ABS电镀的工艺流程
ABS塑料直接电镀的前处理工艺流程手册

ABS塑料直接电镀的前处理工艺流程手册塑料电镀产品和金属电镀件相比,具有轻质、易加工、表面光泽性和整平性好等优点,在汽车、摩托车、五金、日常家用品等方面有广泛的用途,而且应用领域会越来越广,对电镀质量的要求也会越来越高。
下面是店铺精心为你们整理的ABS塑料直接电镀的前处理工艺流程手册的相关内容,希望你们会喜欢!ABS塑料直接电镀的前处理工艺流程手册传统的硝酸银-化学铜工艺具有操作简易、成本低等特点,但工艺稳定性差、镀层表面易产生麻点,而且化学镀铜多采用甲醛作还原剂,对人体健康有较大危害。
另外,此工艺不适合自动化生产,很难适应高品质和大面积塑料件的电镀要求。
而目前的主流工艺——胶体钯-化学镀镍工艺较硝酸银-化学铜工艺有了长足的进步,可用于自动线生产,稳定性也有所提高,但仍存在化学镀镍成本高、易老化、寿命短等缺点,同时该工艺经常产生令人头痛的挂具上镀问题。
另外,化学镍镀层容易钝化、内应力大、韧性差,容易影响后续镀层的结合力。
近年来,美国安美特公司推出了以铜置换为特征的塑料直接电镀工艺,引发了塑料电镀的新革命。
本公司通过不懈努力,开发出具有自身特点的ABS塑料直接电镀工艺,与国外同类工艺相比,该工艺具有导电性能更好、稳定性更强、成本更低等特点,工件经胶体钯活化后无须解胶即可直接进行铜置换操作,流程及时间大大缩短。
经过几年的生产应用,用户反映良好。
工艺流程除油→水洗→酸洗→粗化→ 回收→水洗→还原→水洗→还原→水洗→预浸→胶体钯活化→回收→水洗→铜置换→回收→水洗→电镀。
工艺处理过程及操作规范1. 除油一些应力高的ABS塑料应先适当去应力后再除油,多数ABS塑料可以直接进行除油。
在注塑加工及其它处理过程中,塑料件难免沾上油污。
除油有利于塑料表面粗化的均匀,同时,增加了粗化液的使用寿命。
对于手工线,塑料镀件可以采用手工擦洗除油后再上挂;对于自动线,塑料镀件可以直接上挂除油。
配方及工艺条件:SP-1 20~40 g / L温度40~50 ℃时间 3~10 min2. 粗化粗化是塑料电镀过程中很重要的一环,粗化的好坏直接影响到镀层的结合力、光亮度及镀层的完整性。
电镀工艺简介
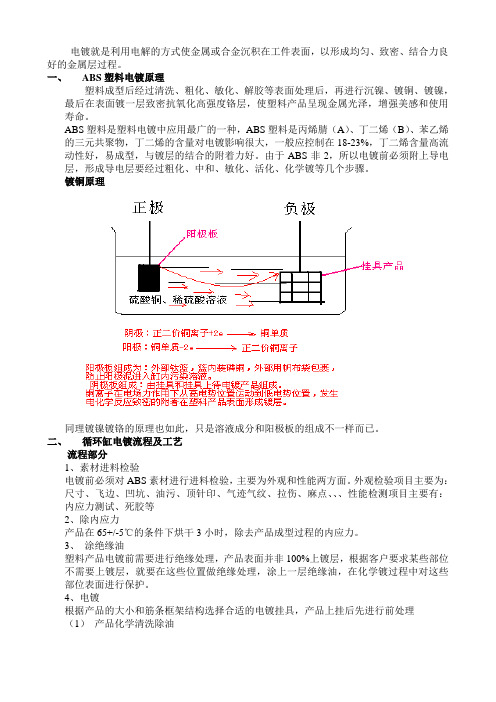
电镀就是利用电解的方式使金属或合金沉积在工件表面,以形成均匀、致密、结合力良好的金属层过程。
一、ABS塑料电镀原理塑料成型后经过清洗、粗化、敏化、解胶等表面处理后,再进行沉镍、镀铜、镀镍,最后在表面镀一层致密抗氧化高强度铬层,使塑料产品呈现金属光泽,增强美感和使用寿命。
ABS塑料是塑料电镀中应用最广的一种,ABS塑料是丙烯腈(A)、丁二烯(B)、苯乙烯的三元共聚物,丁二烯的含量对电镀影响很大,一般应控制在18-23%,丁二烯含量高流动性好,易成型,与镀层的结合的附着力好。
由于ABS非2,所以电镀前必须附上导电层,形成导电层要经过粗化、中和、敏化、活化、化学镀等几个步骤。
镀铜原理同理镀镍镀铬的原理也如此,只是溶液成分和阳极板的组成不一样而已。
二、循环缸电镀流程及工艺流程部分1、素材进料检验电镀前必须对ABS素材进行进料检验,主要为外观和性能两方面。
