螺栓紧固的技术要求
螺纹连接设计及螺栓紧固力矩设定

⑹组合件
• 螺栓组合件——六角头螺栓,弹垫、平垫组合件。 • 螺母组合件——六角头螺母和弹垫组合件
螺纹连接件的规格及技术要求
1.螺纹连接件的规格
⑴螺栓主参数
• 螺纹直径——根据标准件系列 • 螺 距 ——分粗牙和细牙两种规格 • 头部形状——六角头和六角头法兰面 • 强度等级——根据标准件系列
⑵其它要求
JIS G 4105
螺纹连接件• GB 系列——4、5、6、8
数字表示保证应力值,如6表示保证应力为600 MPa 对应不同的螺纹规格,数值有差异。
• MES系列——六角螺母(540、600、800、1000)
数字表示保证应力值对应不同的螺纹规格,数值有差异。 六角法兰面螺母(6、8)
590
540
510
480
10.9
940
875
790
745
705
12.9
1100
1020
925
875
825
• 高温下工作的螺栓结构(如排气系及发动机内高温部分),应重视
上述螺栓机械性能降低问题,设计时进行充分的验算。
• 低温下工作的螺栓结构存在同样的问题,设计时应加以注意。
螺纹连接件的规格及技术要求
螺纹连接设计及 螺栓紧固力矩设定
发动机设计部
2012-11-22
目录
一. 概述 二. 螺纹连接件的类型 三. 螺纹连接件的规格及技术要求 四. 螺纹连接结构的设计 五. 螺纹紧固力矩的设定方法
概述
1.螺纹连接的应用
⑴常用连接方式
• 螺纹连接 • 焊接 • 粘接 • 铆接 • 其它(如过盈配合)
• 螺纹连接是主要的连接方式,在需要进行折卸及组装的场
汽轮机汽缸螺栓紧固浅议

汽轮机汽缸螺栓紧固浅议摘要:介绍了汽轮机螺栓紧固的要求、螺栓紧固的顺序,对比了热紧螺栓加热技术中电阻加热和感应加热的优劣,提出了操作过程的注意要点。
关键词:螺栓加热气缸中分面汽轮机1.概述汽轮机汽缸中分面的螺栓要求很高的预紧力,一般可通过下述方法达到。
1)冷态拧紧是在冷态时,对螺栓施加相当大的机械力。
目前,一般采用液压拧紧。
2)热态拧紧,就是加热螺栓,松解汽缸法兰螺栓时对螺栓进行加热,螺栓伸长至螺母与法兰面分离、消除预紧力后旋松螺母;拧紧螺栓时对螺栓进行加热,螺栓伸长后将螺母旋拧到预定位置,冷却后获得足够的预紧力。
1.螺栓紧固要求对于汽轮机螺栓直径不小于M52的螺栓,采用冷紧的方法不能达到设计要求的扭矩,一般采用热紧方法,热紧螺栓在热紧前必须先进行冷紧。
1) 螺栓紧固后需保证汽轮机在运行周期内结合面的严密性,中分面不能出现漏汽缺陷。
2) 紧固顺序、紧固方法及紧固力矩应符合制造厂技术文件的规定。
3) 螺栓紧固前需涂抹防咬合剂,防止螺栓咬死。
4) 螺栓预紧力应尽量均匀,防止出现部分螺栓预紧力过大导致的螺栓损坏或汽缸变形。
螺栓冷紧目的是消除由汽缸自重引起的结合面间隙,并将结合面上的汽缸密封脂挤压至一定厚度,给螺栓热紧准确的基准。
运行时间少于5年的汽缸结合面间隙一般都是由汽缸自重产生的自然垂弧引起的,而运行时间较长的汽轮机汽缸存在一定的永久变形,冷紧螺栓时还要考虑汽缸变形引起的结合面间隙,冷紧力矩要相应加大。
在汽缸变形不大的情况下,可用加大冷紧力矩的方法,冷紧可采用呆扳手、电动、气动或油压扳手冷紧。
1.螺栓紧固的顺序螺栓冷紧的顺序应该是从汽缸中间位置开始向前面后端部同时依次紧固,而且左右两侧必须同时进行,螺栓紧固顺序如图1所示。
图 1 汽轮机汽缸螺栓紧固示意图一般情况下,汽缸中间位置也就是汽缸结合面间隙和变形最大的位置,如果变形不在中间部位,则应先紧固汽缸间隙和变形最大部位的螺栓,然后从汽缸中间位置按顺序进行紧固。
高强度螺栓连接施工技术标准
高强度螺栓连接施工技术标准6.3.1施工准备6.3.1.1技术准备1应针对高强度螺栓连接编制专门的作业指导书,指导施工。
2 对有关人员进行技术培训、交底,技术交底主要内容如下:1)高强度螺栓的使用特点和要求;2)高强度螺栓的紧固工艺要点和紧固原则;3)高强度螺栓的扭矩系数和摩擦面抗滑移系数;4)高强度螺栓的储运、保管和现场施工要求;5)高强度螺栓扭矩扳手的性能和使用方法;6)高强度螺栓电动扳手的性能和使用方法。
7)高强度螺栓紧固后的自检要求和检查方法、内容。
3 其它要求同6.2.1.1条,6.3.1.2材料准备高强度螺栓连接副、被连接的钢部(构)件。
