气割作业-安全技术交底 - 制度大全
气焊气割作业安全技术交底

气焊气割作业安全技术交底作业安排:为了确保气焊气割作业的顺利进行,保证作业人员的安全,本文将对气焊气割作业的相关安全技术进行详细交底。
包括作业前准备、工艺要求、操作规范、常见问题及应急措施等方面。
一、作业前准备1. 资料准备:作业人员应熟悉工作对象的相关资料,包括工程图纸、作业要求、安全技术规范等。
2. 环境检查:作业前需对作业区域进行环境检查,确保无易燃、易爆或有毒有害物质存在,防止作业区域造成火灾、爆炸、中毒等危险。
3. 设备检查:作业前需对气焊气割设备进行检查,确保设备完好,并进行漏气测试,确保设备无漏气现象。
二、工艺要求1. 气焊工艺要求:(1)焊接电流:根据材料的厚度和焊缝的宽度,选择合适的焊接电流。
(2)焊接速度:焊接速度要适中,过快会导致焊缝不牢固,过慢则容易引起气孔。
(3)持枪方式:焊接时应垂直于工件,保持稳定的姿势,并用均匀的力气施加,使焊缝均匀、美观。
2. 气割工艺要求:(1)切割距离:根据工件的材质和厚度,合理调节切割距离。
(2)点切与长切:根据需要选择点切或长切进行作业,点切适合较小的切割范围,长切适合较大的切割范围。
(3)切割方式:切割时应遵守从较薄的地方开始,逐渐切割到较厚的地方,以避免熔渣残留。
三、操作规范1. 个人防护:作业人员在进行气焊气割作业时,应佩戴防护面罩、焊接手套、防静电服、安全鞋等个人防护装备,确保对皮肤、眼睛等进行全面防护。
2. 作业区域划定:在气焊气割作业现场,需划定作业区域,并设置明显的警示标志,限制非作业人员进入,避免因误操作或触动设备引发事故。
3. 操作规程:作业人员应按照操作规程进行作业,并遵循相关的安全操作规范,如禁止在易燃易爆、有毒有害场所进行气焊气割作业。
四、常见问题及应急措施1. 爆炸事故:如发生爆炸事故,作业人员应立即切断气源,迅速撤离现场,并向相关部门报警,确保人身安全。
2. 漏气现象:如发现设备存在漏气现象,应立即停止气焊气割作业,并进行设备检修,确保设备的安全运行。
气割作业安全技术交底

技术交底记录ZT20CX11- 年月日编制:复核:签发:上海万代制药有限公司EHS-010-00 高危险性作业许可管理规定编制:审核:批准:2012年7月1日发布2012年8月1日实施高危险性作业许可管理规定1 目的为加强安全管理,从严管控临时性危险性作业,规范临时作业的审批管理,防止发生安全事故。
2 范围适用于公司范围内所有涉及到的临时危险性作业管理。
3 责任公司各部门。
4 程序4.1 高危险性作业:指对人们的财产和人身安全具有较高危险性的活动。
4.2 高危险性作业的分类4.2.1 动火作业:指除固定动火区、固定用火作业外在易燃易爆区域内从事电气焊(割)、使用电钻、砂轮、喷灯等临时性动火作业。
4.2.2 有限空间作业:指一种相对狭窄或有限制的空间,诸如箱体、锅炉、容器、舱室等,有限空间意味着由于结构、尺寸、形状而导致恶劣的通风条件。
4.2.3 高处作业:指凡在坠落高度基准面2m以上(含2m),有可能坠落的高处进行的作业。
4.2.4 临时用电作业:指临时搭建的较大用电作业。
