潜在失效模式及后果分析(过程FMEA)--新版
漆包线生产PFEMA潜在失效模式及后果分析 (过程FMEA)

产品型号:核心小组:
工序:来料检验工序 过程责任:漆包铜(合金)圆(扁)线
关键日期:
FMEA 编号:
编制人: 批准:
FMEA 日期(编制): FMEA 日期(修订):
1
过程责任:批准:
关键日期:
FMEA 编号:
工序:拉丝工序编制人:
产品型号:漆包铜圆线
核心小组:
FMEA 日期(编制):
FMEA 日期(修订):
6
核心小组:
调漆工序 过程责任:漆包铜(合金)圆(扁)线
关键日期:
潜在失效模式及后果分析 (过程FMEA)
FMEA 编号:
产品型号:工序:编制人: 批准:
FMEA 日期(编制): FMEA 日期(修订):
关键日期:
核心小组:
包漆工序 过程责任: 产品型号:漆包铜圆线
编制人: 批准:FMEA
日期(编制):
FMEA 日期(修订):
FMEA 编号:
工序:潜在失效模式及后果分析 (过程FMEA)
过程责任:批准:
关键日期:
潜在失效模式及后果分析 (过程FMEA)
产品型号:FMEA 编号:
工序:编制人:核心小组:
FMEA 日期(编制): FMEA 日期(修订):
漆包铜(合金)圆(扁)线
过程检验工序。
潜在失效模式与后果分析(FMEA)

卡死等损坏现象。
4
FMEA过程顺序
系统有那功能,特征,需要条件?会有Leabharlann 些错误?发生错误会有多惨?
那些错误是什么造成的?
发生之频率? 有那些预防和检测?
检测方法能多好程度?
我们能做什么? -设计变更 -过程变更 -特殊控制 -改变标准程序或指南
DFMEA and PFMEA
潜在失效模式与后果分析
Failure Mode and Effect Analysis
讲授内容
一.FMEA基本概念 二.FMEA之演变 三.国际间采用FMEA之状况 四.设计FMEA表填写说明 五.制程FMEA表填写说明 六.FMEA结果之应用
2
FMEA的基本概念
1.对失效的产品进行分析,找出零组件之 失效模式,鉴定出它的失效原因,研究
2.设备失效
错误的原物料规格。
生产良率。
不适当的的设计寿命假设。 原物料材质不稳定。
润滑或加油能力不足。
磨损。
不适当的维护作业。
金属疲劳。
缺之环境保护。
装备欠流畅。
错误的算法。
腐蚀。
超过压力。
19
设计FMEA填写说明
(15)发生度
参考下列各要素,决定发生度等级值(1~10): 1.相似零件或子系统的过去服务历史数据和相关经验? 2.零件、上一阶零件或分系统是否滞销? 3.上一阶零件或分系统改变程度的大小? 4.零件与上一阶零件,基本上是否有差异? 5.零件是否为全新的产品? 6.零件使用条件是否改变? 7.作业环境是否改变? 8.是否运用工程分析去预估,应用此零件之发生度?