6.3.1.3主要机具电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、冲子、锤子。
6.3.1.4作业条件1 检查螺栓孔的孔径尺寸,孔边毛刺必须清除掉。
2 紧固件的连接钢板应紧固密贴,外观排列整齐,应清除飞边、毛刺、焊接飞溅物。
3 高强度螺栓连接摩擦面应按设计要求进行抗滑移系数复验。
摩擦面保持干燥、整洁。
4 同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
5 力矩扳手应经过校验。
6.3.2材料质量控制6.3.2.1运到工地的大六角头高强度螺栓连接副应及时检验其螺栓楔负载、螺母保证载荷、螺母及垫圈硬度、连接副的扭矩系数平均值和标准偏差。
检验结果应符合《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》GB 1231的规定,合格后方可使用。
6.3.2.2运到工地的扭剪型高强度螺栓连接副应及时检验其螺栓楔负载、螺母保证载荷、螺母及垫圈硬度、连接副的紧固轴力平均值和变异系数。
检验结果应符合《钢结构用扭剪型高强度螺栓连接副技术条件》GB 3633的规定,合格后方可使用。
6.3.2.3螺栓螺纹表面不得有损坏。
6.3.2.4其它要求参见4.7.3条。
6.3.3施工工艺6.3.3.1工艺流程施工准备→选择螺栓并配套→摩擦面抗滑移系数复验→接头组装→安装临时螺栓→安装高强度螺栓→高强度螺栓紧固→检查验收6.3.3.2施工要点1 高强度螺栓安装的一般要求。
现行螺栓国家标准

紧固件表面缺陷螺栓、螺钉和螺柱特殊要求
GB/T 5780-2000
六角头螺栓C级
GB/T 5781-2000
六角头螺栓全螺纹C级
GB/T 5782-2000
六角头螺栓
GB/T 5783-2000
六角头螺栓全螺纹
GB/T 5784-1986
六角头螺栓细杆B级
GB/T 5785-2000
六角头螺栓细牙
GJB
光杆公差带f9抗剪型100°沉头高锁螺栓
GJB
光杆公差带r6抗剪型平头高锁螺栓
GJB
光杆公差带f9抗剪型平头高锁螺栓
GJB 1832-1993
爆炸螺栓通用规范
GJB 2893-1997
高锁螺栓通用规范
GJB K
MJ螺纹第2部分:螺栓和螺母螺纹的极限尺寸
GJB 3371-1998
普通螺纹螺栓
GJB 3374-1998
GB/T 16939-1997
钢网架螺栓球节点用高强度螺栓
GB/T
栓接结构用大六角头螺栓螺纹长度按GB/T 3106 C级和级
GB/T
栓接结构用大六角螺栓短螺丝长度C级和级
GB/T
栓接结构用1型大六角螺栓B级10级
GB/T
栓接结构用1型大六角螺栓热浸镀锌加大攻丝尺寸A和B级5、6和8级
GB/T 19990-2005
加强半园头方颈螺栓
GB/T 798-1988
活节螺栓
GB/T 799-1988
地脚螺栓
GB/T 800-1988
沉头双榫螺栓
GB/T 801-1998
小半圆头低方颈螺栓B级
GB/T 8-1988
方头螺栓C级
GB/T 892-1986
螺栓标准规范及螺栓扭力标准
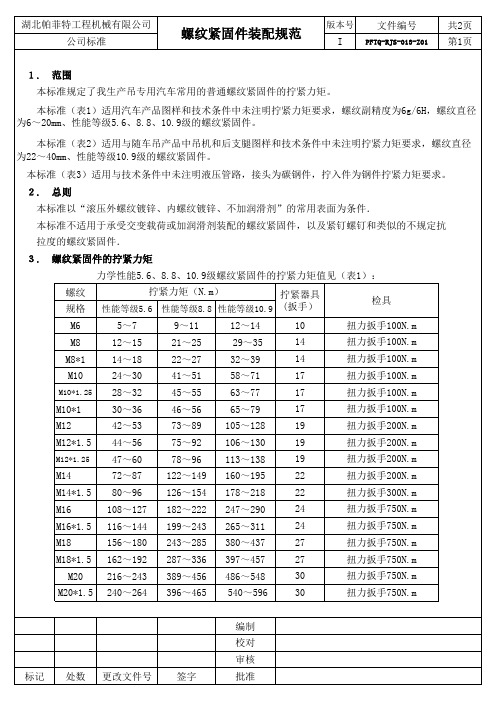
螺纹螺纹规格规格M22M33M24M36M27M39M30M42编制校对审核标记处数更改文件号批准725~862322413~315850921~1098362744~3283551372~1617413480~4500601666~1960464263~509665500N.m 接头螺纹规格拧紧力矩(N.m)接头螺纹规格拧紧力矩(N.m)M12*1.540N.m M33*2450N.m M14*1.550N.m M36*280N.m M39*2550N.m M18*1.5120N.m M42*2600N.m M20*1.5150N.m M45*2700N.mM22*1.5200N.m M24*1.5200N.m G 1/460N.m M26*1.5250N.m G 3/8120N.m M27*1.5250N.m G 1/2200N.m M30*1.5350N.m G 3/4250N.m M36*1.5500N.m G1450N.m G1 1/4600N.m M27*2250N.m G1 1/2800N.mM30*2350N.m 4. 螺栓装配标准签字 a、螺栓长度选择,(如图1)螺栓长度L=累积料厚H+1.8d(螺栓直径),及L=H+1.8d;(如图2)配自锁螺母的螺栓长度L=累积料厚H+1.5d(螺栓直径),及L=H+1.5d 。