外观检验项目主要为:尺寸、飞边、凹坑、油污、顶针印、气迹气纹、拉伤、麻点、、、性能检测项目主要有:内应力测试、死胶等2、除内应力产品在65+/-5℃的条件下烘干3小时,除去产品成型过程的内应力。
3、涂绝缘油塑料产品电镀前需要进行绝缘处理,产品表面并非100%上镀层,根据客户要求某些部位不需要上镀层,就要在这些位置做绝缘处理,涂上一层绝缘油,在化学镀过程中对这些部位表面进行保护。
4、电镀根据产品的大小和筋条框架结构选择合适的电镀挂具,产品上挂后先进行前处理(1)产品化学清洗除油化学除油的原理为利用碱性溶液对油脂的皂化作用可除去皂化性油脂,利用表面活性剂的乳化作用除去非皂化性油脂。
清洗缸液主要为去污粉、10-20g/L氢氧化钠的水溶液,在打气的作用下,产品在60-68℃温度下,时间为1-5分钟对表面脱模剂、指纹、蜡质层等可见杂质进行清理。
皂化反应方程式是:(C17H35COO)3C3H5+3NaOH=3C17H35COONa+C3H5(OH)3(2)亲水浸泡亲水缸主要成分为稀硫酸(20-30ml/L)、亲水剂(5ml/L),在30-40℃温度下对产品清洗2-8分钟,目的是使后续处理过程中溶液能充分接触产品表面。
ABS电镀基本工艺概述
制 品
制 品 镀液 硫酸镍 氯化镍 硼酸 (添加剂)
ABS
半光镍
镍是一种带微黄的银白色金属,具有良好的导电性能和导热性能。 1基本化学特性: 镍在有机酸中很稳定,在硫酸、盐酸中溶解很慢,在浓硝酸中处于钝 化状态,但在稀硝酸中则不稳定。镍在空气中或在潮湿空气中比铁稳定,在 空气中形成透明的钝化膜而不再继续氧化,耐蚀性好。 2半光镍镀层含硫小于0.005%,延伸率一般大于8%,它是工程镍中多层镍 的底层,电镀中一般半光镍的厚度不低于总镍的50%,外饰件为60%。
氯化镍 只有硫酸镍的镀液,通电后镍阳极的表面很易钝化,影响 镍阳极的正常溶解,镀液中镍离子含量迅速减少,导致镀液性 能恶化。 加入氯离子,能显著改善阳极的溶解性,还能提高镀液的 导电率,改善镀液的分散能力,因而氯离子是镀镍液中不可缺 少的成分。但氯离子含量不能过高,否则会引起阳极过腐蚀或 不规则溶解,产生大量阳极泥,悬浮于镀液中,使镀层粗糙或 形成毛刺。
阳极
采用含磷铜合金,其中磷含量:0.04~0.06%. 作用如下: 1.在溶解过程中形成可导电黑膜Cu3P,催化一价铜的 氧化; 2.阻止一价铜进入溶液; 3.阻止阳极的过快溶解,较少阳极泥产生,保持溶液 Cu2+浓度的稳定。
3、镀镍
+
ー
+
钛篮 阳极袋
Ni
金属镍
Cu
化学镍
Pd Pd Pd Pd Pd Pd Pd Pd
光亮剂
工艺范围及条件
操作条件
成份
工艺范围
温度℃ 搅拌 阳极 PH
CuSO4
H2SO4 Cl-
190-230g/L
65-72g/L 60-100ppm 25±1℃ 空拌 磷铜 /
、各组分作用
abs、pc-abs塑料件电镀工艺流程