8
国际间采用FMEA之状况
失效模式与后果分析(新版FMEA)

失效模式与后果分析(新版FMEA)●课程特色用客户的产品为案例,学员以小组的方式,学习界限图、接触矩阵图、P图、DRBFM为DFMEA奠定基础;学习过程流程图、特性矩阵图、过程变差识别和过程参数控制,为PFMEA奠定基础;掌握新版FMEA 的更新内容和要求;帮助学员学会真正将FMEA作为工程师必需掌握的设计工具。
●课程目标n 掌握新版FMEA(第四版)的更新的内容和要求n 理解失效模式和后果分析(FMEA)概念、信息流、步骤和方法;n 通过界限图,正确界定FMEA的范围;n 应用接触矩阵图,分析零件与零件之间在物体、能量、信息、物质形态方面的交互作用;n 建立P图,分析产品的错误状态,揭露导致产品不可靠的原因;n 通过过程流程图,建立产品特性和过程参数的对应关系;n 具备运用FMEA、过程控制计划等工具,提高产品和过程的可靠性;n 理解FMEA与其他任务和工具之间的关系。
n 掌握FMEA和其它文件之间的相互关联●课程大纲课程名称:失效模式与后果分析(新版FMEA)开课地点:广州市黄埔区黄埔东路2926号万好万家A座302室培训对象:质保部经理,设计工程师、制造工程师和其他直接负责过程标准化和改进的人员,那些直接负责引进新产品或新制造过程的人员。
培训目标:n 掌握新版FMEA(第四版)的更新的内容和要求n 理解失效模式和后果分析(FMEA)概念、信息流、步骤和方法;n 通过界限图,正确界定FMEA的范围;n 应用接触矩阵图,分析零件与零件之间在物体、能量、信息、物质形态方面的交互作用;n 建立P图,分析产品的错误状态,揭露导致产品不可靠的原因;n 通过过程流程图,建立产品特性和过程参数的对应关系;n 具备运用FMEA、过程控制计划等工具,提高产品和过程的可靠性;n 理解FMEA与其他任务和工具之间的关系。
n 掌握FMEA和其它文件之间的相互关联课程内容简介:三天课程结合美国奥曼克丰富的实际案例,系统地讲解新版FMEA(第四版)的内容、要求、信息流、实施步骤和方法;包括DFMEA, DVP&R, 应用界限图、接触矩阵图、P图、设计矩阵表、DRBFM(基于失效模式的设计评估)、过程流程图、PFMEA、控制计划等工具,帮助学员了解通过实施FMEA 的过程,掌握产品特性内部、产品特性与过程特性、DFMEA和PFMEA、DFMEA与DVP&R、流程图和PFMEA、PFMEA和控制计划以及系统、子系统、部件、零件之间的相互关联,解决产品设计和过程设计可能出现的问题,在产品实现过程的前期确保失效模式得到考虑并实现失效的控制和预防。
FMEA新版手册
前言第三版FMEA第三版(QS-9000)是戴姆勒克莱斯勒、福特和通用汽车公司的供方所使用的参考手册,为协助他们在开发设计和过程FMEA提供了指导方向。
本手册意图澄清有关FMEA开发上的技术问题。
本手册符合供方质量要求推动小组(Supplier Quality Requirement Task Force) 的授权,将戴姆勒克莱斯勒、福特和通用汽车公司在其各自的供方质量体系中应用的参考手册、程序、报告格式和技术术语进行标准化处理。
由于FMEA第三版手册是用来提供给供方的泛用指导,本手册并不规定要求,它意图在设计阶段或过程分析阶段准备FMEA的时候,提供涵盖了一般的概括指导。
本手册等同于SAE J1739为设计和过程FMEA的技术。
然而,他并不包含机械装置的FMEA应用。
对机械装置FMEA方面有兴趣,可参考SAE J1739的相关范例。
供方质量要求工作小组感谢下列每个人,和他们的公司,他们贡献时间和努力开发了FMEA新版手册和较早的版本。
第三版Kevin A. Lange-DaimlerChryslerSteven C. Leggett-General Motors CorporationBeth Baker-AIAG较早版本Howard Riley-DaimlerChrysler Mark T. Wrobbel-- DaimlerChryslerGeorge R. Baumgarther-Ford Motor Company Rebecca French-General MotorsLawrence R. McCullen-General Motors Mary Ann Raymond--BoschRobert A. May-Goodyear William Ireland-Kelsey-HayesTripp Martin-Peterson Spring此外,供方质量要求小组感谢下列在SAE J1739工作小组的个人,他们在这次改版中对技术的变更和改进,有卓越的贡献。
潜在失效模式及后果分析(FMEA)

设计 思想
过去 经验
担心 问题
顾客 反应
可能的失效模式
解决方案
群策群力智能发光
2. PFMEA拓展--关注的重点
PFMEA假定所设计的产品能够 满足设计要求,其潜在失效模 式可能会因设计弱点而包括在 过程FMEA中,它们的影响及避 免措施由设计FMEA来解决。因 设计缺陷所产生失效模式可包 含在过程FMEA中
其发生的 几率为何?
为有可能 被预防和 探测吗?
可以做什么? -设计变更 -过程变更 -特别的控制 -标准、程序或
指南的更改
探测它 的方法 有多好?