b、螺栓漏头H1>3倍螺距P,如M12螺距P为1.75,H1>3*1.75 ,H1>5.25。
c、因螺栓长度每隔5mm壹个规格,实际使用时选长不选短。
拧紧力矩(N.m)拧紧器具(扳手) 螺纹直径为22~40mm、性能等级10.9级的螺纹紧固件拧紧力矩值见 (表2):拧紧力矩(N.m)拧紧器具(扳手)液压管路,接头为碳钢件,拧入件为钢件拧紧力矩值见 (表3):M16*1.5图L HdH 1LHdH 1。
现行螺栓国家标准

紧固件机械性能不锈钢螺栓、螺钉和螺柱
GB/T 3099-1982
螺栓、螺钉、螺母及附件名词术语
GB/T 31.1-1988
六角头螺杆带孔螺栓A和B级
GB/T 31.2-1988
六角头螺植带孔螺栓细杆B级
GB/T 31.3-1988
六角头螺杆带孔螺栓细牙A和B级
GB/T 3103.1-2002
GB/T 29.1-1988
六角头头部带槽螺栓A和B级
GB/T 29.2-1988
十字槽凹穴六角头螺栓
GB/T 3098.10-1993
紧固件机械性能有色金属制造的螺栓、螺钉、螺柱和螺母
GB/T 3098.1-2000
紧固件机械性能螺栓、螺钉和螺柱
GB/T 3098.13-1996
紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径1~10mm
现行螺栓国家标准标准号标准名称gbt101988沉头方颈螺栓gbt111988沉头带榫螺栓gbt121988半圆头方颈螺栓gbt12282006钢结构用高强度大六角头螺栓gbt12312006钢结构用高强度大六角头螺栓大六角螺母垫圈技术条件gbt131988半圆头带榫螺栓gbt141998大半圆头方颈螺栓gbt151988大半圆头带榫螺栓gbt15241988紧固件六角头螺栓和六角螺母用沉孔gbt1581996机床工作台形槽和相应螺栓gbt1667412004六角法兰面螺栓小系列gbt1667422004六角法兰面螺栓细牙小系列gbt169381997紧固件螺栓螺钉螺柱和螺母通用技术条件gbt169391997钢网架螺栓球节点用高强度螺栓gbt1823012000栓接结构用大六角头螺栓螺纹长度按gbt310688和109gbt1823022000栓接结构用大六角螺栓短螺丝长度88和109gbt1823042000栓接结构用1型大六角螺栓gbt1823062000栓接结构用1型大六角螺栓热浸镀锌加大攻丝尺寸agbt199902005土壤耕作机械土壤工作gbt271988六角头铰制孔用螺栓gbt281988六角头螺杆带孔铰制孔用螺栓gbt2911988六角头头部带槽螺栓gbt2921988十字槽凹穴六角头螺栓gbt3098101993紧固件机械性能有色金属制造的螺栓螺钉螺柱和螺母gbt309812000紧固件机械性能螺栓螺钉和螺柱gbt3098131996紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径110mmgbt309862000紧固件机械性能不锈钢螺栓螺钉和螺柱gbt30991982螺栓螺钉螺母及附件名词术语gbt3111988六角头螺杆带孔螺栓gbt3121988六角头螺植带孔螺栓gbt3131988六角头螺杆带孔螺栓细牙gbt310312002紧固件公差螺栓螺钉螺柱和螺母gbt310321982紧固件公差用于精密机械的螺栓螺钉和螺母gbt31052002普通螺栓和螺钉头下圆角半径gbt31061982螺栓螺钉和螺柱的公称长度和普通螺栓的螺纹长度gbt3211988六角头头部带孔螺栓gbt3221988六角头头部带孔螺栓gbt3231988六角头头部带孔螺栓细牙gbt32272000螺栓和螺母用装配工具机动套筒工具的传动四方gbt32282000螺栓螺母用装配工具冲击式机动四方传动套筒的尺寸gbt322
谈车用发动机缸盖螺栓的紧固与检修技术