ABS、PC/ABS塑料件电镀工艺流程工艺流程式产品代号作用及特点除油/预溶胀MT-810 去除油污,并对工件表面进行整理亲水MT-812 改善整理后塑料表面的亲水情况一次粗化硫酸+铬酸盐二次粗化铬酸盐+硫酸中和还原MT-820 Na2SO3e及其它还原剂整面MT-830 改善粗化后的塑料表面状态,使之更加均匀活化MT-833 适合各种塑料的高稳定性、高活化强度的胶体钯解胶MT-840 该过程为室温高速解胶,约30秒左右化学镍MT-860 弱碱性,中低温(30-50℃)工艺,沉积速度快(≥10μm/H), 使用周期可达8-10周期焦铜时间3-5分钟,温度35-40℃酸铜+半亮镍(+高硫镍)+光亮镍(+镍封)+铬注:1、是否用高硫镍和镍封,视产品CASS试验阶段而定;2、整个工艺流程中,亲水后应直接粗化,其余各步骤之间应有水洗;3、整个作业过程不必更换挂具;4、该工艺对PC/ABS复合材料要求PC 含量≤40%;对于PC 含量≥40%或者纯PC料為了防止電鍍後的變形,倒是需要注意塑料件模具的流道和各部入水的設計。
比如刻意設計一些輔助連接骨位,以利於導電等.电镀又真空镀与水镀两种。
4x h3E%h.Y 真空镀可以配出各类颜色,颜色的可选择性不如塑胶啤件那么多,要注意,部分颜色中含有重金属成分,玩具产品可能无法通过检测。
U.q塑料电镀的应用装饰性应用装饰性应用(1) 汽车及其他交通工具类在汽车追求轻量化而又豪华美观发展过程中,塑料电镀起到了至关重要的作用。
从车门拉手、汽车商标、标徽、车内饰、反光镜、表盘装饰、操作杆头、方向盘装饰、高级车轮壳罩等,都在大量采用塑料电镀制品。
不仅仅是汽车装饰零件,在摩托车和自行车上也有大量采用的例子,因为增加塑料配件的用量对于降低车体自重是非常有效的措施,但是,如果没有电镀金属作为其表面的装饰和防护,要想在汽车摩托车行业大量采用塑料是很困难的。
现在为汽车塑料进行电镀加工的厂商已经有很大规模,有些加工企业已经可以承揽从模具设计制造到塑料成型、电镀加工一体化的订单。
ABS+PC-塑料高档电镀工艺流程

ABS+PC塑料高档电镀工艺流程恩森(台州)化学有限公司技术部ABS树脂是丙烯睛-1,3丁二烯-苯乙烯三元接枝共聚物,其中,丙烯腈占15%~35%,丁二烯占5%~30%,苯乙烯占40%~60%,随着三种成分比例的调整,树脂的物理性能会有一定的变化:1,3-丁二烯为ABS树脂提供低温延展性和抗冲击性,但是过多的丁二烯会降低树脂的硬度、光泽及流动性;丙烯腈为ABS树脂提供硬度、耐热性、耐酸碱盐等化学腐蚀的性质;苯乙烯为ABS树脂提供硬度、加工的流动性及产品表面的光洁度。
由于A BS耐油和耐酸、碱、盐及化学试剂等性能良好,并具有可电镀性,镀上金属层后有光泽好、比重轻、价格低等优点,可用来代替某些金属。
ABS树脂可与多种树脂配混成共混物,如PC/ABS,利有两种材料性能优点,并降低成。
在PC/ABS合金中,PC(聚碳酸脂)主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性, ABS则能改进可成型性,表观质量,降低密度。
ﻫ在ABS树脂中,1,3丁二烯橡胶颗粒为分散相,AS为连续相,在电子显微镜下可以观察到丁二烯橡胶相呈球状均匀地嵌入在丙烯腈-苯乙烯树脂相中。
在化学粗化时,橡胶相被氧化溶蚀,而连续的树脂相表面留下了大量微小的孔穴。
正是这些孔穴,使镀层被锚固在塑料表面,以获得良好的结合力。
用于电镀的ABS塑料要求丁二烯的含量在18~23%范围。
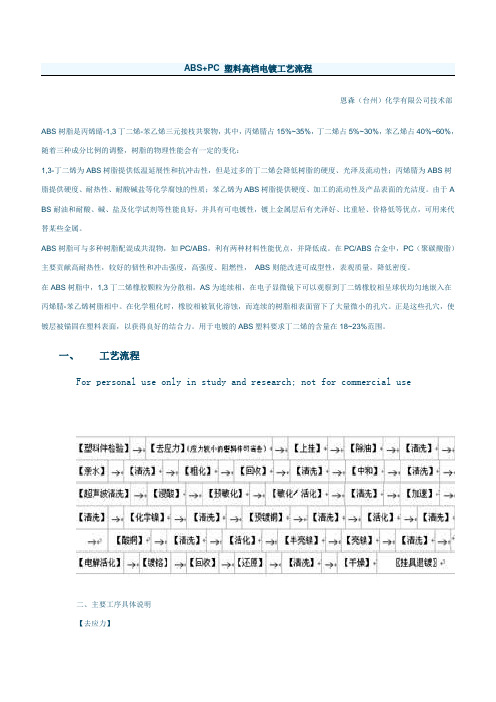