-非预期的功能
22
1. PFMEA简介
由“制造/装配工程师/小 组”采用的一种分析技术
以其最严密的形式总结了 开发一个过程时,工程师 /小组的设计思想
PFMEA
初始设计 设计完成 样件制造 设计/过程确认 制造开始
• PFMEA:开始于基本的操作方法讨论完成时, 完成时间早于制造计划制定和制造批准之前
10
实施FMEA的影响--范围和重点
• 新设计、新技术或新制程,这时的FMEA是完整的设计、 技术、或制程。
• 修改现有的设计或制程(假设其设计或制程FMEA已存 在)这时的FMEA的焦点在修改的设计、制程,以及由 于修改设计、制程而导致的相互作用。
1. PFMEA简介--作用
人
机
料
法
环
测
失效模式
一般是发生 在产品上
失效后果
一般是指对 下工程或最 终顾客的影响
1. PFMEA简介--作用
PFMEA是一种动态文件,主要体现在: 在可行性研究阶段之前或期间启动 在制造工装设计之前启动 考虑从个别的零部件到装配所有制造运作 包括工厂内所有影响制造和装配运作的过程,如材料
潜在失效模式及后果分析(FMEA)
潜在失效模式及后果分析(FMEA)一种物业治理风险评估及防范的简单有效方法(简介)目前,物业治理行业迎来了它的黄金期,同时也到了高风险期,物管业已从最初的无风险期步入高风险期。
仅以深圳为例,深圳每年丢车1700辆,价值10亿元,缺失多由物业公司承担。
物管的风险有项目风险、经营风险、事务性风险及紧急事件处理等几个方面,其风险具有公布性、广泛性、随意性及不可预见性为要紧特点,物业治理企业对业主提供的服务产品,如何进行风险运作评估和防范,当对新的服务产品推出和提供现有服务产品时,如何制定宁防一万,不出万一的预防措施,而不是显现了问题,在去亡羊补牢。
这正是:潜在失效模式及后果分析(英文Potential Failure Mode and Effects Analysis缩写FMEA)所研究的问题。
一、F MEA起源和进展世界上第一采纳FMEA这种概念和方法的是在20世纪60年代中期的航天工业,进入20世纪70年代,美国的海军和国防部相继应用和推广这项技术,并制定了相关的标准。
20世纪70年代后期应用在美国汽车工业,1995年引进中国汽车行业。
FMEA还广泛应用于其他行业,如粮食、卫生、运输、燃气等,2004年引进并应用于物业治理行业。
二、服务产品FMEA的概念、目的什么是FMEA,FMEA是在服务产品设计时期,对构成服务产品的子系统、每个环节,逐一进行分析,找出所有潜在的失效模式,并分析其可能的后果,从而预先采取必要的措施,以提高服务产品的质量和可靠性的一种系统化的活动。
FMEA是一组系统化的工作,其目的是:发觉、评判服务产品设计中潜在的失效与可能的后果,找出能够幸免或减少这些潜在失效发生的措施,将上述过程文件化。
具体作用如下:1.提高服务的质量、服务的可靠性和安全性;2.针对失效可能产生的各个方面评判服务的设计;3.连续地减少失效的频度或连续地减少失效的后果;4.防止现有的、潜在的服务失效到达顾客处;5.失效的风险顺序量化以引导采取措施;6.优先使用行政的和工程的努力、时刻、人力资源和其他资源;7.运用团队原则和连续改进方法以获得好的服务产品;8.FMEA是补充设计时,必须做哪些情况才能使顾客中意;9.所有的FMEA都关注服务产品设计;10.应用于新的服务产品设计和现有未发生失效服务产品。
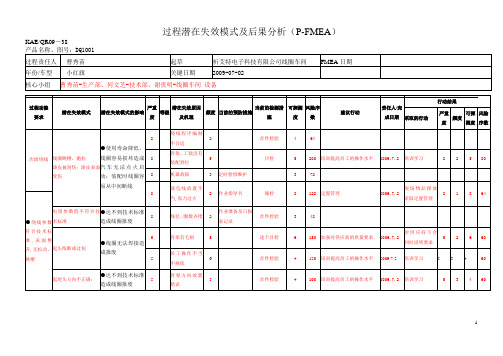
过程潜在失效模式及后果分析(P-FMEA)
等级
潜在失效原因及机理
频度
当前的预防措施
当前的检测措施
可探测度
风险序数
建议行动
责任人/完成日期
行动结果
采取的行动
严重度
频度
可探测度
风险序数