谈车用发动机缸盖螺栓的紧固与检修技术术拧鬃技术缸体是发动机的基础零件,缸盖是发动机的主要零件之一.发动机所有零部件都是以它为基础组装起来的,所以其技术状况直接影响着发动机修理质量和使用寿命.常见发动机缸盖螺栓的紧固力矩不符规范或使用中松动,使之汽缸体和汽缸盖在工作过程中有时会产生裂纹,导致发动机漏水,漏气,漏油,影响发动机的正常工作.一,缸盖螺栓松脱弓l起排气管喷水一辆柴油汽车在使用过程中,发现水箱经常容易开锅,丑I】冷却水温度过高沸腾,途中要经常加水;行驶无力,上坡没劲.冷车启动凼难.停车检查时,将变速器挂入空挡,拉紧手制动,启动发动机.并逐渐变换加速踏板位置,观查到排气消声器烟色是一团团白色水蒸气,用一张纸刘道春放在排气消声器口,不一会就被打湿了.发动机熄火,检查机油油面,发现机油中含水并且有白色泡沫状;油面增高,机油粘度降低.据上述现象判断,该车发动机汽缸进水,水在燃烧室内加热变为水蒸气后从排气管口排出.同时,冷却水窜入汽缸后,还会沿着缸壁与活塞之间的间隙流入油底壳,导致机油变稀和油面升高.当解体发动机,检验缸体和缸盖时发现,原来该车在进行维护时,没有按照汽车维修规范拧紧缸盖螺栓;使用中缸盖螺栓受热伸长,没及时重新紧固.缸盖螺栓松脱后引起缸盖变形,直致缸垫烧蚀.由此,汽缸垫的密封性能变坏,冷却水进入汽缸,化为水蒸气由排气管口排出;同时,当车辆停驶一段时间,冷却水2紧固件技术拧紧技术进入汽缸,下次启动时就显得比较困难.将该车发动机的缸垫,缸盖螺栓更换新件,按照汽车使用说明书修复后,消除了故障.二,汽车发动机缸盖螺栓的功用缸盖与缸体平面的密切贴合,是靠衬垫的作用和缸盖螺栓螺母的正确旋紧.使用中,由于衬垫的变形及螺栓螺母的伸长,会使得缸盖和缸体的贴合变得松弛;发动机汽缸体和汽缸盖接触平面会由于缸盖螺栓扭力不均匀,或在高温下拆卸等原气缸盏曩栓捧气门导管气缸盏(IlH)因,可能会产生平面翘曲,拱曲现象.由于汽缸垫不平而漏气,漏水,使缸盖下平面和缸体的上平面形成腐蚀斑点, 螺孔周围出现凸起等不正常情况.为防止发动机汽缸盖衬垫漏气,漏水和漏油,一般要在新车行驶lO00km后,应用扭力扳手检查缸盖螺母的扭紧力矩,扭紧时应待发动机冷却后进行.发动机缸盖总成见图l. 三,缸盖螺栓紧固力矩不均致使缸盖的平面变形缸体与缸盖多用灰铸铁或铝合金铸气缸体图12.7LV6发动机汽缸盖总成3紧固件技术拧紧技术造,它们的结构形状复杂,各处壁厚厚薄不均,长期在高温,高压,交变载荷下工作,容易产生变形;工作时受热和受力情况也比较复杂,不仅各配合副本身会因摩擦而磨损,而且缸体还可能因为存在铸造残余应力而产生变形,破坏各配合副的相互关系;各部分因工作温度不均匀引起的热应力还可能导致裂纹,这些都会影响到整个发动机的性能指标,工作可靠性和耐久性.尤其在制造过程中,时效处理不彻底,留有残余应力,在发动机工作时,受高温影响,残余应力逐渐松驰,结果引起汽缸体,汽缸盖变形.汽缸体,汽缸盖在工作过程中常产生的缺陷有变形,裂纹,汽缸表面的磨损,螺纹孔的损坏等.汽缸体,汽缸盖变形后,常使汽缸体,汽缸盖结合平面产生翘曲,当其平面度超过技术标准时,将会引起发动机漏气,漏水,漏油等故障;严重时会冲坏汽缸垫,使发动机无法工作.另外汽缸体变形后,常会破坏曲轴,凸轮轴轴承承孔的同轴度,加剧了曲轴,凸轮轴和轴承的磨损和损坏.汽缸盖平面挠曲(或拱曲)变形,大多是由于汽缸盖螺栓紧固力矩不均匀,或在高温下拆卸汽缸盖等原因造成的,汽缸盖装配平面的平面度,可放在平板(或搁架)上用直尺和塞尺来检查.其要求是在装配平面全长上不大于0.1Omm;在lOOmm长度上不大于0.03mm.如超过上述范围,应予修整.汽缸盖变形可采取敲压法校正也可加温后放在压床上校正.校正时,应在汽缸盖上放一块软金属,缓慢增加压力,直至汽缸盖平面度合格为止. 汽缸体,汽缸盖发生裂纹的部位,不同的机型并不一致,但大多发生在水套壁厚较薄处,或工作过程中应力(尤其是热应力)比较集中部位,如汽缸盖两气门座之间,汽缸体两缸孔之间等.裂损产生的原因,大多是由于使用养护不当所致,如发动机长时间在高负荷,高温下工作,或在高温下骤加冷水,从而产生过大的热应力;冬季使用时未加防冻液,夜间停车又未放水而造成冻裂等.外部的裂损严重,般容易发现,但细小的裂纹,尤其出现在缸体内部的,则难以观察出来.缸体破裂漏水的一般检查方法,除外部渗漏部位凭肉眼观察之外,内漏常采用水压试验进行诊断.发动机长期工作后,会在燃烧室和进,排气道以及活塞顶等处积附一层粗糙,坚硬,粘着力很强的积炭.