到其产生的漏磁信号㊂图14为法兰的漏磁图像,从图中可以看出,在法兰边缘位置,径向磁感应强度达到极值;法兰交界处由于空气的存在会造成一定的影响,径向磁感应强度与周围管道能量一致㊂管道外接金属物与管外壁连接时,外接金属物中心位置可看作直径比较大的缺陷穿孔㊂图15为外接㊀㊀㊀㊀㊀32㊀PipelineTechniqueandEquipmentJan2021㊀图13㊀环焊缝与螺旋焊缝漏磁图像图14㊀法兰漏磁图像金属物的漏磁图像㊂从图中可以看出,外接金属物中心位置的漏磁场能量几乎为零,且明显区分于缺陷漏磁图像㊂图15㊀外接金属物漏磁图像4㊀结论采用磁偶极子模型建立漏磁场分布与缺陷特征之间的对应关系,相对水平分量,垂直分量的变化趋势明显㊂通过有限元仿真,研究永磁励磁情况下,图像化的典型缺陷漏磁信号能量明显随着缺陷深度和半径的增加而增大;两缺陷相邻越近,两者之间的影响程度越大,随着间距的增大,其相互影响程度逐渐降低㊂根据管道部件漏磁场的图像,可更加直观清晰辨别不同管件特征㊂通过对漏磁数据进行图像化显示更加直观辨别缺陷及管件特征,并对后续图像处理提供参考㊂参考文献:[1]㊀贾涛.油气储运技术发展研究进展及未来发展趋势[J].石化技术,2019,26(11):267-268.[2]㊀杨理践,王健,高松巍.管道腐蚀超声波在线检测技术[J].中国测试,2014(1):88-92.[3]㊀马义来,何仁洋,陈金忠,等.基于FPGA+ARM的管道漏磁内检测数据采集系统设计[J].无损检测,2017,39(8):71-74.[4]㊀陈金忠,王俊杰,马义来,等.基于电流测量的管道阴极保护状态内检测技术[J].无损检测,2018,40(6):9-11;31.[5]㊀李春雨,马义来,张莉莉,等.基于脉冲涡流的管道内检测系统设计[J].无损检测,2018,40(7):65-68.[6]㊀马义来,陈金忠,邵卫林,等.多功能管道内检测器测试平台研制[J].管道技术与设备,2020(1):54-57.[7]㊀SHIY,ZHANGC,LIR,etal.Theoryandapplicationofmagneticfluxleakagepipelinedetection[J].Sensors,2015,15(12):31036-31055.[8]㊀JIANGF,LIUSL,XIAOSG.Quantitativeestimationofrec⁃tangularsurfacecrackbasedonthe2⁃Dmodelingofsurfacemagneticfieldwithlongstraightrectangularwire[J].IEEETransactionsonMagnetics,2018,54(5):1-12.[9]㊀黄松岭,彭丽莎,赵伟,等.缺陷漏磁成像技术综述[J].电工技术学报,2016,31(20):55-63.[10]㊀王竹筠,杨理践,高松巍.基于Laplacian与多尺度数学形态学的漏磁图像边缘增强方法[J].辽宁石油化工大学学报,2019,39(5):98-102.[11]㊀曹丽娜,李健,陈世利,等.管道漏磁内检测数据图形化显示的研究[J].电子测量技术,2007,30(2):162-164.[12]㊀仲维畅.工件表面矩形沟槽引起的漏磁场分析[J].无损检测,2004,26(7):339-341;382.作者简介:孟祥吉(1990 ),硕士,工程师,主要从事压力管道内检测及监测技术工作㊂E⁃mail:mengxiangjisun@163.com。
激光成像在输油管道缺陷探测中的应用
激光成像在输油管道缺陷探测中的应用输油管道是连接石油生产地和储油仓库之间的一条高压管道,也是石油运输的主要通道。
相较于其他交通工具,管道输送石油更加快捷、经济和安全。
但是,长期以来,输油管道的安全问题一直是一个难题,管道存在缺陷会给输油安全带来很大的威胁。
因此,如何在输油管道运行期间及时、准确地发现管道缺陷就成为了一项重要的课题。
其中,激光成像技术成为了一种很有前途、应用广泛的技术。
一、激光成像技术激光成像技术是利用激光的散射或反射成像来获取样品的表面形貌和内部结构的技术。
其优点主要在于成像速度快、对样品伤害小、分辨率高等等。
因此,激光成像技术在机器人探险、医学影像等领域都有着广泛的应用。
二、针对输油管道存在的缺陷问题,激光成像技术被广泛应用在缺陷探测中。
在传统的缺陷探测方法中,即使有高精度的探测设备和专业的人员,也需要将管道完全停机才能进行检测。