4.2.5 拆除(工程)作业:指大型设备设施、物品物件等在拆除过程中存在较大危险性的作业。
4.2.6 起重吊装作业:指利用起重机吊运设备、大型物件等转移过程的作业。
4.3 高危险性作业的要求4.3.1 公司对高危险性作业实施审批许可制度,凡需进行高危险性作业的部门都必须经申请,获批准后方可进行,公司EHS部负责高危险性作业的审批许可管理。
4.3.2 动火作业管理要求4.3.2.1 凡在公司所属范围内从事临时性动火作业,必须办理动火许可证。
4.3.2.2 动火作业分三级执行:一级动火指处于运行状态的易燃易爆生产装置、库区、储罐区等重要部位;二级动火指在易燃易爆区域(即甲、乙类火灾危险区域)的临时性动火作业;三级动火指除一级动火和二级动火作业以外的临时性动火作业。
4.3.2.3 动火作业的办理程序4.3.2.3.1 动火许可证由申请动火单位或部门指定专人办理,应按动火许可证的项目逐项认真填写,不得漏项,按照审批权限逐级上报审批。
气焊、气割作业安全技术交底
气焊、气割作业安全技术交底交底内容:一、基本要求:1.作业人员必需是经过电、气焊专业培训和考试合格,取得特种作业操作证的电气焊工并持证上岗;(在有效期内)2.作业人员必需经过入场安全教育,考核合格后才能上岗作业;3.气焊(割)作业人员要穿快捷的耐火工作服,要求上衣不准扎在裤子里,裤脚不准塞在鞋(靴)里,手套套在袖口外,戴护目镜;4.进入施工现场必需戴好合格的安全帽,系紧下颚带,锁好带扣,高处作业必需系好合格的防火安全带,系挂坚固,高挂低用;5.进入施工现场禁止吸烟,禁止酒后作业,禁止追赶打闹,禁止串岗,禁止操作与本身无关的机械设备,严格遵守各项安全操作规程和劳动纪律;6.进入作业地点时,先检查、谙习作业环境。
若发觉不安全因素、隐患,必需适时向有关部门汇报,并立刻处理,确认安全后再进行施工作业。
对施工过程中发觉危及人身安全的隐患,应立刻停止作业,适时要求有关部门处理解决。
现场全部安全防护设施和安全标志等,严禁私自移动和拆除,如需短时间移动和拆除的须报经有关负责人审批后,在确保作业人员及其他人员安全的前提下才能拆移,并在工作完毕(包括中途休息)后立刻复原。
二、氧气瓶乙炔瓶安全使用要求:1.氧气瓶与其他易燃气瓶、油脂、易燃易爆分别存放,氧气瓶库应与高温、明火保持10米以上距离;2.储存高压氧气瓶时应拧紧瓶帽,放置整齐,留有通道,并固定;3.气瓶应设有防震圈和安全帽。
搬运和使用时严禁撞击。
运输时应立放并固定。
严禁用脚踏车、叉车或起重设备调运高压气瓶;4.氧气阀不得粘有油脂、灰土,不得用带油脂的工具、手套或工作服接触氧气瓶;5.氧气瓶禁止在猛烈日光下暴晒,夏天露天作业应搭设防晒罩、棚;6.氧气瓶与焊炬、割炬及其他明火的距离应大于10米,与乙炔瓶的距离不小于5米;7.现场乙炔瓶存量不得超过5瓶,5瓶以上应放在储存间单独存放,储存间与明火的距离不小于15米,并应通风良好,设有降温设施,消防设施和通道,避开阳光直射;8.储存乙炔瓶时,乙炔瓶应挺立,并必需实行防止倾斜的措施。
气割气焊作业安全技术交底
气割气焊作业安全技术交底气割气焊作为一种常用的金属加工方式,用于制造、修理金属构件,广泛应用于建筑、航空、造船、机械等领域。