影响燃烧和活塞散热,缩小燃烧室容4紧固件技术拧紧技术积,使柴油机工作粗暴,同时还使排气不畅,充气不足.若积炭掉入气缸与活塞组的摩擦表面,不仅加速这些机件的磨损,甚至还可能出现"拉缸"现象.尤其气缸盖螺栓或螺母在工作时会产生松动,松动后,会使气缸压缩压力降低,冷却液进入气缸,机油进入冷却系统,气缸垫被冲坏.四,发动机缸盖螺栓塑性域的紧固方法发动机缸盖螺栓紧蚓通常是在所谓"弹性域"内完成的.在弹性域里,所紧固螺栓的轴向拉伸应力与螺栓的旋转角成正比增加.如超过弹性域紧固螺栓,则会有螺栓的旋转角变化,而螺栓的轴向拉伸应力则变化很少.这个区域也就称之塑性域.通常有两种紧崮螺栓的方法.一种是在弹性域内紧固螺栓,这是常规方法.即罩}l馨汽缸盖螺栓紧固时,首先将汽缸盖螺栓分几次按交叉顺序均匀地扭紧数圈.如有不符合扭矩标准的螺栓,应立即更换.在紧固之前,先在汽缸盖螺栓螺纹和螺帽下方涂上一薄层机油.如有螺栓断裂或变形,即予以更换.另一种紧固螺栓的方法是在塑性域内紧固螺栓.在一些发动机中,发动机盖,连杆轴承盖或曲轴盖之间的连接螺栓都是在塑性域内紧围的.在这种紧固方法中,先用预定扭矩将螺栓紧固至接近其屈服点,然后再用一预定的扭矩使其超过屈服点进行紧固.在塑性域内,这类螺栓发挥轴向拉伸应力.在弹性域内,紧固扭矩与螺栓轴向应力(与螺栓旋转角等效)成正比. 但是,根据螺栓情况(螺纹,凸缘,垫圈等)紧固扭矩与螺栓拉伸应力可能不成正比.在紧固过程中,螺栓拉伸应力会有较大变化.如图2所示,在塑性域内,2螺栓的塑性域术相对于旋转角的变化,轴向拉伸应力没有什么变化.有些汽缸螺栓,连杆螺栓就是用塑性域紧固法分三步拧紧的.第一步,用专用工具将所有螺栓按规定顺序,扭矩紧固后,在所有螺栓头前端漆上记号.第二步,将预紧的螺栓以规定顺序拧紧90..第三步,将所有螺栓按顺序再拧紧90.,如图3所示,螺栓头上的记号位于后端.此类螺栓如破裂或变形,立即更换.都有明确的规定要求,即先将螺栓螺纹部分浸涂机油,然后用扭力扳手初步拧到要求扭矩,随后分步骤将螺栓拧至规定的角度.但采用旋转角度扭紧法必须备置角度拧紧专用工具;没有专用工具时采取按螺栓六角头位置划线确定拧过转角的方法也可以.在安装汽缸盖之前应按规定将气门组件装入汽缸盖中.按照与拆卸相反的顺序,一'~\'.i之(a)(b)(c)汽缸盖螺栓拧紧(a)汽缸盖螺栓头前端记号l(b)初紧记号位置;(c)紧固后记号位置图3汽缸盖螺栓拧紧五,发动机缸盖螺栓的折装方法常见一些修理人员对汽车柴油机缸盖螺栓,连杆螺栓,主轴承螺栓等,都是根据螺栓直径的粗细不同,凭经验估定扭矩大小,用扭力大扳手拧紧,有时安装中因扭矩过大,竟将螺栓拧断.对于风冷柴油机应按旋转角度拧紧法拧紧就不会断了.这种方法对部位不同的高度自锁螺栓进行安装应注意以下几点事项.在安装汽缸盖之前,要将曲轴转动到第一缸的上止点位置;安装汽缸垫时,有标号(配件号)的一面必须向上;更换汽缸盖紧固螺栓,不能重复使用已经按照拧紧力矩拧紧过的汽缸盖紧固螺栓;按照从中间向两侧,均匀,多次的原则.以40N?m的力矩拧紧汽缸盖螺栓,然后再拧紧180.;6紧固件技术拧紧技术更换损坏的衬垫;拧紧气门罩盖固定螺母,拧紧力矩为10N?m.安装缸盖时应用扭力扳手按一定的顺序旋螺母,首先旋紧中间两排螺母,然后交错的从中间向左右旋紧,使气缸盖衬垫均匀地夹在气缸体与气缸盖之间,旋紧缸盖螺母工作应分三个步骤进行,不能一步旋紧.第一次轻轻地预旋紧,第二次以中等力矩旋紧,最后用扭力扳手旋紧到规定的180~200N?m力矩,所有螺母的旋紧要均匀牢嘲.在放缸垫时,注意缸垫的方向,切勿放错,并且在气缸盖,气缸体和缸垫结合面不能有任何杂质存在,否则影响密封性能.汽缸盖螺栓的拧紧力矩一般为167~196N?m,按图4所示的顺序分两次均匀拧紧.装螺栓时要求在螺纹部分和台肩底部先蘸上机油,以使螺栓在规定的紧国力矩下,有效地产生轴向压力压紧汽缸盖.为拆卸汽缸盖,在松动汽缸盖螺栓时,应从汽缸盖的两端向中间交叉地进行,正好与拧紧汽缸盖螺栓时的顺序相反,全部螺栓拆完后,用木锤或锤子木柄敲击汽缸盖居J围.为防止把汽缸垫弄坏,不准用旋具或其它的工具撬汽缸盖,把拆汽缸盖的工具旋入火花塞的螺纹孔中,应缓慢,平稳地将汽缸盖取下来.如果没有专用工具,也可用四个螺栓穿入汽缸盖两端的孔中,用双手将汽缸盖提起.