高压插针烫锡
虚焊
●达不到技术标准造成线圈报废或返工;
5
温度过高、烫锡时间过长
3
巡检
高温预热后检测
4
60
●以便与外壳安装
无电阻
5
断线
7
逐个检测
2
70
高低压ቤተ መጻሕፍቲ ባይዱ装
5
人工剪的线头不够长
7
首件检验
4
140
培训提高员工的操作水平
2009.7.2
培训学习
5
4
4
80
绕线松弛、不整齐
●使用寿命降低、线圈电流大容易损坏造成汽车无法点火启动;
5
员工操作不当不熟练
3
首件检验
4
60
漆皮表面脱落
8
放置不当,挤压
3
作业指导书
目厕
5
120
定置管理
2009.7.2
物品摆放采取定置管理
8
电阻参数值不符合技术标准
●达不到技术标准造成线圈报废
8
线径、圈数弄错
2
作业准备及日报表记录
首件检验
3
48
起头线断或过短
●线圈无法焊接造成报废
5
骨架有毛刺
5
逐个目检
6
150
加强对供应商的质量要求
2009.7.2
给供应商下合同时说明要求
5
FMEA潜在失效模式与后果分析(最新版)

DFMEA的准备工作FMEA分析方式:硬件分析法案例分析:发动机的节流阀体FMEA分析方式:功能分析法案例分析:传动器功能结构DFMEA范围分析工具:方块图功能方块图(以案例讲解)可靠性方块图(以案例讲解)P(Parameter)图DFMEA的表格填写(表头)DFMEA的表格填写(表体)以案例逐步展开说明品质机能展开(QFD)案例分析:要求品质展开/要求品质vs.产品功能矩阵如何将QFD联接到DFMEARPN评估案例分析:RPN评估DFMEA改进途径将FMEA联结到设计验证(DVPR)DFMEA的关联DFMEA的输出DEMEA的输出作用DFMEA的实施流程实施设计FMEA的组织流程工作小组的任务分配第三部分PFMEA的实施工程改善方法论过程设计(Process Design)将QFD连接到PFMEADFMEA与PFMEA的关系PFMEA的实施流程PFMEA的输入PFMEA的展开PFMEA的表格填写以案例逐步展开说明PFMEA改进途径PFMEA的关联PFMEA的输出过程控制路线图(Roadmap)将PFMEA联接到控制计划如何将8D联结到FMEA总结五、讲师介绍张老师:中国实战派企业管理咨询、培训专家、制造企业效率改善专家,CNAT 高级注册主任审核员、清华大学深圳研究院特聘讲师。
张老师有超过10年跨国企业管理经验,先后在美、日、韩资外企,港台独资企业从事管理工作多年,历任工程部工程师、现场主管、品质经理、生产副总等职务,在十数载企管一线的摸爬滚打中积累了丰富的管理经验,尤其深谙工厂生产、品质、工程方面的管理运作,对跨国公司输入的管理思想颇有研究,形成了独具特色的实干型制造企业管理方法。
曾成功辅导几十家企业通过ISO/TS16949认证,张先生实践经验丰富、讲授过程列举大量案例、特别强调实用性和可操作性,深受听课人员的好评和尊敬。
为满足企业的实际需要,在全国各地成功举办了百多场讲座,授课人数达到数万人次,现主要从事企管研究和企业咨询、培训等工作,已经辅导、培训过包括大型跨国公司在内的众多企业及其人员。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的和/或 ~ 要实施的控制措施 10 M, C L O值 低 具
确定要 1
L,
的额 D 体
实施的 0
NA
外措 值 人
控措
施 的姓
施
额名
外,
措不
施是
部
门
步骤6:优化
目 状 采取 实 标 态 的措 际 完 ( 施和 完 成 进 降低 成 日 行 分值 日 期 中/ 的证 期 年 完或 据采取 年 1 1 1 H, 月 : 的措 月 ~ ~ ~ M, 日 待 施以 日 1 1 1 L,