在气割气焊作业过程中,必需把握正确的安全技术交底,以确保作业人员的人身安全和设备安全。
一、基本安全要求1. 作业人员必需经过相应的技术培训,具备独立操作气割气焊设备的本领,谙习设备的结构、工作原理、操作方法和维护保养等事项。
2. 在进行气割气焊作业前,应依据作业环境和位置,订立认真的安全方案和安全操作规程,确保作业安全。
3. 作业人员必需穿戴适当的劳动保护用品,包括防护服、手套、安全鞋、安全帽等,严禁穿戴宽松的衣裳、金属饰品和长发等物品。
4. 在作业区域四周设置明显的安全提示标志和警示线,保持作业场地的乾净和通风良好,避开摆放易燃、易爆、有害物品等物品。
5. 在气割气焊作业过程中,必需保持作业现场有人看管,把握紧急事故的处理方法。
6. 严禁在未经专业批准的情况下进行封闭空间作业,如需要进行封闭空间作业,必需事先订立认真的封闭空间作业方案,并确保作业人员具备相应的技术和装备。
二、设备安全要求1. 气割气焊设备必需通过专业机构的安全检验和维护保养,保证设备的安全性和稳定性。
2. 气瓶必需实行专业标准防护措施,如固定在支架上、垫橡胶垫、装在贮槽中等,严禁将气瓶直接放在地上或倚靠墙壁等不稳定的位置。
3. 气体管道和氧气、乙炔管道要统一走管架,严禁将管道挂在机器的外部,防止意外损害。
4. 气压表应定期检测,保证气压测量精准明确,严禁使用气压表磕碰或任意更换或调校。
5. 低压机组需要严格依照有关规章制度进行操作,操作人员需严格遵守操作规程。
三、作业安全要求1. 在气割气焊作业过程中,作业人员必需严格依照气割气焊作业安全操作规程进行作业,确保人员安全和设备安全。
2. 在进行气割气焊操作时,应尽量实行平稳的气压操作,严禁任意调整气压,以免引起爆炸。
3. 焊枪地线必需安装在焊接金属的另一端,严禁将地线连接在不焊接的材料上,以免引起电弧火花损伤作业人员。
气焊气割-安全技术交底 - 制度大全
气焊气割:安全技术交底-制度大全气焊气割:安全技术交底之相关制度和职责,工程名称商城县人民医院病房楼交底时间2011-6-23分部分项工程名称气焊气割生产班组安全交底内容:一、气焊气割安全基本要求1、气焊气割操作人员必须持证上岗,上岗必须按章操作。
操作现场应...工程名称商城县人民医院病房楼交底时间2011-6-23分部分项工程名称气焊气割生产班组安全交底内容:一、气焊气割安全基本要求1、气焊气割操作人员必须持证上岗,上岗必须按章操作。
操作现场应有灭火器材。
2、操作前必须认真检查气瓶安全装置,气绳接点、焊、割炬是否完好,如有缺陷,修好后使用。
3、焊、割炬及气绳、气洞气表等设备不得沾染油脂、油污,以防氧气遇到油脂、油污而燃烧。
4、氧气胶管为红,乙炔胶管为黑色,长度不得大于30m。
5、高处作业应有防止火花坠落措施,如“接火斗”。
二、氧气瓶、乙炔瓶存放、使用要点1、氧气瓶、乙炔瓶使用和存放不得靠近热源和电器设备及电线电缆;要防止太阳暴晒,与明火距离不得小于10m;氧气瓶与乙炔瓶之间距离不宜小于5m。
作业现场和存放地点应通风良好,环境温度一般不要超过400C。
氧气瓶、乙炔瓶不得放置在绝缘体上,以利瓶体释放静电。
2、氧气瓶、乙炔瓶必须装有专用减压气、回火防止器。