常见车型汽缸盖螺栓的拧紧顺序与力矩见表1,图4,5.表l部分车用柴油机连杆螺栓和主轴承盖螺栓拧紧规范拧紧规范柴油机型号连杆螺栓N?m主轴承盖螺栓N?mBN493Q,五十铃4J系列78.4~88.2l57~l76(118±10)(235±10)NJD433A分两次交叉拧紧分两次交叉拧紧第一次5().第一次80SOFIM8140系列第二次转60.±3.笔一珩16n朝~lO2Ql18~1272l6~235第一次(60±5)第一次(80±6)EQB系列第二次转60.±5.第一次垄轭【1o±So第一次120第一次30第二次转9O.±5.第二次8()WD615系列应达到170~250第三次250使用次数为1次第一次108~1227续表l部分车用柴油机连杆螺栓和主轴承盖螺栓拧紧规范第一次95~102第二次217~230第二次190—203第三次339~352第三次将螺栓全部松开第四次全部松开康明斯N一855第四次34~4l第五次108.5~122第五次95~102第六次217~230第六次190—203第七次339~352气缸盏平面度与磨削后的车型螺栓,螺母拧紧顺序拧紧力矩(N?m)t4,高度值(mm)●●'平面磨损极限值0.1042譬§3次:40—6o一拧一汽臭迪100I予;i§;1/2■(180.)量小高度值132.6.lo皇;§譬4次:40—60—75一上海一大众桑塔纳最小高度值132.6.2亭,3§参拧1/4啊(9o')§;?I平面度<O.1O/全长3广州GP7202SX●盎;{互予最小高度值92.1O孽装配:115化索切诺基Bl/)'I2o2平面度0.03/25-0.05/15249Sl37复检:l∞一122lp2南京跃进NJ1061D5.j§2次:78—113±10毛予季鼍l'.6一汽解放cat091<O.05/1oo-<o:2o/,e.长2次:98—118 §芝§两块气缸盖?一譬1f.东风EQ1090E72次:170—190玉..予,.i1).,191161422图4常见汽车气缸盖螺栓的拧紧顺序与力矩8紧固件技术拧紧技术(a1气缸盖螺栓对称拧紧法(b)气缸盖螺栓对称拧紧法(a)气缸盖螺栓旋转拧紧法(a)气缸螺栓旋转拧紧法幽5缸盖螺栓拧紧顺序六,发动机缸盖螺纹的紧固和检修汽车发动机在使用中,除气缸发生的"圆度"和"圆柱度"磨损外,发动机缸体上的缸盖螺栓孔容易产生裂纹,凸起和滑扣损坏,缸体和缸盖破裂损伤,结合平面变形,水道口腐蚀以及螺孔,火花塞孔缺损等现象.其主要原因一般有以下几个方面.1.每次修理拆卸缸盖螺栓,特别是在缸体材料不佳时,易造成螺孔磨损和螺栓变形.2.使用不合格的缸盖螺栓和一般自制螺栓加工精度达不到技术要求.3.直径较小,螺纹尖锐,拧入螺孔后紧度小,将螺栓拧到螺孔底部无螺纹的一段涨紧,以致螺孔裂纹.4.拧紧螺栓的力量过大.汽车维修与养护中,应经常紧定缸盖螺母.该处螺母一般是分两次旋紧,即在冷车时初步旋紧;为防止螺栓受热伸长较多而影响其紧度,在发动温度升高以后再旋紧一次.汽缸盖螺栓螺母的旋紧,应按一定的顺序进行,先从中间开始,逐渐向四周转移,先近后远,这样可以避免缸盖变形.汽车发动机汽缸盖螺栓螺母的拧紧力矩一般为76.4~196N?m.拆卸缸盖时也应按照规定的顺序,拧松缸盖螺纹,以免缸盖9紧固件技术曩技术拱曲.如东风EQ6100型发动机汽缸盖螺栓螺母的拧紧力矩一般为l16.7~196N?m.北京BJ2020型汽车发动机缸盖螺栓螺母的拧紧力距为71.5—76.4N?m.拆卸缸盖时也应按照规定的顺序,拧松缸盖螺纹,以免缸盖拱曲.东风EQ6100型发动机缸盖拆装时,注意缸盖螺栓头部的台肩,尺寸有两种须装小尺寸的螺栓,即圆台肩直径小的螺栓,以免将气门室罩盖的密封条挤裂而漏油.装缸盖衬垫时,将其定位销孔对准缸体上的定位销后,衬垫上的螺栓孔,水孔解放CA1091汽车发动机缸盖为整体式铸铁缸盖,每缸周围有六只螺栓,挺杆侧布着一只M10的螺栓作为辅助螺栓,扭紧力距为98~l18N?m.从中间开始,左右前后交叉进行,向两端推进,分二次扭紧(拆卸缸盖按上述相反顺序进行).北京现代索纳塔轿车2.7LV6发动机缸盖螺母的紧定顺序和要求见图6.汽缸盖螺纹孔损坏的主要原因与汽缸体螺纹孔损坏的原因相同.顶置气门汽缸盖是进排气歧管,汽缸盖罩,冷却水管,配气机构零件的装配基体,它还与汽缸,活塞和活塞环形成密闭的空间,承受高时齿带侧气缸盖螺栓:25N?m+(58.