PLC对传统继电器控制系统的技术改造
Z3040摇臂钻床
摘要随着科学技术的迅猛发展,一些价格昂贵的机床面临被淘汰的噩运,这样会造成很大的浪费,因此对传统机床进行改造是节约资源的很好方法。
本论文是研究机械加工中常用的Z3040摇臂钻床传统电气控制系统的改造问题,旨在解决传统继电器—接触器电气控制系统存在的线路复杂、可靠性稳定性差、故障诊断和排除困难等难题。
由于PLC电气控制系统与继电器—接触器电气控制系统相比,具有结构简单,编程方便,调试周期短,可靠性高,抗干扰能力强,故障率低,对工作环境要求低等一系列优点。
因此,本论文对Z3040摇臂钻床电气控制系统的改造,将把PLC控制技术应用到改造方案中去,从而大大提高摇臂钻床的工作性能。
论文分析了摇臂钻床的控制原理,制定了可编程控制器改造Z3040摇臂钻床电气控制系统的设计方案,完成了电气控制系统硬件和软件的设计,其中包括PLC机型的选择、I/O端口的分配、I/O硬件接线图的绘制、PLC梯形图程序的设计。
对PLC控制摇臂钻床的工作过程作了详细阐述,论述了采用PLC取代传统继电器—接触器电气控制系统从而提高机床工作性能的方法,给出了相应的控制原理图。
关键词:可编程控制器、摇臂钻床、钻深精度、电气控制系统ABSTRACTThis paper is to studies the machine process in common use Z3040 in inside radial drilling machine electric control system improves problem. The aim is solving device complexity, inferior reliability and stability, malfunction analysis and trouble obviation of the traditional relay electric control system. Because of electric control system PLC there are lots of advantages which include design, install, connect the line and adjust to try workload small, the period of research and manufacture is short, reliability is high, the ability of Anti- interference is very strong, the rate of break down is low, the demand of work environment is low, maintenance convenience a series of advantage etc. Therefore, a work for to the Z3040 radial drilling machine electric control system reforming, will reforming PLC control technique application in the project, then increasing radial drilling machine’s work function. The paper introduces to the control principle of the radial drilling machine. Established the programmable controller improve the design project of electric control system of Z3040 radial drilling machine. Completed the design of the software and hardware of the electric control system, Among them include the model of PLC choice、the I/O allotment of the address、the I/O hardware connects the line diagram、PLC trapezium diagram’s design. It explains that PLC control the work process of radial drilling machine. Discussing the