这样不仅耗费时间、耗费资源,更会对工业生产造成不必要的影响。
而采用激光成像技术可以解决这个问题。
因为其成像速度快、分辨率高、无需触碰物体等优点,只需要在管道悬空的情况下通过激光机器人进行缺陷探测即可。
此外,采用激光成像可以从几个方面获取管道的信息,总结如下:1. 管道内部结构检测由于管道的长期运行,容易出现各种各样的内部结构问题。
例如腐蚀、裂纹等等,这些都会影响管道的使用寿命。
采用激光成像技术,可以通过管道表面的信息获取管道内部的信息。
具体来说,在管道表面打激光,通过激光的反射或散射获取表面形貌,利用相应的算法将其处理,将被检测区域内的内部结构信息提取出来。
2. 管道尺寸测量管道的长度、直径等尺寸信息对管道缺陷的发现和维护有着非常重要的作用。
采用激光成像技术,可以通过悬空的激光机器人在管道表面打激光,根据激光反射的强度计算出管道的尺寸。
3. 管道应力检测应力是管道运行中一个非常重要的指标。
采用激光成像技术,可以通过管道表面的弯曲程度和使用算法来计算管道所受的压力和应力情况。
浅议三维可视化技术在油气田管线管理中的应用探索

三维 可 视化 技术是 油 气 田管线 可
P Gl S 平 台 是 一 款 专 业 应 用 于 石 油 平 台 , 它 主 要 为三 维 地 质 数 据 建模 提
能够 快速进 行 别 是 能 够 针 对 石 油 管 线
管线三 维可 视化 系统架 构包 括 :
目前 国 内 多 家 管 线 信 息 系 统 是 基 于 国 内 管理 问题 解 决 方案 提 供 支 撑 。
动 态 分析 管线 的地 质 环 境 空 间和 属性 数 AR C/ 『 N F O、 M AP J N F O、 AR CGl S 府 用层 、服务 层 、平 台层 、数据层 。 据 ,虚 拟 现 实 场 景 , 为 管 理 决 策 、 风 等 )。 这 些 系 统 除 满 足 GI S的 基 本 功 险 监 控 和 现 场 操 作 提 供 技 术 支 撑 和 保 能 外 ,还 具 有 管 线 管 理 的 部 分 专 业 功 ( 如 图1 所示 ) 应 用 层 提 供 油 气 田 管 线 的 综
与地质环境 有关。
而 解 决 上 述 隐 患 的 方 法 就 是 搭 建 基于 三 维 地 质 模 型 的智 能 管 线 三 维 可视
化 系统 。 该 系统 主 要 通 过 采 集 、 建模 、
实世界 的 目标 。
针 对管线三 维的可视 化研究 ,
外 大 型 Gl S 软 件 进行 二 次开 发 , ( 如
视 化技 术在 智 能管 线管理 平 台中 的构 的三维 系统缺 少 地质 数据 的支撑 ,视 辅助依据。
建 ,发 挥 该 平 台 及 时 预 测 、 杜 绝 隐 患 觉 效 果 上 无 现 实 感 , 隐 患 分 析 缺 少 重 服 务 层 将 平 台 层 和 数 据 层 中 获
Φ1016油气管道三维漏磁动磁内检测设备工业示范应用

第34卷第$期机电产品开发与创新Vol.34,No.1 2021年1月Development&Innovation of Machinery&Electrical Products J/n.,2021文章编号:1002-6673(2021)01-080-04①1016油气管道三维漏磁/动磁内检测设备工业示范应用付大为!!马强",郭饈!!胡铁华1(1.机械科学研究总院集团有限公司,北京100044;2国家管网集团河北建投天然气发展有限责任公司,河北石家庄050001)摘要:①1016油气管道是我国现有建成的大口径、高压、大排量、高强钢的主要干线管道,其安全隐患日益突出,尤其是环焊缝问题&本文作为国家“十三五”重点研发计划项目的研究成果之一,针对此类问题开展了三维漏磁/动磁检测方法研究,并在完成原型机实验及牵拉场测试基础上,开展了工业现场示范&该工业示范经过初步检测数据分析及开挖验证,验证结果符合实际工程需要&关键词:油气管道;三维漏磁(动磁(金属损失(裂纹(內检测;工业示范中图分类号:TE973;TE88文献标识码:A doi:10.3969/j.iss4.1002-6673.2021.01.026Industrial Demonstration and Application of3D MFL/Dynamic Magnet In-line Inspection ToolsCustomized for!1016Oil and Gas PipelineFUDa-Wei1,MA Qiang1,GUO Xian1,HU