~62.)+(43.~47.)更换气缸垫时气缸盖螺栓拧紧转矩63N?m+90.+90. 图6气缸盖螺栓拧紧顺序等应与缸体上相应的孔道相通,若衬垫装反,所有的孔将不重合,约偏1.5ram左右;并注意前后垫不宜调换,以免破坏其密封.温,高压燃气的压力.汽缸盖螺纹的损坏将影响有关零件的装配,使各零件承受的拧紧力矩不均,出现漏油,漏水,漏气等现象,影响发动机l0紧固件技术拧紧技术的正常工作.汽缸盖螺纹孔的检查方法与汽缸体螺纹孔损伤的检查方法相同,螺孔损伤最常见的是脱扣.火花塞孔螺纹的损坏不能多于1扣.汽缸盖螺纹孔的修复方法与汽缸体螺纹孔的修复方法相同.但火花塞螺纹孔不宜采用加套,因此,在养护和维修中要注意避免损坏火花塞螺纹孔.汽车的发动机在修理作业中,由于拆装不当或螺纹在工作中磨损造成螺纹损坏的均可采用钢丝螺套进行完美的修复.但是如果螺孔周围及螺栓紧固部位附近龟裂现象严重时,应更换缸体或缸盖.螺孔螺纹损伤,通常用目测和将螺栓,火花塞旋入螺孔的方法进行检验.缸盖上装火花塞的螺孔螺纹损伤不得多于l扣,缸体与缸盖上其他螺孔螺纹损伤不得多于2扣.在发动机维修中,经常遇到缸盖螺栓孔脱扣的问题,用户大都是用手电钻扩孔加大,攻丝后另配缸盖螺栓.但若操作不慎,加大的螺孔就会与缸体上平面不垂直,即产生倾斜角.这样,缸盖螺栓旋入后,中心线离开原位,缸盖便下不去.如果少装一,二个缸盖螺栓,发动机工作后,该处会漏气,既降低功率,又容易冲坏缸床,还可能导致缸盖变形.然而,校正已经加大的斜螺孔是很麻烦的,一般要拆下缸体,在钻床或镗床上将斜孔镗正,然后压入带内螺孔的小套.这种校修办法容易挤破缸体水道和缩短缸体的使用寿命.有一个简便的修复工艺,现以195柴油机为例说明如下该机用4个缸盖螺栓固定缸盖.其缸体丝扣那一端原设计为M16X1.5,在使用中多次发生该处螺纹被拧滑的故障,于是把螺孔加大至M18×1.5.但是实际修复中,也曾发生螺孔倾斜的新问题,此时把缸盖螺栓拧入缸体螺孔后,就产生一个倾斜角.用游标卡尺测量,根部中心距为103mm,上端中心距为107mm,其偏差量△=107.用乙炔在螺栓根部加热,边加热边用木锤校正上部,可以校正缸盖螺栓.预防缸盖螺栓孔损坏应注意以下几个方面.尽量不用自制缸盖螺栓,更不能使用不合格的材料制造螺栓;不要经常拆卸螺栓,只有在检查和修理缸体平面时才需拆卸;在拧紧缸盖螺栓时要用合适的扳手,用力要适当,最好用力矩扳手按本机规定力矩拧紧.。
钢结构高强螺栓技术规程

钢结构高强螺栓技术规程
钢结构是现代建筑中广泛应用的一种结构形式,而高强螺栓是连接钢结构的重要组成部分。
本文将介绍钢结构高强螺栓的技术规程,包括选材标准、安装要求、检测方法等内容。
1. 高强螺栓的选材标准
高强螺栓的选材应符合国家标准,一般采用合金钢制造。
选用高质量的材料可以确保螺栓的强度和耐腐蚀性能,从而保证连接的可靠性和安全性。
2. 安装要求
2.1 安装前准备
在安装高强螺栓之前,需要对连接部位进行清洁处理,确保表面无油污、灰尘等杂质。
同时,要检查螺栓、螺母和垫圈是否完好,确保连接件符合要求。
2.2 安装步骤
1.将螺母轻轻旋入螺栓的一端,确保不损坏螺纹;
2.将螺栓插入钢结构连接孔内,用力旋入直至螺栓头与连接件接触;
3.用扭力扳手或扭力表按照规定扭矩旋紧螺母,确保连接紧固。
2.3 安装注意事项
1.严格按照规定的扭矩进行拧紧,不可过紧或过松;
2.安装完成后,应进行检查,确保连接紧固、无松动。
3. 高强螺栓的检测方法
为了确保高强螺栓连接的质量,需要进行检测。
常用的检测方法包括: - 视觉检查:检查螺栓表面是否平整,无明显裂纹、腐蚀等缺陷; - 超声波检测:利用超声波技术检测螺栓内部是否存在缺陷; - 扭力检测:检测螺母扭紧力矩是否符合要求。
结语
钢结构高强螺栓在建筑工程中扮演着重要角色,其连接质量直接影响到结构的安全性和稳定性。
遵守技术规程,严格按照要求进行选材、安装和检测,可以确保高强螺栓连接的质量和可靠性,保障建筑工程的安全运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺栓紧固的技术要求
法兰紧固件的检查:
一、垫片:
1、安装时,确保垫片是新的且是干净和干燥的,并检查垫片是否有缺陷和毁坏。
2、在任何情况下垫片都不能重复利用.
