气瓶基础知识培训课件ppt课件-精品文档
气瓶使用安全与安全检查要点培训课件PPT
• ▍盛装一般气体的气瓶(如空气、氧气、氮气、氢气、 乙炔等),每三年检验一次;
• ▍盛装惰性气体的气瓶(氩、氖、氦等),每五年检验 一次。
• ▍气瓶在使用过程中,发现有严重腐蚀、损伤或对其安 全可靠性有怀疑时,应提前进行检验。超过检验期限的 气瓶,启用前应进行检验。
• ■ 气瓶瓶阀或减压器有冻结、结霜现象时,不得用火烤,可将气瓶移 入室内或气温较高的地方,或用40℃以下的温水冲浇,再缓慢地打开瓶 阀。
• ■ 严禁用温度超过40℃的热源对气瓶加热。 • ■ 开启或关闭瓶阀时,应用手或专用扳手,不准使用其他工具,以防
损坏阀件。装有手轮的阀门不 能使用扳手。如果阀门损坏,应将气瓶 隔离并及时维修。 • ■ 开启或关闭瓶阀应缓慢,特别是盛装可燃气体的气瓶,以防止产生 摩擦热或静电火花。 • ■ 打开 气瓶阀门时,人要站在气瓶出气口侧面。 • ■ 乙炔气瓶使用过程中,开闭乙炔气瓶瓶阀的专用搬手应始终装在阀 上。 • ■ 暂时中断使用时,必须关闭焊、割工具的阀门和乙炔气瓶瓶阀。严 禁手持点燃的焊、割工具调节减压器或开、闭乙炔气瓶瓶阀。 • ■ 乙炔气瓶瓶阀出口处必须配置专用的减压器和回火防止器。使用减 压器时必须带有夹紧装置与瓶阀结合。 • ■ 正常使用时,乙炔气瓶的放气压降不得超过0.1MPa/h,如需较大流 量时,应采用多只乙炔气瓶汇流供气。 • ■ 气瓶使用完毕后应关闭阀门,释放减压器压力,并配戴好瓶帽。
气瓶及减压器种类
氧气瓶
乙炔 气瓶
乙炔 气瓶
氧气 减压器
丙烷 减压器
乙炔 减压器
保护 气瓶
氩气99.99%Ar 混合气98%Ar+2%02 混合气80%Ar+20%C02
天然气LNG车用气瓶培训课件(ppt41张)
气瓶上所有阀门均为进口阀门,可靠耐用。 安全阀(REGO) --- 美国 截止阀(REGO) --- 美国 单向阀(Hy-LOCK) ---韩国 过流阀(U&S)---韩国
供气管路系统---阀门组件
联合卡车LNG车载液罐阀门
供气管路系统
3、 供气系统设备 3-1、汽化器(下图)
3、 启动发动机时先接通点火钥匙,停顿5秒后再启动 发动机,保证燃气管内能够充满燃气。
车辆运行及维护保养
4、 发动机启动后怠速运行30秒,检查机油压力和水温 是否正常。
5、 单燃料气体发动机在环境温度较低的情况下启动后短 时间内可能发现排气管冒白烟或有水滴冒出,这属于正 常现象,原因是LNG中H含量较多,故最终燃烧产物中H2O 较多,在低温时不能气化,形成白烟或水滴。随着排温 升高,白烟和水滴将消失。
设备进行泄露检查。
7、再拆检管路和各种接头后,必须对管路进行吹管处理, 防止燃气管路内进入沙尘
车辆运行及维护保养
8、冲洗车辆时,应特别注意避开发动机电气部件,如火花
塞、点火线圈、喷射阀等。
发动机保养
项目 保养周期
保养项目
检查气瓶、电磁阀、压力调节器等部件安装支架的完好与紧固情 况,紧固已松动的紧固件。
3、 维修车辆时,严禁敲击或碰撞气瓶、减压阀、管线、 钢瓶及各种阀体。
4、 在车辆维护和故障排除过程中,如涉及燃气装置的管 路接头、阀门、仪表、减压装置的拆卸、调整等作业时, 维修人员应首先断开蓄电池供电电路,关闭总气阀与瓶 阀,待泄压后方可拆卸故障部位。如漏气或故障部位