Tie-Hu($(1.China Academy of Machinery Science and Technology Group Co.,Ltd.,Beijing100044,China;2.Hebei Natural Gas Construction and Investment Development Co.,Ltd., National Petroleum andNatural Gas Pipe Network Group Co.,Ltd(PipeChina),Shijiazhuang Hebei050001, China)Abstract:①1016oil and gas pipelines are the main trunk lines constructed and operated in China in recent years,with the feature of large diameter,high pressure,high flow rate and high-strength steel.The potential safety hazards of this pipeline are getting more and more prominent as well,especially the girth welds problems.As one of the research findings of"National Key Research and Development Project in the13th Five-Year Plan",this paper discusses the method of3D MFL/dynamic magnet in-line inspection tool,the sample machine of this type of inspection tool,how it performs during the pull-through test,and the subsequent on-site industrial demonstration.Based on the preliminary test data analysis and verification dig,the industrial demonstration practice turned out to be a conforming one as the inspection results have met the actual engineering needs.Keywords:Oil and gas pipeline;3D MFL;Dynamic magnet;Metal loss;Crack;in-line inspection;Industrial demonstration0引言油气管道作为油气储运重要基础设施,其安全备受社会关注'近年来以高强钢、大管径、高压力、大排量为主的工程建设越来越多%尤其是已建成的大管道!1016有:西气东输一线、川气东送、中缅管道、陕京三线、秦沈、中贵及各种联络线,!1016管道已经成为我国天然气输送的主要管道。
管道漏磁内检测缺陷可视化方法

管道漏磁内检测缺陷可视化方法摘要:长期以来,管道漏磁内检测以其对管道内环境要求不高、不需要耦合剂、适用范围广、价格低廉等优越性,成为目前管道检测应用中使用最为广泛、技术最成熟的检测手段。
而对管道检测数据进行可视化分析,得到管道内部缺陷和焊缝的特征信息是对管道进行修复的前提条件,也是保证管道安全使用的一项重要工作。
关键词:管道漏磁;内检测;缺陷;可视化方法前言管道检测技术已有四十多年研究、发展的历史,是一个多学科领域的综合性研究问题,是以大量的理论和工程技术为背景的。
在漏磁、超声、涡流等检测技术方法中,漏磁检测技术应用最广泛、技术最成熟,适用于多种传输介质,对铁损失等常见的管道缺陷有着很好的检测效果。
1、管道漏磁内检测器管道漏磁内检测器分成三节,即测量节、计算机节和电池节。
每节的前后都有橡皮碗支撑在管道内,节与节之间由万向节相连。
整个系统靠油和气的推力向前行走。
每一节均为密闭结构,可耐10MPa的压力。
其示意图如图1所示。
管道漏磁内检测器自带电源,随传输流体在管道中运行,在运行过程中由检测器携带的励磁设备向管壁加载恒定磁场,而由传感器测量管壁内侧泄露的磁通密度,测量数据经压缩后存放在检测器的存储设备中。