adoption PLC replaces the traditional ele ctric control system’s method and increases the work function of radial drilling machine, give a homologous control principle diagram.Key words: PLC、Radial drilling machine、Trapezium diagram、Electric Control System目录第一章绪论 (1)1.1本课题的选题背景和意义 (1)1.2国内外关于本课题的技术研究现状和发展动态 (2)第二章 Z3040摇臂钻床的结构原理分析 (4)2.1Z3040摇臂钻床的主要结构和运动形式 (4)2.1.1 钻床的主要结构 (4)2.1.2 钻床的运动形式 (5)第三章Z3040摇臂钻床电气控制线路工作原理 (7)第四章 PLC的基本结构 (14)4.1PLC的基本结构 (14)4.2PLC的工作过程 (16)4.2.1 输入采样阶段 (16)4.2.2 程序执行阶段 (16)4.2.3 输出刷新阶段 (17)4.3PLC型号的选择 (17)4.3.1 根据PLC的物理结构 (17)4.3.2 根据PLC的指令功能 (17)4.3.3 根据PLC的输入输出点数 (18)4.3.4 根据PLC的存储容量 (18)4.3.5 根据输入模块的类型 (18)4.3.6 根据输出模块的类型 (18)第五章 Z3040摇臂钻床控制系统的PLC改造分析 (20)5.1概述 (20)5.2改造难点分析 (20)5.3PLC的选择 (21)5.3.1 I/O分配 (22)5.3.2 PLC外部结构接线图 (22)5.3.3 梯形图 (23)5.3.4 指令 (25)结论 (26)1研究成果 (26)2不足之处 (26)致谢 (27)参考文献 (28)第一章绪论1.1 本课题的选题背景和意义Z3040摇臂钻床是工厂中常用的金属切削机床,它可以进行多种形式的加工,如:钻孔、镗孔、铰孔及螺纹等。
PLC对电气自动化控制的应用论文优秀5篇
PLC对电气自动化控制的应用论文优秀5篇plc是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
这次小编为您整理了5篇《PLC对电气自动化控制的应用论文》,在大家参考的同时,也可以分享一下小编给您的好友哦。
PLC对电气自动化控制的应用论文篇一1、PLC实践应用主要优点在PLC系统应用实践中,我们对其主要技术应用内容进行了技术分析,发现这一技术在实践应用中具有以下的优点。
一是自动控制过程反应较快。
在PLC系统应用实践中我们发现,技术人员使用了新型的自动化管理辅助继电器完成控制工作。
较之传统的机械式继电器,这种继电控制技术在应用中使用了内部逻辑关系进行控制处理。
所以在实际控制过程中,其控制的节点变位时间几乎为零,极大的提高了自动控制的反应速度。
二是控制过程的可靠性高。
在PLC系统控制技术应用实践中我们发现,这一控制系统在实际技术应用中具有良好的抗干扰能力。
特别是在使用情况较为复杂的工业生产环境中,PLC系统的较之传统控制系统而言,其抗干扰高特点保证了生产系统控制可靠性的提高。
三是控制操作方法简单。
在PLC系统控制实际过程中,控制指令是通过较为简单控制过程完成的。
这些较为直观地操作方式,即使是初学者也可以较快的掌握。
这种操作简单地特点,对于控制管理的开展具有极大的实际作用。
2、PLC系统控制主要应用探析2.1完成对电气系统的顺序整体控制在实际的电气系统控制过程中,利用控制技术完成系统工作顺序控制,是控制系统的重要内容。
这一技术控制系统在实际控制过程中可很好的提高控制系统的工作质量与效率。
在PLC控制系统实践应用中,我们发现这一控制系统在顺序控制管理中具有良好的工作方式,所以在实践应用中,可以很好地代替传统的继电控制系统,完成工业生产的电气控制工作。
在实际应用中,我们对PLC控制系统的顺序开关模式进行了实践考察,发现其主要功能包括了以下内容。
一是在当前的PLC控制系统实际应用中,顺序控制系统不仅可以完成单独控制过程,还可以利用信息模块与通信总线连接的方式实现整体系统,乃至生产车间的整体控制。
浅谈PLC_技术在电气工程及其自动化控制中的应用
AUTO TIME13FRONTIER DISCUSSION | 前沿探讨1 引言工业自动化控制技术的发展离不开可编程逻辑控制器(PLC )的重要支撑作用。
PLC 集成了微处理器和专用存储器,能够执行逻辑运算、顺序控制、定时、计数和算术运算等操作,实现对生产设备及过程的自动化控制和管理。
