点胶机使用 教程.ppt
自动点胶机操作规程

自动点胶机操作规程(总1页) -CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
1.0目的
对生产设备进行安全操作,以提高设备的完好率及利用率,确保操作员人身安全及产品生产能力和产品质量,延长设备的寿命。
2.0 适用范围
本公司自动点胶机
3.0内容说明
3.1 操作步骤
3.1.1接通总电源
3.1.2打开电源开关、气动开关。
3.1.3在点胶机上装入胶水。
3.1.4按产品的点胶要求在编程器上进行编程。
3.1.5将产品放入点胶机的定位夹具上,启动机器,完成点胶。
3.2参数设定
3.2.1电源:220V/50Hz;
3.2.2 气源压力:大于0.6MPa,小于0.8MPa。
3.3 失效防止
3.3.1启动时应检查点胶头内胶水是否堵塞,如堵塞则需清洁干净。
3.3.2中途停车或维修时,应关闭自动点胶机气动开关及电源开关。
3.3.3发现机身有异常声音时,须立即停止使用,报告维修人员进行处理。
3.3.4不得在机器运行时搬动胶枪头。
3.4 保养规定
3.4.1保持自动点胶机干净整洁,保证送胶系统无堵塞,操作员负责。
3.4.2应每月定期对机器进行检查保养,内容包括:对轴承及电机进行润滑、控制电源部
分、运行部分,维修员负责。
3.4.3每年应对机器进行一次全面检修,按公司年度维修计划进行。
新点胶机说明
三维点胶示教控制器(UI2.0 版本)操作说明书V1.0目录第一章按键使用说明1.1 示教盒按键图―――――――――――――――――――――――――――31.2 按键说明―――――――――――――――――――――――――――――4第二章功能层次图2.1 主界面介绍―――――――――――――――――――――――――――――52.2 文件选择功能层次图―――――――――――――――――――――――――62.3 示教编辑功能层次图―――――――――――――――――――――――――62.4 参数设置功能层次图―――――――――――――――――――――――――62.5 文件传输功能层次图―――――――――――――――――――――――――7第三章示教编程实例3.1 直线例程―――――――――――――――――――――――――――――83.2 折线例程―――――――――――――――――――――――――――――103.3 圆弧例程―――――――――――――――――――――――――――――113.4 园例程――――――――――――――――――――――――――――――113.5 椭圆和半椭圆例程――――――――――――――――――――――――133.6 孤立点例程―――――――――――――――――――――――――――――14 3.7 矩形例程―――――――――――――――――――――――――――――153.8 跑道例程―――――――――――――――――――――――――――――163.9 编程规范―――――――――――――――――――――――――――――16第四章点胶相关说明4.1 系统参数说明―――――――――――――――――――――――――――174.2 文件参数说明―――――――――――――――――――――――――――174.3 文件传输操作说明-――――――――――――――――――――――――194.4 点胶操作说明―――――――――――――――――――――――――――204.5 故障处理方法―――――――――――――――――――――――――――22第五章附录5.1 常见问题解答第一章按键使用说明1.1 示教盒按键图1.2 按键说明按键外观图形名称功能功能键<F1>进行新建,插入等操作<F2>进行编辑<F3>回原点<F4>模拟运行数字键字母和数字输入,其中“#”为进入阵列加工界面的特殊按键方向键XYZ 三轴示教时的点动控制可控制 3 轴的前后左右升降运动<SHF>可切换点动时的速度,本系统提供“低”“中”“高”三档速度,该速度可根据用户要求定制文件名示教编程时在点列表界面按此键可编辑文件的文件名开关胶示教编程时编辑点的开关胶属性删除键删除文件或文件中的点取消键取消操作退出当前屏幕确定键对数据输入的确定,保存并退出当前屏幕第二章 功能层次图2.1 主界面介绍上电后示教盒(UI02)自动跳转至主界面如下图所示:其功能层次如下图所示: 1.NO 为操作号 2.X,Y,Z 为坐标 3.时间S 为点胶延时时间 4.模式为当前动作的图形(0为点,1为直线,2为圆,3为圆弧。