当检测器经过缺陷或其它特征物(螺旋焊缝、连接焊缝、T形接口和阀门等)时,会有漏磁通泄露出管壁而被传感器测得。
测试系统工作完毕,将其从地下取出,对沿途测得的数据进行处理和分析,可以判定管道内的缺陷及腐蚀情况。
图1漏磁检测器示意图2、数据的曲线图形管道漏磁内检测数据的曲线图形通常称为漏磁曲线。
漏磁曲线是人工对漏磁数据进行分析的主要依据。
管道漏磁内检测数据主要可分为缺陷数据和非缺陷数据两大类。
在管道无缺陷处,漏磁信号幅值较小,漏磁曲线平滑,没有特殊畸变;在管道有缺陷处检测到的漏磁信号由于边缘场效应发生突变,漏磁信号变化幅度较大。
根据管道漏磁内检测数据的结构,每条曲线表示一个通道(管道漏磁内检测装置的探头),每个漏磁数据的序数为曲线的横坐标、具体记录的数值通过一定的处理变换称为曲线上对应的纵坐标,连接相邻的点,画出漏磁曲线。
管道超声内检测三维成像技术研究

第 1期
北京 石油 化工 学 院学报
J u n l fB i n n tt t f o r a ej g I siu eo o i
Pe r — he c lTe h l y t o c mi a c no og
Vo _ 0 No 1 l2 .
M a . 01 r2 2
盛
沙等 .管道 超声 内检 测三 维 成像技 术研 究
3
面 , 两 曲面用 一定 的体 元 素填充 后 , 可 以得 把 便
到 管道 的三 维 图像 。
的全 覆盖 。
商 一 面
图6 2 0通 道 超 声 波 管 道 内检 测 器
3 管道 内检 测 三维 成 像 技 术 实 现
三 维成像 表 现 出传 统 二维 图像无 可 比拟 的优 越
检 测设 备进 入管 道 内部完 成管道 壁腐蚀 缺 陷 的 检测, 因此称 为管 道 内检测 [ ] 8 。超 声波 检测 法 由于可 以直 接测 量管线 内缺 陷 的位 置 和尺 寸并
性, 而综 观 当前 的研究 , 于超 声波 的三 维成像 对 方 法 只有文 献E ] 6 中实 现 了基于 相控 阵 的方式 , 此 种方式 由于实 时性 和探 头角 度 的条件 要求 不
探 头问 的夹 角 a 就 可 以得 到 管道 内 外 壁 上 离 ,
散 点 的空 间坐标 。
射 回来 , 为 底 面 回波 B。超 声 波 探 头 距管 道 成 内壁 的距 离被设 定 为标称 距离 。超 声波 遇到 管 道 内壁和 外壁 反射 波 回来 所用 的时间差 可 以用
图 3 管 道截 面 图
斌 等 _研 究 了基 于导 波 理 论 的 管 道 缺 陷 成 像 , 】 实 现 了管道 不 同位置 的缺 陷在 轴 向和周 向的二 维 定位 。汪 卫兵 等L 实现 了管 道缺 陷超 声 自动 2 成 像 系 统 , 到 缺 陷 的 B扫 描 成 像 。刘 松 平 得
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第28卷 第5期2007年9月石油学报A CT A PETROLEI SINICAV o l.28Sept.N o.52007基金项目:国家自然科学基金项目(No 150175109)/基于漏磁基波检测的三维图像信息重建原理研究0资助。
作者简介:王长龙,男,1965年10月生,2006年获西安交通大学博士学位,现为军械工程学院副教授,主要从事无损检测方面的工作。
E -mail:W ang -oec @1261com文章编号:0253O 2697(2007)05O 0146O 03油气管道漏磁检测缺陷的三维成像技术王长龙 纪凤珠 王建斌 左宪章(军械工程学院 河北石家庄 050003)摘要:漏磁检测是油气管道常用的无损检测方法,检测的重点是根据测量的漏磁信号重构缺陷的轮廓。
提出了基于小波神经网络的三维成像方法,利用图像函数矩阵表达出管道缺陷的三维图像,矩阵元素值对应着缺陷的深度。
利用小波神经网络,建立了由缺陷漏磁信号到图像函数矩阵关系的映射。
选用的小波函数是墨西哥草帽小波,采用随机梯度下降算法训练。
训练样本为三维有限元仿真数据和测量数据。
采用训练数据对小波神经网络进行逼近缺陷图像函数矩阵的训练,然后用训练好的小波神经网反演给定数据,重构缺陷图像。
实验结果表明,该方法能够实现三维缺陷漏磁检测的成像化及可视化。