OP# 30 机器(压 过程:按控制信号转化电能 在电机壳里压入球面轴
压入球面 机)
为机械能;
承,轴向位置在图纸公
轴承
内部工厂:在周期时间内装 差允许范围内
配,无报废和返工;
客户工厂:电机安装到车门
PFMEA项目名称 PFMEA开始日期 最新修订日期 小组名单
Process Failure Mode and Effects Analysis (Process FMEA) 过程失效模式及效果分析(过程FMEA)
号的清洁的球面轴承,并 球面轴承与转子间摩擦过
放到压机的上止位
大,球面轴承与轴承座过
紧使得球面轴承内尺寸变
形(8);
内部工厂:由于间距小,
1 失效模式(不良/ 失效原因是“作
~ 缺陷)必须是在产 业要素的功能和
1 品中可探测的。 过程特性”中相
0 失效模式其实也是 应的不足。
产品特性的不足。
如果产品特性有规 原因必须是过程
步骤1:范围定义 公司名称: 负责PFMEA的 公司
工厂地点: 地理位置
顾客名称: 顾客名或过程族名称 车型年/平 顾客车型年型/平台/款
台: 型
任务描述: PFMEA开始日期: PFMEA修订日期:
跨职能小组:
步骤2:结构分析
步骤3:功能分析
1. 过程项 2. 过程 3. 作业 1. 过程项目的功能
一步分析。
户的影响的严重度分值不
其它可能的过程特性-“ 一定是最高的。
从料箱拿轴承时不刮伤表
面作”业,员“从轴料承箱放 拿入取制正具确中型 过程:机械能损失,因为
号的清洁的球面轴承,并 球面轴承与转子间摩擦过
放到压机的上止位
大,球面轴承与轴承座过
紧使得球面轴承内尺寸变
形(8); 作业员从料箱拿取正确型 过程:机械能损失,因为
系统/子系统/部件名 称:
PFMEA编号:
过程负责人:
保密等级:
分析
严重度 (FE)
步骤4:失效分析
3. 作业要素的功能和过 1. 失效影响 (FE)
2. 过程步骤的失
程特性
效模式 (FM)
(内部工厂、客户工厂、
过程步骤、车辆用户,如
果信息可获取的话)
3. 作业要素的失 效原因 (FC)
描述作业应当是如何完成 车辆、系统或子系统如何
范上下限的话,要 中可探测的(错
分别考虑上下限的 误),是导致失
失效模式,例如“ 效模式的。
螺栓拧紧扭矩满足
规范”,对应失效 新失效原因---
模式为“扭矩低于 当考虑“失效原
下限”和“扭矩高 因”时,新的“
于上限”,两者对 作业要素的功能
应的严重度可能是 和过程特性”、
不一样的。
“产品特性”和
考虑超出规范的量 “失效模式”可
大,球面轴承与轴承座过 紧使得球面轴承内尺寸变 形(8);
8 轴承轴向位置没有 压机在还没压到 达到,间距过小 位就停止了(压 力太小)
FC发生度 (O) FC/FM 探测度 AP (行动优先
级) 特殊特性 过滤代码(可 更新严重度 (S) 更新发生度 (O) 更新探测度 (D) 更新PFMEA AP
的,包括与4M相应的过程 不能实现(上一层级)功
特性。
能要求。
对应的不足将填写在失效
原因(FC)列。越细化能对 当分析影响时,要考虑“
应出越多的失效原因,也 过程功能”里的内容和“
就是说一个不足就是一个 失效模式”,以及如何影
失效原因。
响这三个方面(内部工厂
例如“从料箱拿轴承并放 、客户工厂、过程步骤、
工序
4M:人、 后进行倒推。
机器、物
失效模式将是这些产品
也可以是
料(非直 以下例子可用于整个过程, 特性的不足。
非制造过
接物料) 例如电机装配线——
程,例如
、环境。 内部工厂:避免返工和报 产品特性可描述成满足
发运
废;
要求规范,例如在间隙
公司可自 客户工厂:摇窗机电机安装 公差范围内,或不超过
行选择其 到车门上;
决 及文 0 0 0 NA 定/ 件 待 号, 实 汇报 施 人及