车辆运行及维护保养
确诊困难,在保证车辆周围10米内无明火的前提下,允 许开启总气阀进行带压检查。漏气部位明确后,应立即 关闭总气阀和全部钢瓶阀,待泄压后方可拆卸、维修。 5、 在排除供气系统故障时,必须关闭总气阀和全部钢瓶 气阀,进行管路泄压,严禁在待压状态下进行修理作业。 6、 应严格检查卡套是否完好无损。高压线、卡套接头只 能更换新的,不允许重复使用。在维修好后应采用专用
医用氧气瓶的使用和注意事项PPT培训课件

吸氧
1、缓慢打开氧压开关,氧压表立即显示瓶内氧气压力, 再缓慢地开启流量开关,根据需要调节至适当流量在将 输氧鼻塞插入鼻腔,即可吸氧,普通病人吸氧,氧流量 一般为2---4L/min,抢救危重病人,面罩吸氧流量一般 为10L/min(流量表开到最大)。
2、吸氧完毕,先拔出鼻塞关闭氧压开关,待压力降至0 时,再关闭流量调节阀。
9、按瓶肩部钢印时间,每三年送具备法定资 格的检验位
进行检验。 10、缺氧性疾病患者,应在医生指导下选择氧
流量大小。 11、开关高压气瓶时,应用手或专门扳手,不
得使用凿子、钳子等工具硬扳,以防损坏瓶阀。 12、氧气瓶、氧气表、氧气瓶口及其专用工具
严禁与油类接触,氧气瓶附近也不得有油类存 在。(因为油类或油污一旦在>3Mpa的压力 作用下,会产生自燃、喷火。)操作者必须将 手洗干净,绝对不能穿戴沾有油脂或油污的工 作服、手套及油手操作,以防万一氧气冲出后 发生燃烧甚至爆炸的危险。
氧气作为一种理想的助燃气体,广泛应用 于医疗、焊接和切割中。由于氧气瓶是一 种盛装助燃压缩气体的移动式容器,压力 高,装卸运输频繁,使用环境杂乱,往往 使氧气瓶的使用处于不安全的状态,一旦 发生气瓶爆炸事故,将给人民生命财产造 成巨大损失。为了确保氧气瓶的安全使用, 必须注意以下事项。
3、吸氧完毕,洗净湿化瓶,将湿化瓶与主体拧在一起存 放。
医用氧气瓶的注意事项
1、充装氧气必须到法定的医用氧气充装站。 2、加湿器严禁倾斜,禁止将氧气瓶和其它可燃气体放在
一起,氧气瓶、可燃性气瓶与明火距离不小于10 M,有 困难时,应有可靠的隔热防护措施,但不得小于5 M。 3、使用环境温度不得超过40℃,供氧瓶体为天蓝色,并 用黑漆表明“氧气”两个字,用于区别其它气瓶。 4、在开启瓶阀和减压器时,人要站在侧面;开启的速度 要缓慢,不要用力过猛。防止有机材料零件温度过高或 气流过快产生静电火花。而造成燃烧。 5、供氧器应严禁沾染油污,严禁碰撞,扔摔,远离热源 火种及易燃易爆物品,避免强日光直接照射,不得粘贴 橡皮膏。
气瓶操作安全培训
气瓶操作安全培训
是为了确保人员在使用气瓶时能够遵循安全操作规程,降低事故发生的风险。
以下是一些常见的气瓶操作安全培训内容:
1. 气瓶的认识和标识:培训人员应学习气瓶的不同类型、构造和功能,并了解气瓶上的标识和标签的含义。
2. 气瓶的存储和搬运:培训人员应学习正确的气瓶存放和搬运方式,包括避免气瓶受热、碰撞和摔落等。
3. 气瓶的连接和断开:培训人员应学习气瓶与设备的正确连接和断开步骤,确保操作过程中气体不泄漏。
4. 气瓶的安全阀门:培训人员应了解气瓶安全阀的作用,并学习如何正确操作和维护这些阀门。