关键词:油气管道;漏磁检测;缺陷重构;三维成像技术;小波神经网络;随机梯度下降算法中图分类号:T E 87316 文献标识码:A3-D imaging technology for determining defect of oi-l gas pipelinein magnetic flux leakage testingWang Changlong Ji Fengzhu Wang Jianbin Zuo Xianzhang(Or d nance Eng ineer ing College,Shij iaz huang 050003,China)Abstract :T he mag netic flux leakag e (M FL )testing is commonly used in the no ndestructive evaluation (ND E)o f o i -l g as pipeline.T he key element is to r eco nstr uct the defect pro file based o n t he measured M FL signals.A three -dimensional imaging techno log y for de -fect o f pipeline based o n a w avelet neur al netw o rk (WN N )was pr esented.A n imag e function matr ix ex pressed t he 3-D imag e parame -ter s of def ect of pipeline.T he mat rix elements co rresponded to depth of defect in pipeline.T he mapping betw een M F L sig nal and im -ag e functio n matrix was est ablished by the W N N.T he M ex ican hat wav elet frame w as used as a wavelet funct ion and a st ochastic g ra -dient descent alg or ithm w as adopted in the tr aining procedur e.In t he experiment,the W NN was fir st tr ained to appr ox imate the func -t ion matrix o f defect imag e using the t raining data samples fr om bo th the simulated data sets for 3-D finit e element mo del and the measured M FL sig na ls.T he tr ained W N N w as then applied to inv erse the g iven M F L signals and r eco nstr uct the defect imag e.T he test ing r esults demonstrated t hat the pro po sed a ppro ach can successfully implement 3-D imaging and v isual r epr esentatio n of defect in pipeline.Key words :oi-l g as pipeline;magnetic flux leakag e testing ;defect r eco nstr uction;3-D imaging technolog y;w avelet neural netw or k;sto -chastic g radient descent algo rithm漏磁无损检测是油气管道常用的无损检测方法之一[1]。
在漏磁检测时,不但要求能够判断出缺陷,而且要求将缺陷分布情况转换为人的视觉可以感受的图形和图像形式,在屏幕上直接显示出来,实现缺陷可视化。
目前国内外在研究漏磁检测的可视化方面做了许多工作,已经取得了许多成果[2-8],实现了缺陷的二维轮廓反演或二维成像。
笔者通过图像函数矩阵表达出缺陷图像,借助小波神经网络实现缺陷的三维成像。
1 缺陷的三维图像和漏磁信号表达式111 缺陷的三维图像表达式要想实现缺陷的三维成像,须首先建立缺陷的三维图像数学表达式。
以孔洞型缺陷为例,选取缺陷位置及坐标(图1)。