点胶机使用说明

一、点胶机手持编程器说1.4 坐标轴控制区二、各程序代码所示含义:在手持编程器的功能键区(如图1.3所示),存在5个键,各个键所代表的含义为:MODE:模式转换键CH:选择频道键OBJ:命令选择键EDIT:编辑键AUX:辅助参数设置键三、编程过程:1、选择工作模式:自动点胶机操作使用说明需要编写程序时,首先打开点胶机的电源,然后利用点胶机手持编程器进行1.1 手持编程器 1.2 手持编程器按键控制区 在手持编程器的功能键区,利用MODE键进行模式的转换,每次按下MODE后,就会使现在的模式状态进行转变,转变为下一个模式。
在按下MODE键不同次数时,在编程屏幕显示区可以得到下面图片所示的几个功能模式:1.3 功能键区编程屏幕显示区2、选择所需编写的新程序的存储位置(即频道的选择):当我们想要进行新的程序编写的时候,我们应该连续按下手持编程器的功能按键区的“MODE”键,使手持编程器的编程屏幕显示区出现如图3.4的界面。
此时,机器处于编程模式,再按下手持编程器功能按键区的“CH”键,将会出现如下图3.5所示的界面:图3.4所示的工作模式,在此工作模式下,可以将点胶动作通过手持编程器进行写入,所以,当我们开始一个新的程序编写的时候,应该连续按下功能键MODE,使编程屏幕显示区内显示如图3.4所示界面,在此界面下继续进行下一步。
3.1 测试模式:此模式下,编辑好的程序通过手持编程器上的按键可以单步运行。
3.2 自动模式:此模式下,编辑好的程序通过手持编程器按键可自动运行3.3 外部模式:此模式下,即可通过外部按键和手持控制器上的按键进行操作。
3.4 编程模式:在此模式下,可以将点胶动作通过手持编程器进行写入程序。
3、程序的编辑:在命令选择键“OBJ”目录下各命令的含义如下:3.5 编程模式界面按下CH键后出现的界面 3.6 利用手持编程器数字键键入55后 在图3.5所示界面下,我们可以输入要编写的新程序的存储地址即程序存储的频道。
自动点胶机 操作说明

2009自动点胶机操作说明在当今客户需求不断变化、新技术不断涌现以及竞争力不断加剧的环境下,鑫晖德的所有员工都深切体会到服务在获取竞争优势中的重要性。
因而自公司成立初期我们就建立了完善的服务体系,为用户提供高速度高精度高性能操作简单的桌面自动点胶机设备.快捷型流水线点胶机设备。
点胶机:点胶机又称涂胶机,滴胶机,打胶机等,是专门对流体进行控制,并将流体点滴、涂覆于产品表面或产品内部的自动化机器。
点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。
点胶机分类第一类:普通型点胶机1、控制器式点胶机:包括自动点胶机、定量点胶机、半自动点胶机、数显点胶机、精密点胶机等。
2、桌面型自动点胶机设备:高性能自动点胶机设备分为200MM300MM400MM500MM行程.主要包括全自动点胶机设备.自动点胶机设备.台式点胶机、台式三轴点胶机、台式四轴点胶机、台式五轴点胶机、或者桌面式自动点胶机、3轴流水线点胶机、多头点胶机、多出胶口点胶机、划圆点胶机、转圈点胶机、喇叭点胶机、手机按键点胶机、机柜点胶机.电池点胶机.uv点胶机.单液点胶机.双液点胶机.AB胶点胶机.电机点胶机.LCD屏点胶机.LCD触摸屏点胶机.LED户外显示屏灌胶机.数码管灌胶机.变压器点胶机设备锡膏点胶机设备晶体管点胶机马达点胶机摄像头点胶机晶片点胶机PvC点胶机滴塑点胶机电感点胶机cob点胶机磁芯点胶机螺丝点胶机高频头点胶机镜头点胶机芯片固定点胶机瞬干胶点胶机三维点胶机椭圆点胶机手套点胶机硅胶点胶机三防漆喷涂点胶机LED点胶机LED喷射点胶机视觉点胶机电脑点胶机等。