5. 气瓶泄漏的处理:培训人员应掌握处理气瓶泄漏事故的紧急救援程序,包括迅速撤离人员、报警并采取适当的措施防止事故扩大等。
6. 灭火器的使用:培训人员应学习使用灭火器进行初期灭火的方法,以防止气瓶泄漏引发火灾事故。
7. 应急逃生计划:培训人员应了解现场逃生的应急逃生通道和灭火器的位置,学习如何在紧急情况下迅速撤离。
除了上述培训内容,气瓶操作安全培训还应包括理论学习和实际操作的结合,以加强培训效果。
此外,培训结束后,人员还需接受相关考核,确保他们已经掌握气瓶操作的安全知识。
第 1 页共 1 页。
氧气、乙炔瓶安全培训课件

氧气、乙炔瓶使用安全教育Pendidikan keselamatan silinder氧气瓶:Tabung oksigen:1.氧气瓶里的氧气,不能全部用完,必须留有0.1Mpa剩余压力。
Oksigen dalam tabung oksigen tidak dapat habis karena harus memiliki tekanan residu 0,1Mpa.2.禁止用沾染油类的手和工具操作气瓶,以防引起爆炸。
Jangan mengoperasikan silinder dengan tangan dan alat berlapis minyak untuk mencegah ledakan.3.氧气瓶不能强烈碰撞。
禁止采用抛、摔及其它容易引撞击的方法进行装卸或搬运,起重机吊运必须有专用吊笼。
Silinder oksigen tidak dapat bertabrakan dengan kuat. Dilarang menggunakan metode melempar, jatuh dan lainnya yang mudah berdampak, untuk bongkar muat atau penanganan. Pengangkatan derek harus memiliki kandang khusus.4.在开启瓶阀和减压器时,人要站在侧面;开启的速度要缓慢,防止有机材料零件温度过高或气流过快产生静电火花而造成燃烧。
Ketika membuka katup botol dan peredam tekanan, orang tersebut harus berdiri di samping, kecepatan pembukaan harus lambat untuk mencegah suhu bagian bahan organik terlalu tinggi atau aliranudara terlalu cepat untuk menghasilkan percikan api statis dan menyebabkan pembakaran.5.严禁用火烘烤或使用铁器一类的东西猛击气瓶,更不能猛拧减压表的调节螺丝,以防止氧气突然大量冲出,造成事故。
气瓶知识
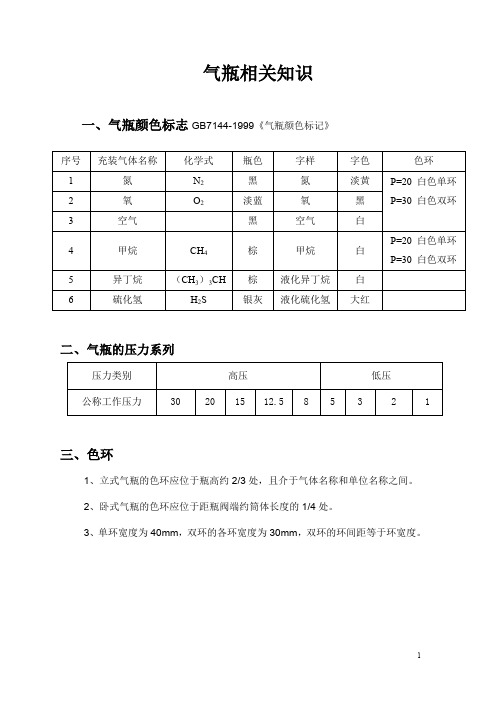
气瓶相关知识一、气瓶颜色标志GB7144-1999《气瓶颜色标记》二、气瓶的压力系列三、色环1、立式气瓶的色环应位于瓶高约2/3处,且介于气体名称和单位名称之间。