图1 缺陷位置的空间坐标Fig.1 The spatial coordinate of def ect position第5期王长龙等:油气管道漏磁检测缺陷的三维成像技术147将缺陷的模拟图像定义为一个二维函数f(x,y),其中x、y分别为宽度和长度位置的空间平面坐标;将f在(x,y)处的振幅定义为缺陷的垂直位置坐标,即缺陷深度。
对缺陷的平面图像空间离散化,在x方向上采N个点,在y方向上采M个点,可得到一幅有M行和N列的图像。
缺陷的图像可用数字化图像函数矩阵表示为[9]f(x,y)=f(0,0)f(0,1), f(0,N-1)f(1,0)f(1,0), f(1,N-1)s s sf(M-1,0)f(M-1,0),f(M-1,N-1)(1)函数矩阵的每一个元素对应一个像素,元素值代表缺陷的深度。
112漏磁信号表达式在漏磁成像中测量漏磁信号的法向分量,其离散值B x可表示为矩阵形式,即B x=B11B12,B1LB21B22,B2Ls s sB K1B K2, B K L(2)式中L为缺陷宽度方向的测量数,K为缺陷长度方向的测量数,矩阵大小为L@K个元素。
2小波神经网络211小波神经网络结构与神经网络相比,小波神经网络具有更强的逼近能力。
对同样的学习任务,其结构更简单,收敛速度更快[10]。
小波神经网络的输出y(x)I L2(R n)为[11]y(x)=E N i=1w i W[D i R i(x-t i)]+y)W(x)=W1(x1)W1(x2),W1(x n)P x=(x1,x2,,,x n)I R nt i I R n,D i=diag(d i),d i I R n+,w i I R n式中w i为网络的连接权;附加参数y)为逼近函数的均值;t i为平移矢量;D i为伸缩矢量,为d i的各个分量组成的对角线矩阵;R i为旋转矩阵;W(x)为一维小波函数W1构成的多维小波函数,W B R n→R。
可见,x→y(x)实现了R n→R的映射。
在缺陷三维成像中,小波神经网络的输入为矩阵B x,输入节点数为B x的元素个数,即L@K个;输出为图像函数矩阵f(x,y)对应的各个元素的值,输出节点数为M@N个。
小波神经网络利用本身固有的非线性关系,将漏磁信号B x(输入)映射成缺陷的图像函数矩阵f(x,y)。
212小波神经网络算法训练中采用随机梯度法来估计网络的参数。
每次代入随机输入/输出对(x J,y J)后,沿下述代价函数的负梯度方向调整参数矢量(:C((,x J,y J)=12[y((x J)-y J]2(4)记e J=y((x J)-y JD i=diag(d i)=diag(d1i,,,d n i)W c(x)=d W(x)/d x(5)各变量的梯度为[11]9C9y)=e J9C9w i=e J W[D i R i(x J-t i)]9C9t i=-e J w i R T i D i W c[D i R i(x J-t i)]9C9d i=e J w i diag[R i(x J-t i)]W c[D i R i(x J-t i)]9C9R i=e J w i D i W c[D i R i(x J-t i)](x J-t i)T(6) 3缺陷成像实验311实验对象漏磁信号随缺陷几何形状的不同而发生变化,而缺陷形状千差万别。
为了分析简单,以常见孔洞型腐蚀缺陷作为实验对象来说明缺陷的成像。
为了便于进行对比实验,利用电火花加工技术,在管道上制作了人工孔洞型缺陷,缺陷的几何形状参数成系列变化。
选择缺陷平面成像面积为20m m@20mm,缺陷长度和宽度都离散化为100个点。
因此,长度和宽度的空间位置采样间隔都为012mm,共有像素100@100=104个,每个像素的单元面积为012m m@012mm。
312实验数据库在仿真试验中,利用三维有限元法计算得到漏磁场仿真样本,借助漏磁试验系统获取人工缺陷的漏磁场实验样本。
为了提高成像的精度,须选用尽量多的训练样本数目。
由于仅说明缺陷的成像原理,训练样本只选取30套,对应的缺陷直径变化范围为5~15 mm,深度d均为5mm。
训练样本中的25套为仿真样本,5套为缺陷实验样本。
为了模拟真实的漏磁场信号,仿真样本中人为地加入了5%的噪声。
测试样本和训练样本互不重叠。
利用漏磁试验系统获取缺陷实验样本时,磁化方向为缺陷的宽度方向,霍尔器件沿缺陷宽度方向移动。
在宽度方向,每个漏磁信号共有100个采样点,相对应的缺陷位置变化20mm,空间宽度位置采样间隔为012mm 。