当前,PLC 技术已广泛应用于工业自动化控制领域,成为电气工程建设和系统集成不可或缺的核心技术。
受益于工业4.0和智能制造倡议的推动,PLC 技术正面临着向智能化、网络化、模块化及标准化发展的新机遇和挑战。
与此同时,政策法规的调整也将深刻影响该领域的技术发展路径和应用前景。
2 PLC 技术的原理与特点2.1 PLC 技术的原理PLC 技术作为电气工程及自动化控制领域的支柱技术,其核心原理在于基于微处理器的数字运算操作系统。
PLC 采用可编程存储器,用于存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作指令,通过数字式或模拟式的输入/输出实现对各类机械设备或生产过程的控制。
凭借模块化设计、良好的抗干扰能力和稳定性,PLC 能够在恶劣吴涛甘肃畜牧工程职业技术学院 甘肃省武威市 733000摘 要: 作为电气工程及自动化控制领域中的关键技术,可编程逻辑控制器(PLC )以其高可靠性、易编程性、强扩展性和通信功能突出等特点,广泛应用于开关量逻辑控制、运动控制、过程控制和数据处理通信等诸多领域。
随着科技的进步,PLC 技术正朝着智能化、网络化、模块化与标准化的方向发展,以更好地满足现代工业生产的需求,推动电气工程及自动控制领域的创新和发展。
关键词:PLC 技术 电气工程 自动化控制 应用 发展趋势浅谈PLC 技术在电气工程及其自动化控制中的应用的工业环境下长期稳定运行,满足了现代工业生产对控制系统高可靠性的迫切需求。
与此同时,PLC 具备易编程、强扩展性和通信功能强大等突出优势,可以支持多种编程语言和通信协议,方便用户进行程序设计、功能扩展和系统集成,大大提高了生产过程的自动化和智能化水平。
探讨PLC技术对机床电路的改造

摘要:本文引出了机床电路进行plc技术改造的必要性,并详细描述了由机床控制电路图设计成plc梯形图的解决方法、步骤和注意事项。
关键词:机床 plc 解决方法一、引言在我国现有的机床中,大部分仍采用的是传统的继电器-接触器控制方式,由于控制线路触点多、线路复杂。
使用多年后,故障多、维修量大、维护不便及可靠性差,影响了正常的生产。
还有部分机床虽然还能正常工作,但其精度、效率以及自动化程度已不能满足当前生产工艺要求。
对这些机床进行改造势在必行,改造既是企业资源的再利用,走持续化发展的需要,也是满足企业新生产工艺,提高经济效益的需要。
二、解决方法用plc改造机床控制系统时,因为原有的机床控制系统是经过长期使用和考验,已经被证明能完成系统要求的控制功能,而机床电路图与plc梯形图在表示方法上和分析方法上有很多相似之处,因此可以将机床电路图转换为具有相同功能的plc的外部硬件接线图和梯形图。
但它们也有很大的本质区别,机床电路是由硬件元件组成的,各继电器可同时动作。
梯形图是plc的程序,是一种软件,其cpu是串行工作的,即cpu同时只能处理1条指令,所以用plc改造机床控制系统时有很多需要注意的地方。
一般不需要改动控制面板,保持了系统原有的外部特性,操作人员不用改变长期形成的操作习惯,分析plc控制系统的功能时,将它想象成机床控制系统的控制箱,外部接线图描述了这个控制箱的外接线,梯形图是这个控制箱的内部线路图,梯形图的输入、输出继电器是这个控制箱与外部世界联系的接口继电器,分析plc控制系统时,可以将梯形图中输入继电器的触点想象成对应的外部输入器件的触点或电路,将梯形图中输出继电器的线圈想象成对应的外部负载的线圈。
外部负载的线圈除了受梯形图的控制外,还可能受外部触点的控制。
三、改造机床控制系统的一般步骤及实例说明以摇臂钻床的电气控制原理图(图1)为例,将机床电路图转换成功能相同的外部接线图和梯形图,选择西门子s7-226的plc硬件。
基于plc对供配电系统的设计

毕业设计(2012 届)题目基于plc的供配电监控系统的设计学院物理电气信息学院专业电气工程与自动化年级2008级学生学号***********学生姓名罗瑞东指导教师胡钢墩基于plc的供配电监控系统的设计摘要供配电监控系统是整个变电站的命脉,它对变电站内各用电设备进行集中监视和管理。
随着综合性、多功能变电站的不断发展,对供配电系统的可靠性提出了更高的要求,因此,对变电站中供配电系统的实时监测更加关注。
本论文以35kV变电站主控楼的供配电系统为基础,设计并实现了一套能完成自动监控的供配电系统。
选用PLC作为现场级的控制设备,工控组态软件作为主控楼供配电监控系统的监控平台,运用PLC 编制监控程序,通过组态王的监控界面来实现对供配电系统的监控。