2、卧式气瓶的色环应位于距瓶阀端约筒体长度的1/4处。
3、单环宽度为40mm,双环的各环宽度为30mm,双环的环间距等于环宽度。
四、气瓶检验色标1、在气瓶检验钢印标志上应按检验年份涂检验色标。
10年一循环。
2、气瓶检验色标的涂膜颜色和形状《气瓶安全监察规程》质技监局锅发[2000]250号五、各类气瓶的检验周期,不得超过下列规定1.盛装腐蚀性气体的气瓶、潜水气瓶以及常与海水接触的气瓶每二年检验一次。
2.盛装一般性气体的气瓶,每三年检验一次。
3.盛装惰性气体的气瓶,每五年检验一次。
4.液化石油气钢瓶,按国家标准GB8334的规定。
5.低温绝热气瓶,每三年检验一次。
6.车用液化石油气钢瓶每五年检验一次,车用压缩天然气钢瓶,每三年检验一次。
汽车报废时,车用气瓶同时报废。
7.气瓶在使用过程中,发现有严重腐蚀、损伤或对其安全可靠性有怀疑时,应提前进行检验。
8.库存和停用时间超过一个检验周期的气瓶,启用前应进行检验。
9.发生交通事故后,应对车用气瓶、瓶阀及其他附件进行检验,检验合格后方可重新使用。
六、气瓶的钢印标记和检验色标气瓶出厂和检验都有钢印标记,如下图:(1)钢印标记打在瓶肩上时,其位置如图5—1(a)所示,打在护罩上时,如图5—1(b)所示。
(2)钢印标记的项目和排列,如图5—2(a)和图5—2(b)所示。
(3)制造钢印标记,也可在瓶肩部沿一条圆周线排列。
各项目的排列应以图5—2(a)中的指引号为顺序。
图5—1 气瓶钢印标记(a)制造钢印标记图中标记含义:1—气瓶制造单位代号;2—气瓶编号;3—水压试验压力,MPa;4—公称工作压力,MPa;5—实际重量,kg;6—实际容积,L;7—瓶体设计壁厚,mm;8—制造单位检验标记和制造年月;9—监督检验标记;10——寒冷地区用气瓶标记;(b)检验钢印标记图5—2 钢印标记的项目和排列图1-33.钢印标记应排列整齐、清晰。
气瓶专业知识ppt课件

精选ppt
17
第五节 气瓶的典型结构
一.无缝气瓶典型结构型式图13.2-2 无缝气瓶的制造标准GB5099《钢质无缝气瓶》,它变化比较 大的地方是底部结构,因此无缝气瓶按其端部结构共有五种 型式,其结构如图13.2-1所示。 二.焊接气瓶典型结构型式 焊接气瓶具有代表性的有三种类型: l.液氯气瓶、 2.液化石油气钢瓶、 3.溶解乙炔气瓶。 气瓶主体是筒体和封头。筒体用钢板冷卷成型,封头的形状 允许为椭圆形、碟形或半球形。气瓶还包括阀座、颈圈、环 形垫板、护罩、底座、导管及气瓶附件(瓶帽、瓶阀、防震 圈和易熔合金塞)等。 液氯气瓶:制造标准GB5100,为三件组装型式,结构见图 13.2-3所示。它的主要特点是内部有导管、环形垫板,气瓶 底部有易熔塞座和易熔合金塞。
精选ppt
5
一. 按TSG R0006-2014《气瓶安全技术监察规程》分类
1.按公称工作压力 (1)高压气瓶:公称工作压力≥10MPa以上的气瓶; (2)低压气瓶:公称工作压力<10MPa以下的气瓶。 2.按公称容积 (1)小容积≤12L(含12L)以下; (2)12L <中容积≤150L; (3)>150L以上为大容积。
精选ppt
24
焊接绝热气瓶典型结构型式
精选ppt
25
四、纤维缠绕气瓶典型结构型式