3、在安装前,确认使用的垫片尺寸及等级与法兰的标识一致。
二、法兰面:
1、安装前检查法兰面是否有损坏,如划痕,刻痕,泥,腐蚀和毛刺,径向穿过法兰密封面水纹线的
凹痕、划痕深度超过0.2mm,且覆盖面超过垫片密封面宽度一半时,法兰必须重换或者密封面重新
加工。
2、法兰背面螺母支撑面位置应是平行和光滑的。
三、螺栓和螺母:
1、根据管线等级图检查螺栓直径和长度的正确性。
2、螺纹和接触面不得有污垢、铁锈、重皮、刻痕、毛刺、碎屑和其它在紧固过程中影响扭矩的外
部物质。
3、B8和B8M的所有等级的螺栓不允许重复利用。
4、不允许用焊接或机加工方法修补螺栓。
5、在法兰安装紧固完后,至少有两个螺纹露在螺母外面。
四、螺柱螺栓和螺母的润滑:
1、螺栓和螺母使用前必须进行润滑处理,使螺栓紧固时有低的摩擦系数以及提高螺栓螺母的抗滑
丝、抗腐蚀性能。
2、螺柱螺纹、螺母螺纹和接触面在使用涂润滑油前必须脱脂和干燥。
3、对螺栓螺纹、螺母螺纹、螺母承载面、垫圈、法兰上的螺母支撑面应正当地使用统一的润滑油.
螺栓紧固方法的选择:
一、普通应用:普通应用条件下的法兰螺栓紧固可以根据螺栓尺寸和法兰等级通过用拧紧扳手或锤
击扳手的不可控方法进行也可用扭矩扳手或液压螺栓拉伸器的可控方法进行。
二、严格应用:严格应用条件下的法兰螺栓紧固只能通过用扭矩扳手或液压螺栓拉伸器的可控方法
进行。螺栓尺寸和法兰等级决定使用扭矩扳手或液压螺栓拉伸器。
紧固技术要求:
一、法兰对中的检查:
1、对标准法兰而言,螺栓能自由穿入螺栓孔即认为是对中的。
2、在管道与管道法兰安装中,松开相邻管道支撑并且调整至正确的对中。当安装管道至设备时,只
调节管道。
3、在任何情况下都不能调节设备来到达对中。
4、通过测量预接头的两片匹配法兰之间的间隙来确认法兰面的平行度误差。对8个螺栓的法兰在4
个近似相等的间隔位置进行间隙测量;对8~32个螺栓的法兰,每隔一个螺栓进行间隙测量;对超
过32个螺栓的法兰在16个近似相等的间隔位置进行间隙测量。
二、螺栓连接及紧固步骤:
1、在螺栓紧固程序中用螺栓紧固顺序图对每个螺栓孔进行顺序编号。
2、在1,2,3,4的位置用4个螺栓为垫片进行定位,确保缠绕垫片中心在突缘边沿以内。
3、用手紧固这4个螺栓,接着插入其它螺柱螺栓并手紧使其载荷平衡,确保螺母两端每端至少露出
2个螺纹在外。
4、紧固径向相对的两个螺栓至规定螺栓应力的50%。
5、、紧固与前次两螺栓沿圆周相距约90度的另一对螺栓。
6、继续紧固直到所有螺栓皆紧固至规定应力的50%。
7、重复2、3、4步骤紧固至规定螺栓应力的80%。
8、重复2、3、4步骤紧固至规定螺栓应力的100%。
9、重复2、3、4步骤紧固至规定螺栓应力的100%,并顺时针方向再拧一圈以平衡螺栓载荷。
10、检查所有螺栓的应力是否均匀。需要时,再次施扭。
11、扭紧安装完成后,螺栓螺纹应比螺母突出2.5圈。
12、通常情况下不允许重击螺栓紧固,重击扳手紧固加剧了螺栓,法兰或垫圈被损坏的风险。