本论文的主要内容如下:综述了本课题的研究现状、发展趋势及意义等,选取了35kV变电所工程作为论文研究基础,并将变电所主控楼的供配电系统单独列出,作为本次研究关注的对象,对其主回路及控制回路进行了详细设计和描述。
接着,设计plc硬件电路连接,并通过编写PLC控制程序,设置MCGS组态软件,解决了本次课题的关键问题,即实现了PLC对主控楼供配电系统的监测和控制。
最后,对课题的研究和工程的应用进行了全面总结。
关键词:PLC,组态软件,监控系统,供配电目录第一章绪论 (5)1.1 课题的研究现状 (5)1.2 监控系统的发展趋势 (6)1.3 课题的研究内容 (6)1.4课题的研究意义 (7)第二章 PLC和HMl基础 (9)2.1 可编程控制器基础 (9)2.1. 1 可编程控制器的产生和应用 (9)2.1.2 可编程控制器的组成和工作原理 (9)2. 1. 3 可编程控制器的分类及特点 (12)2. 1. 4 西门子S7-200 PLC简介 (12)2.2人机界面基础 (12)2.2 .1 人机界面的定义 (12)2.2 .2人机界面产品的组成及工作原理 (13)2.2.3人机界面产品的特点 (13)2. 2. 4组态王 (13)第三章系统的理论分析及控制方案确定 (15)3.1基本硬件设备的选型 (15)3.2变电站主控楼供配电系统的电气主接线设计 (15)3.3变电站主控楼供配电系统控制回路的设计 (16)3.3.1控制回路的动作过程 (18)第四章 PLC控制系统硬件设计 (20)4.1 PLC控制系统设计的基本原则和步骤 (20)4.1 .1 PLC控制系统设计的基本原则 (20)4. 1. 2 PLC控制系统设计的一般步骤 (22)4.2 PLC的选型与硬件配置 (24)4.2. 1 PLC型号的选择 (24)4.2 .2 S7-200 CPU的选择 (25)4.2.3 I/O点分配及电气连接图 (25)第5章供配电监控系统的软件设计 (27)5.1 plc程序设计方法 (27)5.2 编程软件STEP7-Micro/WIN概述 (28)5.2.1 梯形图的语言特点 (28)5.2 PLC 的控制流程 (28)5.2.2 PLC程序编制 (30)5.2.3梯形图程序 (30)5.3人机界面(HMI)设计 (31)5.3.1 组态王的通信参数设置 (31)5.3.2 新建工程与组态变量 (32)5.3.3 组态画面 (33)5.3.4 监控系统界面 (34)第6章总结与展望 (36)第一章绪论1.1课题的研究现状国际上现流行的供配电管理系统和配电自动化主要是针对中低压系统而言的(称为馈线自动化)。
PLC应用技术案例模块一基本单元电路与经验设计法1.3 知识点3梯形图的经验设计法、继电器系统PLC改造方法
知识点3梯形图的经验设计法、继电器控制系统PLC改造方法1、知识目标(1)掌握三菱FX系列PLC梯形图基本单元电路的功能(2)掌握利用基本单元电路设计简单控制要求的梯形图程序;(3)掌握梯形图的经验设计法(4)熟悉PLC系统组成及利用PLC改造继电控制系统的方法与步骤。
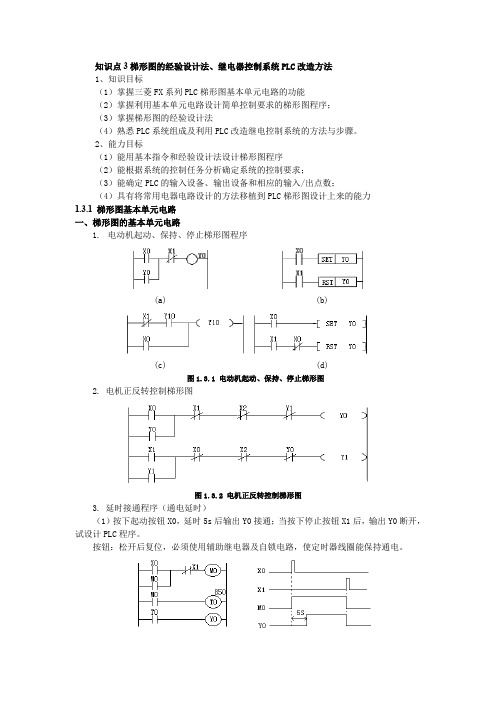
2、能力目标(1)能用基本指令和经验设计法设计梯形图程序(2)能根据系统的控制任务分析确定系统的控制要求;(3)能确定PLC的输入设备、输出设备和相应的输入/出点数;(4)具有将常用电器电路设计的方法移植到PLC梯形图设计上来的能力1.3.1 梯形图基本单元电路一、梯形图的基本单元电路1.电动机起动、保持、停止梯形图程序(a) (b)(c) (d)图1.3.1 电动机起动、保持、停止梯形图2. 电机正反转控制梯形图图1.3.2 电机正反转控制梯形图3. 延时接通程序(通电延时)(1)按下起动按钮X0,延时5s后输出Y0接通;当按下停止按钮X1后,输出Y0断开,试设计PLC程序。
按钮:松开后复位,必须使用辅助继电器及自锁电路,使定时器线圈能保持通电。
(a)延时5秒接通程序 (b)时序图图1.3.3 延时接通程序(通电延时)(2)按下起动开关X0,延时5s 后输出Y0接通;当按下停止按钮X1后,输出Y0断开,试设计PLC 程序。
(a)延时5秒接通程序 (b)时序图图1.3.4延时接通程序(通电延时)4. 延时断开程序(断电延时)输入信号X0接通后,输出Y0马上接通;当X0断开后,输出延时5s 后断开。
图1.3.5 延时断开程序(断电延时)5. 延时接通延时断开程序X0控制Y1,要求在X0变为ON 后延时9S 后Y1才变为ON ,X0变为OFF 再过7S 后 Y1才变为OFF 。
图1.3.6 延时接通延时断开程序6.长延时程序FX2N 系列PLC 的定时器最长定时时间为3276.7s ,下面介绍长延时程序。