3、乙炔瓶使用和存放,必须保持直立,不能横躺卧放,以防丙酮流出,引起爆炸。
一旦要使用已卧放的乙炔气瓶,必须先立直20分钟之后,再连接减压器使用,使用时应有防止乙炔瓶倾倒措施。
4、氧气瓶内要始终保持正压,不得把气用尽,瓶内至少留有0.3mPa以上压。
三、焊炬、割炬安全使用操作要点1、焊炬点火时,可先打开乙炔调节阀,点燃后立即打开氧气调节阀调节火焰。
此法可避免点火时的鸣暴现象,而且在送氧后一旦发现回火便可立即关闭氧气阀,防止回火。
2、割炬点火时,应先稍开启预热氧调节阀,再打开乙炔调节阀,并立即点火,让后增大预热氧流量,形成环形预热火焰,对工件进行预热。
气割、气焊作业安全技术交底
气割、气焊作业安全技术交底1. 介绍气割和气焊是常见的金属加工和焊接方法,但这些作业涉及高温、高压和有害气体等危险因素。
为了保障员工的人身安全和工作环境的安全,必须加强对气割、气焊作业的安全技术交底。
本文将详细介绍气割、气焊的安全技术要点和操作规程。
2. 气割作业安全技术交底2.1 气割作业前的准备工作在进行气割作业之前,必须做好以下准备工作:•进行作业地点的安全检查,确保无明火、易燃物品等危险因素存在;•确保使用的气割设备完好无损,并检查气割气瓶的压力是否在安全范围内;•穿戴适当的个人防护装备,包括防护面具、耐火手套、防护服等;•将作业周围的人员疏散,并设置警示标志。
2.2 气割操作注意事项在进行气割作业时,需要注意以下事项:•确保气割设备的连接牢固,防止气体泄漏;•使用正确的气割喷嘴和喷嘴口径,以确保割炬的切削效果;•熟悉不同金属材料的切割特性,并根据需要选择合适的割剂;•控制氧气和割剂的流量,避免过度或不足,以免引发危险;•进行气割时,操作人员应保持稳定的姿势,以防止意外伤害;•在操作完毕后,及时关闭气源,排除余气,彻底清理作业区域。
2.3 气割作业的常见风险和应急措施气割作业可能存在以下风险,需采取相应的应急措施:•气瓶爆炸风险:确保气瓶处于安全位置,避免碰撞和高温环境;•火花引燃可燃物:在作业区域周围设置防火屏障和灭火设备;•有害气体中毒风险:确保作业区域通风良好,并配备呼吸防护装备;•电击风险:操作人员应熟悉电源开关位置和使用方法。
3. 气焊作业安全技术交底3.1 气焊作业前的准备工作在进行气焊作业之前,需要做好以下准备工作:•检查气焊设备的燃气管路和电气线路是否完好,避免泄漏和漏电;•确保工作区域空气流通良好,排除有害气体;•穿戴适当的个人防护装备,包括防护面具、防护眼镜、防护服等;•确保附近没有易燃物品,设置隔离措施。
3.2 气焊操作注意事项在进行气焊作业时,需要注意以下事项:•检查和清洁储气瓶,并确保瓶体上没有明显的损坏;•确保电气开关和连接线路良好,避免意外触电;•使用正确的焊接电极和焊接材料,确保焊接质量;•控制燃气和氧气的流量,避免过度或不足,以免发生爆炸或焊接质量下降;•熟悉不同金属材料的焊接特性,并根据需要调整焊接参数。
气焊(割)工安全技术交底
16、工作完毕,应将氧气瓶和乙炔气瓶的气阀关好,并拧上安全罩。乙炔浮桶提出时,头部应避免浮桶上升方向,拔出后要卧放,禁止扣放在地上,并检查作业及周围场所,确认无引起火灾危险,方准离开。
附件1内容:
施工现场电焊(割)作业应履行三级动火申请审批手续,作业前,应根据申请审批要求,清理施焊现场10m内的易燃易爆物品,并采取规定的防护措施。作业人员必须按规定穿戴劳动防护用品。
附件2内容:
在容器内施焊时,必须采取以下措施:
1容器必须可靠接地,焊工与焊件间应绝缘。
2容器上必须有进、出风口并设置通风设备。严禁向容器内输入氧气。
3容器内的照明电压不得超过12V。
4焊接时必须有人在场监护。
5严禁在已喷涂过油漆和塑料的容器内焊接。
参加人员
3、电石起火时必须用干砂或二氧化碳灭火器。不得用泡沫、四氯化碳灭火器或水灭火。电石粒末应在露天销毁。
4、气焊严禁使用未安装减压器的氧气瓶进行作业。
5、氧气瓶、氧气表及焊割工具上,严禁沾染油脂。
6、氧气瓶应有防震胶圈,旋紧安全帽,避免碰撞和剧烈震动,并防止爆晒。冻结应用热水加热,不准用火烤。
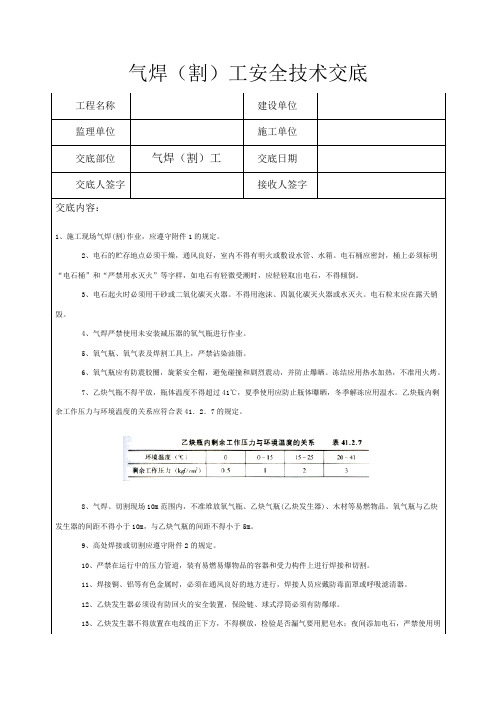
7、乙炔气瓶不得平放,瓶体温度不得超过41℃,夏季使用应防止瓶体曝晒,冬季解冻应用温水。乙炔瓶内剩余工作压力与环境温度的关系应符合表41.2.7的规定。
8、气焊、切割现场10m范围内,不准堆放氧气瓶、乙炔气瓶(乙炔发生器)、木材等易燃物品。氧气瓶与乙炔发生器的间距不得小于10m,与乙炔气瓶的间距不得小于5m。
9、高处焊接或切割应遵守附件2的规定。
10、严禁在运行中的压力管道,装有易燃易爆物品的容器和受力构件上进行焊接和切割。
11、焊接铜、铝等有色金属时,必须在通风良好的地方进行,焊接人员应戴防毒面罩或呼吸滤清器。
018气割作业安全技术交底
9、气割作业场所必须配备灭火器材。
10、高空气割必须有牢靠的安全带系挂点,作业人员按规范使用安全带。无操作平台的需提前搭设牢靠的操作平台。
11、气割时应清理下方易燃易爆物品。
12、气割操作人员必须持有效证件。
接受交底单位
分包项目经理
分包安全员
我方已接受总包单位的项目部统一管理。
4、乙炔瓶与氧气瓶应距明火或电焊10米远。
5、乙炔瓶与氧气瓶应设有减压阀、防震胶圈,并旋紧安全帽,避免震动、碰撞。在炎热地区,应设专棚,防止日光直接照射。乙炔瓶应配有减压阀。
6、点火时,焊枪不得对人,正在燃烧的焊枪不得随意乱放。严禁用氧气对人吹气。
7、施焊时,场地应通风良好。施焊施割完毕,应将瓶阀门关好,拧紧安全罩。
总包单位对分包单位安全交底记录表
编号:
工程名称
总包项目经理
总包交底人(签字)
交底日期
交底内容:
气割作业安全技术交底
1、乙炔瓶与氧气瓶要间隔5米放置,严禁用明火检验是否漏气。
2、乙炔瓶与氧气瓶受热不得超过35℃,防止火花或锋利物件碰撞胶管,点火时,应按照“先开乙炔,先关乙炔”的顺序作业。
3、所有的瓶及工具表面严禁沾污油脂。
接受交底人员(签名):
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气割作业:安全技术交底-制度大全
气割作业:安全技术交底之相关制度和职责,一、气割焊工必须持证上岗;二、必须正确佩戴安全防护用品和平安卡;三、乙炔瓶必须配置回火阀,在气割过程中一旦发生回火时,能自动切断气源,有效地堵截回火气流方向回烧,防止乙炔发生器(溶解...