日 期, 等等
无
# 批次放行要求
3 H C 作业 Joh 进
(100%有效),检
C 指导 n
行
验员用检具检查球
书规 Doe 中
面轴承与电机座的
定不 (生
间距,用绿色和红
料箱门 1 批次放行要求
1L
允许 产
根据轴 (100%有效),检
承型号 验员用检具检查球
例如: 设计变 更 DCN0983 85,管 理层评 审 MR07NOV2017, 顾客评 审 CR02FEB2018
级,如果超出的量 能会产生,比如
级影响严重度的话 “从料箱拿轴承
。例如“无冲压裂 时刮伤表面”就
8 纹轴”承,轴失向效位模置式没可有 可作能业对员应使出用“之从前
达到,间距过小 掉到过地上的轴
承(轴承上有异
物)
8 轴承轴向位置没有 作业员拿了错误 达到,间距过小 型号的轴承
压机把球面轴承压入电机 过程:机械能损失,因为 壳至规定的轴向位置 球面轴承与转子间摩擦过
)
系统零部件的名称 按公司内部规定 即PFMEA负责人 例如:对外/机密/内部使用
步骤5:PFMEA 风险分析
当前针 当前针对FC或FM的 对FC的 探测性控制措施 预防性 (DC) 控制措 施 (PC)
预防 探 责 措施 测 任
措人 施
已实施 1 已实施的和/或确定 1~ H, C L 降低 降 填
什么:例如轴承在电机
称,例如 位,这些 响所分析
机壳的轴向位置。
电机装配 用以组成 的操作或 如果未知的话就写NA。
线,其是 过程,例 工位的差
这是明确的产品特性,
所有过程 如OP 30 异来源。 这些所要实现或达成的内容 必须能在产品上被探测
步骤的集 轴承压入
其实可在失效分析(FE)完成 到。
合。
为机械能;
承,轴向位置在图纸公
内部工厂:在周期时间内装 差允许范围内
配,无报废和返工;
客户工厂:电机安装到车门 过程:按控制信号转化电能 在电机壳里压入球面轴
为机械能;
承,轴向位置在图纸公
内部工厂:在周期时间内装 差允许范围内
配,无报废和返工;
客户工厂:电机安装到车门
不会出现停线/停顿、拣选
玻璃升降 电机总成
自动打 面轴承与电机座的
开;作 间距,用绿色和红
业指导 色记号笔标记
使用带 有压力 和位置 传感器 的压机
3 批次放行要求 (100%有效),检 验员用检具检查球 面轴承与电机座的 间距,用绿色和红
3L
备注
持续改 进历史/变 更授权 (如适 用)
供 PFMEA 小组使 用
例如: 已对 High AP进行 了评 审,基 于已实 施的预 防性和 探测性 控制措 施,认 为无需 额外行 动措施
2. 过程步骤的功能和产
目
步骤
要素
品特性
(内部工厂、客户工厂、过
系统、子 工作站编 (人、机 程项目、车辆用户,如果信 (可用量化数据)
系统、零 号和关注 、料(间 息可获取的话)
部件要 要素名称 接)、
素要,分或析过的 要分析的 环采,用等4M法 描述过程所要实现或达成的 描述操作或工位要实现
过程名 操作或工 来识别影 内容,可分成几类。
公差上下限。考虑到失
它方法 过程:装入总成壳体;
效影响(FE)的程度,或
车辆:升降车窗玻璃
许也以此种形式表述:
不超过间隙上公差
0~3mm,或最多不能大于
上公差3mm
玻璃升降 OP# 30 作业员 电机总成 压入球面
轴承
玻璃升降 OP# 30 作业员 电机总成 压入球面
轴承
过程:按控制信号转化电能 在电机壳里压入球面轴
入制具”,如果换种形式 车辆用户)。
表述“拿取正确轴承”+
“把轴承完全放入制具 如适用,还要考虑法律法
”,这样就能对应出两个 规的不符合情况。
失效原因,即“拿取错误
轴承”和“轴承未完全放 建议对这三个方面分别进
入制具”。描述地越细, 行严重度打分,并选择其
则有越多的原因,以便下 中最大的分数。对车辆用