纤维缠绕气瓶由无缝内胆和缠绕层组成,内胆对充装气体 起密封作用,其外侧缠绕的纤维层与树脂固化结合后起加 强作用。此种结构的气瓶与单层气瓶相比,可大幅提高容 重比。常见的纤维缠绕气瓶有:车用纤维缠绕压缩天然气 瓶、呼吸器或救护器用纤维缠绕气瓶(充装空气或氧气) 等。复合及缠绕的型式有三种:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气瓶的一般性规定
气瓶附件
气瓶的充装
气瓶的定期检验
气瓶的运输、储存和使用
一、气瓶的定义
气瓶是一种特殊的压力容器。
主要参数包括:
1.正常环境温度-40至60℃;
2. 公称工作压力为1.0至30Mpa; 3. 公称容积为0.4L至3000L; 4. 盛装永久气体、液化气体或混合气体; 5. 钢制无缝、焊接气瓶 。
四、气瓶的公称工作压力
气瓶的公称工作压力,对于盛装永久气体的气瓶,系 指在基准温度时(一般为20℃),所盛装气体的限定充装压 力;对于盛装液化气体的气瓶,系指温度为60℃时瓶内气体
压力的上限值。
盛装高压液化气体的气瓶,其公称工作压力不得小于 8MPa。盛装有毒和剧毒危害的液化气体的气瓶,其公称工 作压力的选用应适当提高。
2019年4月20日下午4时10分左右,在兰大二 院旧楼拆除工地,施工单位甘肃毫顺机械化拆除有
二、气瓶的分类 按制造方法划分 钢制无缝气瓶 钢制焊接气瓶
缠绕玻璃纤维气瓶
1、钢制无缝气瓶
⑴是以钢坯为原料,经冲压拉伸制造或以无缝钢管 为材料,经热旋压收口收底制造的钢瓶。
⑵瓶体材料采用镇静钢。 ⑶用于盛装永久气体(压缩气体)和高压液化气体。 2、钢制焊接气瓶
⑴是以钢板为原料,冲压卷焊制造的钢瓶。
图1-2-B检验钢印标记
(3)检验钢印标记,也可打在金属检验标记环上,如图1-3所示
图1-3
C、钢印标记应排列整齐、清晰。钢印字体高度应为5~10mm, 深度为0.5mm。 D、检验钢印标记上,还应按检验年份涂检验色标。检验色标的 颜色和形状如下表:
注: 1.括号内的符号和数 字表示该颜色的代号。 2.椭圆形的长轴约为 80mm,短轴约为 40mm;矩形约为 80×40mm; 3.检验色标每10年为 一个循环周期。
B、 对瓶阀的要求
①瓶阀材料应符合相应标准的规定,所用材料既不与瓶内盛
装气体发生化学反应,也不影响气体的质量。 ②瓶阀上与气瓶连接的螺纹,必须与瓶口内螺纹匹配,并符 合相应标准的规定。瓶阀出气口的结构,应有效地防止气体错 装、错用。 ③氧气和强氧化性气体气瓶的瓶阀密封材料,必须采用无油 的阻燃材料。 ④液化石油气瓶阀的手轮材料,应具有阻燃性能。 ⑤瓶阀阀体上如装有爆破片,其公称爆破压力应为气瓶的水 压试验压力。 ⑥同一规格、型号的瓶阀,重量允差不超过5%。 ⑦非重复充装瓶阀必须采用不可拆卸方式与非重复充装气瓶 装配。 ⑧瓶阀出厂时,应逐只出具合格证。
九、盛装可燃气体的纤维缠绕气瓶应选用金属材料内胆(钢质或铝
合金)。缠绕纤维可选用玻璃纤维、芳纶纤维或碳纤维,可采用环 向缠绕或全缠绕。
一、气瓶的安全附件 (一)安全泄压装置 气瓶的安全泄压装置,是为了防止气瓶在遇
到火灾等高温时,瓶内气体受热膨胀而发生破裂
爆炸。 气瓶常见的泄压附件有爆破片和易熔塞。 (1)爆破片装在瓶阀上, (2)易熔塞一般装在低压气瓶的瓶肩上