第二类:自动型点胶机1、落地式自动点胶机2、喷涂式自动点胶机(此点胶机采用喷胶阀,在线式作业,主要用于PCB板三防漆喷涂,起到防尘,防潮,绝缘作用)3、导电胶自动点胶机(此点胶机与普通点胶机区别之处在于,所点出来的导电胶切面呈三角形分布状态,主要用于电磁屏蔽点胶)4、荧光粉喷射式点胶机,(此点胶机主要用于LED行业)第三类:双Y轴COG点胶机第四类:流水线点胶机灌胶机适用的液体各种溶济、粘接剂、油漆、化学材料、固体胶等,包括硅胶、EMI导电胶、UV胶、AB 胶、快干胶、环氧胶、密封胶、热胶、润滑脂、银胶、红胶、锡膏、散热膏、防焊膏、透明漆、螺丝固定剂、木工胶、厌氧胶、亚克力胶、防磨胶、水晶胶、灌注胶、喇叭胶、瞬间胶、橡胶,油漆、搪瓷漆、亮漆、油墨、颜料等应用领域点胶机适用于工业生产的各个领域:手机按键、印花、开关、连接器、电脑、数码产品、数码相机、MP3、MP4、电子玩具、喇叭、蜂鸣器、电子元器件、集成电路、电路板、LCD液晶屏、继电器、扬声器、晶振元件、LED灯、机壳粘接、光学镜头、机械部件密封等。
点胶机操作说明书

2.28將擺好產品之點膠夾具放入移動平台﹐按下鍵盤“ENTER”鍵﹐設備即自動點膠作業﹐作業完成后自動返回。
2.29若作業中需突然停止﹐需按下鍵盤空格鍵﹐設備即停止。若檢查正常后﹐可按下鍵盤“ENTER”繼續點膠作業。
2.5﹑用鍵盤”↑↓”鍵選擇”Y”座標﹑”← →”鍵選擇”X”座標﹑”PAGE UP”和”PAGE DOWN”來選擇”Z”座標或用搖杆方向鍵來調整產品第一點座標﹐再按”ENTER”鍵2次。(注意﹕第一點要在第一個產品鐵心的正中點)如下圖﹕
2.6﹑在用鍵盤”↑↓”鍵選擇”Y”座標的第二點(第二點要在第一個產品的最后一個鐵心的正中點)。選擇第二點。第一﹑第二點座標的調試如下圖﹕
三﹑鍵盤功能鍵說明 ﹕
3.1﹑”F1”是線段設置。
3.2﹑”F2”是資料輸入。
3.3﹑”F3”是運轉參數設定。
3.4﹑”F4”是運轉功能書面操作。
3.5﹑”F5”是元件控制檢測。
3.6﹑”F7”是修改參數。
3.7﹑”ESC”是退出鍵。
3.8﹑”ENTER”鍵是確認鍵。
3.9﹑”空格鍵”是在運行作業時按一下該鍵暫停作業。
2.22﹑按鍵盤F5進入如下圖﹕
2.23選擇”3”馬達進行操作﹐按”ENTER”進入如下圖:
2.24﹑此界面是修改”X”和”Y”的座標。注意﹕用鍵盤上的”←→”鍵來修改”X”座標。用鍵盤上的
“↑↓”鍵來修改”Y”座標。
2.25﹑修改完后按”ESC”離開后按F4進入如下圖﹕
2.26然后再按”ENTER”鍵進入如下界面﹕
說明﹕搖杆速度﹕高速 鍵盤速度﹕100
調整點膠位置時﹐若點膠頭移動速度過快﹐用”-“來調整速度的大小如下圖﹕
自动点胶机的两种操作方法
自动点胶机的两种操作方法
一、自动点胶机有两种操作法:
A、用手操作(manual)(适用于非定量、非定时点胶)把自动点胶机开关调到manual位置。
调整气压并选择合适的针咀.踩下脚踏开关,液料就会从针尖孔滴出,松开脚踏开关液料停止滴出.
B、自动操作(auto)(适用于定量、非定时点胶)把点胶机开关调到自动auto位置。
调整气压和出胶量、选择合适的针咀就可以控制液料的正确流量.每踩一次脚踏开关,液料就会按照设定的出胶量自动从针尖孔滴出.
二、自动点胶机自动点胶机适用之液料:
接着剂阻尼油添加环氧胶无氧胶化学试剂助焊剂铜焊剂有机硅胶粘剂导性硅胶油脂凝固式覆盖剂阻焊剂油墨油漆锡浆纤维漆滴液溶剂
三、自动点胶机适用之产品:
汽车电器包装家用电器轴承线路板电子元件照相机药剂电器组件电容器生产过程处理仪器珠宝继电器石英晶体集成电路灯饰无线电设备电线连接器.
参考资料:东莞市非泰电子有限公司。
点胶机操作说明

点胶机操作说明操作说明1、产品介绍1.1 产品名称:点胶机1.2 产品型号:[填写具体型号]1.3 产品功能:点胶机用于精确控制胶水的点胶位置和速度,广泛应用于电子制造、汽车制造、机械加工等行业。
2、安全须知2.1 电源2.1.1 确保点胶机使用的电源符合相关标准,并正确接地。
2.1.2 禁止在电源线上踩踏、拉扯或者放置重物。
2.2 操作人员2.2.1 操作人员应接受专业培训,并了解相关操作规程和安全注意事项。
2.2.2 禁止未经许可的人员操作点胶机。