一、气割焊工必须持证上岗;
二、必须正确佩戴安全防护用品和平安卡;
三、乙炔瓶必须配置回火阀,在气割过程中一旦发生回火时,能自动切断气源,有效地堵截回火气流方向回烧,防止乙炔发生器(溶解乙炔气瓶)爆炸的安全装置。
四、氧气瓶、乙炔瓶必须配置减压器,减压器是把储存在气瓶内的高压气体减到所需要的工作压力,并保持稳定供气的装置。
减压器不能相互混用。
五、气割作业是利用可燃气体(乙炔气或液化石油气)在纯氧中燃烧,使金属在高温下达到燃点,然后借助氧气流剧烈燃烧,并在气流作用下吹出熔渣,从而将金属分离开的一种加工方法。
六、气割所应用的乙炔和氧气等都是易燃易爆气体;氧气瓶、乙炔瓶都属于压力容器。
气割时氧气射流的喷射,使火星、熔滴和溶渣四处飞溅,容易造成人员灼烫;施焊场地周围应清除易燃易爆物品或进行覆盖、隔离;较大的火星,熔滴和熔渣能飞到距操作点5米以外的地方,尤其在高处作业时,还存在高处坠落以及落下的火星引燃地面的可燃物品。
若引燃易燃易爆物品,或者违反安全操作规程,都可能造成爆炸和火灾。
七、气焊与气割作业安全规定
1、在氧气瓶嘴上安装减压器之前,应进行短时间吹除,以防瓶嘴堵塞。
严禁使用无减压器的气瓶。
2、乙炔瓶、氧气瓶嘴部和开氧气瓶的扳手上均不得沾有油脂。
3、乙炔气瓶和氧气瓶均应距明火10米以上;乙炔瓶与氧气瓶之间的距离也应在5米以上。
4、乙炔瓶均应有可靠的防止回火的安全装置。
5、乙炔瓶和氧气瓶均应放置在空气流通的地方,不得在烈日下曝晒,不得靠近火源与其它热源。
乙炔瓶不可放在室内,不得安置在空气压缩机、鼓风机和通风机的吸风口附近,也不得安置在高压线和起重机滑线下。
6、使用割炬前,必须检查喷射情况是否正确。
先开启割炬的阀,氧气喷出后,再开启乙炔阀,检验乙炔阀,检验乙炔接口是否有吸力,如有吸力,方可接乙炔胶管。
7、在通风不良的地点或在容器内作业时,割炬应先在外面点好火。
8、点火时应开乙炔少许,点燃后迅速调节氧气和乙炔气,按工作需要选取火焰。
停火时应先关闭乙炔气,然后再关闭氧气,防止引起回火和产生烟灰。
9、在易燃易爆生产区域内动火,应按规定办理动火审批手续。
10、气焊与电焊在同一点作业时,氧气瓶应垫有绝缘物,以防止气瓶带电。
11、工作完毕,应将氧气瓶、乙炔瓶气阀关好,拧上安全罩。
检查操作场地,确认无着火危险,方准离开。
交底人签字: 旁站监理:
日期:
接受人(全员)签字:
稽查制度稽查队制度稽核制度欢迎下载使用,分享让人快乐。