(1)多个定时器组合用FX2N 系列PLC 实现5000s 的延时程序。
基于PLC的电梯控制系统(s7-200仿真)

摘要本文在阐述电梯和PLC的结构并工作原理的基础上,使用PLC(西门子S7-200 CPU226)及其扩展模块,设计了一个四层的电梯的控制系统。
设计了电梯的拖动回路,选择了曳引电机,并使用了安川616G5变频器,设置了控制方式参数、运行方式参数、S特性曲线参数等变频器参数,实现了曳引电机的启动、制动与调速。
采用模块化编程思想使用STEP7-MicroWIN SP9软件编写了梯形图,并通过梯形图,实现了包括电梯的启动与制动、楼层指示功能、轿厢内指令和轿厢外召唤信号的登记与消除、电梯运行方向的控制、电梯的开关门、超重报警和手动按响警铃等功能。
最后,使用S7-200编程仿真软件做了部分功能的仿真。
关键词:四层, 电梯, PLC, 控制系统ABSTRACTThe structure and working principle of the elevator and the programmable logic controller (PLC) are introduced and PLC (Siemens S7-200 CPU226) whit its extension module is used in the design of a four-storey elevator control system in this paper. To designing the drag circuit of the elevator, major parameters of traction motor is selected and Yaskawa inverter is used to controlling the speed of the traction motor whit it’s parameters set, such as control mode parameters, operation mode parameters, S characteristic curve parameters and so on. Using the step 7-MicroWIN SP9 software to compiling ladder diagram, many functions, including elevator starting and braking, the floor indicator function, the car instructions and the car outside the call signal of registration and eliminate, running direction of the elevator control, elevator door switch, overweight alarm and manual according to sound the fire alarm, is realized. At last some simulation of the functions is did with the use of S7-200 programming simulation software.Key words:four-story, elevator, PLC, control system.目录1 绪论 (1)1.1 论文的背景及意义 (1)1.2 电梯控制系统发展现状 (2)1.2.1 电梯继电器控制系统的特点及存在问题 (2)1.2.2 PLC在电梯控制中的应用特点 (3)1.3 论文的主要内容 (4)2 电梯综述 (5)2.1 电梯的定义与简介 (5)2.2 电梯的历史发展 (6)2.3 电梯的分类 (8)2.4 电梯的主要参数及性能指标 (10)2.4.1 性能指标 (10)2.4.2 主要参数 (11)2.5 电梯的结构 (12)2.6 电梯的控制要求 (15)3 总体方案设计 (17)3.1 控制系统的组成 (17)3.2 信号控制系统 (17)3.3 基于PLC的电梯控制系统要实现的功能 (18)4 硬件的选择与设计 (19)4.1 PLC简介 (19)4.1.1 PLC定义 (19)4.1.2 PLC的特点 (19)4.1.3 PLC的主要功能和应用 (21)4.2 变频器的选择 (23)4.2.1 通用变频器概况 (23)4.2.2 通用变频器的功率输出驱动技术动向 (24)4.2.3 VS一616G5型变频器参数设置 (26)4.3 其他硬件的选择 (29)4.3.1 曳引电机的选择 (29)4.3.2 电梯制动器原理 (29)4.4 PLC系统硬件设计 (30)4.4.1 I/O点估计 (30)4.4.2 选择PLC型号 (31)4.4.3 电梯硬件接线图 (32)5 软件设计 (33)5.1 PLC的编程语言与STEP 7概述 (33)5.2 电梯PLC程序流程图 (34)5.3 梯形图设计 (35)6 仿真 (44)6.1 S7-200仿真软件的使用 (44)6.2 PLC电梯控制系统仿真过程 (45)6.2.1 内呼仿真 (45)6.2.2 报警信号仿真 (47)致谢 (50)参考文献 (51)附录 (52)1绪论1.1论文的背景及意义在科学技术飞速发展、城市现代化进程突飞猛进的今天,电梯因为其高效、迅捷、安全、可靠的垂直运输能力,已经成为了人们不可或缺的运输工具,它被广泛应用于几乎所有现代高层建筑中,如办公大楼、宾馆、住宅、医院、仓库、工矿企业、码头、大型货轮等。
Z3050摇臂钻床的PLC改造设计——毕业设计论文

目录前言 (1)摘要、关键词 (2)英文摘要、英文关键词 (3)目录 (1)结束语 (20)致谢 (21)[参考文献] (22)附录 (23)主电路 (23)PLC外部接线图 (24)梯形图 (25)前言传统机床控制系统基本上采用交流继电器接触器控制方式,可靠性较差。
存在触点寿命低、故障率高、线路维护困难等缺点。
可编程控制器(PLC)是以微处理器为基础,综合计算机技术、自动控制技术和通信技术发展起来的一种工业自动控制装置,应用灵活、可靠性高、维护方便。
应用PLC对传统机床控制系统进行改造可取得良好效果。
把PLC 控制技术应用到改造Z3050 摇臂钻床电气控制系统中去,从而大大提高摇臂钻床的工作性能。
论文对摇臂钻床主电路进行了分析,对控制线路进行了详细的阐述,完成了电气制系统硬件和软件的设计,其中包括PLC机型的选择、输入输出信号及地址的分配、I/O 端口的分配、PLC 梯形图程序的设计。
Z3050摇臂钻床的PLC改造设计摘要传统机床控制系统基本上采用交流继电器接触器控制方式,可靠性较差。
存在触点寿命低、故障率高、线路维护困难等缺点。
可编程控制器(PLC)是以微处理器为基础,综合计算机技术、自动控制技术和通信技术发展起来的一种工业自动控制装置,应用灵活、可靠性高、维护方便。
应用PLC对传统机床控制系统进行改造可取得良好效果。
把 PLC 控制技术应用到改造 Z3050B摇臂钻床电气控制系统中去,从而大大提高摇臂钻床的工作性能。
【关键字】:摇臂钻床PLC 梯形图AbstractTraditional machine tool control system basically adopts relay contactor control method, the reliability is poorer. Low contact life, the failure rate is high, shortcomings and so on line maintenance difficulties. Programmable controller (PLC) is based on microprocessor, integrated computer technology,automatic control technology and communication technology developed a kind of industrial automatic control device, application flexibility, high reliability, easy maintenance. Using PLC to transform the traditional machine tool control system can achieve good effect to the PLC control technology is applied to transform Z3050 radial drilling machine electric control system, thus greatly improve the performance of radial drilling machine.【Key word】: radial drilling machine PLC ladder diagram第一章 Z3050摇臂钻床的主要结构及运动形式主要结构Z3050摇臂钻床是一种用途广泛的万能机床,适用于加工中小零件,可以进行钻孔、扩孔、铰孔、刮平面及改螺纹等多种形式的加工,增加适当的工艺装备还可以进行镗孔。