一、工艺流程二、主要工序具体说明ﻫ【去应力】ﻫ塑料件中存在一定的应力,必会对塑料件的粗化及以后一系列的前处理工序带来很多的问题。
因此,对应力较高的塑料件必须经过【去应力】这一工序。
特别对PC含量高的塑料件(PC≧40%),由于PC物料本身自润滑性差,有应力开裂倾向,成型时收缩率小,易发生熔融开裂和应力集中现象,需采用退火等方法去除应力。
【除油】塑料表面上往往存在指纹、油脂等有机物沾污以及由于静电作用产生的尘埃等附着物,通过除油可以有利于塑料表面粗化均匀,同时增加粗化液的使用寿命。
ABS PC_塑料高档电镀工艺流程
ABS+PC 塑料高档电镀工艺流程恩森(台州)化学有限公司技术部ABS树脂是丙烯睛-1,3丁二烯-苯乙烯三元接枝共聚物,其中,丙烯腈占15%~35%,丁二烯占5%~30%,苯乙烯占40%~60%,随着三种成分比例的调整,树脂的物理性能会有一定的变化:1,3-丁二烯为ABS树脂提供低温延展性和抗冲击性,但是过多的丁二烯会降低树脂的硬度、光泽及流动性;丙烯腈为ABS树脂提供硬度、耐热性、耐酸碱盐等化学腐蚀的性质;苯乙烯为ABS树脂提供硬度、加工的流动性及产品表面的光洁度。
由于A BS耐油和耐酸、碱、盐及化学试剂等性能良好,并具有可电镀性,镀上金属层后有光泽好、比重轻、价格低等优点,可用来代替某些金属。
ABS树脂可与多种树脂配混成共混物,如PC/ABS,利有两种材料性能优点,并降低成。
在PC/ABS合金中,PC(聚碳酸脂)主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性,ABS则能改进可成型性,表观质量,降低密度。
在ABS树脂中,1,3丁二烯橡胶颗粒为分散相,AS为连续相,在电子显微镜下可以观察到丁二烯橡胶相呈球状均匀地嵌入在丙烯腈-苯乙烯树脂相中。
在化学粗化时,橡胶相被氧化溶蚀,而连续的树脂相表面留下了大量微小的孔穴。
正是这些孔穴,使镀层被锚固在塑料表面,以获得良好的结合力。
用于电镀的ABS塑料要求丁二烯的含量在18~23%范围。
一、工艺流程For personal use only in study and research; not for commercial use二、主要工序具体说明【去应力】塑料件中存在一定的应力,必会对塑料件的粗化及以后一系列的前处理工序带来很多的问题。
因此,对应力较高的塑料件必须经过【去应力】这一工序。
特别对PC含量高的塑料件(PC≧40%),由于PC物料本身自润滑性差,有应力开裂倾向,成型时收缩率小,易发生熔融开裂和应力集中现象,需采用退火等方法去除应力。
【除油】塑料表面上往往存在指纹、油脂等有机物沾污以及由于静电作用产生的尘埃等附着物,通过除油可以有利于塑料表面粗化均匀,同时增加粗化液的使用寿命。
ABS塑料电镀
精选ppt
15
13、镍前活化:除去光铜表面的氧化膜和附着在 镀层表面的多余光剂等,使铜层与镍层的结合力 良好,减少电镀起泡。
14、半光镍:为铜层的保护层,镀层不含硫,有 较佳防蚀性能。
精选ppt
8
(三)成型工艺对电镀的影响
1、设备的选择 为了能充分进行混炼, 使树脂、温度均匀,制品表面丁二烯球 状分布均匀,最好选用螺旋式注射机。