压缩空气,供消防、毒区或缺氧区域作业人员随身背挎并 配以面罩使用。
⑶一般容积较小(1~10L),充气压力多为15~30MPa。
三、 瓶装气体的分类 按GB 16163《瓶装压缩气体分类》规定。按其临界温 度可划分为三类: 永久气体:临界温度小于-10℃
高压液化气体:临界温度大于或等于-10℃ 且小于或等于70℃的 低压液化气体:临界温度大于70℃的
⑵瓶体及受压元件材料采用镇静钢,材料要求有良 好的冲压和焊接性能。 ⑶这类气瓶用于盛装低压液化气体。
3、缠绕玻璃纤维气瓶
⑴是以玻璃纤维加粘结剂缠绕或碳纤维制造的气瓶。一般
有一个铝制内筒,其作用是保证气瓶的气密性,承压强度 则依靠玻璃纤维缠绕的外筒,
⑵这类气瓶由于绝热性能好、重量轻、多用于盛装呼吸用
气瓶的漆色与介质
六、气瓶的充装单位对自有气瓶和托管气瓶的安全使用以及按期检 验负责,并应建立气瓶档案。气瓶档案包括:合格证、产品质量证
明书、气瓶检验记录等。气瓶的档案应保存到气瓶报废为止。
七、气瓶必须专用。只允许充装与钢印标记一致的介质,不得改装 使用。 八、钢质气瓶瓶体材料及缠绕气瓶钢质内胆材料,必须是电炉或氧 气转炉冶炼的镇静钢。高压气瓶的瓶体,必须采用无缝结构 ;
常用气体气瓶的公称工作压力
常用气体气瓶的公称工作压力
五、气瓶的标记
1、气瓶的钢印标记是识别气瓶的依据,钢印标记必须准确、
清晰、完整,以永久标记的形式打印在瓶肩或不可拆卸附
件上。应尽量采用机械方法打印钢印标记。 2、气瓶的钢印标记和检验色标
A、气瓶的钢印标记包括:制造钢印标记和检验钢印标记。
B、气瓶出厂和检验都有钢印标记,如下图:
(二)其它附件 其它附件有:防震圈、瓶帽、瓶阀。 1.气瓶 气瓶装有两个防震圈,是气瓶瓶体的保护装
置。气瓶在充装、使用、搬运过程中,常常会因
滚动、震动、碰撞而损伤瓶壁,以致发生脆性破
坏。这是气瓶发生爆炸事故常见的一种直接原因。
ቤተ መጻሕፍቲ ባይዱ
2.瓶帽 瓶帽是瓶阀的防护装置,它可避免气瓶在搬运过程中 因碰撞而损坏瓶阀,保护出气口螺纹不被损坏,防止灰尘、 水分或油脂等杂物落人阀内。其要求:A.有良好的抗撞击 性。B.不得用灰口铸铁制造。C.无特殊要求的,应配带固 定式瓶帽,同一工厂制造的同一规格的固定式瓶帽,重量 允差不超过5%。 3.瓶阀 A、瓶阀是控制气体出入的装置,一般是用黄铜或钢制造。 充装可燃气体的钢瓶的瓶阀,其出气口螺纹为左旋;盛装 助燃气体的气瓶,其出气口螺纹为右旋。瓶阀的这种结构 可有效地防止可燃气体与非可燃气体的错装。
(1)钢印标记打在瓶肩上时,其位置如图1-1-A所示,打在护
罩上时,如图1-1-B所示。
图1-1-A 钢印标记打在瓶肩
图1-1-B钢印标记打在护罩
(2)钢印标记的项目和排列,如图1-2-A和图1-2-B所示
图1-2A 钢印标记的项目和排列 图中标记含义: 1— 充装气体名称或化学分子式; 2— 气瓶编号; 3— 水压试验压力,MPa; 4— 公称工作压力,MPa; 5— 实际重量,kg; 6— 实际容积,L; 7— 瓶体设计壁厚,mm; 8— 单位代码(与在发证机构备案的一致)和制造年月; 9— 监督检验标记; 10— 气瓶制造单位许可证编号; 11— 产品标准号。