2.3 维护保养2.3.1 点胶机在维护和保养时必须断电,确保安全操作。
2.3.2 若需要更换附件或进行维护保养,请按照使用手册的说明进行操作。
3、准备工作3.1 检查设备3.1.1 确保点胶机的各个部件完好无损。
3.1.2 检查胶水和配件是否充足。
3.2 准备工装3.2.1 根据产品要求选择合适的工装。
3.2.2 安装工装并进行调试,确保工装与点胶机的匹配。
4、点胶机操作步骤4.1 开机准备4.1.1 确保电源已连接并接通电源开关。
4.1.2 检查点胶机的操作界面是否正常显示。
4.2 设置点胶参数4.2.1 进入点胶机的设置菜单。
4.2.2 根据产品要求设置胶水的流量、速度、点胶位置等参数。
4.3 调试点胶程序4.3.1 根据产品要求选择相应的点胶程序。
4.3.2 在试验区域进行点胶测试,调整参数,确保点胶效果符合要求。
4.4 开始生产4.4.1 将待点胶的产品放置在工装上。
4.4.2 按下开始按钮,点胶机开始自动点胶。
5、维护保养5.1 定期清洁5.1.1 使用专用清洗剂清洁点胶机表面和胶液通道。
5.1.2 定期清洁点胶机上的传感器和喷嘴。
5.2 配件更换5.2.1 根据设备使用寿命和维护计划,定期更换胶液管、喷嘴等配件。
5.2.2 注意配件更换的方法和操作规程,确保更换正确。
6、附件本文档涉及的附件如下: - 附件1、点胶机使用手册 - 附件2、点胶机维修手册 - 附件3、点胶机配件清单7、法律名词及注释- 法律名词1:注释1- 法律名词2:注释2(根据实际需要添加)。
点胶机操作说明
点胶机操作说明
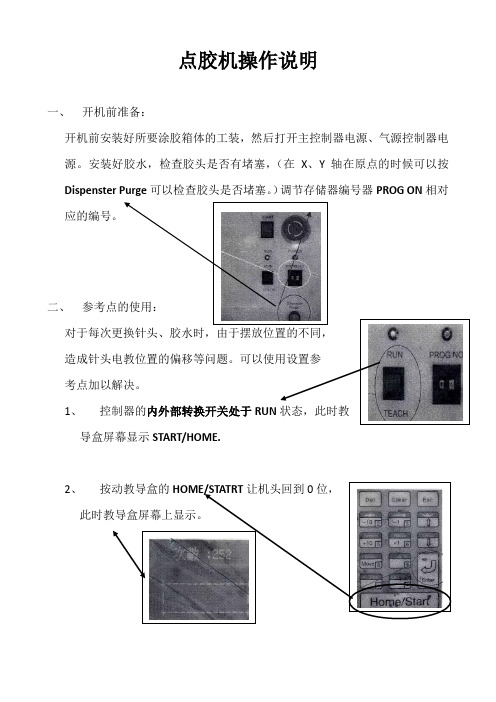
一、 开机前准备:
开机前安装好所要涂胶箱体的工装,然后打开主控制器电源、气源控制器电源。
安装好胶水,检查胶头是否有堵塞,(在X 、Y 轴在原点的时候可以按Dispenster Purge 可以检查胶头是否堵塞。
)调节存储器编号器PROG ON 相对
二、 1、
导盒屏幕显示ST ART/HOME. 2、
3、 按动教导盒上方的F1键,屏幕显示执行功能表,然后按动教导盒上
的方向键乡下选择第2项
一定的偏移)
把针头移到做了记号的位置按Enter 按ST ART/HOME X\Y\Z 轴自动回到0设定。
三、 Z 轴高度的调整
因更换针头、胶水后Z 轴的高度有所变化,因此需要调整Z 轴的高度来实现1、
将内外部转换开关处于TEACH 幕提示按H0me/Start 键直到屏幕信息回到盒上的键盘数字键6将光标移到, 按数字8第一点, 然第二点, 好(约2mm )。
2、如Z
上的
,
位4000
四、关机
涂胶机使用完后,将主控制器电源、气源控制器电源关闭。
将胶水罐铜头拧下清洗干净,工作台打扫干净。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三轴点胶机实物图
第九步:导入CAD文档(DXF格式)
第十步:导入后的轨迹。
第十一步:重新描绘后的轨迹。
注意重新描繪時的先后順序。 (從設計點膠路徑的最后一筆
且反方向開始描起)
第十二步:导出运动轨迹。(格式为 PLT)
第十三步:导出设置一
第十四步:导出设置二
第十五步:导出设置三
第十六步:控制器初始画面。
第十七步:打开文件管理,选择USB连 接,复制PLT文档到控制器。
第十八步:进行PLT文档转化DJJ格式
第十九步:先选择“打开”,找到当前 目录PRG,然后选中转化后DJJ文档。
第二十步:返回初始界面,打开“编辑 文件”。
ቤተ መጻሕፍቲ ባይዱ
第二十一步:打开“列表”,选择“其 他”,找到“批量修改”。
第二十二步:打开“批量修改”后, 选择“Z轴坐标”,修改指定数值。
第一步:打开Auto CAD和CorelDraw。
第二步:打开后的AutoCAD界面。
第三步:先画点胶机运动轨迹,再镜像。
第四步:镜像后的轨迹。
第五步:CAD文档导出设置。
另存 為.dxf檔
第六步:打开CorelDraw。
第七步:打开后的初始界面。
第八步:在版面下拉菜单选择版面设置, 打开选择横向A3。