2、脱模剂 脱模剂易沾附在塑料制品 表面,除油时不易去除干净,若粗化不 充分,则会影响镀层附着力,为此最好 不用脱模剂。对于有机硅系的脱模剂则 绝对不能使用。
精选ppt
4
(二)塑料制件电镀对外形设计和模 具设计的要求
1、塑料制件外形设计的原则
A、制品表面应平滑,里面不作镜面的地方, 尽可能做成梨点状或压花纹,以便于粗化,提 高镀层附着力,并掩盖小的缺陷和伤痕。
B、不应有盲孔,如必须有时,其深度应为它 的直径的二分之一到三分之一。深孔应应浅一 些,并且直径大一些。槽或孔之间的距离不要 太近,其边缘都应倒圆。
精选ppt
12
4、中和:中和主要物质为亚硫酸钠或盐酸, 主要是将被粗化产品表面附着的铬酸除去, 使洗涤更干净,同时也使后几道工序减少铬 酸引起的污染。
5、敏化:将经中和后呈弱碱性的产品表面 酸化,以方便NP-8催化的进行。
6、NP-8催化:NP-8是前处理极为重要的一 环,NP-8是具有很高活性的金属胶体微粒, 该胶体很容易附于经粗化后的塑胶产品表面, 使产品表面产生可活化的表面,能够与工艺 中的化学镍发生催化作用而产生较为均匀的 镍合金沉积。
ABS塑料电镀
C、制品都应该设计得有足够的强度,壁厚不
要太薄,最好大于3MM,至少为1.5MM。壁厚 不要有突变. D、不应有锐边、尖角及锯齿形,若必须有时, 其边缘应尽量倒圆。 E、尽量避免大面积的平面,因为它不易得到 均匀的光泽。 F、应有足够多的挂具点(因化学镍镀层很薄, 导电比金属件要差得多,最少不得少于三个挂 点),设计挂具点时应选择壁厚部位(预防 变形),如有薄壁要求的应设计辅助挂位, 挂位设计尽可能走左右或上下弹,而不要用 夹的方式。
2、水份的影响 ABS颗粒很易吸水,为了 使其在压注前的水份含量低于0.1%,必须 预先在80℃的热风干燥箱中烘干2~4小时, 同时还必须注意压注的环境,务必保持干 燥,相对湿度不要太高,否则压注后在制 件表面会产生小气泡,电镀后气泡更大。 3、再生料及杂质的影响 要电镀的ABS塑 料,其成份必须一致,不允许混入其他成 份,更不允许掺入其他杂质。对同成分的 再生料也不能用,若一定要用时,应经过 试验并严格控制比例,否则都将得不到良 好的附着力。
ABS塑料电镀
一、ABS塑料成型及设计对电镀的 影响 二、塑料电镀的工艺流程及各工序 作用
一、ABS塑料成型及设计对电镀的影响
(一)ABS塑料成分对电镀的影响
(二)塑料制件电镀对外形设计和 模具设计的要求
(一)ABS塑料成分对电镀的影响
1、丁二烯的含量 ABS塑料是否易 镀,除了制造方法以外,与塑料中 丁二烯的含量关系很大,一般说来, 丁二烯含量高,流动性好,成型容 易,电镀后的镀层附着力好。(丁 二烯含量一般控制在18~23%)
9、焦铜前活化:除去化学镍层表面的氧化 膜,使之后的金属镀层结合力良好。 10、焦铜:化学镍层较薄(0.3um),如直 接进行光亮镀铜,将难以承受如此高的电的 电流密度,故需先预镀一层均匀的延展性良 好的镀层,使之电流承受提高,以方便光铜 的电镀。 11、光铜前活化:除去焦铜表面生成的氧化 膜。 12、光铜:光铜具有较高的光亮度,良好的 填平能力,能淹盖塑胶表面较浅的横纹,现 时工艺可控制厚度在5-20um,镀层内应力小。